
- Как сделать прижимное устройство к строгальному деревообрабатывающему станку
- Виды строгальных станков
- Назначение прижимного устройства для станка
- Самодельный прижим: вариант №1
- Самодельный прижим: вариант №2
- Быстрозажимной прижим
- Из материалов нам понадобятся:
- Из инструментов нужны:
- Прижим для строгального станка своими руками
- Прижимное устройство для станков
- Все что нужно для изготовления отличных приспособлений
- Магниты
- Направляющие профили и прижимы
- Рычажные прижимы
- Мерные ленты
- Антифрикционные материалы
- Фрикционные материалы
- Маховички и ручки
- Прижимное устройство
- Прижимное приспособление для станка
- Какие строгальные станки оснащают прижимным устройством
- Рейсмусовый строгальный станок
- Фуговальный станок
- Электропривод фуговального станка
- Настройка пружинного блока
- Этапы обработки
- Преимущества и недостатки использования прижимного устройства
- Виды строгальных станков
- Назначение прижимного устройства для станка
- Прижимные струбцины для циркулярки
- Самодельный прижим: вариант №1
- Самодельные толкатели для фуганка
- Самодельный прижим: вариант №2
- Изготовление рейсмуса своими руками – чертежи самодельного строгального станка
- Изготовление самодельного фуговального станка
- Боковая стенка
- Основание станка
- Задний стол
- Передний подвижный стол
- Боковой упор
- Как сделать рейсмус своими руками просто.
- Первая версия приспособления.
- Вторая версия приспособления.
- Деревообрабатывающие станки своими руками
Как сделать прижимное устройство к строгальному деревообрабатывающему станку
Для обработки деревянных поверхностей в станках устанавливаются пилы или валы специальной формы. Однако в некоторых моделях отсутствует прижимное устройство, которое обеспечивает максимальный контакт заготовки с зоной обработки. Для модификации подобный механизм можно сделать своими руками.
Виды строгальных станков

Конструкция прижимного механизма напрямую зависит от модели оборудования. Поэтому предварительно необходимо тщательно изучить техническую документацию, особенности элементов станка, их характеристики.
Наиболее распространенный вариант представляет собой силовую установку (электродвигатель), которая приводит в движение цилиндрическую ножевую головку. Ее верхняя часть находится выше уровня опорного стола. Последний может смещаться относительно режущей части в вертикальном направлении. Таким образом регулируется глубина обработки деревянной заготовки. Подобную модель можно сделать своими руками.
Кроме вышеописанного деревообрабатывающего станка для массового производства применяют следующие виды оборудования:
- рейсмусовые с одной режущей головкой;
- циклевальные. Устанавливаются на линиях по сборке мебели, дверных и оконных конструкций;
- двух, трех и четырехгранные. Обработка происходит сразу в нескольких плоскостях, что повышает производительность;
- модели с несколькими ножами.
Практически все современное оборудование имеет прижимы. Исключение составляют станки, сделанные своими руками или старые модели.
При выборе конструкции фиксатора следует обращать внимание на конфигурацию оборудования. После ее монтажа эксплуатационные и технические качества не должны ухудшиться.
Назначение прижимного устройства для станка
На первый взгляд модификация деревообрабатывающего станка необходима только для фиксации заготовки. Однако при правильном выборе схемы изготовления установленная часть может выполнять ряд других, не менее важных функций.
Во время обработки деревянных изделий можно отрегулировать их фиксацию вручную. В итоге это сказывается на качестве поверхности. В особенности это касается тонких планок, толщина которых не превышает 2-3 см. Поэтому фиксирующее устройство, сделанное своими руками, после установки на станок должно иметь следующие функции:
- плавная регулировка уровня фиксации. Осуществляется путем равномерного давления на деталь;
- качество обработки не должно зависеть от длины изделия;
- во время работы элементы оборудования не повреждают деревянную поверхность;
- безопасность. Эксплуатационные качества механизма должны отвечать современным требованиям безопасности труда.
Перед началом проектирования рекомендуется ознакомиться с аналогичными заводскими моделями. Для изготовления прижимного механизма своими руками будут применяться подручные материалы. Поэтому при выборе оптимальной конструкции необходимо руководствоваться принципом целесообразности.
Для фуговального станка специалисты не рекомендуют устанавливать устройство для фиксации. Это может отразиться на качестве изделий.
Самодельный прижим: вариант №1

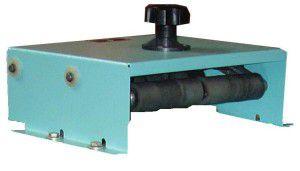
Чаще всего для изготовления вышеописанной конструкции за основу берут деталь от старой стиральной машины, а в частности — валики для выжимания влаги. В некоторых случаях после небольшой модификации дополнение можно установить на оборудование.
Рама состоит из четырех опорных лап, которые соединяются между собой П-образным профилем. На нем устанавливаются фиксирующиеся валы. Профили не фиксируются на основании, а свободно передвигаются по ним. В верхней части конструкции находится фиксирующая планка, соединенная с регулировочной ручкой червячной передачей. Для амортизации можно установить пружины, которые будут частично компенсировать сильное давление при обработке неровных поверхностей.
В составе конструкции следующие компоненты.
- Винт.
- Пластина для соединения.
- Пластина, обеспечивающая надежную фиксацию.
- Опорная стойка. Для комплектации потребуется 4 штуки.
- Два валика.
- Две боковых опоры для валиков.
- Компенсационные пружины — 2 шт.
- Гайка.
- Фиксирующие оси для валиков.
С помощью верхней ручки происходит регулирование степени прижима. Недостатком подобной модели является большая массивность. Она может подойти не для всех типов станков.
Для уменьшения трудоемкости изготовления механизма для строгального станка можно использовать валики стиральной машины. Предварительно их нужно обрезать.
Самодельный прижим: вариант №2
Альтернативным вариантом изготовления прижима для станка своими руками является небольшая модификация оборудования. Она заключается в монтаже по бокам станины двух реек. В основной рабочий вал устанавливаются два подшипника, которые проходит фиксирующая ось.
Сложность может заключаться в конфигурации станины. Все модели имеют ровные края, обеспечивающие монтаж проушин. Регулировка степени зажима осуществляется с помощью пружины. Она смещается по рейкам, тем самым изменяя давление на заготовку.
- Основной рабочий вал.
- Подшипники.
- Ось с резьбой.
- Гайка.
- Пластины.
- Тяга.
- Пружины.
- Фиксация для пружин.
- Ось эллипса.
- Две пластины.
- Стопор.
- Эллипс.
- Рукоятка.
- Ось.
- Две проушины.
- Уголок.
- Болт для крепления.
Преимуществом этой системы является увеличение производительности труда. При подаче заготовки ее торцевая часть будет упираться в вал, приподнимая его. Это позволит обрабатывать несколько деталей без предварительной регулировки самодельного прижима.
В видеоролике показан пример еще одной конструкции фиксирующего механизма:
Источник
Быстрозажимной прижим

Всем привет. Сегодня хочу рассказать, про изготовление такого необходимого (по крайней мере для меня) устройства, как «Быстрозажимной прижим». Очень часто бывает, что необходимо просверлить множество плоских деталей и их надо как-то зафиксировать. Конечно для удержания можно использовать и струбцину, но при постоянной смене деталей, много времени уходит на ослабление-стягивание струбцины, даже если она быстрозажимная. Поэтому, лично для меня, такая самоделка необходима. Плюс к этому, с помощью данного прижима, детали можно фиксировать не только с краю верстака, но и в центре. И так начнем процесс изготовления.
Из материалов нам понадобятся:
Из инструментов нужны:
Шаг первый. Разметка и резка деталей.
Берем обычную металлическую полосу.

Для начала, очищаю её от ржавчины. Далее, на очищенную полосу, наношу разметку соответствующую размерам наших будущих деталей.

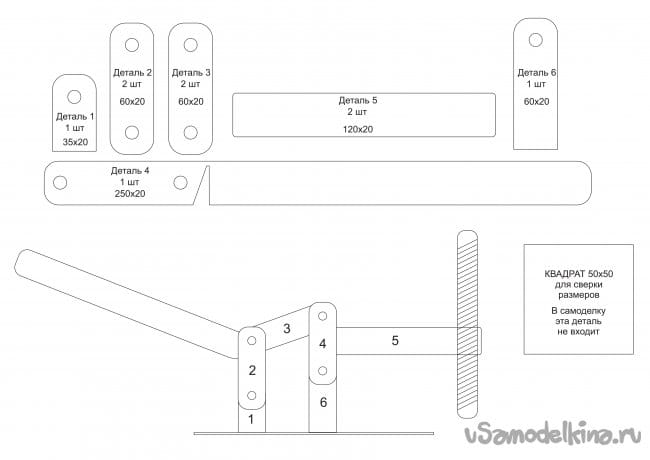
Нам необходимы детали следующих размеров: 60×20 мм — 5 шт., 120×20 мм — 2 шт., 35×20 мм — 1 шт. и 250×20 мм -1 шт.
Из них 4 детали 60×20 мм, будут являться соединяющими, детали размером 60×20 мм и 35×20 мм — будут стойками, две детали 120×20 мм, — плечом прижима и одна деталь размером 250×20 мм — рычагом.
Так же из листового металла, вырезаю основу для прижима. Размер строго не ограничен. Я взял размер: 100×150 мм.

Прикладываю схему с деталями. Схема выполнена на формате А4 и детали на ней начерчены в размер. Для удобства пронумеровал.
Шаг второй. Подготовка деталей и сверление отверстий.
После того как все детали у нас нарезаны в нужный размер, необходимо скруглить углы и высверлить отверстия. Скругляю углы деталей на глаз, с помощью шлифовального круга на болгарке. Особенная точность в данном случае думаю ни к чему, главное чтобы при последующем использовании, детали не цеплялись углами друг за друга.
На детали № 1 сверлим одно отверстие диаметром 6 мм на расстоянии 25 мм от нижнего края, до центра отверстия.
На деталях № 2 и № 3 (размером 60×20 мм) сверлим по краям 2 отверстия диаметром 6 мм. Расстояние между центрами отверстий равно 40 мм.
На детали № 4, которая будет являться ручкой, делаем наклонный разрез (как на фото), на расстоянии 75 мм от края, потом в этом месте сгибаем её. В дальнейшем свариваем место сгиба и зачищаем. После этого, на короткой части, сверлим по краям 2 отверстия диаметром 6 мм. Расстояние между центрами отверстий равно 55 мм.
И на детали № 6 сверлим одно отверстие, на расстоянии 50 мм от низа до центра отверстия.
Получается примерно так.

Шаг третий. Сборка.
Сборку начинаю, с соединения с помощью сварки деталей № 3 и № 5. Каждую из этих деталей накладываю Т-образно и свариваю между собой.

После этого, сжимаю две получившиеся Т-образные фигуры струбциной и между концами деталей № 5 вставляю гайки М12. Можно конечно вместо двух, как у меня приварить и одну удлиненную, но у меня её не было. Поэтому предварительно вкрутив в них болт (для соосности), привариваю.


Зачищаю сварные швы и шлифую деталь.

Далее, примерно по центру пластины-основы, привариваю к ней стойки прижима (деталь № 1 и деталь № 6) на расстоянии 30 мм, между собой.
Ну вот самая сложная часть работы выполнена. Теперь собираю полученные детали на болты. Вкручиваю в приваренные гайки М12 болт шляпкой вниз, чтобы увеличить площадь прижима, а сверху на него накручиваю ещё одну гайку и барашек, для регулировки его по высоте. Испытываем.

Если все хорошо, то разбираем заново и красим, для предотвращения коррозии. У меня был только антигравий, поэтому покрыл им. Собираем, прикручиваем к столу и пользуемся.
Всем спасибо за внимание уделённое этой самоделке. Видео с показом её работы прикрепляю. За качество видео извиняюсь, но одной рукой крайне не удобно.
Источник
Прижим для строгального станка своими руками
Прижимное устройство для станков
Оснащение строгального станка прижимным устройством делает обработку древесины качественной и безопасной. Заменить ручную подачу материала способна и заводская конструкция, и сделанная своими руками.
Ассортимент продукции машиностроительных заводов, выпускающих деревообрабатывающие станки, включает дополнительное оборудование, в том числе и прижимные устройства.
В процессе пиления или фрезерования используют прижим боковой. (Установленный на боковую поверхность станка, он фиксирует заготовку перед режущим инструментом относительно линейки).
Строгание требует удерживать пиломатериал плотно прилегающим к горизонтальной поверхности в непосредственной близости от движущихся ножей. Чтобы не делать это вручную, используют специальные приспособления — прижимные устройства. Они создают вертикальный гнёт, но не препятствуют движению заготовки по рабочему столу.
Все что нужно для изготовления отличных приспособлений
Приступая к изготовлению очередного приспособления, вы надеетесь, что оно поможет выполнять ту или иную операцию быстрее, проще, аккуратнее, безопаснее или с его помощью результаты будут каждый раз одинаковыми. Чтобы эти ожидания не оказались напрасными, предлагаем познакомиться с компонентами и материалами, которые позволят сделать эти приспособления максимально эффективными.
Магниты
Магнитное устройство MagJig устанавливается в отверстие в основании приспособления. Поворотная ручка включает и выключает магниты. Выпускаются два варианта под разные диаметры отверстий.
Вклейте круглые редкоземельные магниты в отверстия приспособления эпоксидным клеем. Установка их в стальные монтажные чашки усиливает магнитное притяжение.
Magswitch — постоянный магнит, который можно включать и отключать, быстро и надежно зафиксирует упор, направляющую, прижим и другое приспособление на стальном или чугунном столе станка. Устройство состоит из двух мощных редкоземельных магнитов.
При вращении ручки-маховичка один из них поворачивается, и полюса обоих магнитов располагаются одинаково, что приводит к возникновению магнитного притяжения. Если повернуть ручку в другую сторону, полюса взаимно уравновешивают друг друга, эффективно нейтрализуя притяжение.
Magswitch выпускается в нескольких конфигурациях, включая MagJig (фото А), разработанный специально для фиксации станочных приспособлений и оснастки.
Небольшие редкоземельные магниты (фото В) обладают такой силой притяжения, что порой бывает непросто снять приспособление, закрепленное с их помощью.
С этой проблемой можно справиться, уменьшив число магнитов или выбрав магниты меньшего размера, но тогда есть риск, что приспособление сдвинется от вибрации или при случайном ударе. Используйте такие магниты для слабой фиксации, например, для поддержки измерительных устройств при настройке станков. Эти магниты сравнительно недороги, и покупка целой упаковки вас не разорит.
Направляющие профили и прижимы
Алюминиевые профили с Т-образным пазом так удобны, что о них следует вспомнить в первую очередь, если в приспособлении будут использованы регулируемые прижимы или подвижные части.
С большинством таких профилей применяются специальные Т-образные (фланцевые) гайки или болты с Т-образной головкой, но к некоторым профилям подходят обычные болты и гайки М6 (фото С).
Профили можно закрепить непосредственно на поверхности, утопить в шпунт или паз (обычно шириной 19 мм и глубиной 9,5 или 12,7 мм), а также зажать между двух досок или брусков.
Профиль толщиной 9,5 мм (справа) используется с тонкими материалами. К профилю в середине подходят стандартные гайки и болты с шестигранной головкой.
Простые винтовые прижимы надежно фиксируют заготовку. Расширить их возможности можно с помощью более длинных болтов с Т-образной головкой и подкладок под задние концы.
Недорогие винтовые прижимы (фото D) фиксируют деталь на приспособлении или препятствуют смещению частей приспособления вдоль Т-образного паза. Просто вставьте головку болта в паз профиля, поместите деталь под лапку прижима и затяните гайку-маховичок.
Эксцентриковые прижимы (фото Е) применяются для фиксации приспособления или его частей, которые приходится часто передвигать.
Прижим удерживается головкой Т-образного болта, вставляемой в паз профиля, а с помощью рычага с эксцентриком можно быстро закрепить или ослабить фиксацию.
Эксцентриковые прижимы, навинчиваемые на обычные или Т-образные болты, особенно удобны при частых перестановках частей приспособления.
Зафиксировать приспособление на столе станка можно с помощью разрезной планки, вставляемой в паз для поперечного упора.
Для фиксации на столе пильного станка, ленточной пилы или фрезерного стола таких приспособлений,как прижимная гребенка, используются разрезные планки (фото F), вставляемые в паз для поперечного (углового) упора. При затягивании гайки- маховичка винт начинает смещаться вверх, и его головка слегка раздвигает края планки, которые прижимаются к стенкам паза.
Рычажные прижимы
Рычажные прижимы обеспечивают быструю фиксацию. Хотя они устроены сложнее и обходятся дороже, однако, часто способны выручить в ситуациях, когда обычные винтовые прижимы для Т-образного паза оказываются бесполезными.
Вертикальные прижимы (фото G) фиксируют деталь на той же поверхности, на которой установлены сами, при этом монтажная поверхность может быть вертикальной, горизонтальной или наклонной.
Рычажные прижимы горизонтального действия (фото Н) прижимают деталь к упору или стопору, например, в приспособлениях для сверлильного станка. Некоторые разновидности рычажных прижимов предназначены для установки в Т-образный паз. Выпускаются модели нескольких размеров.
Рычажный прижим вертикального действия плотно прижимает заготовку к салазкам. Винтовая регулировка позволяет изменить усилие прижима или закрепить материал меньшей толщины.
В этом сверлильном приспособлении рычажный прижим горизонтального действия безопасно и надежно фиксирует небольшую деталь в вырезе упора.
Мерные ленты
Самоклеящаяся мерная лента, закрепленная на приспособлении, упрощает настройку и позиционирование деталей. Выпускаются ленты в левом и правом исполнении.
Для простого и точного позиционирования заготовки или переставного упора наклейте мерную ленту прямо на приспособление (фото I).
Такие ленты, изготавливаемые из стали, плотной бумаги или пластика, с клеевым слоем на обратной стороне, выпускаются в левом и правом исполнении с дюймовой или метрической шкалой.
Это позволяет с легкостью находить середину заготовки, а также делать измерения в обе стороны от одной точки, например, от оси сверления на сверлильном станке или центра долота на долбежных станках. Для этого нужно наклеить левую и правую ленты так, чтобы они стыковались точно на базовой линии.
Антифрикционные материалы
Антифрикционный полиэтилен UHMW выпускается в виде пластин, плит и брусков разных размеров и формы, а также самоклеящихся лент разной ширины. Используется для скользящих деталей, например, оснований приспособлений или продольных упоров.
Для легкого скольжения частей приспособления трущиеся поверхности рекомендуется делать из высокомолекулярного полиэтилена (UHMW). Он выпускается в виде плит, пластин и лент с клеевым слоем (фото J).
Если полоски приспособления должны передвигаться в пазах для поперечного упора или в Т-образных пазах алюминиевого профиля, для плавного скольжения сделайте их из этого антифрикционного материала. Несколько полосок или большой кусок UHMW, наклеенные на продольный упор, значительно улучшат скольжение заготовок, особенно при роспуске по толщине.
С помощью тонких лент можно быстро и просто заставить скользить почти любые трущиеся поверхности. Такие клейкиеленты идеальны для одноразовых или редко используемых приспособлений.
Фрикционные материалы
Если требуется нескользящая поверхность, могут выручить фрикционные ленты (фото К). Они похожи на наклейки, которые не позволяют мобильному телефону упасть с приборной панели автомобиля.
Благодаря клеевому слою их нетрудно крепить к поверхностям приспособлений. Например, будучи наклеенными на задний упор поперечных салазок, они предотвратят смещение за готовки.
Или вы можете сделать нескользящей направляющую шину, применяемую с циркулярной пилой и фрезером, наклеив фрикционную ленту на ее нижнюю сторону.
Фрикционная лента делает поверхности нескользящими, предотвращая смещение деталей и позволяя обойтись при этом без клея и струбцин.
Детали не сдвигаются благодаря полосам наждачной бумаги, приклеенным к упору этого приспособления для заусовки.
Другой способ получить нескользящую поверхность — наклеить на нее наждачную бумагу (фото L). Выпускаемая в рулонах самоклеящаяся наждачная бумага надежно прилипает к любой гладкой и чистой поверхности.
Маховички и ручки
Гайка-маховичок или винт с маховичком позволяют затянуть или ослабить прижим и другое винтовое устройство без дополнительных инструментов и могут служить также ручкой. Однако не всегда удается найти маховичок с резьбой нужного размера. Компания Snap-Lock решила эту проблему, выпустив пластиковые маховички,
Прижимное устройство
Блок элементов, выполняющий прижим материала, монтируется на рабочем столе на одной или двух боковых опорах, или крепится над рабочей поверхностью — на подвесах. Давление на деталь оказывает рабочий орган устройства:
- пружинный блок (пакет листового материала или единичный лист);
- ролик (ряд роликов).
С опорами пружинный блок соединяет горизонтальный стержень — жестко закреплённая относительно станка ось вращения. Положение стержня с роликами — переменно по высоте.
Прижимное приспособление для станка
Раздел: Полезные приспособления
В зависимости от вида работы, на всех деревообрабатывающих станках используются дисковые пилы или строгальный вал. Но не все станки оборудованы прижимным приспособлением, позволяющим надежно фиксировать большие заготовки к строгальным ножам.
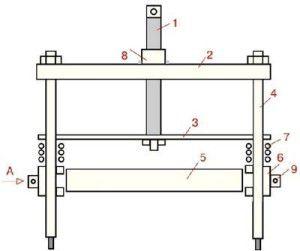
Мой вариант прижимного устройства позволяет обрабатывать доски шириной до 250 мм и брусья толщиной более 100 мм, при этом обеспечивает надежную фиксацию и максимальную безопасность работы. К тому же легко монтируется и снимается на любой деревообрабатывающий станок.
Установил прижимное приспособление на рабочем столе с помощью четырех опорных стоек 4
. снизу зажав их гайками М 12
(рис. 1)
. На стойках вверху закрепил пластину
2
с винтом
1
. который вращается в гайке
8
приваренной к пластине. На другом конце винта гайкой М 14 зафиксировал прижимную пластину
3
позволяющую винту свободно вращаться, перемещая ее вверх-вниз. По краям пластины жестко закрутил болты М 12, проходщие внутри пружин 7 и сквозные отверстия о боковых опорах
6
. В их проточках установил с помощью осей 9 и подшипников прижимные валики
5
.
Прижимное приспособление фиксирую на строгальном столе так, чтобы ножи располагались посредине. Доску (брус) кладу на стол и, постепенно закручивая винт, достигаю требуемого нажатия. Проталкиваю ее впереди, не давая выйти из-под прижимного приспособления, запускаю следующую доску. Тем самым заготовка прижимается с одинаковым усилием по всей длине.
Какие строгальные станки оснащают прижимным устройством
При выравнивании поверхности ручным инструментом (фуганком) заготовку фиксируют на верстаке. Нож, закреплённый в колодке, движется по её поверхности.
При машинной обработке реализуется один из принципов:
- рабочий орган движется возвратно-поступательно относительно неподвижной заготовки;
- слои древесины срезают стальные ножи, вращающиеся вокруг стационарной оси вращения, а обрабатываемый материал — прижимается к режущему механизму и продвигается (за один проход на всю свою длину).
На заметку. Скорость вращения вала выбирает мастер в зависимости от плотности древесины (для сосны — больше, для более плотных орешника, вишни — меньше).
Во втором случае нет холостого хода, что снижает энергоёмкость машинного строгания. В движение ножевой вал приводит электродвигатель.
Строгальные агрегаты различаются и способом подачи материала, а так же количеством режущих инструментов, их расположением, максимальной толщиной снимаемого слоя, наибольшей шириной строгания.
Как самостоятельная рабочая машина строгальный станок может быть:
- фуговальным (для выравнивания поверхности);
- рейсмусовым (для плоского калибрования заготовки из массивной древесины, «в толщину»).
Прижимной механизм решает задачу безопасного строгания в размер на станке фуговальном.
Рейсмусовый строгальный станок
Режущий инструмент рейсмусового станка — параллельный столу ножевой вал, строгающий верхнюю пласть заготовки. Возможно наличие второго барабана, вмонтированного в стол — для двусторонней обработки.
Пиломатериал продвигается поступательно относительно стола и осей ножевых барабанов. Средства удерживания пиломатериала — валы, а его продвижения к ножевому барабану — ведущие вальцы (подпружиненные обрезиненные ролики). Благодаря этим элементам предотвращается отброс заготовки, облегчается ручная подача и повышается качество строгания.
Внимание! Встроенное противовыбрасывающее устройство — обязательная часть рейсмусового станка согласно стандартным требованиям безопасности к его конструкции.
Фуговальный станок
Фуговальные станки рассчитаны на подачу материала вручную. Их основные части:
- рабочая поверхность из двух столов;
- ножевой вал, заглублённый между ними;
- электромотор и привод.
Различаются фуговальные агрегаты размером рабочей поверхности, мощностью, шириной строгания, диаметром окружности резания ножевого вала, скоростью его вращения, числом резцов. Высоту снятия материала за один проход регулируют перепадом высот загрузочного и принимающего стола. Её выбирают в зависимости от размера заготовки, вида древесины, обычно она не превышает 3 мм.
После пуска двигателя барабан вращается, лезвия срезают слои древесины, которые в виде стружки выводится за пределы станка. Цикл повторяется, пока вся заготовка не перейдет с загрузочного стола на приёмный.
Работа на фуговальных станках — с открытым ножевым барабаном — сопряжена с риском соприкосновения человека с резаками и движущимися элементами. Прижимное устройстве освобождает мастера от необходимости приближать руки к резцам, закрывает всю зону строгания вне зависимости от ширины пиломатериала.
Электропривод фуговального станка
Ну и конечно не забудьте про привод. Все механизмы должны вращаться. Это значит, что привод будет являться «сердцем» станка. Приведем некоторые рекомендации по этому элементу конструкции: — в первую очередь приготовьте электродвигатель.

Электродвигатель для фуговального станка
Лучше всего для этих целей использовать трехфазный агрегат. Конечно, в этом случае вам возможно придется переделывать электрическую сеть в своей мастерской, то это того стоит. Трехфазные электродвигатели, работающие при напряжении в 380 В, способны развивать большую мощность. К тому же и крутящийся момент у таких устройств подходящий для наших целей. Минимальное значение по мощности должно быть 3 кВт, ну а максимальное по вашему усмотрению;
Очень внимательно отнеситесь к обеспечению питанию станка. Трехфазный ток подается по четырехжильному кабелю. При этом должно быть организовано надежное заземление. Эти требования помогут избежать несчастных случаев при работе на станке.
Настройка пружинного блока
Поворачивает пакет гибких прижимных элементов вокруг основной оси второй стержень — ось зажима. Он параллелен оси вращения, закреплён концами в опорах, но высоту его положения можно изменять (по дуге).
Перемещение оси зажима осуществляет мастер, вручную, перед строганием. Тем самым он регулирует силу прижатия материала пружинным блоком (в зависимости от толщины заготовки). Фиксируется заданное положение подвижного стержня ручкой (винтом-барашком).
Важно! Режущая кромка лезвий в верхнем положении должна быть вровень с рабочей поверхностью принимающего стола. Зазор между кромкой принимающей части стола и окружностью, которую описывают лезвия ножей, допустим не шире 3 мм.
Этапы обработки
Чтобы обработать запчасти необходимо грамотно подобрать устройство и разобраться в нюансах его эксплуатации. Другой вариант — собрать самодельный агрегат.
- Предварительная подготовка. Прежде чем запустить станок, вам следует подготовить заготовку. В зависимости от типа обрабатываемого материала, подготовка может включать в себя различные моменты. Потому тут следует действовать исключительно на основе планируемых работ. Главное сделать все качественно, чтобы поперечно строгальный станок 7е35 или его аналоги выполнили четко поставленные перед ними задачи.
- Проверка устройства. Каждый станок имеет различные запчасти, детали, ножевые валы, прижимное устройство, электромоторы. Каждая из этих деталей нуждается в тщательной проверке состояния. Устройство тестируется перед каждой рабочей сменой. Бытовой и промышленный строгальный агрегат одинаково распространены на это правило. Это необходимо для того, чтобы ножевые валы эффективно смогли сделать свою работу, прижимное устройство надежно удерживало запчасти, а управление не давало сбоев.
- Строгание. Далее наступает непосредственно эта строгания. Запчасти подаются на рабочий стол, прижимное устройство фиксирует их по мере необходимости. Тут учитываются размеры заготовок и их соответствие параметрам рабочей поверхности, ножей и пр. Самый простой вариант станка предусматривает подачу заготовок своими руками. Основные промышленные модели позволяют частично автоматизировать процессы, что дает возможность оператору минимизировать количество операций.
Преимущества и недостатки использования прижимного устройства
Достоинства строгания с прижимным устройством:
- пропадает нужда приближать руки к режущему устройству станка;
- возможна обработка тонких пиломатериалов;
- заготовка примыкает к лезвию по всей ширине с одинаковым давлением, строгание происходит на одинаковую глубину;
- устройств достаточной ширины закрывает ножевой вал целиком;
- регулировка прижимного усилия позволяет задать оптимальный угол образуемый передней гранью резца и плоскостью резания;
- обрабатываемая деталь не отрывается от подающей и принимающей поверхностей стола, не образуются сколы, задиры.
На заметку. Чем меньше угол резания при строгании, тем вероятнее появление отщепов, заколов. Слишком большой угол чреват заламыванием стружки.
Использование прижимного устройства может приводить к затратам времени: на настройку прижимов, а также на демонтаж перед обработкой детали большой толщины.
Виды строгальных станков
Конструкция прижимного механизма напрямую зависит от модели оборудования. Поэтому предварительно необходимо тщательно изучить техническую документацию, особенности элементов станка, их характеристики.
Наиболее распространенный вариант представляет собой силовую установку (электродвигатель), которая приводит в движение цилиндрическую ножевую головку. Ее верхняя часть находится выше уровня опорного стола. Последний может смещаться относительно режущей части в вертикальном направлении. Таким образом регулируется глубина обработки деревянной заготовки. Подобную модель можно сделать своими руками.
Кроме вышеописанного деревообрабатывающего станка для массового производства применяют следующие виды оборудования:
- рейсмусовые с одной режущей головкой;
- циклевальные. Устанавливаются на линиях по сборке мебели, дверных и оконных конструкций;
- двух, трех и четырехгранные. Обработка происходит сразу в нескольких плоскостях, что повышает производительность;
- модели с несколькими ножами.
Практически все современное оборудование имеет прижимы. Исключение составляют станки, сделанные своими руками или старые модели.
При выборе конструкции фиксатора следует обращать внимание на конфигурацию оборудования. После ее монтажа эксплуатационные и технические качества не должны ухудшиться.
Назначение прижимного устройства для станка
На первый взгляд модификация деревообрабатывающего станка необходима только для фиксации заготовки. Однако при правильном выборе схемы изготовления установленная часть может выполнять ряд других, не менее важных функций.
Во время обработки деревянных изделий можно отрегулировать их фиксацию вручную. В итоге это сказывается на качестве поверхности. В особенности это касается тонких планок, толщина которых не превышает 2-3 см. Поэтому фиксирующее устройство, сделанное своими руками, после установки на станок должно иметь следующие функции:
- плавная регулировка уровня фиксации. Осуществляется путем равномерного давления на деталь;
- качество обработки не должно зависеть от длины изделия;
- во время работы элементы оборудования не повреждают деревянную поверхность;
- безопасность. Эксплуатационные качества механизма должны отвечать современным требованиям безопасности труда.
Перед началом проектирования рекомендуется ознакомиться с аналогичными заводскими моделями. Для изготовления прижимного механизма своими руками будут применяться подручные материалы. Поэтому при выборе оптимальной конструкции необходимо руководствоваться принципом целесообразности.
Для фуговального станка специалисты не рекомендуют устанавливать устройство для фиксации. Это может отразиться на качестве изделий.
Прижимные струбцины для циркулярки
В плане рукоделия, год начался лихо! К сожалению, как стало уже привычным в последнее время, по принципу “одну ягодку беру, на другую смотрю, третью примечаю, а четвертую раздавили…“.
В смысле, что работа идет одновременно над несколькими проектами, ни один из которых еще не доведен для показабельного состояния. Но – дайте время! А пока у меня, вот тут, нечто из инструментальной серии.
Пришлось соорудить себе некие прилады, которые были жизненно необходимы в текущей работе.
Идея, думаю, понятна: в полоске фанеры делается множество несквозных пропилов, что позволяет достаточно просто изгибать её. Когда форма простая, то такой метод гораздо быстрее и проще, чем выклеивание шпона по болванке, отпаривание и т.п.
Но очевидно, что без упомянутого выше податчика, сделать такую нарезку весьма непросто. Так же очевидно, что область применения податчика этим не ограничивается. Давно уже хотел его соорудить, но все повода не было. Повод появился – сделал.
Конструкция проста до безобразия. Лист фанеры с двумя бортами, выставленными точно под 90 градусов:
Просто отфрезеровал из дуба два Т-образных профиля, которые по размеру в точности укладываются в пазы стола циркулярки.
Все это слишком просто и не несет в себе каких-то особых приключений. Все вудвокеры рано или поздно сооружают себе подобный податчик для циркулярки. Сие неизбежно.
Это все, типа, вступление было. Теперь, по сути поста…
Изготовленный по случаю необходимости надрезания фанеры податчик, внезапно стал нужен вообще чуть ли не постоянно. Удивительно, как быстро такого рода прилады интегрируются в мастерскую.
Как следствие – полезли проблемы, о которых изначально не задумываешься, делая приладу под какую-то конкретную задачу. В частности, выяснилось, что за пределами этой конкретной задачи, податчик перестает быть удобен без возможности надежной фиксации в нем материала.
Особенно, когда надо отрезать совсем уж небольшой кусочек чего либо. Пальцы так и лезут под диск. А у меня их всего десять – самому мало!
Способов крепить материал к столу – хреново-немеряно. Самые простые из них: струбцины и прижимы. Изобретать велосипеды было особо некогда, поэтому я тупо воспользовался уже имеющимися решениями. Вспомнил, что не так давно, смотрел видео, где один из самоделкиных уже решал такую проблему. Кому интересно, вот это видео.
Вот так выглядит прижим, который был мне нужен (стырено с гугля, будем считать это эталонным вариантом):
Izzy Swan – дядька хороший и самоделкин знатный. Помимо канала на ютубе, у него есть сайт, где он пиарит и продает планы и чертежи тех приблуд, что придумывает сам. Но, в данном случае, конструкция подобного рода прижима – древняя, как дерьмо динозавров. И уж точно не им придумана. Поэтому, он раздает её схемы нахяляву. Вот тут, если кому интересно.
Надо признать, от схемы, что он раздает, рыдать хочется, но общее представление о конструкции она дает. Вычертить это в нужном мне размере и адаптировать под вырезку ЧПУ-фрезером – вопрос получаса возни в редакторе:
Если кому надо – вот файл в svg формате полностью готовый к экспорту в кому, что удобно.
В оригинале, рассчитано на прямое преобразование в g-code под очень-очень быструю резку ЧПУ-фрезером толстеной флейтой на 1/4 дюйма (слава новому мотору, одной лошадинной силе с четвертью слава!), что позволяет, прям, хренак, так, в два прохода из полудюймовой фанеры, не особо аккуратствуя, сразу в руки за пятнадцать минут.
В данной схеме уже учтен ряд ошибок, что я допустил при первой вырезке:
Так получилось, что изначально, все делают базовую площадку такого прижима с четырьмя отверстиями по углам, под четыре крепежных болта. Не очень понятно зачем. Во-первых, крутить всякий раз четыре крепежа замумукаешся.
Во-вторых, согласно принципу работы механизма, нагрузка на заднюю часть площадки не на отрыв, а на прижим. А он и без болтов будет надежный.
Вот я и упростил форму площадки до подобия треугольника, оставив только передние крепежные отверстия.
К сожалению, не учел то, что неплохо бы этому прижиму иметь возможность смещаться вперед-назад. Поэтому пришлось переосмыслить крепежные отверстия основания. С другой стороны, если вы планируете крепить прижим к столу не в отверстия, а на рельсы – то сойдет и “треугольный” вариант.
Детальки выколупаны из листа и готовы к дальнейшей обработке:
В прижимной лапке обычно просто сверлят отверстие и крепят в нем прижимной болт двумя гайками (см. выше “эталонную” картинку с прижимом). Я не люблю лишние гайки. К тому же, “двугаечный” вариант сильно замедляет работу с таким прижимом. Поэтому, просто, снабдил прижимную губку своей собственной резьбой:
Теперь можно легко и просто менять высоту прижимного винта, не используя гаечные ключи. В жесткой фиксации он в принципе не нуждается. Быстро крутанул его, отрегулировав под толщину зажимаемой детали – и все.
Теперь о том, как это все крепится к податчику на циркулярной пиле, о котором шла речь в самом начале.
А, очень просто. Я решил использовать в точности тот же способ, что и для стола на ЧПУ-фрезере. Он отлично себя зарекомендовал. Просто куча отверстий с резьбой, в которые идут болты, фиксирующие прижим.
Резьбовые втулки – такие же, что использовались в прижимных губках зажима:
Только пришлось сперва выбрать форстнером посадочные места с обратной стороны податчика. Нижняя его плоскость должна быть без выступающих деталей. Она ж по столу циркулярки елозит:
Совершенно неожиданно всплыл еще один просчет. Торцевым ключом, которым я орудую с лапками на ЧПУ-фрезере, эти зажимы крутить совсем неудобно. Особенно, если зажим ставится вплотную к борту:
Такой коротенький и узкий отрезок руками лучше не надо пытаться держать. Ну, только если у вас нет лишних прибылых пальцев на лапе, которые не жалко. Вот именно для этого я прижимы и делал! Остался в восторге от результата…
Так, в общем, соорудив приладу, свариваем запчасти вместе. Если, вы такой же хреновый сварщик, как и я, то у вас получится, что-то, типа такого:
Приварить сверху перекладину я смог без изготовления дополнительных приблуд. На это моих убогих навыков хватило. Вышел вот такой ключик:
Самодельный прижим: вариант №1
Чаще всего для изготовления вышеописанной конструкции за основу берут деталь от старой стиральной машины, а в частности — валики для выжимания влаги. В некоторых случаях после небольшой модификации дополнение можно установить на оборудование.
Рама состоит из четырех опорных лап, которые соединяются между собой П-образным профилем. На нем устанавливаются фиксирующиеся валы. Профили не фиксируются на основании, а свободно передвигаются по ним. В верхней части конструкции находится фиксирующая планка, соединенная с регулировочной ручкой червячной передачей. Для амортизации можно установить пружины, которые будут частично компенсировать сильное давление при обработке неровных поверхностей.
В составе конструкции следующие компоненты.
- Винт.
- Пластина для соединения.
- Пластина, обеспечивающая надежную фиксацию.
- Опорная стойка. Для комплектации потребуется 4 штуки.
- Два валика.
- Две боковых опоры для валиков.
- Компенсационные пружины — 2 шт.
- Гайка.
- Фиксирующие оси для валиков.
Самодельные толкатели для фуганка
Здравствуйте, уважаемые читатели и самоделкины! Некоторые из Вас работают с весьма опасными столярными станками, и знают, что главное при обработке заготовок — это обеспечение безопасности.
В данной статье Кейт Браун, автор YouTube канала «Rag ‘n’ Bone Brown», расскажет Вам как он изготовил пару толкателей для фуговального станка.
Старые совсем износились, а новые «кусаются» по цене, да и не всегда заводская рукоятка достаточно удобна в работе.
После этого грубо обрезанные края ровняются на циркулярной пиле.
Дополнительно все поверхности заглаживаются ручным рубанком.
Затем делает две вмятины острием перьевого сверла. В этих местах он сверлит пилотные отверстия, с которых должно начаться вырезание внутренней части рукояти.
Пилотные отверстия нужны для того, чтобы просверлить заготовку с двух сторон, и избежать сколов материала.
Все остальные излишки древесины срезаются на ленточной пиле.
Затем столярным ножом срезаются острые боковые грани по контуру ручки, чтобы придать последней более комфортную, эргономичную форму. Конечно, эту работу можно было бы сделать на фрезерном станке. Но автор намеренно обходится ручными инструментами, чтобы продемонстрировать простоту всей операции.
Окончательное оформление ручки достигается за счёт обработки её дисковым шлифовальным станком, а также вручную, с использованием абразивной бумаги на 240 грит. В конце следует обработка ручной шлифовальной машиной с вибрационным механизмом.
Для этой цели сгодится резиновый коврик. Ножницами мастер вырезает несколько полос по ширине основания толкателя. Длина полос должна быть на несколько сантиметров больше подошвы.
Дощечки обрезаются по ширине толкателя на ленточной пиле.
После идёт примерка. Карандашом автор отмечает требуемую высоту планки. И счищает излишки материала ручным рубанком.
По этой разметке автор срезает излишек материала на циркулярной пиле в два прохода.
Теперь этими планками из твёрдой древесины можно зажать резиновые полоски. С этой целью используются саморезы по гипсокартону.
После чего резина несколько натягивается и заводится за другой край подошвы. Следует сделать это быстро, пока клей не начал подсыхать. В планке также сверлятся и зенкуются пилотные отверстия.
Ещё несколько шурупов ввинчиваются в подошву толкателя, чтобы надёжно закрепить резиновую полоску на основании.
В завершении автор приводит в более опрятный вид боковые стороны толкателя, приклеивая и набивая на них планочки из сосновой древесины при помощи нейлера.
Инструмент замечательно проявил себя в работе!
Благодарю автора за простое, но полезное приспособление для безопасной работы с фуганком!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Самодельный прижим: вариант №2
Альтернативным вариантом изготовления прижима для станка своими руками является небольшая модификация оборудования. Она заключается в монтаже по бокам станины двух реек. В основной рабочий вал устанавливаются два подшипника, которые проходит фиксирующая ось.
Сложность может заключаться в конфигурации станины. Все модели имеют ровные края, обеспечивающие монтаж проушин. Регулировка степени зажима осуществляется с помощью пружины. Она смещается по рейкам, тем самым изменяя давление на заготовку.
- Основной рабочий вал.
- Подшипники.
- Ось с резьбой.
- Гайка.
- Пластины.
- Тяга.
- Пружины.
- Фиксация для пружин.
- Ось эллипса.
- Две пластины.
- Стопор.
- Эллипс.
- Рукоятка.
- Ось.
- Две проушины.
- Уголок.
- Болт для крепления.
Преимуществом этой системы является увеличение производительности труда. При подаче заготовки ее торцевая часть будет упираться в вал, приподнимая его. Это позволит обрабатывать несколько деталей без предварительной регулировки самодельного прижима.
В видеоролике показан пример еще одной конструкции фиксирующего механизма:
Изготовление рейсмуса своими руками – чертежи самодельного строгального станка
В деревообрабатывающем производстве трудно обойтись без современного столярного оборудования, с помощью которого осуществляют обработку бруса, досок, придавая их сторонам идеально ровную поверхность. Для этих целей предназначен строгальный станок, способный справится с большими по площади изделиями.
Изготовленный своими руками рейсмус отличается малым весом, поэтому его легко установить или, убрав за ненадобностью, перевезти в другое место. Он имеет несложную регулировку, прост в эксплуатации и обеспечивает высокое качество обработки поверхностей.
На этапе проектирования рейсмусового станка определяют конфигурацию будущего оборудования. В заводских моделях подачу осуществляют верхние ролики, требующие правильной настройки скорости вращения, что проделать в домашних условиях сложно. Самодельные конструкции, напротив, должны быть предельно простыми. Чтобы облегчить процесс их изготовления, отказываются от автоматической подачи заготовки для ее обработки и берут за основу фуганок – еще один вид деревообрабатывающего инструмента.
Кроме этого, следует предусмотреть следующие характеристики будущего строгального станка:
- Возможность изменения положения опорного стола, что необходимо для регулировки его высоты относительно режущего вала.
- Выбор обрабатывающего инструмента. Лучшее решение использовать запчасти от старой фабричной модели, которые обладают требуемыми техническими параметрами.
- Наличие устойчивой рамы. Во время работы оборудования неизбежно появляется вибрация, поэтому для увеличения качества обработки нужно снизить ее воздействие на обрабатываемые заготовки.
Для реализации поставленных задач составляют правильную схему, взяв за основу чертежи заводских моделей, готовые технические решения. Обязательно учитывают опыт изготовления самодельных рейсмусовых станков, а также размеры, толщину, породу древесины обрабатываемых заготовок.
При наличии необходимого инструмента и материалов сборка рейсмусового оборудования по дереву не займет много времени. Потребуются:
- токарный станок для изготовления валиков, шкивов;
- сверлильный станок или дрель, для проделывания отверстий в крепежных элементах;
- сварочный аппарат для сборки подающего стола, станины;
- болгарка для отрезки, подгонки деталей конструкции под требуемый размер.
Существует много вариантов, как сделать рейсмус своими руками, но оптимальные габариты для самодельного устройства не должны превышать 1х1 метра. Эти параметры позволяют обрабатывать заготовки любых размеров, при этом изделие получается мобильным и его будет удобно переставить, перевезти на другое место. Оборудование располагают таким образом, чтобы обеспечить доступ со всех сторон.
Если планируется стационарное использование, то чтобы исключить в будущем проявление излишней вибрации каркас бетонируют, закрепляют при помощи анкерных болтов.
Первым делом по предварительно составленным чертежам осуществляют сборку станины. Для придания конструкции необходимой жесткости берут железный уголок 50х50 мм, при его отсутствии профильную квадратную трубу 40х40 мм.
Размеченные элементы станины нарезают при помощи болгарки с абразивным кругом. Уложив на ровном месте, их собирают согласно схеме и производят сварку каркаса. Намечают отверстия крепления съемных частей и, используя дрель, просверливают их.
Завершив сварочные работы, приступают к установке валов: ножевого, прижимных, подающего. Для получения изделий высокого качества лучше приобрести ножевой вал целиком в сборе или готовые ножи для рейсмуса. Если есть возможность, прижимные валы делают из ручных выжимателей белья от старых стиральных машинок, прорезиненная поверхность которых мягко, но крепко удержит заготовки на рабочем столе.
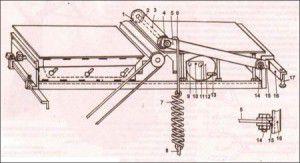
Шкивы для мотора, валов предпочтительнее устанавливать шестеренчатые, что позволит использовать цепную передачу, отличающуюся большой степенью надежности. В качестве двигателя выбирают асинхронный электромотор мощностью 4–5 кВт. Принципиальная схема расположения деталей показана на рисунке:
1 – рабочий стол подачи, выдачи заготовки; 2 – древесная заготовка; 3 – предохранительное приспособление; 4 – подающий верхний валик с рифленой поверхностью; 5 – передний прижим; 6 – ножевой вал; 7 – задний прижим; 8 – подающий верхний валик с гладкой поверхностью; 9 – нижний гладкий вал
Основание стола состоит из задней и передней частей, которые закреплены на подготовленных регулировочных устройствах. С помощью них изменяют высоту стола и положение обрабатываемой заготовки. Перед началом работ обязательно проверяют расположение ножей, надежность крепления и правильность заточки.
Настройку осуществляют следующим образом. Опорные ролики (8) опускают ниже уровня стола (10), а саму столешницу настолько, чтобы уложенный на нее предварительно обработанный деревянный брусок свободно проходил под ножевым валом. Медленно приподнимают стол, одновременно прокручивая вал, до касания им поверхности бруска. В момент прикосновения верхней гранью ножевого вала фиксируют положения стола.
Опустив рабочую поверхность на 0,3 мм, брусок перемещают под задний прижим (3), который регулируют винтами (2), стараясь получить касание шаблона. Дополнительно опускают на 0,7 мм (итого на 1 мм от начального уровня) и мерный штамп помещают под передний прижим (5), высота которого до момента касания бруска выставляется регулировочными винтами (6).
Опустив рабочую поверхность еще на 0,5 (1,5 мм от начального уровня), настраивают задний прижимной вал (1). Продолжая опускать на 0,5 мм, при помощи мерного шаблона изменяют высоту рифленого подающего вальца (7). Понизив еще на миллиметр, мерный шаблон устанавливают под когтевую защиту и регулируют высоту до момента касания. В завершении опорные ролики выставляют над поверхностью стола.
Изготовление самодельного фуговального станка
Боковая стенка
Прежде всего, изготовим боковую стенку, для этого используем фанеру толщиной 18-20мм размерами 150х480мм. Вырезав в заготовке место, в котором будет закреплён электрорубанок. Делать это следует при помощи электрического, или ручного лобзика, так как форма выборки имеет сложную конфигурацию.
Читать также: Вытяжка для сварки своими руками
На сверлильном станке в боковой панели следует сделать два паза на расстоянии 70 мм, с их помощью, в дальнейшем, будет крепиться основание переднего стола.
Основание станка
Изготавливаем основание. Это простой прямоугольник, который нужно вырезать на циркулярке или ином распиловочном станке из той же фанеры толщиной 18-20мм размерами 180х480мм. Тут все просто — соединяем основание и боковую стенку под углом 90 градусов саморезами в торец стенки.
В дальнейшем рубанок будет устанавливаться следующим образом.
Задний стол
Задний стол также изготавливается из фанеры 18-20мм размерами 150х600мм; выпиливается технологический проем, чтобы получилась вот такая форма.
Торцевую кромку проема нужно спилить под углом. Сделать это можно на циркулярной пиле или электролобзиком.
Далее, открутив 4 винта, снимаем неподвижную «подошву» с электрорубанка и размечаем стол будущего станка.
Просверлив необходимые технологические отверстия, их нужно их немножко раззенковать, чтобы штатные винты были утоплена «заподлицо» и не препятствовали движению заготовки.
Устанавливаем наш самодельный задний стол на место снятой подошвы электрорубанка штатными винтами. После этого нужно зафиксировать этот стол на боковой стенке саморезами в торец этой стенки.
Передний подвижный стол
Передний стол, который должен регулироваться по высоте, делается из двух прямоугольных деталей, скрепленных под углом 90 градусов. Для большей прочности конструкции нужно между ними сделать треугольные упоры. В данном примере все крепится на саморезы, тем не менее, рекомендуется для большей прочности еще места стыков промазать столярным клеем. В итоге должна получиться вот такая конструкция.
На расстоянии 70 мм друг от друга нужно сделать два сквозных отверстия диаметром 8-10 мм и в них забить мебельные забивные гайки. Лучше это сделать до сборки основания.
Установка подвижного стола делается с помощью двух винтов с обратной стороны боковой стенки. Для удобства можно использовать бинты с барашковой головкой или сделать самодельные крепления-держатели. Установка должно производиться так, чтобы плоскость подвижной части «подошвы» электрорубанка была в одной плоскости с подвижным столом фуговального станка.
Боковой упор
Боковой упор нужен, чтобы обеспечить ровное и параллельной движение заготовки, а также для выведения точного угла 90 градусов между рабочим столом и плоскостью упора. Изготавливается упор просто – из двух деталей, которые можно выполнить как из фанеры, так и из массива дерева. В данном случае использован массив.
Две прямоугольных заготовки скрепляются под углом 90 градусов, образуя «уголок». После чего его жестко крепят к неподвижной части стола.
Фуговальный станок своими руками из электрорубанка готов к работе.
Как сделать рейсмус своими руками просто.
Одна из важных задач при подготовке материала в деревообработке — это простругивание заготовок в размер по толщине. Эта задача решается обычно с помощью рейсмуса или правильнее рейсмусового станка.
В этой публикации речь пойдет не о промышленных станках, а о том как можно решить эту задачу — простругивание заготовок в размер по толщине с помощью обычного электрорубанка.
Когда у меня домашняя мастерская только начала формироваться возникла потребность сделать стулья. Материалом для стульев служила не обрезная буковая плаха и её сперва нужно было прострогать в размер прежде чем делать детали стульев.
У меня был только электрорубанок и я решил сделать небольшое приспособление, чтобы рубанком строгать как рейсмусом. Причем возможности приспособления получились больше чем у рейсмусового станка, но об этом дальше.
Первая версия приспособления.
Приспособление получилось действительно простое — основание длиной примерно 1,5 метра с брусками по краю длиной стороны, рамка поверх и подвеска для рубанка.
Доска, которую нужно было строгать помещалась на основании и расклинивалась. Рамка сделана по длине рубанка. Высота рубанка над заготовкой регулировалась при помощи парных планок разной толщины.
Строгать таким приспособлением нужно как обычно рубанком, проходя одно полосу, рамку с рубанком я возвращал на исходную, смещал рубанок в рамке и проходил новую полосу. Так делалось несколько раз пока рубанок доставал до заготовки при заданной толщине подкладок. Потом ставились другие подкладки, чтобы уменьшить высоту рубанка над основанием и процесс повторялся.
То есть как в обычном рейсмусе, только заготовка неподвижная и ширина заготовки проходится за несколько раз.
Для наглядности можно посмотреть видео
Вторая версия приспособления.
Позже я доработал эту конструкцию, чтобы уйти от регулировки подкладками и увеличить ширину строгаемой доски.
Регулировка высоты рубанка получилась более точной. Элементы приспособления легко монтируются на верстаке.
Конструкция немного более сложная чем первая версия. Обвязка рубанка делалась под конкретный рубанок.
Чтобы с помощью этого приспособления получать хорошо отструганную поверхность заготовки нужно ровно, без перекосов устанавливать ножи в рубанок. О том как я устанавливаю и настраиваю ножи в рубанок сморите в этой статье — Как установить ножи в электрорубанок
На видео ниже показана демонстрация работы этого приспособления.
Деревообрабатывающие станки своими руками
Мы расскажем Вам о том как своими руками, используя доступные инструменты и материалы, сделать относительно простые деревообрабатывающие станки и приспособления к ним, а также об основных операциях по технической обработке древесины.
В напутствие хотелось бы дать Вам несколько советов и пожеланий: встав на путь технического творчества, вооружитесь терпением и настойчивостью соизмеряйте свои желания с имеющимися возможностями пользуйтесь простыми техническими приемами, доступными инструментами и материалами не опускайте руки при первых неудачах. Успех обязательно придет к вам!
Данная статья — продолжение публикаций об универсальном деревообрабатывающем станке. Развитие темы посвящено приспособлению, обеспечивающему более качественную работу съемного рубанка.
Прижимное устройство, несмотря на простоту конструкции, надежное и эффективное. Во-первых, позволяет работать без помощника с любыми по длине заготовками. Во-вторых, обеспечивает постоянное давление, вследствие чего строганый материал получается ровным от начала до конца.
Принцип устройства. В прижимной вал запрессованы два подшипника, насаженные на ось, которая закреплена в пластине с одной стороны гайкой, с другой буртиком. К уголку стола приварены две проушины, в которых с помощью болта зафиксирован второй конец пластины. В качестве пружины вполне подойдет дверная, а тяга должна быть такой длины, чтобы пружина не цеплялась за раму.
Источник



