
- Как сделать прижимное устройство к строгальному деревообрабатывающему станку
- Виды строгальных станков
- Назначение прижимного устройства для станка
- Самодельный прижим: вариант №1
- Самодельный прижим: вариант №2
- Боковой упор для фуговального станка своими руками
- Виды строгальных станков
- Применение
- Назначение прижимного устройства для станка
- Преимущества и недостатки использования прижимного устройства
- Самодельный прижим: вариант №1
- Прижимное приспособление для станка
- Самодельный прижим: вариант №2
- Изготовление рейсмуса своими руками – чертежи самодельного строгального станка
- Различные конструкции фуговальных станков
- Основные узлы
- Основная идея
- Основные понятия
- Подготовка необходимых аксессуаров к работе
- Части конструкции станка
- Изготовление самодельного фуговального станка
- Боковая стенка
- Основание станка
- Задний стол
- Передний подвижный стол
- Боковой упор
- Быстросъемный параллельный упор для станков своими руками
- Чертежи фуговального станка
- Безопасность при работе с самодельным оборудованием
- Описание
Как сделать прижимное устройство к строгальному деревообрабатывающему станку
Для обработки деревянных поверхностей в станках устанавливаются пилы или валы специальной формы. Однако в некоторых моделях отсутствует прижимное устройство, которое обеспечивает максимальный контакт заготовки с зоной обработки. Для модификации подобный механизм можно сделать своими руками.
Виды строгальных станков

Конструкция прижимного механизма напрямую зависит от модели оборудования. Поэтому предварительно необходимо тщательно изучить техническую документацию, особенности элементов станка, их характеристики.
Наиболее распространенный вариант представляет собой силовую установку (электродвигатель), которая приводит в движение цилиндрическую ножевую головку. Ее верхняя часть находится выше уровня опорного стола. Последний может смещаться относительно режущей части в вертикальном направлении. Таким образом регулируется глубина обработки деревянной заготовки. Подобную модель можно сделать своими руками.
Кроме вышеописанного деревообрабатывающего станка для массового производства применяют следующие виды оборудования:
- рейсмусовые с одной режущей головкой;
- циклевальные. Устанавливаются на линиях по сборке мебели, дверных и оконных конструкций;
- двух, трех и четырехгранные. Обработка происходит сразу в нескольких плоскостях, что повышает производительность;
- модели с несколькими ножами.
Практически все современное оборудование имеет прижимы. Исключение составляют станки, сделанные своими руками или старые модели.
При выборе конструкции фиксатора следует обращать внимание на конфигурацию оборудования. После ее монтажа эксплуатационные и технические качества не должны ухудшиться.
Назначение прижимного устройства для станка
На первый взгляд модификация деревообрабатывающего станка необходима только для фиксации заготовки. Однако при правильном выборе схемы изготовления установленная часть может выполнять ряд других, не менее важных функций.
Во время обработки деревянных изделий можно отрегулировать их фиксацию вручную. В итоге это сказывается на качестве поверхности. В особенности это касается тонких планок, толщина которых не превышает 2-3 см. Поэтому фиксирующее устройство, сделанное своими руками, после установки на станок должно иметь следующие функции:
- плавная регулировка уровня фиксации. Осуществляется путем равномерного давления на деталь;
- качество обработки не должно зависеть от длины изделия;
- во время работы элементы оборудования не повреждают деревянную поверхность;
- безопасность. Эксплуатационные качества механизма должны отвечать современным требованиям безопасности труда.
Перед началом проектирования рекомендуется ознакомиться с аналогичными заводскими моделями. Для изготовления прижимного механизма своими руками будут применяться подручные материалы. Поэтому при выборе оптимальной конструкции необходимо руководствоваться принципом целесообразности.
Для фуговального станка специалисты не рекомендуют устанавливать устройство для фиксации. Это может отразиться на качестве изделий.
Самодельный прижим: вариант №1

Чаще всего для изготовления вышеописанной конструкции за основу берут деталь от старой стиральной машины, а в частности — валики для выжимания влаги. В некоторых случаях после небольшой модификации дополнение можно установить на оборудование.
Рама состоит из четырех опорных лап, которые соединяются между собой П-образным профилем. На нем устанавливаются фиксирующиеся валы. Профили не фиксируются на основании, а свободно передвигаются по ним. В верхней части конструкции находится фиксирующая планка, соединенная с регулировочной ручкой червячной передачей. Для амортизации можно установить пружины, которые будут частично компенсировать сильное давление при обработке неровных поверхностей.
В составе конструкции следующие компоненты.
- Винт.
- Пластина для соединения.
- Пластина, обеспечивающая надежную фиксацию.
- Опорная стойка. Для комплектации потребуется 4 штуки.
- Два валика.
- Две боковых опоры для валиков.
- Компенсационные пружины — 2 шт.
- Гайка.
- Фиксирующие оси для валиков.
С помощью верхней ручки происходит регулирование степени прижима. Недостатком подобной модели является большая массивность. Она может подойти не для всех типов станков.
Для уменьшения трудоемкости изготовления механизма для строгального станка можно использовать валики стиральной машины. Предварительно их нужно обрезать.
Самодельный прижим: вариант №2
Альтернативным вариантом изготовления прижима для станка своими руками является небольшая модификация оборудования. Она заключается в монтаже по бокам станины двух реек. В основной рабочий вал устанавливаются два подшипника, которые проходит фиксирующая ось.
Сложность может заключаться в конфигурации станины. Все модели имеют ровные края, обеспечивающие монтаж проушин. Регулировка степени зажима осуществляется с помощью пружины. Она смещается по рейкам, тем самым изменяя давление на заготовку.
- Основной рабочий вал.
- Подшипники.
- Ось с резьбой.
- Гайка.
- Пластины.
- Тяга.
- Пружины.
- Фиксация для пружин.
- Ось эллипса.
- Две пластины.
- Стопор.
- Эллипс.
- Рукоятка.
- Ось.
- Две проушины.
- Уголок.
- Болт для крепления.
Преимуществом этой системы является увеличение производительности труда. При подаче заготовки ее торцевая часть будет упираться в вал, приподнимая его. Это позволит обрабатывать несколько деталей без предварительной регулировки самодельного прижима.
В видеоролике показан пример еще одной конструкции фиксирующего механизма:
Источник
Боковой упор для фуговального станка своими руками
Виды строгальных станков
Конструкция прижимного механизма напрямую зависит от модели оборудования. Поэтому предварительно необходимо тщательно изучить техническую документацию, особенности элементов станка, их характеристики.
Наиболее распространенный вариант представляет собой силовую установку (электродвигатель), которая приводит в движение цилиндрическую ножевую головку. Ее верхняя часть находится выше уровня опорного стола. Последний может смещаться относительно режущей части в вертикальном направлении. Таким образом регулируется глубина обработки деревянной заготовки. Подобную модель можно сделать своими руками.
Кроме вышеописанного деревообрабатывающего станка для массового производства применяют следующие виды оборудования:
- рейсмусовые с одной режущей головкой;
- циклевальные. Устанавливаются на линиях по сборке мебели, дверных и оконных конструкций;
- двух, трех и четырехгранные. Обработка происходит сразу в нескольких плоскостях, что повышает производительность;
- модели с несколькими ножами.
Практически все современное оборудование имеет прижимы. Исключение составляют станки, сделанные своими руками или старые модели.
При выборе конструкции фиксатора следует обращать внимание на конфигурацию оборудования. После ее монтажа эксплуатационные и технические качества не должны ухудшиться.
Применение
Даже лучшие ножи не будут работать идеально до тех пор, пока не установлены правильно и ровно. Вставьте сменные ножи соответствующие места в фрезерной головке и идеально выровняйте их с помощью данного приспособления CMT 792 — Магнитного набора точной установки ножей фуговальных фрез Правильно выставленные и отрегулированные сменные режущие элементы обеспечат лучшую производительность, лучшее качество резания и максимальный срок службы инструмента. Комплект позиционеров для выставления вылета, и выравнивания положения фуговальных ножей. Позиционеры состоят из:
- КЕРАМИЧЕСКИЙ УСТАНОВОЧНЫЙ ЭЛЕМЕНТ
- МАГНИТНЫЕ ПОЗИЦИОНЕРЫ
- СТОПОРНЫЙ ВИНТ

Назначение прижимного устройства для станка
На первый взгляд модификация деревообрабатывающего станка необходима только для фиксации заготовки. Однако при правильном выборе схемы изготовления установленная часть может выполнять ряд других, не менее важных функций.
Во время обработки деревянных изделий можно отрегулировать их фиксацию вручную. В итоге это сказывается на качестве поверхности. В особенности это касается тонких планок, толщина которых не превышает 2-3 см. Поэтому фиксирующее устройство, сделанное своими руками, после установки на станок должно иметь следующие функции:
- плавная регулировка уровня фиксации. Осуществляется путем равномерного давления на деталь;
- качество обработки не должно зависеть от длины изделия;
- во время работы элементы оборудования не повреждают деревянную поверхность;
- безопасность. Эксплуатационные качества механизма должны отвечать современным требованиям безопасности труда.
Перед началом проектирования рекомендуется ознакомиться с аналогичными заводскими моделями. Для изготовления прижимного механизма своими руками будут применяться подручные материалы. Поэтому при выборе оптимальной конструкции необходимо руководствоваться принципом целесообразности.
Для фуговального станка специалисты не рекомендуют устанавливать устройство для фиксации. Это может отразиться на качестве изделий.
Преимущества и недостатки использования прижимного устройства
Достоинства строгания с прижимным устройством:
- пропадает нужда приближать руки к режущему устройству станка;
- возможна обработка тонких пиломатериалов;
- заготовка примыкает к лезвию по всей ширине с одинаковым давлением, строгание происходит на одинаковую глубину;
- устройств достаточной ширины закрывает ножевой вал целиком;
- регулировка прижимного усилия позволяет задать оптимальный угол образуемый передней гранью резца и плоскостью резания;
- обрабатываемая деталь не отрывается от подающей и принимающей поверхностей стола, не образуются сколы, задиры.
На заметку. Чем меньше угол резания при строгании, тем вероятнее появление отщепов, заколов. Слишком большой угол чреват заламыванием стружки.
Использование прижимного устройства может приводить к затратам времени: на настройку прижимов, а также на демонтаж перед обработкой детали большой толщины.
Самодельный прижим: вариант №1
Чаще всего для изготовления вышеописанной конструкции за основу берут деталь от старой стиральной машины, а в частности — валики для выжимания влаги. В некоторых случаях после небольшой модификации дополнение можно установить на оборудование.
Рама состоит из четырех опорных лап, которые соединяются между собой П-образным профилем. На нем устанавливаются фиксирующиеся валы. Профили не фиксируются на основании, а свободно передвигаются по ним. В верхней части конструкции находится фиксирующая планка, соединенная с регулировочной ручкой червячной передачей. Для амортизации можно установить пружины, которые будут частично компенсировать сильное давление при обработке неровных поверхностей.
В составе конструкции следующие компоненты.
- Винт.
- Пластина для соединения.
- Пластина, обеспечивающая надежную фиксацию.
- Опорная стойка. Для комплектации потребуется 4 штуки.
- Два валика.
- Две боковых опоры для валиков.
- Компенсационные пружины — 2 шт.
- Гайка.
- Фиксирующие оси для валиков.
С помощью верхней ручки происходит регулирование степени прижима. Недостатком подобной модели является большая массивность. Она может подойти не для всех типов станков.
Для уменьшения трудоемкости изготовления механизма для строгального станка можно использовать валики стиральной машины. Предварительно их нужно обрезать.
Прижимное приспособление для станка
Раздел: Полезные приспособления
В зависимости от вида работы, на всех деревообрабатывающих станках используются дисковые пилы или строгальный вал. Но не все станки оборудованы прижимным приспособлением, позволяющим надежно фиксировать большие заготовки к строгальным ножам.
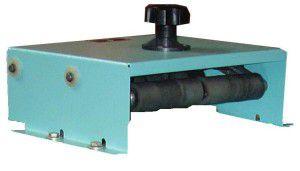
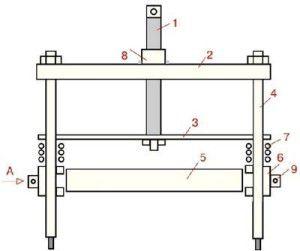
Мой вариант прижимного устройства позволяет обрабатывать доски шириной до 250 мм и брусья толщиной более 100 мм, при этом обеспечивает надежную фиксацию и максимальную безопасность работы. К тому же легко монтируется и снимается на любой деревообрабатывающий станок.
Установил прижимное приспособление на рабочем столе с помощью четырех опорных стоек 4
. снизу зажав их гайками М 12
(рис. 1)
. На стойках вверху закрепил пластину
2
с винтом
1
. который вращается в гайке
8
приваренной к пластине. На другом конце винта гайкой М 14 зафиксировал прижимную пластину
3
позволяющую винту свободно вращаться, перемещая ее вверх-вниз. По краям пластины жестко закрутил болты М 12, проходщие внутри пружин 7 и сквозные отверстия о боковых опорах
6
. В их проточках установил с помощью осей 9 и подшипников прижимные валики
5
.
Прижимное приспособление фиксирую на строгальном столе так, чтобы ножи располагались посредине. Доску (брус) кладу на стол и, постепенно закручивая винт, достигаю требуемого нажатия. Проталкиваю ее впереди, не давая выйти из-под прижимного приспособления, запускаю следующую доску. Тем самым заготовка прижимается с одинаковым усилием по всей длине.
Самодельный прижим: вариант №2
Альтернативным вариантом изготовления прижима для станка своими руками является небольшая модификация оборудования. Она заключается в монтаже по бокам станины двух реек. В основной рабочий вал устанавливаются два подшипника, которые проходит фиксирующая ось.
Читать также: Инструмент для вальцовки медных труб
Сложность может заключаться в конфигурации станины. Все модели имеют ровные края, обеспечивающие монтаж проушин. Регулировка степени зажима осуществляется с помощью пружины. Она смещается по рейкам, тем самым изменяя давление на заготовку.
- Основной рабочий вал.
- Подшипники.
- Ось с резьбой.
- Гайка.
- Пластины.
- Тяга.
- Пружины.
- Фиксация для пружин.
- Ось эллипса.
- Две пластины.
- Стопор.
- Эллипс.
- Рукоятка.
- Ось.
- Две проушины.
- Уголок.
- Болт для крепления.
Преимуществом этой системы является увеличение производительности труда. При подаче заготовки ее торцевая часть будет упираться в вал, приподнимая его. Это позволит обрабатывать несколько деталей без предварительной регулировки самодельного прижима.
В видеоролике показан пример еще одной конструкции фиксирующего механизма:
Нужна фота или чертеж конструкции прижима заготовки на фуговальном станке
А может попробовать использовать принцип отжима белья в старых «советских» стиральных машинах. Помните, были такие два ролика и ручкой крутили.
Так я и намерен детали из этого узла использовать, а именно сам валик а над конструкцией прижима нада подумать , вместе с форумом.
А может попробовать использовать принцип отжима белья в старых «советских» стиральных машинах. Помните, были такие два ролика и ручкой крутили. __________________
А что у вас за фуганок?
Да обыкновенный самопальный фуганок с тремя ножами. А какая разница?
Так даже лучше.Ибо крепить к заводской конструкции сложней!Мысли та уже есть?
Да мысли то есть но как-то немогу их в одну кучу сложить, может с понедельника начну делать то постараюсь сфоткать чего получилось
А можно уточнить фуганок ручной или станок фуговальный ?? Если станок то не советую ставить прижим, если хотите получить ровную поверхность. По собственному опыту знаю, когда начинал работать на фуговальном станке старался сильнее прижать заготовку к столам да побольше снять за проход, думал меньше «гонять» нужно, а после рейсмуса посмотриш иль горб или яма. Поставил потом на 1-1.5 мм, на заготовку не давиш а лиш держиш чтоб не «гуляла». После рейсмуса одно загляденье все ровное и гладкое, особенно хорошо если 3 ножа на валу, меньше заготовка прыгает.
[email protected] написал : сильнее прижать заготовку к столам да побольше снять за проход, думал меньше «гонять» нужно, а после рейсмуса посмотриш иль горб или яма. Поставил потом на 1-1.5 мм, на заготовку не давиш а лиш держиш чтоб не «гуляла»гладкое, ос. После рейсмуса одно загляденье все Пожаловаться на это сообщение
Да дело не в усилии, допустим плоскости у заготовки с обеих сторон выпуклые (по форме элипса). Ну и как тут прижимом ровно фугануть ? А тут рукой чуть приподнял а потом чутка нажал глядиш плоскость получится.
Если Вы хотите получить ровную поверхность при фуговке – напрочь забудьте о всяких прижимах, от них только один вред, пользы ноль. Примите к сведению, что любая доска это пружина : если при фуговке её даже слегка прижать к поверхности стола а после фуговки отпустить (т.е. удалить вертикальную нагрузку) доска примет первоначальную форму (т.е. первоначальную кривизну), вот только станет тоньше на величину снятого при строжке материала. Таким образом её можно «выравнивать» до толщины газетного листа. Для получения идеально ровной поверхности доски важны два других момента: -очень острые ножи (в одной из мастерских, где мне довелось работать, ножи на фуганке менялись не реже одного раза в день – шло очень много дуба, бука и берёзы); -максимально точное выставление режущих ножей по приёмной поверхности фуганка – не выше и не ниже. Всё остальное . от лукавого. Начинать фуговку надо всегда «пузом к верху» – выравнивать нижнюю сторону, «пузо» убирается в рейсмусе. «Пузо» с двух сторон = жуткая редкость, но и в этом случае – б о льшим вверх.
Строгание древесины – непременная стадия деревообработки. Строгать можно как ручным рубанком, так и электрическим, но для более профессиональной работы лучше подойдёт фуговальный станок. Промышленный образец стоит больших денег, поэтому тут попробуем разобраться, как изготовить фуговальный станок своими руками, используя бытовой электробубанок.
Читать также: Виброопора ов 31м характеристики
Изготовление рейсмуса своими руками – чертежи самодельного строгального станка
В деревообрабатывающем производстве трудно обойтись без современного столярного оборудования, с помощью которого осуществляют обработку бруса, досок, придавая их сторонам идеально ровную поверхность. Для этих целей предназначен строгальный станок, способный справится с большими по площади изделиями.
Изготовленный своими руками рейсмус отличается малым весом, поэтому его легко установить или, убрав за ненадобностью, перевезти в другое место. Он имеет несложную регулировку, прост в эксплуатации и обеспечивает высокое качество обработки поверхностей.
На этапе проектирования рейсмусового станка определяют конфигурацию будущего оборудования. В заводских моделях подачу осуществляют верхние ролики, требующие правильной настройки скорости вращения, что проделать в домашних условиях сложно. Самодельные конструкции, напротив, должны быть предельно простыми. Чтобы облегчить процесс их изготовления, отказываются от автоматической подачи заготовки для ее обработки и берут за основу фуганок – еще один вид деревообрабатывающего инструмента.
Кроме этого, следует предусмотреть следующие характеристики будущего строгального станка:
- Возможность изменения положения опорного стола, что необходимо для регулировки его высоты относительно режущего вала.
- Выбор обрабатывающего инструмента. Лучшее решение использовать запчасти от старой фабричной модели, которые обладают требуемыми техническими параметрами.
- Наличие устойчивой рамы. Во время работы оборудования неизбежно появляется вибрация, поэтому для увеличения качества обработки нужно снизить ее воздействие на обрабатываемые заготовки.
Для реализации поставленных задач составляют правильную схему, взяв за основу чертежи заводских моделей, готовые технические решения. Обязательно учитывают опыт изготовления самодельных рейсмусовых станков, а также размеры, толщину, породу древесины обрабатываемых заготовок.
При наличии необходимого инструмента и материалов сборка рейсмусового оборудования по дереву не займет много времени. Потребуются:
- токарный станок для изготовления валиков, шкивов;
- сверлильный станок или дрель, для проделывания отверстий в крепежных элементах;
- сварочный аппарат для сборки подающего стола, станины;
- болгарка для отрезки, подгонки деталей конструкции под требуемый размер.
Существует много вариантов, как сделать рейсмус своими руками, но оптимальные габариты для самодельного устройства не должны превышать 1х1 метра. Эти параметры позволяют обрабатывать заготовки любых размеров, при этом изделие получается мобильным и его будет удобно переставить, перевезти на другое место. Оборудование располагают таким образом, чтобы обеспечить доступ со всех сторон.
Если планируется стационарное использование, то чтобы исключить в будущем проявление излишней вибрации каркас бетонируют, закрепляют при помощи анкерных болтов.
Первым делом по предварительно составленным чертежам осуществляют сборку станины. Для придания конструкции необходимой жесткости берут железный уголок 50х50 мм, при его отсутствии профильную квадратную трубу 40х40 мм.
Размеченные элементы станины нарезают при помощи болгарки с абразивным кругом. Уложив на ровном месте, их собирают согласно схеме и производят сварку каркаса. Намечают отверстия крепления съемных частей и, используя дрель, просверливают их.
Завершив сварочные работы, приступают к установке валов: ножевого, прижимных, подающего. Для получения изделий высокого качества лучше приобрести ножевой вал целиком в сборе или готовые ножи для рейсмуса. Если есть возможность, прижимные валы делают из ручных выжимателей белья от старых стиральных машинок, прорезиненная поверхность которых мягко, но крепко удержит заготовки на рабочем столе.
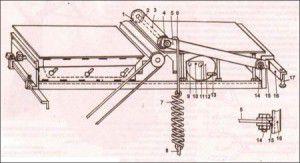
Шкивы для мотора, валов предпочтительнее устанавливать шестеренчатые, что позволит использовать цепную передачу, отличающуюся большой степенью надежности. В качестве двигателя выбирают асинхронный электромотор мощностью 4–5 кВт. Принципиальная схема расположения деталей показана на рисунке:
1 – рабочий стол подачи, выдачи заготовки; 2 – древесная заготовка; 3 – предохранительное приспособление; 4 – подающий верхний валик с рифленой поверхностью; 5 – передний прижим; 6 – ножевой вал; 7 – задний прижим; 8 – подающий верхний валик с гладкой поверхностью; 9 – нижний гладкий вал
Основание стола состоит из задней и передней частей, которые закреплены на подготовленных регулировочных устройствах. С помощью них изменяют высоту стола и положение обрабатываемой заготовки. Перед началом работ обязательно проверяют расположение ножей, надежность крепления и правильность заточки.
Настройку осуществляют следующим образом. Опорные ролики (8) опускают ниже уровня стола (10), а саму столешницу настолько, чтобы уложенный на нее предварительно обработанный деревянный брусок свободно проходил под ножевым валом. Медленно приподнимают стол, одновременно прокручивая вал, до касания им поверхности бруска. В момент прикосновения верхней гранью ножевого вала фиксируют положения стола.
Опустив рабочую поверхность на 0,3 мм, брусок перемещают под задний прижим (3), который регулируют винтами (2), стараясь получить касание шаблона. Дополнительно опускают на 0,7 мм (итого на 1 мм от начального уровня) и мерный штамп помещают под передний прижим (5), высота которого до момента касания бруска выставляется регулировочными винтами (6).
Опустив рабочую поверхность еще на 0,5 (1,5 мм от начального уровня), настраивают задний прижимной вал (1). Продолжая опускать на 0,5 мм, при помощи мерного шаблона изменяют высоту рифленого подающего вальца (7). Понизив еще на миллиметр, мерный шаблон устанавливают под когтевую защиту и регулируют высоту до момента касания. В завершении опорные ролики выставляют над поверхностью стола.
Различные конструкции фуговальных станков
Конструктивно фуговальное оборудование, изготовленное в промышленных условиях, сильно отличается от станков, изготовленных самостоятельно. Отличаются они используемыми материалами, технологиями, вспомогательным оборудованием и пр. Но, это не значит, что не будет востребован для домашнего применения самодельный фуговальный станок из простого электрорубанка. Для обработки небольших деталей в малом количестве он вполне подойдёт.
Строгальные станки по дереву бывают двух основных типов:
- Односторонние станки (именно об изготовлении такого варианта пойдёт речь). На таком оборудовании за один проход можно обработать только одну поверхность. Конструктивно – это наиболее простые устройства;
- Двусторонние или двух шпиндельные. Такое устройство, одновременно, может обработать две смежные поверхности детали. Такое оборудование довольно сложно изготовить самостоятельно.
Кроме вышеперечисленных видов можно ещё добавить, что станки могу быть как стационарные, так и мобильные.
Основные узлы
Прежде чем сделать самодельный фуганок нужно создать чертежи и разобраться с основными элементами, которые будут входить в схему. Как правило, строгальный станок состоит из следующих основных элементов:
- станины;
- вала с ножом;
- ролика;
- электродвигателя, от которого подается вращение;
- нескольких столов;
- упорного конька.
Устройство фуговального станка
Создаваемый чертеж самодельного фуганка должен содержать информацию о том, на каком расстоянии устанавливается электродвигатель с роликом и вал с ножами. Схема определяет то, насколько будет уменьшено количество вращений на выходе и увеличена мощность.
Конструкция строгольного стола
Основная идея
Да, такой самодельный фуговальный станок в отличие от серьезных промышленных образцов обладает рядом недостатков, а именно:
- Не может похвастаться высокой точностью обработки;
- Ширина обрабатываемой детали очень маленькая – всего 110 мм;
- Легкий – это недостаток, так как тяжелое массивное основание всегда придает устройству устойчивость и как следствие удобство в работе, что в итоге повышает качество результата.
- Небольшая мощность, ограниченная мощностью бытового электрорубанка;
- Материал корпуса – дерево, то есть не долговечный;
Тем не менее, у него есть и неоспоримые преимущества, которые делают его весьма полезным для достижения определенных целей и выполнения ряда задач, так как он обладает следующими достоинствами:
- Невысокая стоимость – серьезные фуговальные станки стоят десятки и сотни тысяч рублей, а этот стоимость этого самодельного фуговального станка складывается из стоимости рубанка и материалов;
- Компактность и мобильность – он с легкостью может храниться в любом месте в мастерской и быть развернут для работы в считанные минуты.
- Простота конструкции влияет на его надежность и ремонтопригодность.
- Возможность сделать необходимые размеры станка «под себя», например, можно увеличить длину рабочего стола или изменить высоту.
Основные понятия
В подобном оборудовании будут присутствовать многочисленные вращающиеся детали. Отсюда можно сделать вывод, что выполнить такой станок своими руками будет не так уж просто. Поэтому приступая к его изготовлению нужно рассчитать свои силы. Если у вас уже имеется некоторый подобный опыт, то вы справитесь с задачей. Стоит сразу отметить, что сделать фуговальный станок полностью из деталей собственного изготовления у вас не получится. Конечно, возможно в ваших «закромах» имеется большой ассортимент различных устройств, но такое бывает редко. В первую очередь это касается вала с ножами и подшипников. Их, скорее всего, придется докупать или даже заказывать. Но если все что нужно имеется в наличии, то можно смело приступать к проектированию.
Подготовка необходимых аксессуаров к работе
Для изготовления своими руками фуговального станка потребуются материалы, приспособления и инструмент, а именно:
- Ручной электрорубанок. Будет использован в качестве обрабатывающего древесину инструмента. Лучше всего использовать качественный, брендовый электроинструмент Makita, или Bosh – это дополнительная гарантия производительной, долголетней работы;
- Электролобзик с пилками. Как вариант можно использовать и обычный ручной лобзик, так как он нам понадобится лишь один раз для изготовления одной детали;
- Сверлильный станок со сверлами или дрель;
- Циркулярная пила или любой другой распиловочный станок. Как вариант можно использовать простую ручную пилу;
- Электрический шуруповерт;
- Саморезы по дереву (3,5х40 или 3,5х45);
- Фанера 10-15мм, для столов и прочих мелких деталей, 18-20мм – для боковой стенки станины. Как вариант можно использовать ДСП или OSB, но это крайне не желательный вариант;
- Массив дерева, для изготовления бокового упора, толщиной примерно 15-20мм.
Это ориентировочный набор того, что может понадобиться, чтобы изготовить самодельный фуговальный станок.
Части конструкции станка
Разберем основные конструктивные элементы:
| Наименование | Описание и назначение |
| Основание станка | Нижняя часть станка, на которой все устанавливается. |
| Боковая стенка | Несущая конструкция станка, которая служит для крепления электрорубанка и обоих столов. |
| Стол задний (неподвижный) | Совместно с передним столом образует плоскость движения заготовки. Крепится к боковой стенке. |
| Стол передний (с изменяемой высотой) | Совместно с задним столом образует плоскость движения заготовки. Крепится к боковой стенке. |
| Боковой упор | Устанавливается неподвижно на заднем столе. Используется для придания направления движения обрабатываемой детали. |
| Распорные уголки (рёбра жёсткости) | Служат для общего укрепления конструкции, а также, для поддержки заданного угла 90 градусов. |
| Электрорубанок | Основной элемент обработки заготовки. |
Изготовление самодельного фуговального станка
Боковая стенка
Прежде всего, изготовим боковую стенку, для этого используем фанеру толщиной 18-20мм размерами 150х480мм. Вырезав в заготовке место, в котором будет закреплён электрорубанок. Делать это следует при помощи электрического, или ручного лобзика, так как форма выборки имеет сложную конфигурацию.
Читать также: Крепеж для подвесной полки
На сверлильном станке в боковой панели следует сделать два паза на расстоянии 70 мм, с их помощью, в дальнейшем, будет крепиться основание переднего стола.
Основание станка
Изготавливаем основание. Это простой прямоугольник, который нужно вырезать на циркулярке или ином распиловочном станке из той же фанеры толщиной 18-20мм размерами 180х480мм. Тут все просто — соединяем основание и боковую стенку под углом 90 градусов саморезами в торец стенки.
В дальнейшем рубанок будет устанавливаться следующим образом.
Задний стол
Задний стол также изготавливается из фанеры 18-20мм размерами 150х600мм; выпиливается технологический проем, чтобы получилась вот такая форма.
Торцевую кромку проема нужно спилить под углом. Сделать это можно на циркулярной пиле или электролобзиком.
Далее, открутив 4 винта, снимаем неподвижную «подошву» с электрорубанка и размечаем стол будущего станка.
Просверлив необходимые технологические отверстия, их нужно их немножко раззенковать, чтобы штатные винты были утоплена «заподлицо» и не препятствовали движению заготовки.
Устанавливаем наш самодельный задний стол на место снятой подошвы электрорубанка штатными винтами. После этого нужно зафиксировать этот стол на боковой стенке саморезами в торец этой стенки.
Передний подвижный стол
Передний стол, который должен регулироваться по высоте, делается из двух прямоугольных деталей, скрепленных под углом 90 градусов. Для большей прочности конструкции нужно между ними сделать треугольные упоры. В данном примере все крепится на саморезы, тем не менее, рекомендуется для большей прочности еще места стыков промазать столярным клеем. В итоге должна получиться вот такая конструкция.
На расстоянии 70 мм друг от друга нужно сделать два сквозных отверстия диаметром 8-10 мм и в них забить мебельные забивные гайки. Лучше это сделать до сборки основания.
Установка подвижного стола делается с помощью двух винтов с обратной стороны боковой стенки. Для удобства можно использовать бинты с барашковой головкой или сделать самодельные крепления-держатели. Установка должно производиться так, чтобы плоскость подвижной части «подошвы» электрорубанка была в одной плоскости с подвижным столом фуговального станка.
Боковой упор
Боковой упор нужен, чтобы обеспечить ровное и параллельной движение заготовки, а также для выведения точного угла 90 градусов между рабочим столом и плоскостью упора. Изготавливается упор просто – из двух деталей, которые можно выполнить как из фанеры, так и из массива дерева. В данном случае использован массив.
Две прямоугольных заготовки скрепляются под углом 90 градусов, образуя «уголок». После чего его жестко крепят к неподвижной части стола.
Фуговальный станок своими руками из электрорубанка готов к работе.
Быстросъемный параллельный упор для станков своими руками
Здравствуйте, уважаемые читатели и самоделкины!
Одним из наиболее важных конструктивных приспособлений для множества разнообразных станков является параллельный упор. Без него невозможно выполнить ряд основных операций на циркулярном, фрезерном и ленточно-пильном станках.
Конечно, это приспособление почти всегда идет в комплекте с заводскими станками, однако некоторые станки можно сделать самостоятельно, это же касается и параллельного упора.
В данной статье автор YouTube канала «Crazy Workshop» расскажет Вам, как он сделал быстросъемную разновидность такого упора.
Этот проект достаточно прост в изготовлении, однако потребуется небольшой объем сварочных работ.
Материалы. — Стальные профильные трубы 20X20 40X40 мм — Бакелитовая барашковая гайка M8 — Листовая фанера 25 мм толщиной — Стальная шпилька M8, гайки, шайбы, уголки — Пружина сжатия, саморезы — Аэрозольная эмаль, клей ПВА, наждачная бумага.
На профильную трубу наносится слой клея ПВА, и к ней прикручивается фанерная деталь. При этом автор использует саморезы с конусной головкой под потай.
Конечно, перед склеиванием этих элементов нужно зачистить раму лепестковым диском, обезжирить и покрасить ее, чтобы защитить от коррозии.
Затягивая эту гайку, будет прижиматься подвижная «губка», и вся конструкция упора будет работать как подобие длинной струбцины, фиксируясь на краях стола.
Конечно, оба края стола должны быть параллельны друг другу.
Конечно, она требует нескольких доработок. Например, подвижный прижим стоит сделать с направляющей из 100-150 мм обрезка профильной трубы 35X35 мм, которая будет вставляться в раму практически без люфта.
К такой направляющей следует приварить трубу 20X20 мм, аналогично неподвижному упору.
Таким образом, параллельный упор будет фиксироваться с двух сторон стола широкими «губками», что уменьшит отклонение плоскости упора от угла в 90 градусов относительно края стола.
Благодарю автора за реализацию простой конструкции быстросъемного параллельного упора для станков.
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.
Чертежи фуговального станка
Приведем чертежи предлагаемого устройства.
Боковая стенка. Вид №1
Боковая стенка. Вид №2
Стол передний. Вид 1
Стол передний. Вид 2
Безопасность при работе с самодельным оборудованием
При работе с любым инструментом нужно соблюдать технику безопасности, так как игнорирование ее может стать причиной разных травм. Коротко перечислим рекомендуемые меры по обеспечению безопасности работы мастера на данном станке.
- Всем изготовленным деталям рекомендуется снять острые фаски и ошкурить для исключения возможности травмирования рук (занозы и пр.)
- При работе необходимо использовать стружкоотсос или специальный пылесос, например, циклонного типа для удаления из зоны пиления опилок и пыли, которая может нанести следующий вред:
| Мастеру | Попадание в дыхательные органы и глаза |
| Инструменту | Попадание внутрь инструмента и: |
- ухудшение свойств смазки, как следствие перегрев
- затруднение движения частей инструмента, как следствие перегрев
- засор воздушных путей для охлаждения инструмента, как следствие перегрев
- При работе необходимо использовать толкатели, так как при работе с мелкими деталями не исключено попадание рук мастера в зону резания, что приведет к травме.
Описание
Набор CMT792 состоит из двух установщиков, имеющих:
- магнитный керамический установочный элемент;
- магнитные подошвы;
- прецизионный стопор;
- поставляется в пенале из древесины твёрдой породы.
Два способа настройки:
- установка на корпус над местом крепления сменного ножа, определяя его позицию;
- установка одновременно на рабочую поверхность стола станка и на корпус фрезы над местом крепления сменного ножа, определяя его позицию (позволяет идеально выравнять сменные режущие элементы, даже если стол станка изрядно изношен).
Посмотреть Инструкция по использованию CMT792 на русском языке в формате pdf
Производство CMT (Италия).
«CMT Utensili SpA» (СМТ) производит высококачественный режущий инструмент и оснастку для обработки древесины, деревосодержащих ДСП, МДФ, ОСБ, пластика, алюминия — фрезы, сверла, дисковые пилы, сменные ножи и пр. История CMT началась в 1962 году в Италии, сегодня это крупный производственный центр с подразделениями в Италии, Испании и США. Более 40 лет СМТ инвестирует в самое современное оборудование с ЧПУ, инженерно-конструкторские разработки, опыт персонала. Инструменты СМТ легко узнать благодаря фирменному оранжевому покрытию CMT ORANGE TOOLS, в продукции используются лучшие материалы: сталь von Moos Stahl AG (Швейцария), твёрдый сплав CERATIZIT (Люксембург), покрытия Du Pont.
Источник



