
- Заточка токарных резцов по металлу – подробная инструкция с видео и фото
- Конструкция токарных резцов
- Инструменты для токарного оборудования
- Правила заточки токарного инструмента
- Особенности заточки резцов для токарного станка
- Заточка токарных резцов
- Прежде всего, хорошо изучите приспособление
- Что нужно знать про точила и абразивные диски
- Обдирочный резец-рейер
- Узкий рейер и резец для точения чаш
- Косой резец-мейсель
- Полукруглый скребок
Заточка токарных резцов по металлу – подробная инструкция с видео и фото
Из всех технологических операций, производимых над заготовками из металла, обработка на токарном оборудовании является наиболее распространенной. Именно поэтому заточка резцов для токарного станка, предназначенных для работы по металлу, является очень важным процессом, выполнять который следует правильно. Особенности осуществления такой процедуры зависят как от материала, который предстоит обрабатывать, так и от типа самого режущего инструмента (фасонный, проходной, резьбонарезной, расточной и другие).
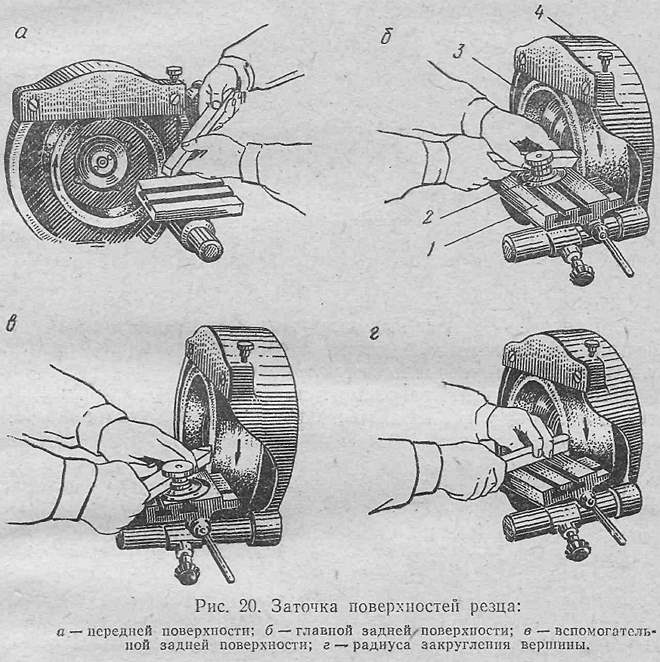
Порядок заточки поверхностей резца
Конструкция токарных резцов
Заточка токарных резцов не может быть выполнена правильно, если не разобраться в конструктивных особенностях такого инструмента. Основными элементами его конструкции являются стержень-державка, при помощи которого резец фиксируется на станке, а также рабочая головка: именно ее режущую часть и необходимо регулярно затачивать.
Рассмотрим более подробно рабочую головку токарного резца. Ее формируют два типа поверхностей: передняя и задние. Переднюю отличить очень просто: именно по ней осуществляется отвод стружки. Задними же называются те стороны резцов, к которым обращена заготовка в процессе выполнения ее обработки. Они могут быть основными или вспомогательными, что зависит от их расположения.
Самый важный элемент любого резца (в том числе и для токарного станка по металлу) — его режущая кромка — формируется в месте пересечения задней основной и передней поверхностей. В конструкции любого резца присутствует и вспомогательная кромка, образованная пересечением его задних поверхностей: основной и вспомогательной. Вершина инструмента, которая упоминается в специальной литературе, — это место пересечения его режущей и вспомогательной кромок.
Основными характеристиками токарных резцов по металлу, определяющими их функциональные возможности, являются углы заточки, подразделяемые на главные и вспомогательные. Для того чтобы определить значения главных, их измерение производят в плоскости, которая формируется при проецировании режущей кромки на главную плоскость.
Вообще, для определения углов режущего инструмента используют две плоскости:
- основную, накладываемую на опорную сторону токарного резца, расположенную в его нижней части (по отношению к направлению подач станка такая плоскость является параллельной);
- плоскость резания, располагаемую по касательной относительно поверхности обрабатываемой заготовки (данная плоскость пересекается с основной режущей кромкой инструмента).
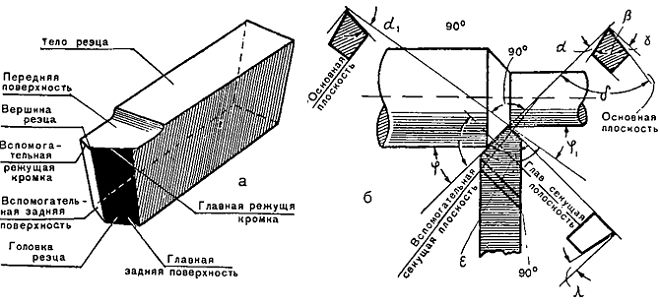
Элементы и плоскости токарного резца
В конструкции рабочей части токарного резца различают углы нескольких типов:
- заострения — расположенные между передней поверхностью резца и задней основной;
- задние главные — находящиеся между задней основной поверхностью и плоскостью резания;
- передние главные — расположенные между передней стороной инструмента и плоскостью, перпендикулярной к плоскости резания.
Проверить правильность их определения достаточно просто: их сумма всегда составляет 90 градусов.
Кроме вышеперечисленных, конструкцию рабочей головки токарного резца характеризует еще несколько углов между:
- направлением подачи и проекцией, которую откладывает основная режущая кромка;
- плоскостью обработки и передней поверхностью резца;
- проекциями, которые откладывают основная и вспомогательная режущие кромки.
Инструменты для токарного оборудования
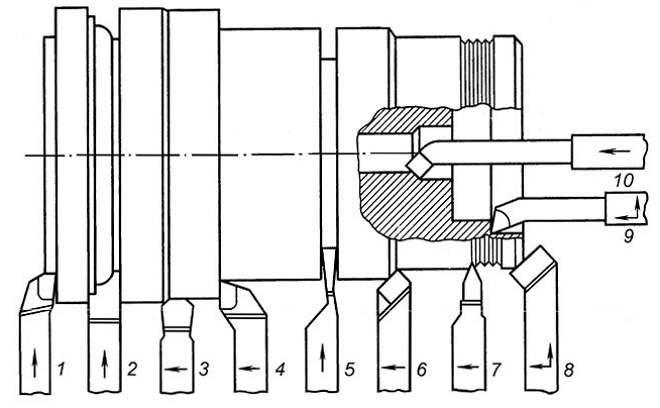
Для того чтобы разбираться в правилах заточки резцов для токарных станков по металлу, недостаточно просто посмотреть обучающее видео. Необходимо иметь представление о том, как классифицируются такие инструменты. Самым главным параметром, по которому токарные резцы относят к различным видам, является тип обработки, выполняемой с их помощью. По этому признаку выделяют следующие виды токарных резцов.

Основные типы токарных резцов
Такими резцами заготовки обрабатываются вдоль оси вращения.
Используя эти резцы на токарном станке, уменьшают уступы и выполняют торцевание заготовок.
Как следует из названия, ими формируют наружные и внутренние канавки на поверхностях цилиндрической формы. Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
С помощью таких инструментов на станках выполняют обработку отверстий.
Такие резцы специально предназначены для нарезания резьбы.
С помощью резцов этого вида на внешней стороне цилиндрических заготовок формируют фасонные выступы или канавки.
С помощью этих резцов на заготовках снимаются фаски.
Операции, проводимые резцами различного типа
Токарные резцы также подразделяются на виды в зависимости от того, в каком направлении с их помощью выполняется обработка заготовки. Так, среди них бывают правые (обработка выполняется по направлению к передней бабке) и левые (обработка по направлению к задней бабке).
Классифицируется токарный инструмент и по материалу изготовления, по способу соединения режущей части с державкой, а также по ряду других параметров.
Правила заточки токарного инструмента
Чтобы обработка заготовок на токарных станках по металлу была эффективной, качественной и точной, следует регулярно выполнять заточку резцов, тем самым придавая их рабочей части необходимую форму и получая углы с требуемыми параметрами. В заточке не нуждается только инструмент, режущая часть которого выполнена в виде одноразовой твердосплавной пластины. Для выполнения такой важной процедуры в условиях крупных производственных предприятий используются станки со специальными приспособлениями, а занимается этим отдельное структурное подразделение.
Для того чтобы заточить токарный инструмент своими руками на домашнем станке или сделать это в условиях небольшого предприятия, можно использовать различные методики. Выполнение этой процедуры возможно с помощью химических реактивов или с применением обычных точильных кругов. Следует отметить, что заточка токарного инструмента на специализированных или универсальных станках, в которых используется абразивный круг, является самым недорогим, но эффективным методом придания резцам требуемых геометрических параметров.
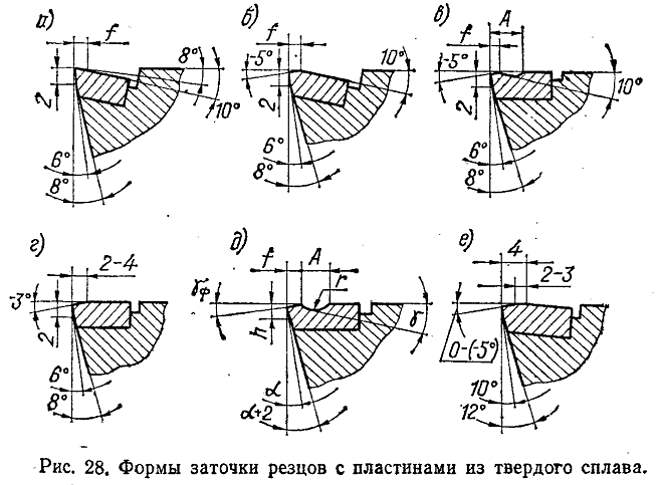
Варианты заточки резцов с режущими пластинами
Конечно, наиболее качественно токарные резцы по металлу затачиваются на специально предназначенном для выполнения такой процедуры станке. Если же подобного оборудования в вашем распоряжении нет, можно воспользоваться универсальным станком с точильным кругом. Подбирая такой круг, важно обращать внимание на материал, из которого изготовлена рабочая часть обрабатываемого инструмента. Так, чтобы эффективно заточить твердосплавный резец, вам понадобится круг из карборунда, имеющий характерный зеленый цвет. Инструменты, рабочая часть которых изготовлена из углеродистой или быстрорежущей стали, прекрасно обрабатываются на станках с кругами средней твердости, изготовленными из корунда.
Заточку токарных резцов по металлу можно выполнять без охлаждения или с охлаждением, что является более предпочтительным. Если заточка выполняется с охлаждением, то холодную воду следует равномерно подавать в то место, где токарный резец соприкасается с точильным кругом. В том случае, когда охлаждение в процессе заточки не используется, после ее выполнения нельзя сразу резко охлаждать инструмент: это может привести к растрескиванию его режущей части.
Научиться затачивать токарные резцы на точильном станке своими руками можно по обучающему видео. В процессе выполнения такой процедуры важно придерживаться определенной последовательности. В первую очередь на точильном круге обрабатывают заднюю основную поверхность, затем заднюю вспомогательную, а в самую последнюю очередь точат переднюю. Последним этапом заточки является обработка вершины резца – придание ей требуемого радиуса закругления.
В процессе выполнения заточки резец постоянно передвигают по кругу, стараясь не прижимать его очень сильно (это можно заметить на видео). Придерживаться такой рекомендации необходимо для того, чтобы поверхность круга изнашивалась равномерно, а также чтобы режущая кромка токарного резца получилась максимально ровной.
Особенности заточки резцов для токарного станка
Существуют определенные нюансы, которые следует учитывать при заточке токарных резцов своими руками с использованием точильного станка. Так, выполнение обработки задней поверхности резца осуществляется в три этапа.
- Первоначально заднюю поверхность обрабатывают под углом, равным заднему углу самой державки. Как правило, он получается несколько больше, чем задний угол резания (приблизительно на 5 градусов).
- На втором этапе обрабатывают заднюю поверхность самой режущей пластины. При этом ее затачивают под углом, превышающим задний угол резания на 2 градуса.
- Третий этап — это формирование требуемого заднего угла при помощи доводки. Важно, что такой угол формируют не на всей задней поверхности резца, а только на неширокой фаске, непосредственно прилегающей к режущей кромке.
В несколько этапов выполняется заточка и передней поверхности токарного резца. Так, предварительно ее затачивают на угол, равный углу расположения самой режущей пластины. Этот угол, как и в случае с задней поверхностью, несколько превышает передний угол резания. Непосредственно угол резания, который необходимо сформировать на передней поверхности резца, получают при помощи чистовой заточки или доводки. Этим процессам подвергают узкую полоску, прилегающую к режущей кромке твердосплавной пластины.

Использование подкладок при заточке
Для большего удобства выполнения заточки токарных резцов на точильных станках, а также для получения углов с заданными параметрами используются специальные подкладки, которые устанавливают между опорной поверхностью инструмента и столиком станка, где он располагается. Чтобы добиться еще более точной и качественной заточки, можно своими руками доработать конструкцию столика станка, сделав его регулируемым по высоте и углу поворота. После такой доработки станка необходимость в использовании подкладок определенной толщины отпадает.
При выполнении заточки токарного резца важно обращать внимание на то, чтобы его режущая кромка располагалась на одном уровне с центром точильного круга, но не ниже, чем 3–5 мм по отношению к нему. Следует учитывать и направление вращения точильного круга. Это необходимо для того, чтобы сделать процесс заточки более безопасным, а также чтобы минимизировать риск отрыва режущей пластины от державки резца. Точильный круг в процессе выполнения заточки должен вращаться так, чтобы прижимать режущую пластину, а не отрывать ее от державки.
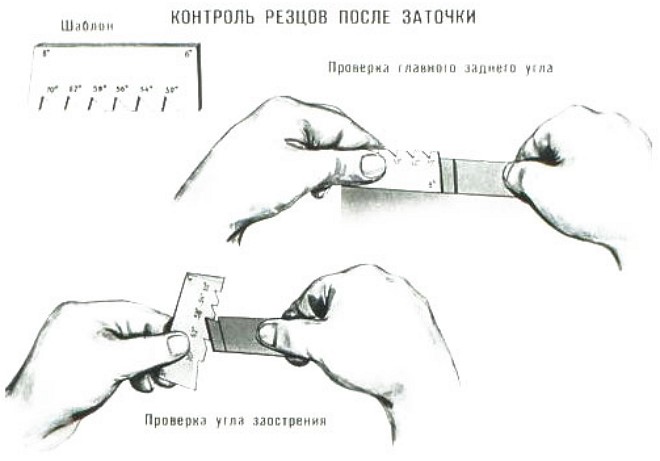
Шаблон для проверки правильности заточки резцов
Естественно, что после осуществления заточки режущего инструмента для токарного станка по металлу необходимо проверить правильность ее выполнения. Проще всего выполнить такую процедуру при помощи специального шаблона, который можно приобрести или изготовить своими руками. Если купить готовый образец не представляется возможным, то самостоятельно его сделать лучше из листовой стали, которая может подвергаться закалке.
Высокая твердость такого шаблона, которую он получит после закалки, даст возможность использовать его на протяжении длительного периода. Изготавливая трафарет, следует сделать на нем вырезы, соответствующие наиболее ходовым углам заточки. Только после выполнения таких вырезов готовый шаблон подвергают закалке. Следует иметь в виду, что от точности изготовления такого трафарета в полной мере будет зависеть то, насколько правильно будет заточен ваш резец для токарного станка по металлу.
После выполнения заточки режущие грани инструмента необходимо довести до требуемого состояния. Такой доводке подвергаются небольшие участки поверхностей резца (шириной до 4 мм), непосредственно прилегающие к его режущим граням. Для выполнения доводки используют медные оселки и присадки, выбор которых зависит от материала изготовления рабочей части инструмента. Так, для доводки твердосплавных резцов на оселок наносят специальную пасту или карбид бора, смоченный керосином. Для доводки резцов из других материалов используют оселки с небольшим уровнем абразивности, поверхность которых смачивают машинным маслом или керосином.
Источник
Заточка токарных резцов

Чтобы предупредить появление на точеных деталях задиров и сколов, избежать досадных срывов инструмента и прочих неприятностей в токарной работе, важно использовать правильно заточенные токарные резцы. Как добиться правильной заточки? Мы задали этот вопрос трем профессиональным токарям. Их ответы звучали одинаково: «Применять заточные приспособления». Все трое уверяли, что после покупки хорошего токарного станка и комплекта высококачественных резцов лучшим приобретением для токаря-профессионала или любителя станет универсальное точило с набором заточных приспособлений, например Wolverine Grinding Jig компании Oneway. Мы поинтересовались, как правильно использовать такие приспособления, и вот что нам удалось узнать.

Прежде всего, хорошо изучите приспособление
Весь комплект Wolverine Grinding Jig состоит из двух фиксаторов-оснований, выдвижного подручника с V-образным упором, регулируемого подручника с площадкой и двух дополнений: насадки-держателя для заточки косых резцов и универсального держателя.
Выдвижной подручник с V-образным упором можно использовать отдельно для заточки отрезных и обдирочных резцов или в паре с универсальным держателем (для ногтевидной заточки полукруглых резцов). Для заточки косого резца-мейселя закрепите на выдвижном подручнике соответствующую насадку-держатель. Регулируемый подручник с плоской площадкой полезен при заточке скребков, а также других инструментов, например лезвий рубанков или стамесок. Регулируемые фиксаторы-основания помогают правильно закрепить подручники. При этом оба подручника можно установить у любого из абразивных дисков. Фиксаторы-основания крепятся прямо под абразивными дисками (рис. 1), но следует убедиться, что сумеете использовать их с имеющимся у вас точилом. Чтобы поднять оси дисков на требуемую высоту, установите прокладки между точилом и платформой.

В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом без множества мелких граней, типичных при ручной заточке.
В рекламных каталогах встречаются дорогие приспособления, делающие заточку токарных резцов чуть ли не автоматически. Их цена порой превышает стоимость комплекта лучших резцов из быстрорежущей стали. Но лаже самые дорогие инструменты не станут работать как следует, если они неправильно заточены. Wolverine Jig позволяет легко выполнить то, что не удается сделать большинству людей вручную: получить гладкие, равномерные фаски под точным углом
Что нужно знать про точила и абразивные диски
Большинство моделей электроточил поставляются с дисками из серого электрокорунда, вращающимися с частотой около 3000 об/мин. Такая комбинация высокой окружной скорости и твердого абразива часто вызывает перегрев режущей кромки, приводящий к ее быстрому затуплению. Наши эксперты рекомендуют обзавестись более медленным электроточилом с частотой вращения 1725-2000 об/мин и белыми абразивными дисками диаметром 200 мм из окиси алюминия. Поверхность таких «мягких» дисков при заточке быстро изнашивается, обнажая новые острые частицы абразива. Процесс заточки становится более эффективным, а режущая кромка меньше нагревается. Установите на свое электроточило один диск зернистостью 60 единиц для быстрого формирования фаски и один диск зернистостью 100 единиц для обычной заточки. Если у вас уже есть точило с частотой вращения диска 3000 об/мин, не нужно от него избавляться. Установка «мягкого» диска из белой окиси алюминия дает больший эффект, чем снижение частоты вращения. Сгодится и точило со 150-миллиметровыми дисками, но независимо от размера точила заменяйте изношенные диски, когда их диаметр уменьшится до 120 мм.
Для регулярной правки диска (очистки его от металлических частиц и выравнивания поверхности) потребуется сравнительно недорогой алмазный карандаш или специальное зубчатое приспособление — шарошка. Для получения лучшего результата заточку следует вести, слегка прижимая инструмент к вращающемуся диску и постоянно перемещая его из стороны в сторону, чтобы на диске не образовывались канавки. При использовании выдвижного подручника с V-образным упором в целях собственной безопасности следите, чтобы точка контакта инструмента с диском находилась значительно выше оси вращения диска. Используя подручник с плоской площадкой, устанавливайте его так, чтобы между диском и передним краем площадки было не более 3 мм. Все настройки приспособлений следует производить только при выключенном электроточиле.
Обдирочный резец-рейер

Установите в V-образный упор подручника конец ручки рейера и прижмите его фаску к абразивному диску. Настройте подручник на заточку фаски под углом 45° (рис. 3). Коснитесь фаской резца вращающегося диска, начав заточку с одной стороны желобка. Плавно поворачивайте резец, слегка прижимая его к диску, чтобы за один прием получить равномерную фаску до другого уголка (фото С). Старайтесь выдержать угол 90°, показанный на рисунке.

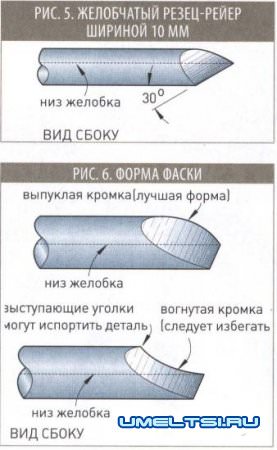
Узкий рейер и резец для точения чаш

Эти резцы поступают в продажу с различными вариациями заточки. В некоторых случаях такая заточка работает неплохо, но чаще приходится полностью перетачивать резец. Боковая заточка таких резцов с удлиненной режущей кромкой и меньшей вероятностью врезания в деталь становится все более популярной. (При боковой заточке фаска простирается дальше от кончика вдоль краев клинка в противоположность прямой заточке, как у обдирочного рейера.) Из-за большого количества движений, которые непросто описать доходчиво, такая заточка требует большой практики, и не каждый сможет выполнить ее вручную. К счастью, универсальная насадка-держатель приспособления Wolverine Jig позволяет делать это, даже не имея опыта.

Для заточки узкого рейера или резца для точения чаш зажмите инструмент в универсальном держателе так, чтобы его кончик выступал на 45 мм. Вставьте ножку держателя в вырез выдвижного подручника и коснитесь кончиком резца абразивного диска. Измените положение подручника и угол ножки держателя для заточки фасок (рис. 4 и 5). Не включая точила, коснитесь диска фаской резца и попрактикуйтесь в перемещении инструмента из стороны в сторону, стараясь добиться плавности и непрерывности, что поможет получить качественный результат. Затем включите станок и, слегка касаясь вращающегося диска фаской резца, покачивайте инструмент.

Чтобы фаска по обеим сторонам желобка проходила на расстоянии 13-18 мм от кончика резца для точения чаш, как показано на рис. 6, следует поворачивать инструмент дальше чем обычно. Посмотрите на фаску сбоку. Профиль режущей кромки должен быть плавным и слегка выпуклым. При вогнутом профиле на краях желобка образуются выступающие уголки, увеличивающие вероятность врезания в деталь. Исправьте вогнутый профиль, сточив больше металла с уголков и пятки.
Косой резец-мейсель

Режущая кромка мейселя, обычно скошенная под углом 70°, образована двумя фасками под углом 20° (рис. 7). Если угол резца требует корректировки, установите площадку регулируемого подручника так, чтобы кончик резца был направлен точно к центру абразивного диска, и сточите скос под углом 70°. Сформировав скос, закрепите на выдвижном подручнике насадку-упор для заточки косых резцов. Поставьте мейсель в один из V-образных вырезов упора, направив скос в сторону диска. Приложив к диску фаску резца, настройте подручник для заточки фасок под углом 20°. Перемещайте рабочий конец резца по диску из стороны в сторону. Регулярно переворачивайте инструмент и вставляйте конец его ручки в другой V-образный вырез упора, чтобы режущая кромка располагалась точно посередине толщины клинка.

Полукруглый скребок

Фаски скребков обычно затачиваются под углом 75° (рис. 8), поэтому нужно установить площадку регулируемого подручника в соответствии с этим углом. Затачивая полукруглый скребок, начните работу у одного края и сточите фаску по всей ее длине одним непрерывным движением. Сделайте, если требуется, несколько проходов для получения плавной дуги. Избегайте кратковременных касаний резцом вращающегося диска.
Источник



