ПРОСТОЙ НАМОТОЧНЫЙ СТАНОК

Делал только на один раз, так, что вид — «как из под топора», это нормально. Длина основания 35 см (но 50 см будет лучше), ширина 12 см (а вот этот параметр будет, в большинстве случаев, вполне достаточен), толщина 1,5 см. Размер стоек: ширина 4 см, высота 10 см, крепятся к основанию двумя шурупами (диаметр 4-5 мм и длина не менее 40 мм) каждая. Сверху на стойках овальная канавка для вала (глубиной в половину диаметра) и полукруглый в одной половинке фиксатор вала, он же прижим. В какой-то степени можно регулировать натяжение наматываемого провода, а также в любой момент приостановить намотку – всё останется на месте (провод не ослабнет – витки не слетят). Очень полезная возможность – проверено. Затем нужно из проволоки диаметром 6мм сделать воротки. Размеры, как говориться, «по вкусу» (предлагаю длину гибов 170 х 60 х 30 мм). На валу нужна резьба М6 для возможности фиксации катушки на валу при помощи гаек, если без резьбы, то нужны стопоры (их лучше припаять к пластинам зажимающим катушку), после установки они фиксируются на валу винтами.

По размеру окна наматываемой катушки, для удержания её центра строго на оси вращения вала, нужны два квадрата (да хоть из толстого картона) с отверстиями 6мм по середине, а также втулка (например пластмассовая), в качестве распорки между ними, её длина равна длине наматываемой катушки.

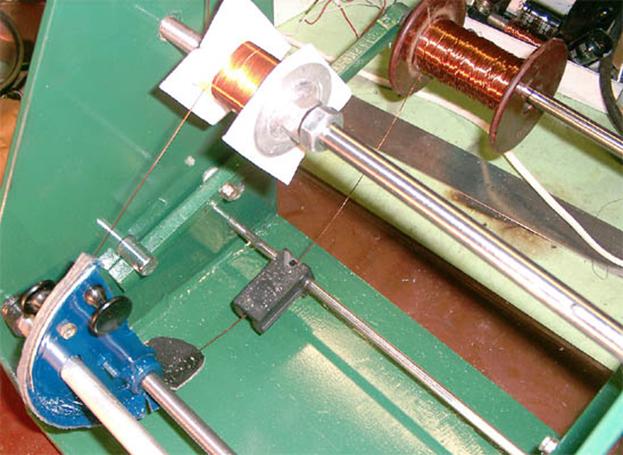
В сборе это будет выглядеть так:

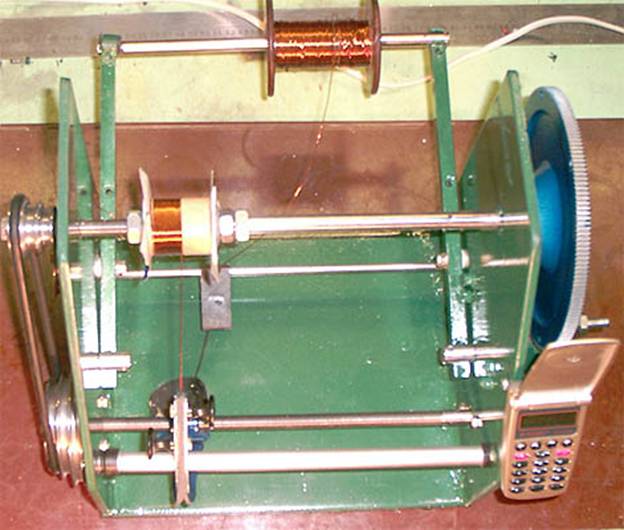
А готовый намоточный станок вот так:

Уверен, при повторении всё получиться лучше, ведь я «пилил» конструкцию «с нуля» и, позволю себе повториться, только на одно использование. А оно видишь, как обернулось – прижилось. Намотка вторички, на катушку трансформатора, занимает теперь не дни и часы, а можно сказать минуты. Всё получается с первого раза. Это всего лишь только приспособление и работают по прежнему руки его владельца (одна крутит, другая направляет), но это уже совсем другая работа и она даже может нравиться. С пожеланием успеха, Babay.
Форум по обсуждению материала ПРОСТОЙ НАМОТОЧНЫЙ СТАНОК
 Радиоэлектроника и схемотехника для начинающих — первые шаги в радиоделе или с чего начать будущему радиолюбителю.
Радиоэлектроника и схемотехника для начинающих — первые шаги в радиоделе или с чего начать будущему радиолюбителю.
 Микроконтроллер ATtiny13 и MOSFet транзисторы будут управлять светодиодными лентами в этой схеме ЦМУ.
Микроконтроллер ATtiny13 и MOSFet транзисторы будут управлять светодиодными лентами в этой схеме ЦМУ.
 Предусилитель со стерео темброблоком для усилителя мощности, собранный на ОУ 4558.
Предусилитель со стерео темброблоком для усилителя мощности, собранный на ОУ 4558.
Источник
Намоточный станок своими руками
 Радиолюбителям в работе бывает есть необходимость в намотке или перемотке катушки, трансформатора. Для этой цели хорошо иметь в наличии намоточный станок. В этой статье предлагается вариант изготовления самодельного намоточного станка. Станок позволяет производить рядовую или с принудительным шагом намотку проводов диаметром от 0,04 до 0,65 мм. Шаг намотки изменяется через 0,01 мм. Габариты станка и диаметр ведущего вала рассчитаны на намотку катушек от 6х6 мм до 40х100 мм.
Радиолюбителям в работе бывает есть необходимость в намотке или перемотке катушки, трансформатора. Для этой цели хорошо иметь в наличии намоточный станок. В этой статье предлагается вариант изготовления самодельного намоточного станка. Станок позволяет производить рядовую или с принудительным шагом намотку проводов диаметром от 0,04 до 0,65 мм. Шаг намотки изменяется через 0,01 мм. Габариты станка и диаметр ведущего вала рассчитаны на намотку катушек от 6х6 мм до 40х100 мм.
Внешний вид станка

Размеры деталей станка указаны на рисунках ниже. Ведущий вал сделан составным. На левую часть его 5 надет кривошип. На среднюю часть 4 надевается болванка с каркасом катушки трансформатора. На правую часть 3 насаживается ручка.
Кривошип состоит из двух пластин 7 и 8, соединенных двумя винтами МЗ с потайными головками. Пла стина 7 надевается на левую часть ведущего вала 5 и закрепляется винтом МЗ. В прорези пластинки 8 по винту 9 передвигается гайка-ползун 10, к которой прикреплен шток 11 гайкой М4.
Колесо 17 имеет по окружности прорези глубиной 0,5—1,0 мм, за которые цепляется храповик 13. Количество прорезей 200. Шаг нарезки вала подачи 18 равен 2 мм. Таким образом, поворот колеса 17 и вала 18 на одно деление-прорезь перемещает укладчик 25 на 2/200 =0,01 мм. Максимальный угол поворота колеса 17 равен 120°. Это позволяет перемещать укладчик 25 на 0,65 мм. Диаметр колеса 17 выбран равным 63,4 мм. Сделано это для удобства нанесения 200 делений-прорезей по окружности колеса 17. При диаметре 63,4 мм длина окружности колеса 17 равна 63,4-3,14 = 200 мм.
На колесо наклеивают полоску миллиметровой бумаги длиной 200 мм и по ее делениям лобзиком пропиливают прорези глубиной 0,5—1,0 мм.
Детали намоточного станка
![]()

Детали станка: 1—рукоятка, эбонит, текстолит; 2—стержень ручки, алюминий, дюраль; 3—правая часть ведущего вала, сталь, «серебрянка»; 4—средняя часть ведущего вала, сталь; 5—левая часть ведущего вала, сталь «серебрянка»; 6—установочное кольцо левой части ведущего вала 5, сталь, латунь, бронза; 7—пластина для установки левой части ведущего вала 5 и крепления пластины кривошипа 8, дюраль; 8—пластина кривошипа, дюраль; 9—винт изменения размаха колебания кривошипа, латунь; 10—гайка-ползун (к ней крепится шток 11), латунь; 11—шток, дюраль; 12—стержень храповика и крепления штока 11, дюраль; 13—храповик, латунь; 14—контргайка колеса 17 (ось стержня храповика), латунь; 15—винт крепления храповика 13, латунь; 16—винт крепления штока 11 к стержню храповика 13; 17—колесо вала подачи 18, текстолит, гетинакс; 18—вал подачи, сталь «серебрянка»; 19—установочное кольцо для проволоки, намотанной на вал подачи 18, сталь; 20—пластина для винта торможения наматываемой проволоки, латунь; 21—пластина, полиуретановый пластик; 22—тормозная колодка, полиуретановый пластик; 23—пружина, прижимающая укладчик 25, стальная проволока диаметром 0,5 мм; 24—пружина, прижимающая храповик 13 к колесу 17, стальная проволока диаметром 0,4 мм; 25—укладчик, текстолит; 26—пластина поводка 27, полиуретановый пластик; 27—поводок, медная проволока диаметром 3 мм; 28—крючок, скользящий по направляющей 29 и удерживающий укладчик 25, медный провод диаметром 2 мм; 29—направляющая, по которой скользит крючок 28, медный провод диаметром 3 мм; 30—зажимный винт с барашком, латунь, сталь; 31—горизонтальная основа станины, дерево, эбонит, текстолит и др.; 32 — вертикальные стойки станины, текстолит толщиной 10 мм; 33—болт крепления рукоятки, сталь.
Если есть возможность, то вал подачи 18 и отверстие для вала в укладчике 25 вытачивают на токарном станке. Нарезка вала 18 должна иметь шаг 2 мм. Укладчик 25 при вращении по валу 18 не должен иметь люфта, поэтому его лучше сделать разрезным. Тогда, поджимая разрез винтом, можно устранить люфт.
Если нельзя выточить на токарном станке вал подачи 18 и отверстие укладчика 25, то берут калиброванный пруток и на него наматывают плотно виток к витку отожженную медную проволоку диаметром 2 мм. Один конец проволоки закрепляют на одном конце вала 18, вставляя ее в отверстие диаметром 2 мм, специально просверленное в прутке. Другой конец проволоки закрепляют с помощью установочного кольца 19, в котором есть отверстие диаметром 2 мм.
В описываемом образце взят пруток серебрянки диаметром 7 мм. Укладчик 25 сделан из текстолита. С двух сторон на укладчике укреплены стальные пружины 23 диаметром 0,5 мм. Эти пружины входят в углубления между витками медной проволоки, образуя зацепление, благодаря которому укладчик 25 передвигается по валу подачи 18.
К укладчику 25 сверху прикреплено тормозное устройство, состоящее из латунной пластины 20, пластины с вырезом и отверстием 21 и тормозной колодки 22. Наматываемый провод вставляется в отверстие диаметром 1 мм, имеющееся в пластине 21. Тормозная колодка 22 прижимает проволоку к пластине 21 с помощью винта, ввернутого в латунную пластину 20. Этим создается необходимое натяжение наматываемой проволоки. Степень натяжения регулируется вручную. Пластина 21 и тормозная колодка 22 сделаны из полиуретанового пластика.
При повторении конструкции размеры, указанные на рисунке, можно изменять в ту или в другую сторону в зависимости от имеющихся у радиолюбителя возможностей. Необходимо лишь сохранить количество делений-прорезей на колесе 17 и шаг нарезки вала подачи 18.
Сборку станка надо начать со станины. К основе станины 31 прикрепляют винтами вертикальные стойки 32. При этом необходимо следить за тем, чтобы они были строго параллельны. Затем собирают кривошип из пластин 7 и 8. Их соединяют винтами МЗ с потайными головками.
Собранный кривошип насаживают на левую часть ведущего вала 5, закрепляют винтом МЗ, имеющимся в пластине 7, вставляют вал 5 в отверстие в левой вертикальной стойке и закрепляют установочным кольцом 6. После этого ввертывают среднюю часть вала 4 (в нарезку вала 5), на нее навертывают правую часть ведущего вала 3, продев ее через отверстие в правой вертикальной стойке, и на нее насаживают стержень ручки 2 и рукоятку 1.
Далее собирают укладчик 25. Сверху двумя винтами МЗ прикрепляют пластину с вырезом и отверстием 21. С правой стороны привертывают латунную пластину 20 (предварительно положив шайбу). В вырез на пластине 21 вставляют тормозную колодку 22, а в нарезку пластины 20 ввертывают винт МЗ и слегка поджимают тормозную колодку 22. С нижней стороны к укладчику 25 привертывают крючок 28, который скользит по направляющей 29 (вставлена в вертикальные стойки 32 под валом подачи 18) и удерживает от вращения укладчик 25 вместе с валом подачи 18. Если вал подачи сделан с нарезкой, то после этого укладчик 25 можно навертывать на вал подачи 18. Если же вал подачи сделан с намоткой из медной проволоки диаметром 2 мм, то к укладчику 25 надо привернуть болтами МЗ с обеих сторон проволочные пружины 23 и после этого навернуть его на вал подачи 18. В том и другом случае крючок 28 должен быть зацеплен за направляющую 29.
Затем на вал подачи 18 надо насадить шарикоподшипники и закрепить их гайками Мб, а скобками (на рисунке не указаны) и винтами МЗ прикрепить вал подачи 18 к вертикальным стойкам 32.
После этого на вал подачи 18 можно навернуть колесо 17, надеть стержень 12, ввернуть контргайку-ось 14 вплотную к кругу 17 и винтом МЗ прикрепить ее к валу подачи 18. Затем к стержню 12 винтом 15 прикрепляют храповик 13, положив пружинку 24 между стержнем 12 и храповиком 13. При этом пружина 24 должна быть плотно прижата к стержню 12, а храповик 13 совершенно свободно поворачиваться вокруг своей оси-винта 15.
В отверстие пластины 8 кривошипа вставляют винт 9 и ввертывают его в гайку-ползунок 10. На нижний конец винта 9 навертывают две гайки МЗ и законтривают их. Далее шток 11 насаживают на гайку-ползунок 10 и закрепляют гайкой М4. Второй конец штока 11 винтом 16 прикрепляют к стержню 12.
Затем в отверстие укладчика 25 вставляют поводок 27 с насаженным кусочком полиуретанового пластика 26 и винтом МЗ закрепляют его в укладчике 25.
Станок надо снабдить счетчиком оборотов и проградуировать кривошип. Для этого, поставив винт 9 на какую-то высоту в пластине 8 кривошипа, сделать 10 оборотов ведущего вала, замерив штангелем положение укладчика 25 относительно правой или левой вертикальной стойки. После этого на пластине 8 кривошипа надо поставить риску. Риски сделать для проволоки диаметром 0,1; 0,2; 0,3; 0,4; 0,5; 0,6 мм. Это сильно облегчит настройку станка на тот или иной диаметр наматываемой проволоки.
Описываемый станок практически не требует токарных и фрезерных работ и может быть изготовлен радиолюбителем, знакомым со слесарным делом. Широкий диапазон наматываемой проволоки и отсутствие фрикционных соединений выгодно отличают его от подобных конструкций.
Источник
Приспособление для намотки лент своими руками


 |  | |||
|
|