
- Самодельные сверхбыстрые зажимные тиски с уникальным механизмом скольжения
- Инструмент, оборудование, материалы
- Пошаговая инструкция: как своими руками изготовить уникальные тиски
- Быстрозажимной механизм
- Профильная направляющая
- Корпуса подвижной и неподвижной губок
- Ходовой винт
- Пластины зажимных губок
- Окончательная сборка и отделка
- Смотрите видео
- Тиски для слесарных работ: сделай сам
- Тиски для слесарки своими руками: пошаговая инструкция
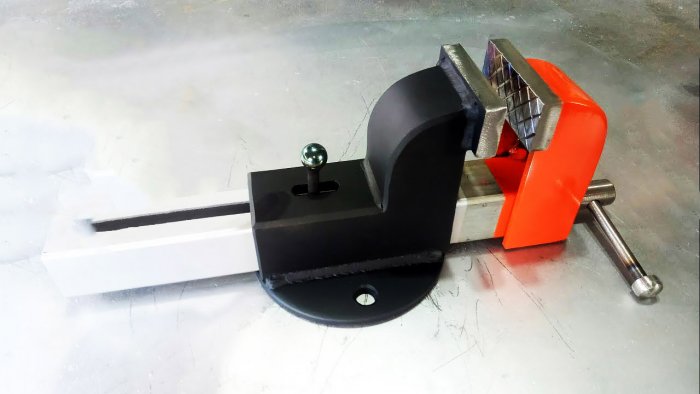
Самодельные сверхбыстрые зажимные тиски с уникальным механизмом скольжения
Винтовой зажим в тисках считается надежным способом крепления обрабатываемых деталей. Недостаток конструкции проявляется в многократных вращательных движениях зажимной рукоятки для смены сильно различающихся по размеру деталей. В статье описан способ самостоятельного изготовления тисков с быстрозажимным винтовым механизмом, лишенным указанного недостатка.
Инструмент, оборудование, материалы
Указанные размеры являются справочными, подходящий металл подбирают исходя из нужных габаритов тисков.
Пошаговая инструкция: как своими руками изготовить уникальные тиски
Рабочие части будущих тисков производятся раздельно, затем конструкция собирается, проверяется в работе и окрашивается.
Быстрозажимной механизм
Из металлического бруска и удлиненной гайки при помощи болгарки, сварочного инвертора изготавливают верхнюю и нижнюю части зажимного устройства.

Для этого берем стальной прямоугольник, сверли в нем отверстие по диаметру шпильки.

Разрезаем по середине отверстия.

Гайку так же разрезаем вдоль.

Собираем узел как на фото. На основание одной части бруска укладываем шпильку. Сверху гайку и вторую часть бруска со смещением в сторону.

Привариваем половинку гайки к половинке бруска.

Приварка оси крепления верхней части, боковых пластин завершают сборку узла.

Далее сверлим отверстие и устанавливаем штифт.


Соединив шпильку с узлом скольжения и фиксации, проверяют работоспособность зажимного механизма. Зажим на опорной металлической плите фиксируют сваркой. К верхней подвижной части приваривают болт с гайкой, который послужит рычагом отключения фиксации.

Профильная направляющая
Нижнюю стенку квадратной трубы обрезают болгаркой: с одной стороны, примерно, на две трети длины, с другой – на одну десятую часть.

В верхней стенке вырезают паз для рычага фиксации зажима. Острые кромки обрабатывают абразивным инструментом.


Корпуса подвижной и неподвижной губок
По бокам направляющей сваривается неподвижный корпус.

В верхней части делается паз под рычаг.



Узел губок состоит из металлических пластин, изготовленных по предварительному шаблону.

Криволинейную верхнюю часть можно выгнуть на прессе или при помощи гидравлического домкрата.

Неподвижный корпус приваривают к основанию, подвижный — к хвостовой части направляющей трубы.


После окончания сварки корпуса тщательно обрабатываются шлифовальным кругом.
Ходовой винт
Для выполнения зажимных функций винтовую шпильку дорабатывают. Для этого на торец приваривают гайку и небольшой металлический цилиндр.


В проделанное отверстие вставляют металлический вороток с приваренными на концах гайками. Чтобы рукоятка выглядела эстетично, гайки обрабатывают на наждаке до цилиндрической формы.

Ходовой винт вставляют в отверстие задней стенки подвижного корпуса и фиксируют точкой сварки.

Пластины зажимных губок
На заготовленных под размер стальных пластинах наносят диагональную разметку сетки. Тонким отрезным кругом прорезают канавки на глубину 1-2 мм.

Готовые пластины с совмещенными гранями зажимают в корпусах и приваривают.

Окончательная сборка и отделка
В опорной плите перфорируют два отверстия для крепления тисков к поверхности верстака. На место срезанной головки болта фиксатора приваривают шарик из подшипника.


После тщательной шлифовки, поверхности обезжиривают и окрашивают. Удобное слесарное приспособление позволит без усилий производить быструю смену обрабатываемых деталей.



Смотрите видео
Источник
Тиски для слесарных работ: сделай сам
При слесарных и столярных работах мастеру-самодельщику не обойтись без мощных тисков. Большие и новые тиски стоят дорого. Выход — или искать б/у тиски на вторичном рынке, или засучить рукава и, при наличии сварочного аппарата и УШМ, сделать недорогие тиски своими руками. Рассмотрим пример пользователя портала с ником Korkus и расскажем:
- Как самому сделать слесарные тиски из металла.
- Какие детали нужны для изготовления самодельных тисков.
- Какие инструменты потребуются.
Тиски для слесарки своими руками: пошаговая инструкция
В интернете можно найти много вариантов самодельных тисков, сделанных своими руками. Я тоже решил сделать слесарные тиски из имеющегося у меня металла, чтобы не покупать заводские. И вот, что из этого получилось.
Для изготовления самодельных тисков нужны детали:
- Основание тисков – металлическая пластина толщиной 4 мм;
- Направляющая призма — профильная труба сечением 5х5 см, толщина стенки 4 мм;
- Основа губок — уголок с полкой 7.5 см, толщина стенки 8 мм;
- Ходовой винт – шпилька диаметром 20 мм;
- Также потребовались – металлическая полоса шириной 5 см и толщиной 1 см, усиленная гайка для шпильки и уголок с полкой 60 мм и толщиной стенки 5 мм.

Работы по изготовлению слесарных тисков разбили на ряд этапов:
1. Основание под тиски Korkus сварил из двух металлических пластин размером 20х16 см.
Затем места сварки зачистили.

2. По центру основания пользователь провёл линию для разметки места под ходовой винт — шпильку. Гайка под ходовой винт приварена к проставке толщиной 10 мм.

3. Направляющая тисков сделана из квадратной профильной трубы, в которой болгаркой сделан продольный паз шириной чуть больше, чем приваренная подставка с гайкой.
4. Для крепления направляющей использован 60-й уголок (2 шт.) длиной 20 см.
Уголки обхватывают профильную трубу, а сверху к ним приваривается крышка из полосы толщиной 1 см и шириной 5 см. Получается короб.

Чтобы профильная труба свободно двигалась в коробе и получился зазор, использованы проставки – 2 полотна от пилы по металлу.
Т.к. щель между пластиной и уголками получилась достаточно большой, то, после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину изнутри.

5. Основание губок слесарных тисков сделаны из прочного уголка с полкой 75 мм и стенкой 8 мм.

Губки тисков изготовлены из полосы толщиной 1 см.
В уголках и губках просверлены сквозные отверстия диаметром 4.2 мм.

Затем в уголках пользователь нарезал резьбу М5, а в губках рассверлил отверстия сверлом 5,1 мм и раззенковал отверстия под потай.

В губки вкручены болтики, а с обратной стороны прикручены гайки, которые потом обварили.

Чертёж губок для слесарных тисков.

6. С торца профильной трубы приварены два уголка.

Губки усилены треугольными ребрами жесткости и заварены пластиной металла толщиной 4 мм.
Источник



