
- Форматно-раскроечный станок своими руками
- Конструкция
- Как сделать форматно-раскроечный станок
- Быстрозажимной прижим
- Из материалов нам понадобятся:
- Из инструментов нужны:
- Как сделать форматно-раскроечный станок из подручных средств своими руками
- Изготовление распилочного станка
- Войти
- Сейчас на странице 0 пользователей
- Как исключить появление сколов на ДСП
- Правила распиловки
- Чем нельзя распиливать
- Варианты использования механизма для распила
- Последовательность работ
- Стационарная циркулярка своими руками из ручной циркулярки
Форматно-раскроечный станок своими руками
 В процессе изготовления современной корпусной мебели используется большое количество самого разного оборудования, в том числе и форматно-раскроечные станки. Эти станки предназначены для обработки древесины, полноформатных древесно-стружечных плит с покрытием или без его, фанеры, ДВП, МДФ-панелей, шпона и разных видов облицовочного пластика. С помощью форматно-раскроечного станка выполняют продольное, поперечное и угловое разрезание материала с целью придания ему определенной формы и размеров. Упрощенный вариант такого оборудования не останется без работы в домашней мастерской и вполне может быть изготовлен из подручных средств собственными руками.
В процессе изготовления современной корпусной мебели используется большое количество самого разного оборудования, в том числе и форматно-раскроечные станки. Эти станки предназначены для обработки древесины, полноформатных древесно-стружечных плит с покрытием или без его, фанеры, ДВП, МДФ-панелей, шпона и разных видов облицовочного пластика. С помощью форматно-раскроечного станка выполняют продольное, поперечное и угловое разрезание материала с целью придания ему определенной формы и размеров. Упрощенный вариант такого оборудования не останется без работы в домашней мастерской и вполне может быть изготовлен из подручных средств собственными руками.
Конструкция
Основными частями форматно-раскроечного станка являются:
- Станина – этот элемент воспринимает на себя основную нагрузку во время работы станка. На станину крепятся все остальные навесные элементы;
- Неподвижный рабочий стол – на него укладывают лист обрабатываемого материала, а также крепят рамку с прижимами, упор и линейку;
- Направляющие для подвижной каретки;
- Дополнительный подвижный стол (на нем установлена каретка пильного узла, электродвигатели и привод пильного узла);
- Пильный узел, который состоит из двух дисковых пил, которые вращаются навстречу друг другу;
- Защитные кожухи.
Как сделать форматно-раскроечный станок


Источник
Быстрозажимной прижим

Всем привет. Сегодня хочу рассказать, про изготовление такого необходимого (по крайней мере для меня) устройства, как «Быстрозажимной прижим». Очень часто бывает, что необходимо просверлить множество плоских деталей и их надо как-то зафиксировать. Конечно для удержания можно использовать и струбцину, но при постоянной смене деталей, много времени уходит на ослабление-стягивание струбцины, даже если она быстрозажимная. Поэтому, лично для меня, такая самоделка необходима. Плюс к этому, с помощью данного прижима, детали можно фиксировать не только с краю верстака, но и в центре. И так начнем процесс изготовления.
Из материалов нам понадобятся:
Из инструментов нужны:
Шаг первый. Разметка и резка деталей.
Берем обычную металлическую полосу.

Для начала, очищаю её от ржавчины. Далее, на очищенную полосу, наношу разметку соответствующую размерам наших будущих деталей.

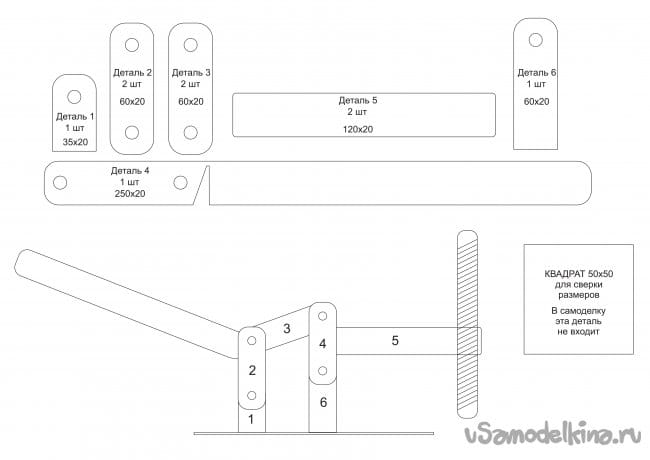
Нам необходимы детали следующих размеров: 60×20 мм — 5 шт., 120×20 мм — 2 шт., 35×20 мм — 1 шт. и 250×20 мм -1 шт.
Из них 4 детали 60×20 мм, будут являться соединяющими, детали размером 60×20 мм и 35×20 мм — будут стойками, две детали 120×20 мм, — плечом прижима и одна деталь размером 250×20 мм — рычагом.
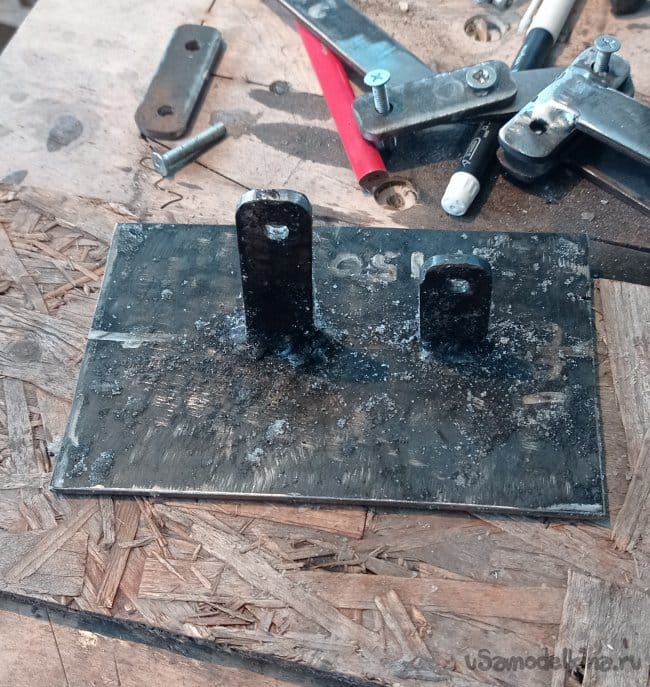
Так же из листового металла, вырезаю основу для прижима. Размер строго не ограничен. Я взял размер: 100×150 мм.

Прикладываю схему с деталями. Схема выполнена на формате А4 и детали на ней начерчены в размер. Для удобства пронумеровал.
Шаг второй. Подготовка деталей и сверление отверстий.
После того как все детали у нас нарезаны в нужный размер, необходимо скруглить углы и высверлить отверстия. Скругляю углы деталей на глаз, с помощью шлифовального круга на болгарке. Особенная точность в данном случае думаю ни к чему, главное чтобы при последующем использовании, детали не цеплялись углами друг за друга.
На детали № 1 сверлим одно отверстие диаметром 6 мм на расстоянии 25 мм от нижнего края, до центра отверстия.
На деталях № 2 и № 3 (размером 60×20 мм) сверлим по краям 2 отверстия диаметром 6 мм. Расстояние между центрами отверстий равно 40 мм.
На детали № 4, которая будет являться ручкой, делаем наклонный разрез (как на фото), на расстоянии 75 мм от края, потом в этом месте сгибаем её. В дальнейшем свариваем место сгиба и зачищаем. После этого, на короткой части, сверлим по краям 2 отверстия диаметром 6 мм. Расстояние между центрами отверстий равно 55 мм.
И на детали № 6 сверлим одно отверстие, на расстоянии 50 мм от низа до центра отверстия.
Получается примерно так.

Шаг третий. Сборка.
Сборку начинаю, с соединения с помощью сварки деталей № 3 и № 5. Каждую из этих деталей накладываю Т-образно и свариваю между собой.

После этого, сжимаю две получившиеся Т-образные фигуры струбциной и между концами деталей № 5 вставляю гайки М12. Можно конечно вместо двух, как у меня приварить и одну удлиненную, но у меня её не было. Поэтому предварительно вкрутив в них болт (для соосности), привариваю.


Зачищаю сварные швы и шлифую деталь.

Далее, примерно по центру пластины-основы, привариваю к ней стойки прижима (деталь № 1 и деталь № 6) на расстоянии 30 мм, между собой.
Ну вот самая сложная часть работы выполнена. Теперь собираю полученные детали на болты. Вкручиваю в приваренные гайки М12 болт шляпкой вниз, чтобы увеличить площадь прижима, а сверху на него накручиваю ещё одну гайку и барашек, для регулировки его по высоте. Испытываем.

Если все хорошо, то разбираем заново и красим, для предотвращения коррозии. У меня был только антигравий, поэтому покрыл им. Собираем, прикручиваем к столу и пользуемся.
Всем спасибо за внимание уделённое этой самоделке. Видео с показом её работы прикрепляю. За качество видео извиняюсь, но одной рукой крайне не удобно.
Источник
Как сделать форматно-раскроечный станок из подручных средств своими руками
В производстве корпусной мебели, не получится обойтись без станка для раскройки материала. Такие мебельные конструкции, как кухонная стенка, компьютерные столы и даже кровати, потребуют детали с высокой точностью в размерах. Не стоит заблуждаться в том, что можно начать производство мебели, используя лишь циркулярную пилу для раскроя. Придется прибегнуть к изготовлению форматно-раскроечного станка своими руками.
Дело в том, что циркулярная пила может производить раскрой с маленькой скоростью, при этом качество готовой детали, полностью зависит от мастера. Таким образом, производство мебели будет не только медленным, но и, возможно, убыточным, ведь велика возможность изготовления бракованных изделий.
Вертикальный форматно-раскроечный механизм для плитового материала, позволяет снять ответственность с мастера и делать точные линейные движения во время распила.
Заготовки для мебели, оказываются точными, а скорость их производства достигает 15 деталей в минуту.
Изготовление распилочного станка
Плюсов у такого станка достаточно много, однако, присутствует и минус – большая стоимость высокоточного оборудования. Не всем, начинающим производителям, выпадает возможность приобрести такой механизм, поэтому многие решают сделать форматно-раскроечный станок своими руками.

Конструкция ФРС
Для изготовления станка, который будет отвечать требованиям к качеству и скорости производства, нужно быть готовым к затратам на материалы и уметь использовать чертежи, ведь агрегат состоит из сложных механизмов и объемных конструкций.
- Станина – должна быть выполнена в соответствии с размерами обрабатываемого материала, для ДСП – это 3.5х2.5 м. Как показывает практика, больше и не требуется, конечно же, если производство не достигло заводских масштабов. Также, данная конструкция, как и весь форматнораскроечный агрегат, должна иметь низкий уровень вибрации. Для этого, станина выполняется из сварных соединений и устанавливается на резиновые каблуки, которые поглощают вибрацию;
- Столешница – для самодельного форматно-раскроечного станка, подойдет из ламинированной плиты ДСП или металлического листа. Главное, чтобы поверхность была идеально гладкой, иначе возможно появление дефектов на обрабатываемом материале, в виде царапин и сколов. Также, на поверхности столешницы не должно быть впадин или выпуклостей, это приведет к неточности размеров изделия;
- Передвигающаяся каретка – может быть выполнена в 3 вариантах, в зависимости от выбора функциональности станка. Однако, главным ее качеством служит ровное линейное перемещение пилы или распильного материала;
- Двигатель – лучше всего использовать без передаточных приспособлений (ремни, шестерни). В качестве движущей силы для пилы, можно применить высокооборотистые электродвигатели и даже моторы от болгарок;
- Система пылесборника – обязательно вмещает в себя рукав для отвода стружки и пыли, емкость для отходов и насос. Данная система оказывается крайне важной для длительной работы;
- Прижимы для материалов – не дают листам сдвигаться во время разделки. Важными характеристиками прижимов оказываются прочность удержания и отсутствие следов после использования. Для этого, прижимы оснащаются резиновыми подложками и осуществляется подбор необходимого давления на деталь.
Как изготовить настольный распиловочный станок
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Такое устройство предназначается для резки плит в мебельном производстве. Конструктивно оно состоит из распиловочного участка и основания. Пильный узел представляется парой дисков, имеющих оси вращения, располагающиеся на одном уровне. При этом диаметры дисков разные, вращение выполняется в противоположные направления – друг к другу.
Содержание:
Как исключить появление сколов на ДСП
Такой материал, как ламинированный ДСП, имеет вредное свойство, оставлять сколы на торцах, после раскроя. Избежать такой неприятности, позволяет лишь увеличение скорости вращения пилы или медленная подача пилы на материал. Однако, не все так просто. Листы ДСП состоят из прессованных опилок и ламинирующего слоя. Ламинирующий слой, тонкий, но очень прочный материал, а прессованные опилки толстый и мягкий слой.
Используя мощный двигатель, мягкие опилки режутся как масло, вследствие чего твердый ламинат просто откалывается. Решение – использовать 2 пилы с разной скоростью вращения или медленно осуществлять рез.
Со скоростью подачи пилы на материал все понятно, а вот с использованием двух пил стоит разобраться. Стоит отметить что, тут понадобятся чертежи форматно-раскроечных станков. Для достижения необходимого результата, диск для распила ламината размещается так, чтобы он прорезал не больше 2 мм, а скорость вращения достигается уменьшением диска или более мощным двигателем.
Деталь для распила
Для распила основного слоя, используется крупный диск с глубиной прореза до 40 мм. Стоит отметить, что такой вариант устройства распилочного механизма, позволяет достичь скорости разреза в 1 м за 10 сек.
Правила распиловки
Сначала нужно выбрать метод распиловки.
Обязательно провести следующую подготовку (раскрой):
- для защиты ламинированного покрытия плиты от повреждений во время работы необходимо приготовить малярную ленту или скотч;
- для разметки заготовок — линейку и карандаш;
- с торцов плиты отметить карандашом будущие точки распила;
- для того, чтобы не появлялись сколы, нужно наклеить на место распила малярную ленту или скотч;
- после наклеивания ленты точки предварительной разметки соединить карандашом;
- приготовить наждачную бумагу для окончательной обработки линий среза.
Следующее правило относится уже не к подготовке, а к действиям после распила, но является общим при любом методе: е сли на краях обнаружены неровности, то их нужно обработать напильником или рашпилем. Торцы, получившиеся в результате распила, покрыть шпоном с рисунком, похожим на рисунок ламинированного покрытия.
Чем нельзя распиливать
ЛДСП нельзя пилить с помощью углошлифовальной машины, которая также называется «болгаркой». При работе с этим инструментом велика вероятность травматизма, особенно при применении дисков большого диаметра. Также можно получить травму, когда с инструмента снимается защитный кожух.
Варианты использования механизма для распила
Существует 3 варианта, благодаря которым вертикальный форматно-раскроечный аппарат осуществляет распил материалов:
- подача пилы на материал – пилы располагаются под столом;
- подача пилы на материал – пилы располагаются над столом;
- подача материала на пилу – пилы располагаются под столом.
В случае подачи пилы на материал, которая располагается над столом, двигатель и режущие диски закрепляются на каретке. Каретка устанавливается на полозья, размещенные на нужной высоте, которые позволяют удерживаться и перемещаться всей конструкции для распила, по плоскости стола. Полозья или направляющие, могут быть выполнены из швеллера или мощных труб.
Расположение пилы под столом, которая подается на материал, также предполагает наличие направляющих и передвигающейся по ним каретки. Отличие такого расположения заключается в том, что система пылесборника оказывается скрытой под столом и не мешает перемещению габаритных предметов.
Когда распил осуществляется при подаче материала на пилу, требуется мощный механизм, передвигающий листы. В этом случае, кареткой для перемещения служит стол, с ножками на роликах. Стоит отметить, что конструкция такого распильного механизма требует больше места и обладает меньшей пропускной способностью.
Последовательность работ
Сначала готовится крепкая станина из металла, способная послужить основой станка. С этой целью лучше всего воспользоваться швеллером. Заготовки выбираются с тем расчетом, чтобы получился агрегат длиной 6.5 – 6.7 м, шириной 2.5 м, высотой от восьмидесяти до ста десяти сантиметров.
Конструируются главная направляющая раскроечного оборудования и напольная направляющая, крепятся на станине. Для них лучше всего воспользоваться трубами, размеры которых составят 6 см в диаметре, 6.5 м по длине, толщина стенки – 5 мм. Подвижную часть рабочего стола следует сделать подвижной по направляющим. Во время рабочего процесса с его помощью будет выполняться подача листового материала. Этот участок можно перемещать вручную либо установить дополнительный мотор с чпу. Линии реза по длине следует предусмотреть от трех метров. Данный параметр можно будет нарастить либо сократить, для чего просто меняется размер направляющих.
Читать также: Шаг резьбы на болгарке
На станину навешивается пара пил – для основного реза и подрезки. Их монтируют на пильный блок, чтобы вращение происходило во встречном направлении от движения пары асинхронных моторов. Рекомендуется предусмотреть возможность наклонять блок на сорок пять градусов, для чего следует использовать поворотное устройство на распиловочном блоке.
Выбирать электродвигатели следует внимательно, ведь они будут предназначаться для вращения пил. Мощность их должна быть не ниже 2.9 кВт. Мотор должен вращать главную пилу со скоростным режимом не менее 5 000 оборотов за минуту, а подрезной – выдавать на три тысячи оборотов больше.
Лучше всего при создании оборудования воспользоваться пильными дисками, диаметр которых равен двадцати пяти сантиметрам, что даст возможность раскраивать не только ламинированное ДСП и обрезать листы, но и использовать станок для сип-панелей.
Стационарная циркулярка своими руками из ручной циркулярки
Значительно увеличиваются эксплуатационные возможности ручной дисковой пилы, если она превращается в стационарный инструмент. Чтобы понять, как из ручной циркулярки сделать стационарную, стоит прежде всего разобраться в способах жесткого крепления электроинструмента.
В качестве подставки можно использовать козлы из металла или дерева. Это может быть как одно, так и два изделия (если размеры небольшие), соединенные между собой досками толщиной не менее 50 мм или брусками с аналогичным сечением. Далее к верхней части подставки нужно прикрепить столешницу, которая будет выполнять роль станины.
Для этих целей удобно применить толстую фанеру (не менее 10-12 мм) или два соединенных вместе листа из более тонкого материала, которые в совокупности дадут такую же толщину. Подойдут также полотна из древесно-стружечных плит или же металл. Если металл тонкий, его лучше прикрепить к деревянному основанию.
Ручную пилу устанавливают снизу. Предварительно в столешнице делается необходимый для выдвижения диска запил.
К верхней части подставки нужно прикрепить столешницу, которая будет выполнять роль станины.
Обратите внимание! Фиксировать инструмент необходимо так, чтобы пильный диск располагался строго параллельно линиям запила, то есть на одинаковом расст оянии от сторон. В противном случае не получится правильно установить дополнительные приспособления и добиться качественной распиловки.
Используя вышеперечисленные технические способы, можно изготовить циркулярную пилу из болгарки. Но этот ручной электроинструмент имеет определенные отличия, потому потребуется несколько иная схема сборки.
Источник



