
- Собираем качественные и надежные сварочные кабели, которые будут служить годами
- Содержание
- Электрододержатель:
- Силовые кабеля (провода):
- Зажим массы:
- Вилка кабельная:
- Сборка:
- Выводы:
- Сварка кабелей самодельными и магазинными сварочными аппаратами
- Технология сварки проводов
- Почему не получится паяльником
- Аппараты для сварки проводки
- Аппарат из железного трансформатора
- Современная инверторная сварка
- Как сделать сварочный аппарат своими руками
- Расходные материалы и инструменты
- Инструкция по сборке
- Корпус сварочника
- Подбор трансформатора
- Питающие кабели
- Применение клемм
- Держатель для электрода
- Инструменты и материалы для сварки
- Сварочный аппарат
- Графитовые электроды
- Средства индивидуальной защиты
- Прочий инструмент для сварки проводов
- Как варить медные провода
- Сваривание проводов из алюминия
- Сварка термитной смесью
- Скрутка проводов перед сваркой
- Сваривание медных проводов с алюминиевыми
- Параметры сварочного тока
Собираем качественные и надежные сварочные кабели, которые будут служить годами
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Содержание
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:

Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:
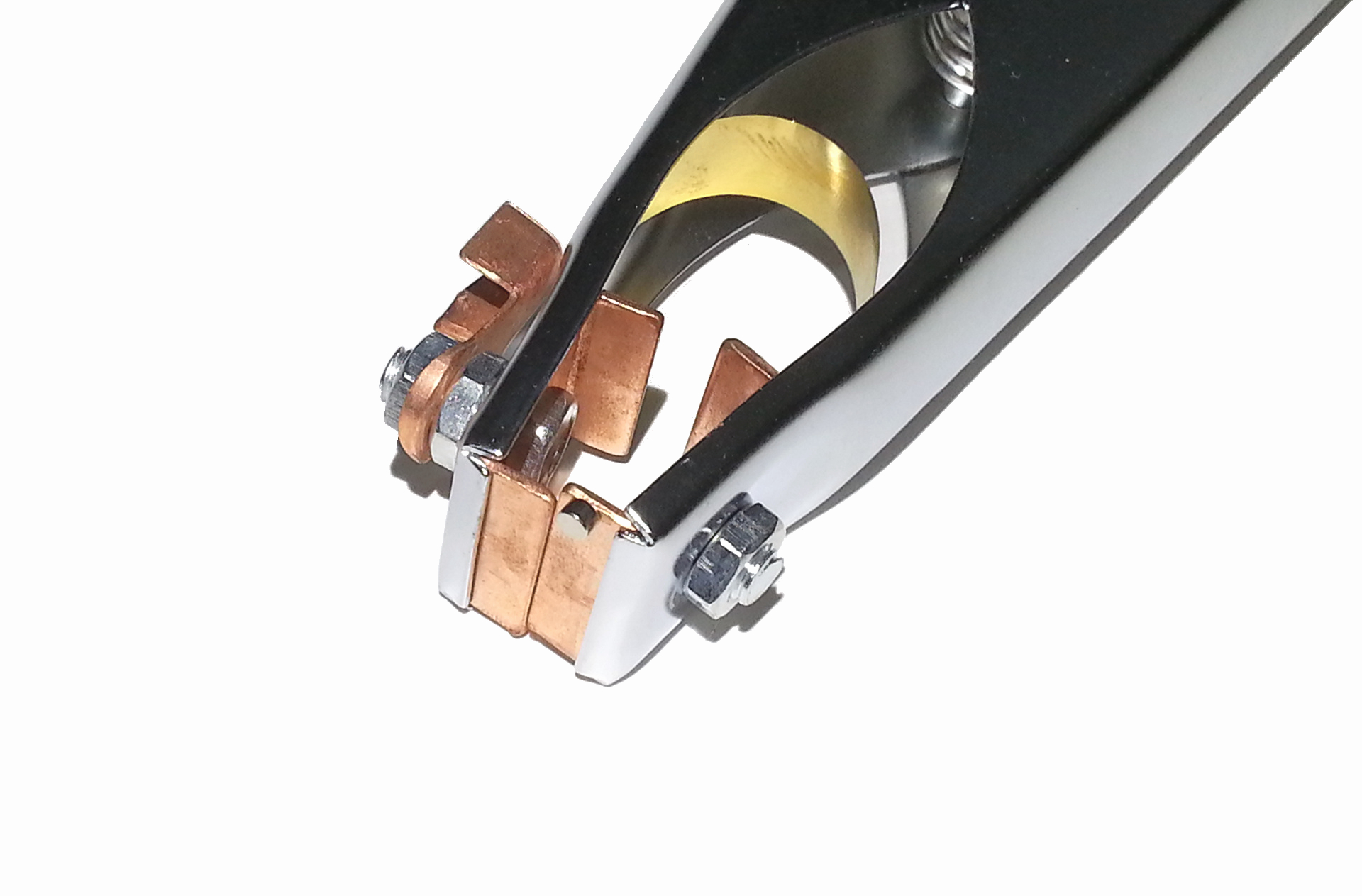
Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:

В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:

При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Источник
Сварка кабелей самодельными и магазинными сварочными аппаратами
Сварка проводов — это один из разрешенных в ПУЭ методов соединения. Данный способ выделяется повышенной надежностью и гарантирует минимальное переходное сопротивление скрутки. Поэтому если необходимо выполнить надежную и долговечную проводку, то лучше всего воспользоваться именно сваркой.
Технология сварки проводов
Технология сварки электропроводки основана на расплавлении токоведущих жил и их дальнейшем сплавлении друг с другом. Весь процесс протекает при высоких температурах порядка 1000°C, когда металл проводников находится в жидком состоянии. Нагрев осуществляется с помощью электрического тока в десятки и даже сотни ампер.
 Сварка проводов угольным электродом
Сварка проводов угольным электродом
Почему не получится паяльником
Паяльником сварить провода не получится. Сварка и пайка — это вещи абсолютно разные. При спаивании проводники соединяются посредством припоя. Он затекает между токоведущими жилами и играет роль электропроводящего клея. При сваривании контакт получается иным образом. Проводники расплавляются и, находясь в жидком виде, смешиваются друг с другом. Полученное соединение на порядок надежнее пайки.
 Пайка проводов паяльником
Пайка проводов паяльником
Аппараты для сварки проводки
Чтобы сварить несколько медных проводов, необходимо кратковременно пропустить через место будущего соединения большой ток. В подавляющем большинстве случаев в качестве источников столь высоких токов выступают устройства 2 типов:
- Железный трансформатор. Простой и надежный аппарат.
- Сварочные инверторы. Современное, удобное решение.
 Аппарат для сварки скруток
Аппарат для сварки скруток
Аппарат из железного трансформатора
В основе такого аппарата для сварки проводов лежит мощный трансформатор с железным сердечником. Идеально, если он советского производства, ведь техника тех времен выполнялась с запасом по мощности.
Трансформатор берет от розетки 220 В и понижает их до низкого и безопасного для человека напряжения 12-48 В. При этом ток в выходной обмотке достигает значений порядка 25-250 А. Выходные параметры трансформатора рассчитываются заранее или подбираются путем изменения количества витков вторичной обмотки.
![]() Трансформатор для сварки проводов
Трансформатор для сварки проводов
У железных трансформаторов есть весомые преимущества:
- надежность;
- простота ремонта;
- неприхотливость к условиям работы.
Имеются и недостатки:
- в железном трансформаторе не получится легко и быстро выставить нужный выходной ток;
- большой вес, начиная примерно от 5-7 кг.
Современная инверторная сварка
Современные устройства на полупроводниках, микросхемах и транзисторах — это те же сварочные аппараты, которыми сваривают железные трубы и заборы. Только для оплавления медной проводки необходимы другие типы электродов.
Сварка инвертором имеет следующие плюсы:
- легкий вес;
- возможность выставить требуемое значение тока с точностью до 1 А.
- сложный ремонт, требующий опыта и знаний в электронике;
- аппарат нужно содержать в чистоте и сухости, иначе он сгорит в неподходящий момент.
 Инверторный прибор для электропроводки
Инверторный прибор для электропроводки
Это интересно. Существует необычный способ соединения — ультразвуковая сварка. Он позволяет сплавлять на молекулярном уровне то, что на первый взгляд невозможно соединить подобным образом. Например, припаять медный проводник к стеклу или керамике.
Как сделать сварочный аппарат своими руками
Изготовить сложный сварочный инвертор — занятие заранее провальное. Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Расходные материалы и инструменты
Большинство инструментов и материалов для сборки доступны в домашних мастерских и электротехнических магазинах любого города. Сложности вызовет только поиск трансформатора. Не везде получится купить подходящий по мощности. Как вариант, можно поискать нужный на барахолках, блошиных рынках или поспрашивать у знакомых с заводов и предприятий.
Более подробный перечень необходимых инструментов и материалов выглядит следующим образом:
- понижающий трансформатор;
- материалы для крепежа и корпуса;
- медные гибкие провода большого сечения от 35 кв. мм;
- слесарные и измерительные инструменты, отвертки, ножовка по металлу и т. п.
![]() Понижающие трансформаторы для изготовления аппарата
Понижающие трансформаторы для изготовления аппарата
Дополнительная информация. В качестве проводов для выходного тока отлично подходят гибкие многожильные AWG кабели в силиконовой изоляции. Их защитное покрытие выдерживает высокие температуры. Сам проводник мягкий и податливый для руки. С такими проводами удобнее работать и лазить по распределительным коробкам под потолком.
Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
- Подготовка корпуса. Он выбирается исходя из габаритов трансформатора.
- Поиск и монтаж трансформатора. Проверка его работоспособности.
- Подбор питающего кабеля. Защита аппарата от перегрузки.
- Установка выходных клемм. Другие способы соединения.
- Выбор и монтаж держака и электрода. Самодельные альтернативы.
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.

Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.
Первичная обмотка трансформатора рассчитывается на 220 В. Железо подбирается исходя из габаритной мощности в 200-1000 Вт. Маломощные трансформаторы пригодны для сварки тонких проводов, а высокомощные — для толстых.
![]()
Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
Питающие кабели
Сетевой провод питания 220 В подбирается исходя из мощности трансформатора. Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.

Для защиты аппарата нелишним будет в цепи первичной обмотки установить плавкий предохранитель или автоматический выключатель. Так трансформатор будет защищен от перегрузки по току.
Применение клемм
По возможности стоит избегать применения клемм. Они имеют свойство со временем разбалтываться и обгорать, особенно на больших токах вторичной обмотки трансформатора. Самые надежные соединения выполняются сваркой, пайкой или опрессовкой.
Однако в некоторых случаях клеммы — это удобно. Например, на выходе сварочного трансформатора. Применяя клеммы, можно переносить аппарат отдельно от его проводов. Главное следить, чтобы во время работы клеммы не окислялись, не болтались и не перегревались. Периодически допустимо убирать загрязнение при помощи напильника.

Держатель для электрода
Сварка осуществляется графитовым электродом, покрытым тонким слоем меди. Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже.
Если же найти их не удалось, то можно изготовить самостоятельно из графитовой щетки электродвигателя. Ее следует взять покрупнее и выпилить ножовкой по металлу до желаемого размера.
 Самодельные держаки для сварки
Самодельные держаки для сварки
Держак выполняется из пары медных шин и болтов для затяжки. Приспособление должно надежно зажимать графитовый электрод.
Инструменты и материалы для сварки
Одного сварочника недостаточно для того, чтобы выполнить качественное соединение проводов. Полный список всего необходимого выглядит следующим образом:
- Сварочный аппарат. Инверторный или трансформаторный.
- Электроды. Медно-графитовые покупные или самодельные.
- Средства защиты. Очки, перчатки.
- Ручной инструмент. Пассатижи, кусачки.
Сварочный аппарат
Сварочный аппарат преобразует напряжение из сети в безопасное для здоровья. Дополнительно он создает гальваническую развязку между человеком и розеткой.

Графитовые электроды
Медно-графитовые и угольные стержни выдерживают огромные температуры. В процессе работы они нередко раскаляются добела. При этом сам электрод практически не разрушается. Работая с ними, следует быть осторожным. Графит — материал хрупкий. Электрод способен треснуть от случайного удара о твердую поверхность. Купить новый в ближайшем магазине не получится.
 Электроды угольные омедненные
Электроды угольные омедненные
Средства индивидуальной защиты
При сварке проводов появляется ряд опасных для здоровья факторов. Наиболее весомые из них таковы:
- Яркое излучение от электродов. Для защиты от вспышек принято использовать сварочные маски или очки. Они защитят глаза от слишком сильного светового излучения дуги, а лицо от возможных искр.
- Высокая температура сварки свыше 1300°C. Здесь пригодятся перчатки из негорючих материалов. Обжечь может не столько прикосновение к раскаленному металлу, сколько его брызги и искры.
- Риск поражения электрическим током. Подобные устройства для сварки работают от розетки. Не всегда с ними обращаются достаточно аккуратно. Поэтому возможно повреждение изоляции и попадание корпуса аппарата или его вторичной обмотки под потенциал сети. Для защиты от этого фактора пригодятся знания в электрике, технике безопасности и здравый смысл.
 Средства защиты сварщика
Средства защиты сварщика
Прочий инструмент для сварки проводов
Из ручного инструмента пригодятся пассатижи, кусачки и нож. Возможно, понадобится и другой инструмент, но его уже каждый выбирает исходя из собственной технологии сварки проводов. Пассатижи нужны, чтобы держать спаиваемую скрутку. Кусачки — чтобы подрезать ее до нужной длины. Нож — для снятия изоляции с проводов. По сути, все перечисленное возможно сделать одними только пассатижами, но это будет не так удобно, как использовать отдельный инструмент для каждой операции.
 Плоскогубцы и бокорезы электромонтажные
Плоскогубцы и бокорезы электромонтажные
Дополнительная информация. Возможно немного схитрить. Один из проводов выходной обмотки нужно подключить к старым ненужным пассатижам. Для этого к ним приваривается винт. Затем с помощью гаек и медного наконечника на винт подключается провод от трансформатора. Во время работы свариваемые провода удерживаются этими же пассатижами.
Как варить медные провода
Сварка медных проводов не требует большого опыта. Порядок работы таков:
- Токоведущие жилы зачищаются от изоляции. Затем оголенные проводники скручиваются.
- Со стороны изоляции к скрутке подключается один из сварочных проводов. Это удобно делать при помощи пассатижей или каких-либо самодельных зажимов.
- К противоположному концу скрутки необходимо прикоснуться угольным электродом. Загорится небольшая сварочная дуга. Конец скрутки расплавится. При необходимости операция повторяется несколько раз до образования на конце соединения прочной аккуратной капли расплавленного металла.
- После сварки полученную скрутку необходимо заизолировать монтажными колпачками, термоусаживаемой трубкой или изоляционной лентой.

Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.

Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.
 Комплект для термитной сварки
Комплект для термитной сварки
Способ не годится для неподготовленного человека и неприменим в домашних условиях. Он крайне пожароопасен. При горении термитной смеси выделяются вредные газы. Из огнеупорного стакана вылетают раскаленные искры и капли металла.
Скрутка проводов перед сваркой
Сварка кабелей выполняется, как правило, в распределительной коробке. Поэтому более всего она пригодна для разветвительных скруток, в которых есть один приходящий (питающий) провод и множество отходящих на розетки, выключатели и прочие потребители.
Сваривание медных проводов с алюминиевыми
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
- Проводники зачищаются от изоляции. Если на них имеется слой окисла, то его необходимо соскоблить ножом.
- Алюминиевая жила накручивается на медную. Виток к витку. С максимально плотным прилеганием.
- Соединение пропитывается специальным флюсом для снятия оксидной пленки с алюминия. Например, Ф-64 и подобные.
- Непосредственно сварка выполняется так же, как и для медных кабелей. Стоит помнить про хрупкость алюминия и не гнуть лишний раз контакт.
Параметры сварочного тока
Под параметрами подразумевается сила тока, напряжение и время сварки. Здесь у каждого свое мнение и понимание того, как нужно правильно настраивать дугу. Необходимое значение тока можно выставить, пользуясь инверторным сварочным аппаратом ресанта. Трансформаторные устройства подобным функционалом не обладают. Усредненные параметры для сварки проводки приведены в таблице.
| Сечение свариваемых проводов, кв. мм. | Количество жил, шт. | Ток, А |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Сварка обеспечивает наиболее качественное и надежное электрическое соединение проводки. Такой способ требует некоторого опыта и наличия оборудования. Однако полученный контакт будет обладать повышенной надежностью и прослужит не меньше, чем сами провода.
 Сварка позволяет получить надежное соединение проводов
Сварка позволяет получить надежное соединение проводов
Для сваривания необходим мощный источник тока, графитовые электроды и средства индивидуальной защиты. Во время работы следует остерегаться ярких вспышек дуги и раскаленных электродов. Нужно учитывать и то, что устройство работает от сетевого напряжения. Поэтому необходимо соблюдать элементарные правила электробезопасности.
Источник



