
Призма для проверки коленвала своими руками
Всех приветствую!
Подскажите, что небходимо при снятии КВ промерить и отремонтировать?
Как не налететь на обман при замере КВ спецами?
Как подобрать нужные, правильные, качественные вкладыши на КВ?
Буду благодарен всем советам относящимся к узлу КШМ.
мерять износ шеек и биение.
заодно дисбаланс.(не факт что новым он был балансированным)
что бы не наипали,меряй сам.
вкладыши только визуальный осмотр..что бы аккуратные в коробочке.
более ты их никак не прощупаешь.
если набивка сзади на колене ,а не манжета,то возможно есть смысл восстановить накатку.(после восстановления возможно будет необходимость чуть завалить её вершины шкуркой.часто их оставляют острыми и тогда очень быстро накатка изничтожит набивку.)
Вроде договорился с токарем, сказал привезти ему КВ, он при мне замерит шейки и скажет требуется ли шлифовка или нет!
На счет балансировки КВ даже себе приставить не могу куда обращаться! :confused:
Так КВ нужно протачивать же уже под конкретно какой то ремонт вкладышей! Или я не прав. :confused:
Сзади набивка!
Последнее предложение не понял! 🙁 Извиняйте! 😳
Всех приветствую!
Подскажите, что небходимо при снятии КВ промерить и отремонтировать?
Как не налететь на обман при замере КВ спецами?
Как подобрать нужные, правильные, качественные вкладыши на КВ?
Буду благодарен всем советам относящимся к узлу КШМ.
У меня сейчас тоже двигатель разобран, и я тоже из красноярска.
Во первых померять микрометром шейки, потом выкрутить пробки и прочистить колено внутри(делать перед балансировкой). Далее отдаем колено, маховик и сцепление на балансировку в КГС.
Ну а какие вкладышши ставить ависит от износа
Сзади набивка!
Последнее предложение не понял! 🙁 Извиняйте! 😳
бывает что после восстановления накатки она из себя начинает представлять тёрку.и мочалит набивку в хлам.
взять шкурочку и придать ей разумную шероховатость.
Далее отдаем колено, маховик и сцепление на балансировку в КГС.
Для чего сцепление то отдавать на балансировку?
бывает что после восстановления накатки она из себя начинает представлять тёрку.и мочалит набивку в хлам.
взять шкурочку и придать ей разумную шероховатость.
Пальцы должны легко скользить по накадке. Если кребко обхватить накадку пальцами и провернуть пальци пару раз туда сюда, то не должно остаться на коже следов (как бы так сказать истирания кожи).
Не забуть проверить н валу на сколько бьет хвостовик колен вала в масласгонной резьбе. предельно допустимое 0,03мм. Если будет больше то никакая набивка не поможет.
Здесь правильно сказали снять заглушки и прочистить грязеуловительные камеры. Если этого не зделать то мотор стуканет от перекрывшей грязью масляный канал. Тем более, что обалансируют с непочищенными каналами к. в. Не правильно.
А дизбаланс на сцепление появляется от того, что на лапковом сцепление ведущий прижемной диск начинает болтаться. Вот тогда даже у нормально отболансированого к. в. и маховика вдруг появляется вибрация. Причём мне попадались сцепления с биением аж 0,5. 1мм. там мотор колотило безбожно. Да и вопще, надеятся , что на заводе или при педедущем ремонте или на новом сцепление всё сделали как надо? Незнаю. Хочется верить но всё равно проверять надо!
Кстати мужеки я тут свою методику разработал по проверки коленвалов и распределительных валов на биение пряма на дому. 100% гарантия точности нужен только часовой индикатор со стойкой, и никаких призм и мощных столов. Если надо то скину. Уже не один вал и распределительный вал так проверел.
Кстати мужеки я тут свою методику разработал по проверки коленвалов и распределительных валов на биение пряма на дому. 100% гарантия точности нужен только часовой индикатор со стойкой, и никаких призм и мощных столов. Если надо то скину. Уже не один вал и распределительный вал так проверел.
Скидывай, интересно :D:D
Готово скинул.
Снят косок копий с ремонта мотора, сам ремонт ещё не загружен. Толи лень толи дела замучили?
Если вы всё таки решили, что купить новый колен вал или у хорошего надёжного знакомого практичнее, То хотелось бы вас предупредить. Исходя из моего личного опыта, когда я работал в мастерской на 10 новых колен валов или условно новых стоящих на складу, 2 колен вала имели такое биение и искривление, что их тут же заклинивало при затяжке второго или третьего бугеля. При проверке на станке один выдал биение в 0,10мм а второй 0,2мм. и это при максимально допустимом биение в 0,07 или 7мк. А сколько их крутится по день в моторах с лёгким искривлением не известно? На форуме УАЗОВОдов один бедолага пожаловался на биение НОВОГО колен вала аж в 3мм. (три миллиметра). Он бедолага купил колен вал у хорошего знакомого и разумеется без чека. И я почему-то склонен ему верить. Так, что всегда берите чек при покупки нового колен вала и не только его к ним относятся так же и распрет валы. Для того, что бы колен вал повело не обязательно его уронить (поверьте мне этого будет достаточно) но и оставить полежать на стеллаже, полу всего пол года и его искривит, так же надёжно как вы захмелеете от стакана водки. Колен валы хранятся только если их поставить вертикально на торец куда прикручивается маховик потом. А уж то, что их так не перевозят и грузят как попало можно и не обсуждать.
Для проверки колен вала на биение. Надо колен вал установить на призмах. Которые не во всех мастерских имеются и к тому же они дорогие. И установить эти призмы на специальный стол со стальной или чугунной поверхностью на которую и устанавливается на магните индикаторная стойка. А значить вам прямая дорога в специализированную мастерскую. Колен вал ложится своими крайними шейками на эти призмы и вращается от руки. Щуп часового индикатора бежит по срединной шейки и при малейшем искривление колен вала будет индикатор показывать отклонения. При отклонение в 0,06мм. (для поработавших валов не путать с новыми или уже шлифованными) Колен вал уже надо сдавать на шлифовку. Биение 0,06мм это усреднённый показатель он годится для LAND ROVERа УАЗа и ВОЛГавских двигателей. А вот при биение 0,05мм. Колен вал ещё годится. Почему именно 0,05? Да потому, что в среднем зазор между коренным вкладышем и колен валом составляет 0,020. 0,049мм. и если коренные вкладыши выдадут зазор во вкладышах при монтаже колен вала нижний показатель 0,020, то колен вал свими бьющими шейками ещё не будет касаться бобита вкладышей в краиних шейках. Но стоит перескочить этот размер биения до 0,06мм. и как риск задира вкладыша сразу появится. Для более компактных двигателей как 2108, 09, 10,11, большинства передне приводных автомобилей, биение колен вала он на порядок меньше и как правило ровняется около 0,03мм или 3мк.
Основная причина биение колен вала, обычно возникает из-за изгиба шатунной шейки из-за того, что мотор работал со стуканутым шатунным вкладышем.
Биение при установки нового или только, что шлифованного колен вала, крайними коренными шейками на призмы. Не должно превышать.
Средняя коренная шейка. 0,02мм.
шейка распределительной шестерни 0,03мм.
Шейка под ступицу шкива и заднего сальника не более 0,04мм. Особенно это важно для моторов у которых стоит маслосгонная набивка. При превышение этого показателя, (а по другим данных более 0,03мм) маслосгонная набивка уже не может нормально держать масло.
Но тем не менее. Биение колен вала можно измерить даже на самодельных призмах в гараже. Главное, что бы была индикаторная стоика с часовым индикатором. После двух дней раздумываний. Нашёл выход. Специализированный стальной стол мне заменил сам же блок. Благо что он обладает теми же свойствами, железный и прочный. А призмы заменили уголки закрепленные в блоке.
Берётся полоска метала 2. 3мм. Шириной чуть меньше коренной шейки и гнется в виде чайки остриём в низ. Остриё имеет прямой угол 90гр. и не доходит до постели вкладыша. Края метала могут не до ходить до стенок блока 0. 5мм. Всё это гнётся простым молотком в тисках. Беда этой конструкций в том, что как бы вы не гнули метал правильно он всё равно не будет иметь строгие прямые углы и сами плоскости будут скручены винтом. Постораитесь потом приложив первую жесть (чайку) к блоку выровнять её как только это будет возможно. Но тем не мение как бы вы не выравнивалине подгоняли эти полоски жести под длок. Они всё равно будут качаться и гулять. А вить нам нужно иметь апсалютно крепкую и стабильную поверхности (типа призма), и сами поверхности уголков должны прижиматься всею поверхностью на шейку вала. Если шейка вала будет не скользить по всей плоскости а висеть на каком то угле, то этот уголок попав в выроботку шеики, начнёт качать колен вал. Выход был найден. Также изготавливается ещё два уголка с тем же самым углом в 90 градусов. Смазывается пожирнее керметиком плоскости блока куда вставляются первый и последний бугель. Затем на них ложится первая длинная полоска метала (типа чайка). Затем сверху вставляется второй уголок, который так же очень жироно смазан герметиком с низу. этот уголок как бы начинает плавать в первом уголке. Теперь даём паузу на некоторое время, что бы герметик чуть чуть подстыл и стал твёрже, минут 10. 15, что бы герметик стал кустым как сметана. Затем с верху на уголоки ложится колен вал.
Уголок на блоке.
http://s42.radikal.ru/i096/0910/c4/0e041dec93e8.jpg
Вот здесь то и начинается самое интересное. Верхний уголок под давление колен вала, начнет скользить по герметику подстоится под колен вал по оси симетрий и если, что не утресётся в габаритах. То тогда уже поёрзает вторая пластина на герметике. Лишний герметик выдавливается.
Теперь надо оставить герметик застыть на 1,5. 2 часа.
Колен вал на уголке.
http://s41.radikal.ru/i094/0910/6d/bf833b4b4973.jpg
Через два чиса устанавливается стоика. Но тут тоже засада. У часового индекатора не достаёт длины до шейки колен вала. Для этого можно прикрутить алюминевюю толстую проволоку к повижному щупу. Правда прикручивать надо крепко. Так как щуп при проворачивание колен вала стремится свернуться в бок. После чего размер будет уплывать. Сам кончик проволоки, что скользит по колен валу надо напильничком закруглить и подполировать наждачкой. А что бы колен вал хорошо крутился и щуп индикатора не трещал и не скрипел. Первую и последнюю шеука которые лежат на уголках а так же центральну шейку по которой скользит щуп индикатора надо смазать маслом. Иначе щуп начнёт скрипеть и стрелка индикатора начнёт создавать так называймый дребезг.
Вся работа от начала вырезания болгаркой (флексой) полосок метала, придания им формы, заняла минут 40. Ещё 1,5 чиса забрал герметик на застывание и плюс 3 минуты измерений. Индикатор был до оборудован щупом и настроен когда, герметик застывал под весом колен вала.
Измерение вала индикатором.
http://i037.radikal.ru/0910/3e/5228b251e2f0.jpg
При проверке колен вала выяснилось.
Колен вал имеет биение в 0,075мм. Уже только на шлифовку. Щуп при этом бежал по центру шейки где вкладыши имеют технолагическую масляную канавку . Поэтому колен вал в этом месте не изнашивается.
Теперь смещаем щуп немного в сторону на 8. 15мм на место где работают вкладыши изамеряем саму выроботку шеек под вкладышем. Выработка центральной опорной шейки составляет 0,15мм. Правда при этом пришлось от этой выработки отнять и само биение вала 0,075мм. В результате шейка колен вала имеет овальную выработку в 0,075мм.
Задняя шейка под задний сальник выдала биение в 0,03мм. Почти придел но всё таки годится.
Разуме. При шлифовке колен вала под первый ремонтный размер вкладыша 0,25 снимается с каждой стороны вала по 0,12. 0,13мм. А в нашем случае мы имеем биение колен вала в 0,15мм. Значить придётся шлифовать вал через один ремонтный размер. В этом случае уже придется покупать вкладыши 0.50 размера.
Чем ещё неприятно биение колен вала, помимо затёртых вкладышей. Прежде всего это то, что коренная набивка колен вала при биение самой шейки которую обжимает набивка более 0,03мм. Эта самая набивка перестаёт держать со временем масло. И замена набивки на новую помогает далеко не всегда.
Кстати бьющий колен вал в районе масласгонной резьбы в районе набивки, легко определяется и без часового индикатора. Маслосгонная резьба в этом случае стирается (срабатывается) однобоко. С одной стороны колен вала масла сгонная резьба есть а провернёшь колен вал на 180 градусов, а её почти и не видно.
Источник
Проверка коленчатого вала
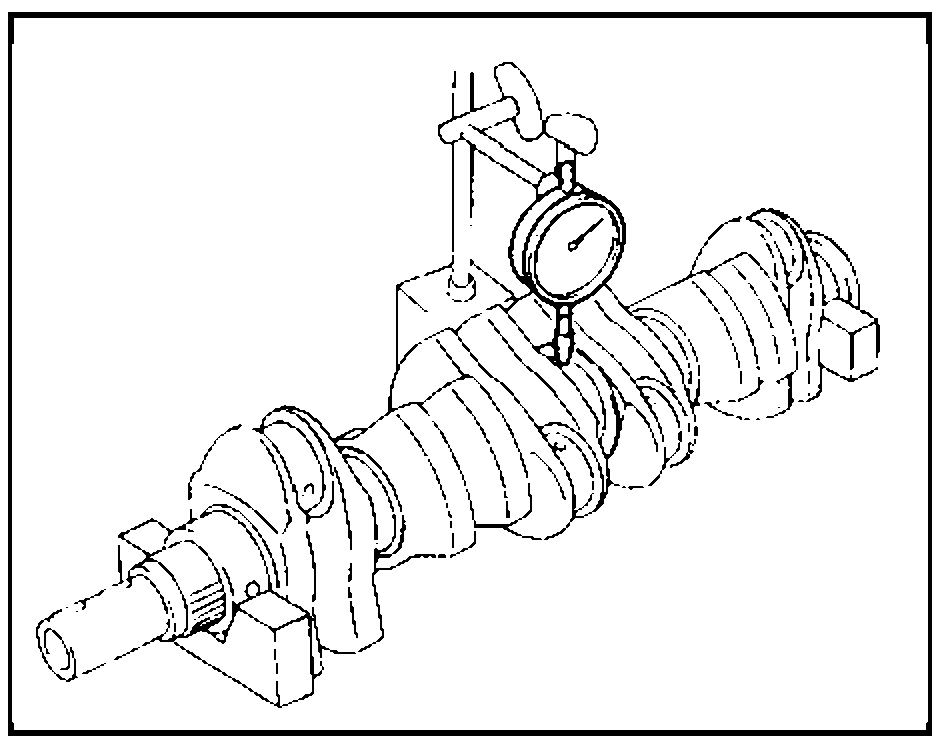
1. Проверка биения коленчатого вала.
а) Уложите коленчатый вал на призмы.
б) Часовым индикатором проверьте биение коленчатого вала по центральной коренной шейке.
Максимальное биение. 0,06 мм
2. Проверьте шатунные и коренные шейки.
а) Микрометром измерьте диаметр каждой шатунной и коренной шейки в двух взаимно перпендикулярных плоскостях, как показано на рисунке.
Серия JZ:
- Диаметр коренной шейки:
- номинальный. 61,984 — 62,000 мм
- рем. (0,25). 61,745 — 61,755 мм
- Диаметр шатунной шейки:
- номинальный. 51,982 — 52,000 мм
- рем. (0,25). 51,745 — 51,755 мм
4S-FE:
- Диаметр коренной шейки:
- номинальный. 54,988 — 55,003 мм
- рем. (0,25). 54,745 — 54,755 мм
- Диаметр шатунной шейки:
- номинальный. 47,985 — 48,000 мм
- рем. (0,25). 47,745 — 47,755 мм
1G-FE (с 09.1996 г.):
- Диаметр коренной шейки:
- шейка №4:
- метка «0». 54,995 — 55,000 мм
- метка «1». 54,989 — 54,994 мм
- метка «2». 54,982 — 54,988 мм
- остальные шейки:
- метка «0». 54,983 — 54,988 мм
- метка «1». 54,977- 54,982 мм
- метка «2». 54,970 — 54,976 мм
- шейка №4:
- Диаметр шатунной шейки. 43,985 — 44,000 мм
1G-FE (с 08.1998 г.):
- Диаметр коренной шейки:
- шейка №4. 54,970 — 54,988 мм
- остальные шейки. 54,982 — 55,000 мм
- Диаметр шатунной шейки. 43,985 — 44,000 мм
2L-TE:
- Диаметр коренной шейки:
- номинальный. 61,985 — 62,000 мм
- рем. (0,25). 61,745 — 61,755 мм
- рем. (0,50). 61,495 — 51,505 мм
- Диаметр шатунной шейки:
- номинальный. 54,988 — 55,000 мм
- рем. (0,25). 54,700 — 54,800 мм
- рем. (0,50). 54,495 — 54,505 мм
Если значения диаметров выходят за указанные пределы, проверьте масляные зазоры. Если необходимо перешлифуйте или замените коленчатый вал.
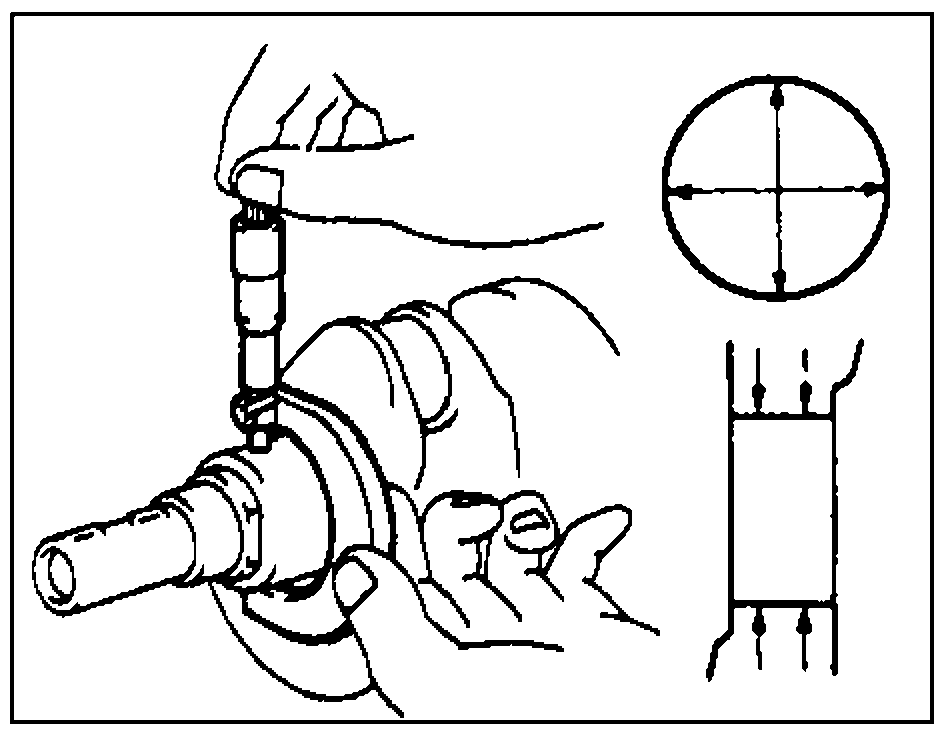
б) Проверьте шатунные и коренные шейки на конусность и некруглость, как показано на предыдущем рисунке.
- Максимальная конусность и некруглость. 0,02 мм
Если конусность или некруглость больше допустимой, замените коленчатый вал.
3. При необходимости перешлифуйте шатунные и коренные шейки на ремонтный размер и подберите вкладыши ремонтного (уменьшенного на 0,25 мм) размера.
Источник



