
- Как сделать прижимное устройство к строгальному деревообрабатывающему станку
- Виды строгальных станков
- Назначение прижимного устройства для станка
- Самодельный прижим: вариант №1
- Самодельный прижим: вариант №2
- Быстрозажимной прижим
- Из материалов нам понадобятся:
- Из инструментов нужны:
- Прижимное устройство для строгального станка своими руками
- Как сделать прижимное устройство к строгальному деревообрабатывающему станку
- Виды строгальных станков
- Назначение прижимного устройства для станка
- Самодельный прижим: вариант №1
- Самодельный прижим: вариант №2
- Прижим для строгального станка своими руками
- Прижимное приспособление для станка
- Деревообрабатывающие станки своими руками
- Этапы обработки
- Два в одном
- Изготовление рейсмуса своими руками – чертежи самодельного строгального станка
- Как сделать рейсмус своими руками — чертежи самодельного строгального станка
- Особенности
- Назначение станка
- Правила работы станка
- Устройство и принцип действия
- Виды рейсмусов
- Односторонний
- Двухсторонний
- Профессиональный
- Самодельный станок-рейсмус в собственной мастерской: выбор параметров
- Изготовление рейсмусового станка своими руками
- Как правильно поставить прижим на фуговальный станок
- Как сделать прижимное устройство к строгальному деревообрабатывающему станку
- Виды строгальных станков
- Назначение прижимного устройства для станка
- Самодельный прижим: вариант №1
- Самодельный прижим: вариант №2
- Чертежи и фото самодельных устройств
- прижимы для фуговального станка
- Работа на фуговальных станках
Как сделать прижимное устройство к строгальному деревообрабатывающему станку
Для обработки деревянных поверхностей в станках устанавливаются пилы или валы специальной формы. Однако в некоторых моделях отсутствует прижимное устройство, которое обеспечивает максимальный контакт заготовки с зоной обработки. Для модификации подобный механизм можно сделать своими руками.
Виды строгальных станков

Конструкция прижимного механизма напрямую зависит от модели оборудования. Поэтому предварительно необходимо тщательно изучить техническую документацию, особенности элементов станка, их характеристики.
Наиболее распространенный вариант представляет собой силовую установку (электродвигатель), которая приводит в движение цилиндрическую ножевую головку. Ее верхняя часть находится выше уровня опорного стола. Последний может смещаться относительно режущей части в вертикальном направлении. Таким образом регулируется глубина обработки деревянной заготовки. Подобную модель можно сделать своими руками.
Кроме вышеописанного деревообрабатывающего станка для массового производства применяют следующие виды оборудования:
- рейсмусовые с одной режущей головкой;
- циклевальные. Устанавливаются на линиях по сборке мебели, дверных и оконных конструкций;
- двух, трех и четырехгранные. Обработка происходит сразу в нескольких плоскостях, что повышает производительность;
- модели с несколькими ножами.
Практически все современное оборудование имеет прижимы. Исключение составляют станки, сделанные своими руками или старые модели.
При выборе конструкции фиксатора следует обращать внимание на конфигурацию оборудования. После ее монтажа эксплуатационные и технические качества не должны ухудшиться.
Назначение прижимного устройства для станка
На первый взгляд модификация деревообрабатывающего станка необходима только для фиксации заготовки. Однако при правильном выборе схемы изготовления установленная часть может выполнять ряд других, не менее важных функций.
Во время обработки деревянных изделий можно отрегулировать их фиксацию вручную. В итоге это сказывается на качестве поверхности. В особенности это касается тонких планок, толщина которых не превышает 2-3 см. Поэтому фиксирующее устройство, сделанное своими руками, после установки на станок должно иметь следующие функции:
- плавная регулировка уровня фиксации. Осуществляется путем равномерного давления на деталь;
- качество обработки не должно зависеть от длины изделия;
- во время работы элементы оборудования не повреждают деревянную поверхность;
- безопасность. Эксплуатационные качества механизма должны отвечать современным требованиям безопасности труда.
Перед началом проектирования рекомендуется ознакомиться с аналогичными заводскими моделями. Для изготовления прижимного механизма своими руками будут применяться подручные материалы. Поэтому при выборе оптимальной конструкции необходимо руководствоваться принципом целесообразности.
Для фуговального станка специалисты не рекомендуют устанавливать устройство для фиксации. Это может отразиться на качестве изделий.
Самодельный прижим: вариант №1

Чаще всего для изготовления вышеописанной конструкции за основу берут деталь от старой стиральной машины, а в частности — валики для выжимания влаги. В некоторых случаях после небольшой модификации дополнение можно установить на оборудование.
Рама состоит из четырех опорных лап, которые соединяются между собой П-образным профилем. На нем устанавливаются фиксирующиеся валы. Профили не фиксируются на основании, а свободно передвигаются по ним. В верхней части конструкции находится фиксирующая планка, соединенная с регулировочной ручкой червячной передачей. Для амортизации можно установить пружины, которые будут частично компенсировать сильное давление при обработке неровных поверхностей.
В составе конструкции следующие компоненты.
- Винт.
- Пластина для соединения.
- Пластина, обеспечивающая надежную фиксацию.
- Опорная стойка. Для комплектации потребуется 4 штуки.
- Два валика.
- Две боковых опоры для валиков.
- Компенсационные пружины — 2 шт.
- Гайка.
- Фиксирующие оси для валиков.
С помощью верхней ручки происходит регулирование степени прижима. Недостатком подобной модели является большая массивность. Она может подойти не для всех типов станков.
Для уменьшения трудоемкости изготовления механизма для строгального станка можно использовать валики стиральной машины. Предварительно их нужно обрезать.
Самодельный прижим: вариант №2
Альтернативным вариантом изготовления прижима для станка своими руками является небольшая модификация оборудования. Она заключается в монтаже по бокам станины двух реек. В основной рабочий вал устанавливаются два подшипника, которые проходит фиксирующая ось.
Сложность может заключаться в конфигурации станины. Все модели имеют ровные края, обеспечивающие монтаж проушин. Регулировка степени зажима осуществляется с помощью пружины. Она смещается по рейкам, тем самым изменяя давление на заготовку.
- Основной рабочий вал.
- Подшипники.
- Ось с резьбой.
- Гайка.
- Пластины.
- Тяга.
- Пружины.
- Фиксация для пружин.
- Ось эллипса.
- Две пластины.
- Стопор.
- Эллипс.
- Рукоятка.
- Ось.
- Две проушины.
- Уголок.
- Болт для крепления.
Преимуществом этой системы является увеличение производительности труда. При подаче заготовки ее торцевая часть будет упираться в вал, приподнимая его. Это позволит обрабатывать несколько деталей без предварительной регулировки самодельного прижима.
В видеоролике показан пример еще одной конструкции фиксирующего механизма:
Источник
Быстрозажимной прижим

Всем привет. Сегодня хочу рассказать, про изготовление такого необходимого (по крайней мере для меня) устройства, как «Быстрозажимной прижим». Очень часто бывает, что необходимо просверлить множество плоских деталей и их надо как-то зафиксировать. Конечно для удержания можно использовать и струбцину, но при постоянной смене деталей, много времени уходит на ослабление-стягивание струбцины, даже если она быстрозажимная. Поэтому, лично для меня, такая самоделка необходима. Плюс к этому, с помощью данного прижима, детали можно фиксировать не только с краю верстака, но и в центре. И так начнем процесс изготовления.
Из материалов нам понадобятся:
Из инструментов нужны:
Шаг первый. Разметка и резка деталей.
Берем обычную металлическую полосу.

Для начала, очищаю её от ржавчины. Далее, на очищенную полосу, наношу разметку соответствующую размерам наших будущих деталей.

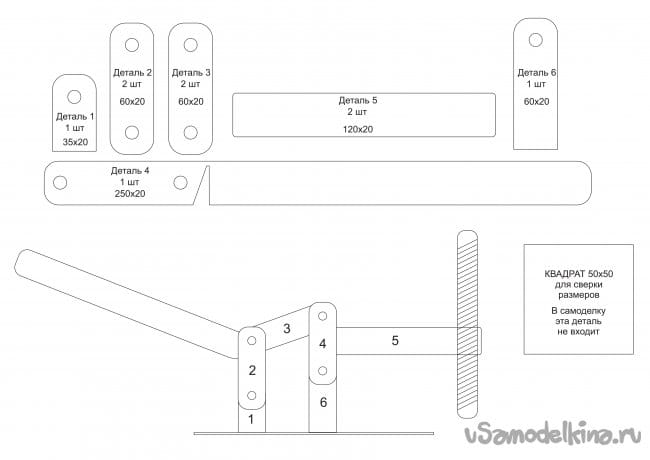
Нам необходимы детали следующих размеров: 60×20 мм — 5 шт., 120×20 мм — 2 шт., 35×20 мм — 1 шт. и 250×20 мм -1 шт.
Из них 4 детали 60×20 мм, будут являться соединяющими, детали размером 60×20 мм и 35×20 мм — будут стойками, две детали 120×20 мм, — плечом прижима и одна деталь размером 250×20 мм — рычагом.
Так же из листового металла, вырезаю основу для прижима. Размер строго не ограничен. Я взял размер: 100×150 мм.

Прикладываю схему с деталями. Схема выполнена на формате А4 и детали на ней начерчены в размер. Для удобства пронумеровал.
Шаг второй. Подготовка деталей и сверление отверстий.
После того как все детали у нас нарезаны в нужный размер, необходимо скруглить углы и высверлить отверстия. Скругляю углы деталей на глаз, с помощью шлифовального круга на болгарке. Особенная точность в данном случае думаю ни к чему, главное чтобы при последующем использовании, детали не цеплялись углами друг за друга.
На детали № 1 сверлим одно отверстие диаметром 6 мм на расстоянии 25 мм от нижнего края, до центра отверстия.
На деталях № 2 и № 3 (размером 60×20 мм) сверлим по краям 2 отверстия диаметром 6 мм. Расстояние между центрами отверстий равно 40 мм.
На детали № 4, которая будет являться ручкой, делаем наклонный разрез (как на фото), на расстоянии 75 мм от края, потом в этом месте сгибаем её. В дальнейшем свариваем место сгиба и зачищаем. После этого, на короткой части, сверлим по краям 2 отверстия диаметром 6 мм. Расстояние между центрами отверстий равно 55 мм.
И на детали № 6 сверлим одно отверстие, на расстоянии 50 мм от низа до центра отверстия.
Получается примерно так.

Шаг третий. Сборка.
Сборку начинаю, с соединения с помощью сварки деталей № 3 и № 5. Каждую из этих деталей накладываю Т-образно и свариваю между собой.

После этого, сжимаю две получившиеся Т-образные фигуры струбциной и между концами деталей № 5 вставляю гайки М12. Можно конечно вместо двух, как у меня приварить и одну удлиненную, но у меня её не было. Поэтому предварительно вкрутив в них болт (для соосности), привариваю.


Зачищаю сварные швы и шлифую деталь.

Далее, примерно по центру пластины-основы, привариваю к ней стойки прижима (деталь № 1 и деталь № 6) на расстоянии 30 мм, между собой.
Ну вот самая сложная часть работы выполнена. Теперь собираю полученные детали на болты. Вкручиваю в приваренные гайки М12 болт шляпкой вниз, чтобы увеличить площадь прижима, а сверху на него накручиваю ещё одну гайку и барашек, для регулировки его по высоте. Испытываем.

Если все хорошо, то разбираем заново и красим, для предотвращения коррозии. У меня был только антигравий, поэтому покрыл им. Собираем, прикручиваем к столу и пользуемся.
Всем спасибо за внимание уделённое этой самоделке. Видео с показом её работы прикрепляю. За качество видео извиняюсь, но одной рукой крайне не удобно.
Источник
Прижимное устройство для строгального станка своими руками
Как сделать прижимное устройство к строгальному деревообрабатывающему станку
Для обработки деревянных поверхностей в станках устанавливаются пилы или валы специальной формы. Однако в некоторых моделях отсутствует прижимное устройство, которое обеспечивает максимальный контакт заготовки с зоной обработки. Для модификации подобный механизм можно сделать своими руками.
Виды строгальных станков
Конструкция прижимного механизма напрямую зависит от модели оборудования. Поэтому предварительно необходимо тщательно изучить техническую документацию, особенности элементов станка, их характеристики.
Наиболее распространенный вариант представляет собой силовую установку (электродвигатель), которая приводит в движение цилиндрическую ножевую головку. Ее верхняя часть находится выше уровня опорного стола. Последний может смещаться относительно режущей части в вертикальном направлении. Таким образом регулируется глубина обработки деревянной заготовки. Подобную модель можно сделать своими руками.
Кроме вышеописанного деревообрабатывающего станка для массового производства применяют следующие виды оборудования:
- рейсмусовые с одной режущей головкой;
- циклевальные. Устанавливаются на линиях по сборке мебели, дверных и оконных конструкций;
- двух, трех и четырехгранные. Обработка происходит сразу в нескольких плоскостях, что повышает производительность;
- модели с несколькими ножами.
Практически все современное оборудование имеет прижимы. Исключение составляют станки, сделанные своими руками или старые модели.
При выборе конструкции фиксатора следует обращать внимание на конфигурацию оборудования. После ее монтажа эксплуатационные и технические качества не должны ухудшиться.
Назначение прижимного устройства для станка
На первый взгляд модификация деревообрабатывающего станка необходима только для фиксации заготовки. Однако при правильном выборе схемы изготовления установленная часть может выполнять ряд других, не менее важных функций.
Во время обработки деревянных изделий можно отрегулировать их фиксацию вручную. В итоге это сказывается на качестве поверхности. В особенности это касается тонких планок, толщина которых не превышает 2-3 см. Поэтому фиксирующее устройство, сделанное своими руками, после установки на станок должно иметь следующие функции:
- плавная регулировка уровня фиксации. Осуществляется путем равномерного давления на деталь;
- качество обработки не должно зависеть от длины изделия;
- во время работы элементы оборудования не повреждают деревянную поверхность;
- безопасность. Эксплуатационные качества механизма должны отвечать современным требованиям безопасности труда.
Перед началом проектирования рекомендуется ознакомиться с аналогичными заводскими моделями. Для изготовления прижимного механизма своими руками будут применяться подручные материалы. Поэтому при выборе оптимальной конструкции необходимо руководствоваться принципом целесообразности.
Для фуговального станка специалисты не рекомендуют устанавливать устройство для фиксации. Это может отразиться на качестве изделий.
Самодельный прижим: вариант №1
Чаще всего для изготовления вышеописанной конструкции за основу берут деталь от старой стиральной машины, а в частности — валики для выжимания влаги. В некоторых случаях после небольшой модификации дополнение можно установить на оборудование.
Рама состоит из четырех опорных лап, которые соединяются между собой П-образным профилем. На нем устанавливаются фиксирующиеся валы. Профили не фиксируются на основании, а свободно передвигаются по ним. В верхней части конструкции находится фиксирующая планка, соединенная с регулировочной ручкой червячной передачей. Для амортизации можно установить пружины, которые будут частично компенсировать сильное давление при обработке неровных поверхностей.
В составе конструкции следующие компоненты.
- Винт.
- Пластина для соединения.
- Пластина, обеспечивающая надежную фиксацию.
- Опорная стойка. Для комплектации потребуется 4 штуки.
- Два валика.
- Две боковых опоры для валиков.
- Компенсационные пружины — 2 шт.
- Гайка.
- Фиксирующие оси для валиков.
С помощью верхней ручки происходит регулирование степени прижима. Недостатком подобной модели является большая массивность. Она может подойти не для всех типов станков.
Для уменьшения трудоемкости изготовления механизма для строгального станка можно использовать валики стиральной машины. Предварительно их нужно обрезать.
Самодельный прижим: вариант №2
Альтернативным вариантом изготовления прижима для станка своими руками является небольшая модификация оборудования. Она заключается в монтаже по бокам станины двух реек. В основной рабочий вал устанавливаются два подшипника, которые проходит фиксирующая ось.
Сложность может заключаться в конфигурации станины. Все модели имеют ровные края, обеспечивающие монтаж проушин. Регулировка степени зажима осуществляется с помощью пружины. Она смещается по рейкам, тем самым изменяя давление на заготовку.
- Основной рабочий вал.
- Подшипники.
- Ось с резьбой.
- Гайка.
- Пластины.
- Тяга.
- Пружины.
- Фиксация для пружин.
- Ось эллипса.
- Две пластины.
- Стопор.
- Эллипс.
- Рукоятка.
- Ось.
- Две проушины.
- Уголок.
- Болт для крепления.
Преимуществом этой системы является увеличение производительности труда. При подаче заготовки ее торцевая часть будет упираться в вал, приподнимая его. Это позволит обрабатывать несколько деталей без предварительной регулировки самодельного прижима.
В видеоролике показан пример еще одной конструкции фиксирующего механизма:
Прижим для строгального станка своими руками
Прижимное приспособление для станка
Раздел: Полезные приспособления

В зависимости от вида работы, на всех деревообрабатывающих станках используются дисковые пилы или строгальный вал. Но не все станки оборудованы прижимным приспособлением, позволяющим надежно фиксировать большие заготовки к строгальным ножам.
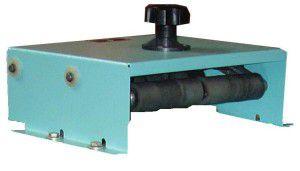
Мой вариант прижимного устройства позволяет обрабатывать доски шириной до 250 мм и брусья толщиной более 100 мм, при этом обеспечивает надежную фиксацию и максимальную безопасность работы. К тому же легко монтируется и снимается на любой деревообрабатывающий станок.
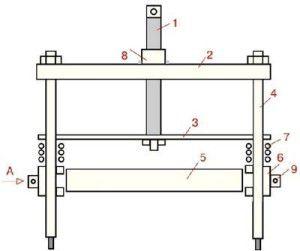
Установил прижимное приспособление на рабочем столе с помощью четырех опорных стоек 4. снизу зажав их гайками М 12 (рис. 1). На стойках вверху закрепил пластину 2 с винтом 1. который вращается в гайке 8 приваренной к пластине. На другом конце винта гайкой М 14 зафиксировал прижимную пластину3 позволяющую винту свободно вращаться, перемещая ее вверх-вниз. По краям пластины жестко закрутил болты М 12, проходщие внутри пружин 7 и сквозные отверстия о боковых опорах 6. В их проточках установил с помощью осей 9 и подшипников прижимные валики 5 .

Прижимное приспособление фиксирую на строгальном столе так, чтобы ножи располагались посредине. Доску (брус) кладу на стол и, постепенно закручивая винт, достигаю требуемого нажатия. Проталкиваю ее впереди, не давая выйти из-под прижимного приспособления, запускаю следующую доску. Тем самым заготовка прижимается с одинаковым усилием по всей длине.
Деревообрабатывающие станки своими руками
Мы расскажем Вам о том как своими руками, используя доступные инструменты и материалы, сделать относительно простые деревообрабатывающие станки и приспособления к ним, а также об основных операциях по технической обработке древесины.
В напутствие хотелось бы дать Вам несколько советов и пожеланий: встав на путь технического творчества, вооружитесь терпением и настойчивостью соизмеряйте свои желания с имеющимися возможностями пользуйтесь простыми техническими приемами, доступными инструментами и материалами не опускайте руки при первых неудачах. Успех обязательно придет к вам!

Данная статья — продолжение публикаций об универсальном деревообрабатывающем станке. Развитие темы посвящено приспособлению, обеспечивающему более качественную работу съемного рубанка.
Прижимное устройство, несмотря на простоту конструкции, надежное и эффективное. Во-первых, позволяет работать без помощника с любыми по длине заготовками. Во-вторых, обеспечивает постоянное давление, вследствие чего строганый материал получается ровным от начала до конца.
Принцип устройства. В прижимной вал запрессованы два подшипника, насаженные на ось, которая закреплена в пластине с одной стороны гайкой, с другой буртиком. К уголку стола приварены две проушины, в которых с помощью болта зафиксирован второй конец пластины. В качестве пружины вполне подойдет дверная, а тяга должна быть такой длины, чтобы пружина не цеплялась за раму.
При обработке очень толстых заготовок, чтобы они не упирались в прижимной вал, его необходимо приподнимать. Подъемный механизм в виде эллипса на оси зафиксирован между двух пластин. При подъеме тягу лучше снимать.
Анатолий ФОМИНЦЕВ, г. Кимовск Тульской обл.
Рис. Общий вид устройства
1 — прижимной вал (труба d 60-80 мм), 2 — подшипник (2 шт.), 3 — ось с резьбой на конце, 4 — гайка, 5—пластина 450x50x12 мм, 6 — тяга, 7 — пружина, 8 — крепление пружины, 9 — ось эллипса, 10 — пластина (2 шт.), 11 — стопор, 12 — эллипс, 13 — рукоятка, 14—болт-ось М14, 15 — проушина (2 шт.), 16 — уголок, 17 — болт крепления

В зависимости от вида работы, на всех деревообрабатывающих станках используются дисковые пилы или строгальный вал. Но не все станки оборудованы прижимным приспособлением, позволяющим надежно фиксировать большие заготовки к строгальным ножам.
Мой вариант прижимного устройства позволяет обрабатывать доски шириной до 250 мм и брусья толщиной более 100 мм, при этом обеспечивает надежную фиксацию и максимальную безопасность работы. К тому же легко монтируется и снимается на любой деревообрабатывающий станок.

Прижимное приспособление фиксирую на строгальном столе так, чтобы ножи располагались посредине. Доску (брус) кладу на стол и, постепенно закручивая винт, достигаю требуемого нажатия. Проталкиваю ее впереди, не давая выйти из-под прижимного приспособления, запускаю следующую доску. Тем самым заготовка прижимается с одинаковым усилием по всей длине.

Строгальный станок представляет собой специальный деревообрабатывающий и металлообрабатывающий инструмент, предназначенный для снятия слоя материала, удаления неровностей, дефектов с поверхности и пр. В быту чаще всего используют простые строгальные устройства по дереву, в то время как на производствах широко применяют агрегаты по металлу в разных исполнениях.
Этапы обработки

Чтобы обработать запчасти необходимо грамотно подобрать устройство и разобраться в нюансах его эксплуатации. Другой вариант — собрать самодельный агрегат.
- Предварительная подготовка. Прежде чем запустить станок, вам следует подготовить заготовку. В зависимости от типа обрабатываемого материала, подготовка может включать в себя различные моменты. Потому тут следует действовать исключительно на основе планируемых работ. Главное сделать все качественно, чтобы поперечно строгальный станок 7е35 или его аналоги выполнили четко поставленные перед ними задачи.
- Проверка устройства. Каждый станок имеет различные запчасти, детали, ножевые валы, прижимное устройство, электромоторы. Каждая из этих деталей нуждается в тщательной проверке состояния. Устройство тестируется перед каждой рабочей сменой. Бытовой и промышленный строгальный агрегат одинаково распространены на это правило. Это необходимо для того, чтобы ножевые валы эффективно смогли сделать свою работу, прижимное устройство надежно удерживало запчасти, а управление не давало сбоев.
- Строгание. Далее наступает непосредственно эта строгания. Запчасти подаются на рабочий стол, прижимное устройство фиксирует их по мере необходимости. Тут учитываются размеры заготовок и их соответствие параметрам рабочей поверхности, ножей и пр. Самый простой вариант станка предусматривает подачу заготовок своими руками. Основные промышленные модели позволяют частично автоматизировать процессы, что дает возможность оператору минимизировать количество операций.
Два в одном

Типовое устройство станка
Правильно будет сделать выбор в пользу комбинированных устройств. При наличии такого оборудования как поперечно строгальный станок, вопрос покупки оборудования несколько упрощается. Одновременно с этим важно учитывать, какие детали вы собираетесь обрабатывать, в каком количестве и с какой целью.
В некоторых мастерских действительно достаточно одного фуговального станка. Тот же поперечно строгальный станок 7307 прекрасно справляется со своими основными задачами.
Но чем будет предпочтительнее выбрать модель СДСР 1700?
- А тем, что СДСР представляет собой фуговально-рейсмусовый станок;
- СДСР 1700 отличается тем, что делится на две части;
- Верхняя часть станка фуговальная;
- Нижняя часть — рейсмусовая;
- Чтобы переоборудовать устройство в рейсмус, просто откидываются верхние строгальные детали;
- Установка переоснащается за считанные минуты, при этом использовать специальные инструменты для этих целей не нужно;
- Покупка комбинированного оборудования обходится дешевле, чем приобретение двух специализированных устройств. При этом вы получаете качественные ножевые валы, прижим, прочие необходимые для обработки деталей запчасти;
- Одно комбинированное устройство имеет компактные размеры. Его размеры не требуют наличия большого свободного пространства внутри мастерской;
- Одновременно с этим, прежде чем сделать выбор в пользу комбинированного устройства, следует знать его недостаток. Узлы комбинированного оборудования не позволяют обрабатывать детали, запчасти с той же точностью, что узкоспециализированные станки. При условии, что вам требуется сделать различные детали, запчасти в большом количестве за короткий срок, рекомендуется выбрать узкоспециализированное строгальное устройство.
Лучше выбрать лозострогальный, двухсторонний, двухстоечный, бытовой или самодельный станок, собранный своими руками? Правильно ответить здесь вы можете только сами, поскольку от вас зависит, какое оборудование сможет справиться с теми задачами, поставленными перед ним.
Строгальные ножи на 250 мм, ножевые валы высокой эффективности, прижимное устройство, автоматизированное управление, двухстоечный агрегат, электромотор — все это малая часть вопросов, которые следует изучать перед покупкой.
Рассмотрим основные разновидности оборудования для строгания заготовок. Здесь ножи на 250 мм или иных размеров выполняют единую функцию — снимают верхний слой обрабатываемых деталей. При этом размеры ножей могут быть более 250 мм, ножевые валы оснащаться вспомогательными устройствами, а управление бывает ручным или автоматизированным.
Все станки можно разделить на две основные группы:
- Поперечные. Здесь главное движение станка сообщается инструменту, то есть валу ножей;
- Продольные. Здесь главное движение сообщается детали, которую обрабатывают ножи станка. 250 мм они или более 250 мм, зависит уже от конкретной модели оборудования.
В зависимости от типа обработки, выделяют несколько вариантов исполнения строгальных станков.
- Рейсмусовый. Его применяют для того, чтобы обработать заготовку методом плоского строгания после работы фуговального оборудования. Это позволяет выверить размеры, с помощью ножей на 250 мм добиться нужного уровня гладкости поверхности.
- Фуговальный. Его основная задача — выполнить прямолинейное строгание.
- Калевочный. Если вам требуются ножи и станок, который придаст заготовке завершенную форму, тогда стоит приобрести или собрать самодельный калевочный агрегат.
- Двухсторонний станок. Основная особенность в том, что такой агрегат имеет ножи, которые обрабатывают заготовку одновременно с двух сторон. Можно изготовить самодельный агрегат такого типа, но чтобы сделать это правильно, потребуется чертеж, эффективные ножевые валы и определенный опыт.
- Четырехсторонний. Приобретать четырехсторонний строгальный станок для бытового применения не всегда актуально. Данное оборудование отличается тем, что обрабатывает заготовки одновременно с двух сторон.
- Комбинированный. Он сочетает в себе функции строгального и рейсмусового оборудования, заменяя два разных станка.
Собрать самодельный строгальный агрегат — вопрос, который требует детального изучения. Вы можете приобрести ножи на 250 мм, оснастить станок электромотором и собрать полностью схему. Либо пойти другим путем, заменив самодельный агрегат на заводское поперечно-строгальное устройство типа 7б35.
Самодельный станок имеет ряд нюансов, поскольку требует установить эффективное прижимное устройство, а прижим должен правильно взаимодействовать с ножевым валом, рабочим столом. Если допустить ошибки на этапе проектирования или сборки, это обернется серьезными последствиями в виде низкого качества обработки и зря потраченного времени. Потому во многих случаях заводское оборудование является предпочтительнее самодельных строгальных станков.
Изготовление рейсмуса своими руками – чертежи самодельного строгального станка
В деревообрабатывающем производстве трудно обойтись без современного столярного оборудования, с помощью которого осуществляют обработку бруса, досок, придавая их сторонам идеально ровную поверхность. Для этих целей предназначен строгальный станок, способный справится с большими по площади изделиями.
Изготовленный своими руками рейсмус отличается малым весом, поэтому его легко установить или, убрав за ненадобностью, перевезти в другое место. Он имеет несложную регулировку, прост в эксплуатации и обеспечивает высокое качество обработки поверхностей.
На этапе проектирования рейсмусового станка определяют конфигурацию будущего оборудования. В заводских моделях подачу осуществляют верхние ролики, требующие правильной настройки скорости вращения, что проделать в домашних условиях сложно. Самодельные конструкции, напротив, должны быть предельно простыми. Чтобы облегчить процесс их изготовления, отказываются от автоматической подачи заготовки для ее обработки и берут за основу фуганок – еще один вид деревообрабатывающего инструмента.

Кроме этого, следует предусмотреть следующие характеристики будущего строгального станка:
- Возможность изменения положения опорного стола, что необходимо для регулировки его высоты относительно режущего вала.
- Выбор обрабатывающего инструмента. Лучшее решение использовать запчасти от старой фабричной модели, которые обладают требуемыми техническими параметрами.
- Наличие устойчивой рамы. Во время работы оборудования неизбежно появляется вибрация, поэтому для увеличения качества обработки нужно снизить ее воздействие на обрабатываемые заготовки.
Для реализации поставленных задач составляют правильную схему, взяв за основу чертежи заводских моделей, готовые технические решения. Обязательно учитывают опыт изготовления самодельных рейсмусовых станков, а также размеры, толщину, породу древесины обрабатываемых заготовок.
При наличии необходимого инструмента и материалов сборка рейсмусового оборудования по дереву не займет много времени. Потребуются:
- токарный станок для изготовления валиков, шкивов;
- сверлильный станок или дрель, для проделывания отверстий в крепежных элементах;
- сварочный аппарат для сборки подающего стола, станины;
- болгарка для отрезки, подгонки деталей конструкции под требуемый размер.
Существует много вариантов, как сделать рейсмус своими руками, но оптимальные габариты для самодельного устройства не должны превышать 1х1 метра. Эти параметры позволяют обрабатывать заготовки любых размеров, при этом изделие получается мобильным и его будет удобно переставить, перевезти на другое место. Оборудование располагают таким образом, чтобы обеспечить доступ со всех сторон.
Если планируется стационарное использование, то чтобы исключить в будущем проявление излишней вибрации каркас бетонируют, закрепляют при помощи анкерных болтов.
Первым делом по предварительно составленным чертежам осуществляют сборку станины. Для придания конструкции необходимой жесткости берут железный уголок 50х50 мм, при его отсутствии профильную квадратную трубу 40х40 мм.

Размеченные элементы станины нарезают при помощи болгарки с абразивным кругом. Уложив на ровном месте, их собирают согласно схеме и производят сварку каркаса. Намечают отверстия крепления съемных частей и, используя дрель, просверливают их.
Завершив сварочные работы, приступают к установке валов: ножевого, прижимных, подающего. Для получения изделий высокого качества лучше приобрести ножевой вал целиком в сборе или готовые ножи для рейсмуса. Если есть возможность, прижимные валы делают из ручных выжимателей белья от старых стиральных машинок, прорезиненная поверхность которых мягко, но крепко удержит заготовки на рабочем столе.
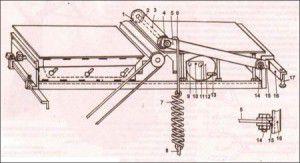
Шкивы для мотора, валов предпочтительнее устанавливать шестеренчатые, что позволит использовать цепную передачу, отличающуюся большой степенью надежности. В качестве двигателя выбирают асинхронный электромотор мощностью 4–5 кВт. Принципиальная схема расположения деталей показана на рисунке:

1 – рабочий стол подачи, выдачи заготовки; 2 – древесная заготовка; 3 – предохранительное приспособление; 4 – подающий верхний валик с рифленой поверхностью; 5 – передний прижим; 6 – ножевой вал; 7 – задний прижим; 8 – подающий верхний валик с гладкой поверхностью; 9 – нижний гладкий вал
Основание стола состоит из задней и передней частей, которые закреплены на подготовленных регулировочных устройствах. С помощью них изменяют высоту стола и положение обрабатываемой заготовки. Перед началом работ обязательно проверяют расположение ножей, надежность крепления и правильность заточки.

Настройку осуществляют следующим образом. Опорные ролики (8) опускают ниже уровня стола (10), а саму столешницу настолько, чтобы уложенный на нее предварительно обработанный деревянный брусок свободно проходил под ножевым валом. Медленно приподнимают стол, одновременно прокручивая вал, до касания им поверхности бруска. В момент прикосновения верхней гранью ножевого вала фиксируют положения стола.

Опустив рабочую поверхность на 0,3 мм, брусок перемещают под задний прижим (3), который регулируют винтами (2), стараясь получить касание шаблона. Дополнительно опускают на 0,7 мм (итого на 1 мм от начального уровня) и мерный штамп помещают под передний прижим (5), высота которого до момента касания бруска выставляется регулировочными винтами (6).
Опустив рабочую поверхность еще на 0,5 (1,5 мм от начального уровня), настраивают задний прижимной вал (1). Продолжая опускать на 0,5 мм, при помощи мерного шаблона изменяют высоту рифленого подающего вальца (7). Понизив еще на миллиметр, мерный шаблон устанавливают под когтевую защиту и регулируют высоту до момента касания. В завершении опорные ролики выставляют над поверхностью стола.
Обработка заготовки, которая не прижимается одновременно обоими валами, – запрещена!
В зависимости от модели деревообрабатывающего оборудования настроечные размеры могут отличаться. Приступая к обработке хвойных пород, разницу в высоте прижимных валов устанавливают в пределах 0,3 мм, для лиственных – 0,1 мм. Во время строгания заготовок важно соблюдать технику безопасности, поэтому нельзя:
- располагать руки вблизи движущихся и вращающихся механизмов;
- производить чистку во время работы;
- ремонтировать детали, находящиеся под напряжением.
Чтобы предупредить возможность повреждения током оборудование обязательно заземляют. Перед включением обязательно проверяют исправность всех механизмов.
Именно такой вариант изготовления рейсмусового станка в домашних условиях во многих случаях предпочитают умельцы при наличии электрорубанка. Затраты на доработку с сохранением принципа работы будут минимальными, но результат не хуже, чем при использовании дорогостоящего оборудования. Вместо стола устанавливают ровную мощную доску, по ее сторонам ограничители ширины, на которые производят крепление основного узла. Электрический рубанок крепят на основании с изменяющейся высотой.

Заднюю опорную металлическую пластину на рубанке меняют на изготовленную самостоятельно из ОСП, фанеры больших размеров. Толщину выбирают таким образом, чтобы получить одинаковый уровень относительно передней пластины, регулирующей зазор для снятия стружки в 1-3 мм. Ширина рабочего стола и опорной пластины должны быть равными друг другу.

Сбоку пластины прикручивают рейки крепления ножек нужной высоты. Поскольку стандарт ширины ножей 8,2 см, то толщина рубанка обрабатываемых заготовок, например бруса, не должна превышать 10 см, а межосевое расстояние крепления ножек 11–12 см. Следовательно, их длина составит 14–16 см, ширина выше 3,5 см, а толщина – 1 см. Их крепят на одном расстоянии от края пластины.
Предварительно собранное прижимное устройство с электрорубанком устанавливают на рабочем основании, располагая точки крепления строго по уровню. Это нужно для параллельного перемещения относительно рабочей поверхности и гарантирует необходимую точность обработки самодельным станком. Если требуется обеспечить прижим рабочего инструмента, то используют пружинные стяжки, резиновый жгут.
Это самый доступный вариант изготовления рейсмусового станка. Конечно, такой инструмент трудно считать полноценным, но принцип работы и конечный результат делают его пригодным для выполнения несложных операций в домашних условиях.
Как сделать рейсмус своими руками — чертежи самодельного строгального станка

Во время самостоятельного изготовления столярных изделий потребуется оборудование для обработки их поверхностей. Сделать жесткие линии определенной толщины можно с помощью рейсмусового станка. Он имеет относительно несложную конструкцию, благодаря этому его можно сделать своими руками.
Особенности
Фото чертежа рейсмуса своими руками
- Рейсмус представляет собой устройство, предназначенное для строгания заготовок, придания им завершенного внешнего вида;
- Такое устройство позволяет менять толщину изделия, создавать идеально гладкую поверхность;
- Рейсмус — незаменимый инструмент в сфере мебельного производства;
- С помощью рейсмуса можно выполнять отделку помещений, создавать стройматериалы, декоративные элементы;
- Заводской инструмент — удовольствие не из дешевых. В связи с этим большую популярность завоевал самодельный рейсмус;
- Изготовить строгальный инструмент своими руками можно, опираясь на чертежи и понимая принцип работы агрегата.
Самодельное устройство — это бюджетный аналог заводскому станку. Если вам приходится часто иметь дело с деревянными заготовками, либо вы занимаетесь самостоятельно постройками, создаете для своего дома мебель, не обязательно покупать дорогой заводской рейсмус. Для подобных целей вполне сгодится самодельный инструмент.
Назначение станка
Деревообрабатывающая отрасль во многих отраслях требует присутствия рейсмусового оборудования. Оно помогает производить обработку досок, бруса, щитов, достигая точного идеального эффекта со всех сторон заготовки.

Обрабатывая неровное шероховатое бревно, полученный брус будет ровным и гладким по всем четырем плоскостям. Рейсмус – это строгательный агрегат, который производит обработку сразу большой площади изделия.
Изготовленные своими руками машины, отличаются малым весом, благодаря чему их легко перевозить с места на место, а также они проще устроены регулировке толщины снимаемой с дерева.
Правила работы станка
Строгально-рейсмусовый станок предполагает получение сглаженной поверхности деревянной детали, и дальнейшую калибровку до нужного размера. Станки, употребляемые для бытовых нужд, складываются в основном из таких составляющих:
- главная режущая деталь (ножевой вал);
- рабочая поверхность;
- двигатель;
- вальцы.
Рабочая поверхность образована двумя частями: подающей и принимающей. Ножевой вал находится между двумя этими частями, обеспечивая нарезку. Вальцы выполняют задачу поддержки заготовки для более гладкой и безопасной нарезки.

Передний валец представляет собой рифленый элемент для наилучшего сцепления с деревянной основой. А задний валец имеет ровную основу. Модели с двусторонней подачей обладают дополнительно узлом для выдвигания ножевого вала. В данной ситуации замена инструмента для изменения типоразмера значительно облегчается.
Работа станка начинается с передачи сигнала от двигателя к ножевому валу. Заготовка поступает сначала в нижним вальцам, а потом – к верхним. Далее, инструмент начинает врезку. Когда обрабатываемая деталь сходит с заднего направляющего вальца, на передний поступает другая деталь. И так, циклично, идет процесс обработки.
Устройство и принцип действия
Типовой рейсмусовый станок по дереву может успешно заменить две единицы оборудования: механический приводной фуганок и строгальный станок (поперечный – для коротких изделий, или продольный – для длинных).

Самодельный рейсмусовый станок
Наиболее простая схема рейсмусового станка (с односторонней подачей исходного материала) включает в себя следующие узлы:
- Приводной электродвигатель.
- Передачу. Она может быть стандартной клиноременной, зубчатой, с вариатором, а также со сменными шкивами (последний вариант отличается минимальными значениями передаваемой мощности, а потому применяется лишь в маломощном оборудовании).
- Ножевой вал. Может иметь несколько инструментов с разной конфигурацией. Особо удачными считаются спиральные ножи, которые при своей работе издают минимальный шум.
- узел верхнего направления, который, в свою очередь, состоит из пары вальцев – переднего и заднего. Передний валец имеет рифлёную поверхность: для того, чтобы улучшить сцепление с деревом, и предупредить возможное изменение направления движения обрабатываемой доски. Задний валец всегда выполняется гладким;
- узла прижима, который предотвращает заклинивание стружки и возможное трещинообразование материала. Конструктивно прижим можно сделать в виде когтевых захватов, внедряющихся в древесину, а можно и в виде массивного металлического элемента, снабжённого подпружиненными зубьями;
- узла нижнего направления, облегчающего подачу заготовки в рабочее пространство;
- стола с приспособлениями для регулировки технологических зазоров между вальцами верхнего и нижнего прижимов;
- станины, на которой располагаются все остальные элементы рабочей схемы станка.

Принцип работы рейсмусового станка
Агрегаты с устройством двухсторонней подачи отличаются тем, что снабжаются дополнительным узлом выдвижения ножевого вала. В связи с этим заменить инструмент для его переустановки с одного типоразмера на другой (либо с целью последующей заточки) значительно легче.

Устройство рейсмусового станка
Работает рейсмусовый станок так. Крутящий момент от электродвигателя через передачи сообщается ножевому валу. Подлежащая обработке доска заводится в зазор и прижимается вначале к нижним, а потом – к верхним прижимным вальцам. При этом заготовка захватывается рифлёным валком, и подаётся к инструменту. Перед врезанием полуфабрикат зажимается между верхним и нижним направляющим устройством, что обеспечивает надёжную фиксацию материала при его обработке. Прижимное устройство обеспечивает своевременный отвод стружки из-под вращающегося инструмента. В момент схода заготовки с заднего направляющего вальца, в передний задаётся следующее изделие, после чего процесс повторяется.
Виды рейсмусов
Рейсмусовые установочные станки различаются по нескольким характеристикам, первая – это число используемых ножей, установленных на режущем модуле.
Односторонний
Имеет один нож, стоит дешевле, но в основном используется в маленьких домашних мастерских. За один ход он способен произвести обработку изделия с одной стороны.
Двухсторонний
Состоит из двух валов с ножами, параллельными по отношению друг к другу. Он имеет большую производительность, оснащен также автоматической подачей древесины.

Двухсторонний рейсмусовый станок
Профессиональный
Сконструирован с использованием трех и более режущих модулей. Используется для профессиональной обработки, может производить заготовки в большом количестве.
По цене оборудование встречается от 35 до 100 тысяч рублей. Станки, созданные по последним технологическим разработкам, могут стоять еще дороже. Именно поэтому самодельные устройства работы по дереву пользуются популярностью.
Второй критерий различия рейсмусовых машин – сфера применения:
- Бытовой – позволяет достичь необходимой производительности, имеет маленький вес и доступную цену. Станет незаменим при строительстве дома.
- Комбинированный – стоит недорого, имеет небольшую производительность. Назначение – домашнее бытовое.
- Полупрофессиональный – применяется в столярных мастерских.
- Профессиональный – производит большие объемы заготовок, используется на заводах по обработке древесины.
- Промышленный – применяется на лесопилках, пилорамах, деревообрабатывающих предприятиях. Имеет внушительные размеры и мощность.
Самодельный станок-рейсмус в собственной мастерской: выбор параметров
На рынке имеется значительное количество разнообразных моделей рассматриваемого оборудования, как от отечественных производителей (Корвет, Энкор, Красный Металлист и пр.) так и импортного производства. В последних вариантах преобладают сомнительные китайские бренды, которые не отличаются надёжностью в работе, а, кроме того, часто имеют заниженные, против паспортных, параметры. В таких случаях, а также, если предлагаемые станки не вписываются в имеющиеся размеры площади, есть смысл изготовить рейсмус своими руками.
Сразу стоит отметить, что ряд узлов и деталей лучше приобретать, нежели попытаться сделать своими руками. Это, в первую очередь, касается самого ножевого вала вместе с подшипниками крепления: самодельные варианты не будут отличаться необходимой точностью сопряжения, в результате чего деталь будет сильно перегреваться при нагрузке.
При выборе схемы станка руководствуются имеющимися чертежами (можно найти в Интернете), но перед этим стоит уточнить ряд элементов устройства. Например, если в одном агрегате есть необходимость совместить фуганок и рейсмус, то целесообразно сделать оборудование с двухсторонним приводом. Тогда с одной стороны устройства можно производить предварительное прострагивание заготовки, а с другой стороны – вести окончательную обработку дерева «в размер».
Также надо определиться с наибольшей длиной ножевого вала: самодельный станок с валом более 500 мм может потерять жёсткость при работе на твёрдых сортах дерева: груши, граба, дуба. В результате по поверхности доски могут пойти волнообразные гребни высотой до 1 мм, что потребует дальнейшей обработки полуфабриката. Посадочные размеры и диаметр необходимо сделать такими, чтобы на самодельном оборудовании можно было получать плинтусные, багетные профили, а также другие декоративные элементы из дерева.
При выборе конструкции следует в полной мере предусмотреть и меры безопасности при последующей эксплуатации агрегата. Самодельный рейсмусовый станок Станки своими руками должен иметь надёжное ограждение рабочей зоны стола, а также исключать вероятность обратного хода доски при чрезмерной величине зазора, а также её разрушение во время обработки.
Анализируя имеющиеся чертежи самодельных устройств, стоит иметь в виду, что наличие в столе двух нижних прижимов снизит усилие задачи доски в рабочее пространство, поскольку заготовка будет перемещаться по гладкой поверхности валка, а не по столу.
Изготовление рейсмусового станка своими руками

Конструкция рамы станка
На первом этапе необходимо подобрать соответствующие комплектующие для самостоятельного изготовления деревообрабатывающего оборудования. В первую очередь это относится к блоку обработки и рамной части.
Для изготовления опорного стола рейсмусового станка своими руками рекомендуется использовать уголки и трубы квадратного сечения, толщина стенки которых будет не меньше 1,5 мм. В качестве основы для улучшения устойчивости чаще всего применяют швеллер. В его нижней части устанавливают регулировочные ножки.
Для крепления компонентов между собой можно применять комбинированный метод — с помощью сварки и соединения деталей на болтах. Это позволит повысить устойчивость и надежность оборудования, сделанного своими руками.
В качестве силового агрегата применяется асинхронный электродвигатель мощностью от 1,5 до 4 кВт. Это дает возможность отказаться от массивных шкивов. Передача вращающего момента режущему валу происходит с помощью ременного или цепного блока.
Этапы изготовления самодельного оборудования.
- Составление чертежа, расчет характеристик основных компонентов.
- Подготовка элементов — обрезание до нужных размеров, возможно изменение текущей конфигурации.
- Изготовление блока обработки. В качестве основы лучше всего брать уже готовую от строгального оборудования. Дополнительно потребуется сделать стойки, которые будут крепить его к столу.
- Опорный стол. Лучше всего его делать после окончательного производства блока обработки. От этого зависят габаритные размеры опорного стола. После сварки выполняется пробный монтаж компонентов.
- Устройство для регулировки. Оно состоит из четырех опорных ножек, соединенных между собой цепной передачей. Регулировка осуществляется с помощью ручки. Дополнительно потребуется блок натяжения.
Последний этап работы является самым трудоемким, так как требует высокой точности изготовления. Лучше всего использовать уже готовую кинематическую схему.

Кинематическая схема регулировки стола
После окончательного изготовления рекомендуется грунтовка и покраска конструкции. Это защитит и от внешних воздействий влаги. Во время пробного запуска оборудования необходимо выставить минимальный режим обработки, постепенно увеличивая высоту снятия деревянного слоя до максимума.
С примером рейсмусового станка, сделанного своими руками, можно ознакомиться в видеоматериале:
Как правильно поставить прижим на фуговальный станок
Как сделать прижимное устройство к строгальному деревообрабатывающему станку
Для обработки деревянных поверхностей в станках устанавливаются пилы или валы специальной формы. Однако в некоторых моделях отсутствует прижимное устройство, которое обеспечивает максимальный контакт заготовки с зоной обработки. Для модификации подобный механизм можно сделать своими руками.
Виды строгальных станков

Конструкция прижимного механизма напрямую зависит от модели оборудования. Поэтому предварительно необходимо тщательно изучить техническую документацию, особенности элементов станка, их характеристики.
Наиболее распространенный вариант представляет собой силовую установку (электродвигатель), которая приводит в движение цилиндрическую ножевую головку. Ее верхняя часть находится выше уровня опорного стола. Последний может смещаться относительно режущей части в вертикальном направлении. Таким образом регулируется глубина обработки деревянной заготовки. Подобную модель можно сделать своими руками.
Кроме вышеописанного деревообрабатывающего станка для массового производства применяют следующие виды оборудования:
- рейсмусовые с одной режущей головкой;
- циклевальные. Устанавливаются на линиях по сборке мебели, дверных и оконных конструкций;
- двух, трех и четырехгранные. Обработка происходит сразу в нескольких плоскостях, что повышает производительность;
- модели с несколькими ножами.
Практически все современное оборудование имеет прижимы. Исключение составляют станки, сделанные своими руками или старые модели.
При выборе конструкции фиксатора следует обращать внимание на конфигурацию оборудования. После ее монтажа эксплуатационные и технические качества не должны ухудшиться.
Назначение прижимного устройства для станка

Заводское прижимное устройство
На первый взгляд модификация деревообрабатывающего станка необходима только для фиксации заготовки. Однако при правильном выборе схемы изготовления установленная часть может выполнять ряд других, не менее важных функций.
Во время обработки деревянных изделий можно отрегулировать их фиксацию вручную. В итоге это сказывается на качестве поверхности. В особенности это касается тонких планок, толщина которых не превышает 2-3 см. Поэтому фиксирующее устройство, сделанное своими руками, после установки на станок должно иметь следующие функции:
- плавная регулировка уровня фиксации. Осуществляется путем равномерного давления на деталь;
- качество обработки не должно зависеть от длины изделия;
- во время работы элементы оборудования не повреждают деревянную поверхность;
- безопасность. Эксплуатационные качества механизма должны отвечать современным требованиям безопасности труда.
Перед началом проектирования рекомендуется ознакомиться с аналогичными заводскими моделями. Для изготовления прижимного механизма своими руками будут применяться подручные материалы. Поэтому при выборе оптимальной конструкции необходимо руководствоваться принципом целесообразности.
Для фуговального станка специалисты не рекомендуют устанавливать устройство для фиксации. Это может отразиться на качестве изделий.
Самодельный прижим: вариант №1

Самодельное прижимное устройство
Чаще всего для изготовления вышеописанной конструкции за основу берут деталь от старой стиральной машины, а в частности — валики для выжимания влаги. В некоторых случаях после небольшой модификации дополнение можно установить на оборудование.
Рама состоит из четырех опорных лап, которые соединяются между собой П-образным профилем. На нем устанавливаются фиксирующиеся валы. Профили не фиксируются на основании, а свободно передвигаются по ним. В верхней части конструкции находится фиксирующая планка, соединенная с регулировочной ручкой червячной передачей. Для амортизации можно установить пружины, которые будут частично компенсировать сильное давление при обработке неровных поверхностей.

Чертеж прижимного устройства
В составе конструкции следующие компоненты.
- Винт.
- Пластина для соединения.
- Пластина, обеспечивающая надежную фиксацию.
- Опорная стойка. Для комплектации потребуется 4 штуки.
- Два валика.
- Две боковых опоры для валиков.
- Компенсационные пружины — 2 шт.
- Гайка.
- Фиксирующие оси для валиков.
С помощью верхней ручки происходит регулирование степени прижима. Недостатком подобной модели является большая массивность. Она может подойти не для всех типов станков.
Для уменьшения трудоемкости изготовления механизма для строгального станка можно использовать валики стиральной машины. Предварительно их нужно обрезать.
Самодельный прижим: вариант №2

Альтернативное прижимное устройство
Альтернативным вариантом изготовления прижима для станка своими руками является небольшая модификация оборудования. Она заключается в монтаже по бокам станины двух реек. В основной рабочий вал устанавливаются два подшипника, которые проходит фиксирующая ось.
Сложность может заключаться в конфигурации станины. Все модели имеют ровные края, обеспечивающие монтаж проушин. Регулировка степени зажима осуществляется с помощью пружины. Она смещается по рейкам, тем самым изменяя давление на заготовку.
- Основной рабочий вал.
- Подшипники.
- Ось с резьбой.
- Гайка.
- Пластины.
- Тяга.
- Пружины.
- Фиксация для пружин.
- Ось эллипса.
- Две пластины.
- Стопор.
- Эллипс.
- Рукоятка.
- Ось.
- Две проушины.
- Уголок.
- Болт для крепления.
Преимуществом этой системы является увеличение производительности труда. При подаче заготовки ее торцевая часть будет упираться в вал, приподнимая его. Это позволит обрабатывать несколько деталей без предварительной регулировки самодельного прижима.
В видеоролике показан пример еще одной конструкции фиксирующего механизма:
Чертежи и фото самодельных устройств






прижимы для фуговального станка

Столярка. Приспособления. Прижим на станок

Как правильно настроить Фуговальный станок

Фуговальный станок из рубанка STATUS PL82SP

Установка фуговальных ножей. Фильм второй.Setup of jointing

Станок JET JPT 10B. Обзор. Рейсмус и фуганок в одном флаконе

Заточка ножей для деревообрабатывающего станка

обзор фуговально рейсмусного станка DeWalt 27300

Фуговально-рейсмусный станок первая стружка

Комбинированный станок JET JKM-300

Самодельный фуговальный станок. Строгальный станок

Фуговально рейсмусовый станок JPT-10B JET

Как сделать рейсмус из бытового строгального станка

Возможности бытового деревообрабатывающего станка. Machine

Станок фуговальный СФ-4 с автоподатчиком

Станок резки и прифуговки шпона FH 2 Mayer


Фуговальный станок с прижимным роликом. Часть 2

Фуговальный станок Д300. Устновил шкивы, запускаю

Самодельный деревообрабатывающий станок руками мастера

Фуговально-рейсмусовый станок Proma HP-250

Циркулярка фуганок. Уход за станком. Про смазывание столов

Комбинированный фуговально-рейсмусовый станок по дереву
Работа на фуговальных станках
Опубликовано admin Ноя 15, 2010 в Строгальные станки
Работа на фуговальных станках. Главная задача обработки на фуговальном станке — получение совершенно плоской и прямой пласти и одной боковой кромки в таком виде, чтобы они были под прямым углом друг к другу. При дальнейшей обработке на рейсмусовых, строгально-калевочных, шипорезных и других станках эти поверхности являются базовыми — от их правильности и точности зависит качество деталей. Следует отметить, что если заготовка имеет кривизну пласти и кромки, то после обработки на рейсмусовых и строгально-калевочных станках эти дефекты остаются в готовой детали, а на шипорезных, сверлильно-пазовальных и других станках это приводит к перекосам шипов, отверстий и гнезд, что дает в результате изделия низкого качества.
Схема фуговального станка приведена на рисунке

Рис. 1. Схема работы фуговального станка: 1 — ножевой вал, 2 — нож, 3 — выступ лезвия над губкой, 4 — прижимная планка (с губкой), 5 — накладные планки, 6 — задняя плита стола станка, 7 — направляющая линейка, 8 — обрабатываемая заготовка, 9 — передняя плита стола станка, 10 — болт для крепления ножей
Перед работой на фуговальном станке надо осмотреть заготовку, а обработку вести с вогнутой стороны, направляя ее на ножевой вал таким образом, чтобы не получалось задира волокон от встречного косослоя. Подавать заготовки на ножевой вал нужно равномерно, без толчков.
Кривые заготовки обрабатывать не следует, так как все равно не получится качественной детали. Строгание заготовки надо вести до образования чистой поверхности без непрострожки. Качество строжки на фуговальном станке проверяют так: складывают фугованные заготовки обработанными кромками или пластями, если между ними нет зазоров (просветов), то обработка считается достаточной.
При работе на станке необходимо соблюдать правила по технике безопасности, так как открытый вращающийся вал очень опасен; ножевой вал должен быть снабжен ограждением веерного типа, открывающимся лишь при проходе заготовки и автоматически закрывающимся после обработки заготовки. Короткие заготовки надо обрабатывать, применяя прижимную колодку. Станок следует настраивать таким образом, чтобы зазоры между лезвиями ножей и плитами были минимальными; кроме того, поверхность плит должна быть горизонтальной.

Рис. 2. Приспособления для безопасной работы на фуговальных станках: а — ограждение веерного типа, б — прижимная колодка; 1 — колодка, 2 — рукоятка, 3 — заготовка
Источник



