Как я сделал станочек для намотки трансформаторов, простой и точный
При наличии времени и терпения это устройство вполне справлялось, один недостаток — обе руки заняты. Одной приходится крутить ручку, другой укладывать провод. И решил я этот процесс немного усовершенствовать.
В закромах копились годами всякие механизмы, электродвигатели и редукторы. Пришло время пустить их на благое дело. Решение было таким: сделать настольный намоточный станок с электроприводом, механическим счетчиком витков и ручным приводом укладчика провода.
Для корпуса был выбран листовой гетинакс толщиной 6 мм, хороший прочный материал. Выпилил две одинаковые боковые стенки, сразу разметил отверстия для валов. К основанию трансомоталки (также из гетинакса) прикрепил боковые стенки через алюминиевые уголки. Отверстия под вращающиеся валы были расширены для запресовки подшипников.
На боковой стенке, противополжной к приводу, сделано отверстие для подшипника и вертикальная прорезь сверху для удобства снятия приводного вала. С внутренней стороны сделан упор для подшипника, а с наружней стороны откидная скоба, чтобы фиксировать подшипник в его седле. Подняв скобу, можно вытащить вал вместе с левым подшипником. Правый остается в правой стенке.
Механический счетчик был извлечен из спидометра какого-то ВАЗа. Сначала привод счетчика был сделан через резиновый пасик.
Благо нашлось две одинаковых шестерни. Одну из которых установил на рабочий вал, а другую на вал привода счетчика. Теперь с количеством намотанных витков и показаниями счетчика расхождений нет.
Привод сделан из низковольтного (12В) двигателя в комплекте с понижающим редуктором. Питание двигателя от трансформатора ТН.
Для регулировки скорости намотки используется переключатель питания: 6В или 12В. Также смонтирован переключатель «намотка-нейтраль-реверс» и пружинная кнопка для подачи напряжения на привод.
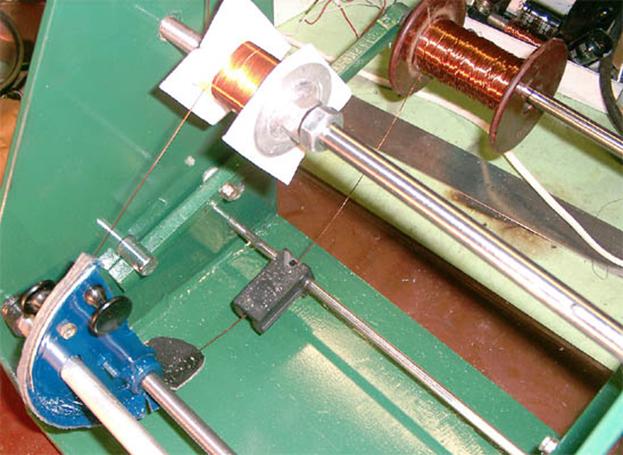
Механический укладчик также прост и удобен в работе. Каретка укладчика приводится в движение вращением рукоятки вала диаметром 8 мм, сделанного из шпильки с резьбой по всей длине. Каретка движется по направляющей, взятой из струйного принтера, диаметром также 8 мм. На фото все прекрасно видно.
К диаметру провода легко приноровиться и левой рукой нужно с определенной частотой проворачивать вал укладчика, чтобы провод ложился виток к витку.
На этом простом устройстве уже намотано 3 выходных и 3 силовых трансформатора под двухтактные ламповые усилители для гитарных комбо типа Fender 5e3 на 6V6 и JCM800 на EL34. Но об этом в следующий раз.
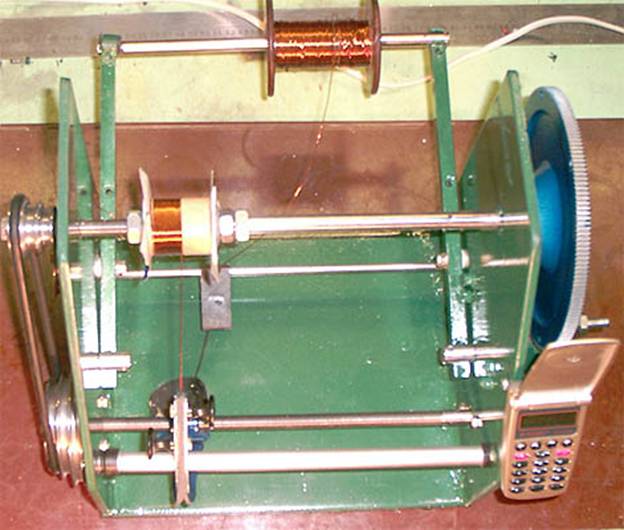
Отсутствие нужного трансформатора заставило подумать над созданием намоточного станка. Конечно, можно было заказать трансформатор на заводе или намотать самому с помощь оборудования друзей, но кто же откажется от наличия в своем арсенале такого необходимого как удобный станок для намотки трансформаторов, катушек и дросселей? Станок получился простым и вместе с тем функциональным. Вид спереди и сверху.
Он позволяет наматывать обмотки на круглых полых каркасах внутренним диаметром от 10 мм, а также на каркасах квадратного или прямоугольного сечения внутренним размером от 10х10 мм. Максимальная длина намотки — 180 -200 мм. Максимальный диаметр(диагональ прямоугольного каркаса) составляет 200 мм. Намотку можно вести вручную проводом диаметром до 3,2 мм, в режиме намотки проводом от 0,31 до 2,0 мм. намотка предусматривает намотку и укладку слоя провода синхронно с намоткой, с последующей ручной укладкой слоя изоляции и сменой направления укладки провода. На круглых оправках с укладкой вручную можно мотать даже трубкой диаметром до 6 мм. Для укладки провода разных диаметров предусмотрен набор сменных шкивов, позволяющих выбрать 27 различных шагов намотки в диапазоне 0,31 — 1,0 мм или 54 шага намотки в диапазоне 0,31 — 3,2 мм. Сам станок легко умещается на обычной кухонной табуретке, благодаря большому весу не требует дополнительного крепления.
Прост до безобразия. Вал, на котором установлен каркас трансформатора, кинематически соединен с валом, по которому перемещается укладчик провода. Укладчик провода имеет втулку, внутри которой нарезана резьба. При вращении вала втулка перемещается и движет за собой направляющее устройство для провода. Скорость вращения вала определяется диаметрами шкивов, установленных на верхнем и нижнем валах, а скорость перемещения втулки кроме этого и шагом резьбы вала укладчика. Набор из 3-х тройных шкивов позволяет получить до 54 комбинаций шага укладки провода. Направление укладки изменяется перестановкой пассика соединяющего шкивы. Вращение вала с каркасом можно осуществлять вручную, а можно приспособить электродрель в качестве привода.
Все размеры указаны как в оригинале. Станина
Станина станка сварена из стальных листов. Основание станины выбрано толщиной 15 мм, боковины — толщиной 6 мм. Выбор обусловлен в первую очередь устойчивостью станка(чем тяжелее, тем лучше) Перед сваркой боковины станины складываются вместе и производится сверление отверстий одновременно в обоих боковинах. После этого станины устанавливают на основание и привариваются к нему. В верхние и средние отверстия боковин вставляются бронзовые втулки, в нижние — подшипники. Подшипники взяты от старого 5 дюймового дисковода. От перемещения подшипники и втулки с внешней стороны боковин фиксируются крышками.
Валы. Верхний вал, на котором крепится каркас катушки, изготовлен из прутка диаметром 12 мм. В этой конструкции все валы изготовлены из подходящих по диаметру валов от выслуживших свои сроки матричных принтеров, они изготовлены из хорошей стали, закалены, хромированы или отшлифованы.
Средний вал, на который опирается устройство подачи провода, также изготовлен из прутка диаметром 12 мм. Вал желательно отполировать.
Выбор диаметра нижнего вала — подающего, обусловлен необходимостью иметь шаг резьбы 1 мм, а нашлась только одна подходящая лерка 10х1,0. Желательно(в целях большей надежности) изготовить этот вал также диаметром 12 мм.
Втулка укладчика. Диаметр 20 мм, длина 20 мм, внутренняя резьба такая же как на нижнем валу М12х1,0 ( в оригинале — М10х1,0) Шкивы Шкивы выполнены тройными, т.е. по 3 канавки разного диаметра в одном блоке. Диаметры выбраны так, чтобы наиболее оптимально перекрыть необходимый диапазон сечений провода
Выточены из стали, комбинация шкивов позволяет получить 54 различных шагов намотки провода. Ширина канавки для пассика выбирается исходя из имеющихся пассиков, в конкретном случае 6 мм. Обратите внимание: общая толщина шкивов должна быть не более 20 мм. Если толщина шкивов больше — необходимо увеличить длину левых хвостовиков нижнего и верхнего вала (диаметр которых 8 мм, длина 50 мм) При необходимости можно изготовить одинарные шкивы соответствующих диаметров. Выбранные диаметры шкивов обеспечивают намотку провода с 54 различными шагами.
Таблица шагов. В строках указаны диаметры ведущих шкивов, в колонках — диаметры ведомых шкивов. В ячейках таблицы — шпаг намотки провода.
Данная таблица только ориентировочная, поскольку зависит от точности изготовления шкивов, диаметра пассика и шага резьбы на нижнем(подающем валу). После изготовлении всего станка необходимо уточнить получившиеся соотношения методом пробной намотки и составить аналогичную таблицу. Неточность при изготовлении не скажется на работоспособности, другие соотношения диаметров приведут к другим шагам намотки. Но большое количество комбинаций позволит подобрать нужный шаг в любом случае. Если необходимо делать намотку более тонким проводом, можно изготовить еще один тройной шкив с диаметрами например 12, 16 и 20 мм. Наличие такого шкива еще больше расширит ассортимент применяемого провода (начиная с диаметра 0,15 мм)
Чертеж пластин укладчика.
Выполнен из 3-х пластин соединенных между собой винтами М4. Диаметр отверстий 20 мм. Отверстие в верхней части диаметром 6 мм для винта регулировки натяжения. Внутренняя пластина — стальная, в нижнее отверстие вваривается стальная втулка диаметром 20 мм , длиной 20 мм и с внутренней резьбой 12х1,0. В верхнее отверстие вставляется фторопластовая втулка внешним диаметром 20мм и внутренним диаметром 12,5 мм, Длина втулки 20 мм. Пластины стягиваются между собой 2-мя винтами М4, на рисунке отверстия для них не показаны. В паз между внешними пластинами вклеивается желобок из кожи толщиной 1,8-2 мм , он способствует выпрямлению и натяжению провода. Для регулировки натяжения в верхней части укладчика устанавливается винт или министрубцина, стягивающая верхнюю часть внешних пластин в зависимости от диаметра провода и необходимого натяжения.. В задней части станины устанавливается откидной кронштейн для катушки с проводом, необязательная, но удобная вещь.
В качестве привода применена шестерня большого диаметра, к которой приклепана рукоятка. На правой боковине станины (по месту) установлен узел фиксации и вспомогательного привода, представляющий вал с шестерней, закрепленный на отдельном кронштейне с цанговым зажимом и выступающей осью. Ось можно закрепить в патроне аккумуляторного шуруповерта или электродрели и сделать таким образом электропривод. При намотке толстого провода можно на оси закрепить ручку, тогда наматывать даже толстую трубку будет легче. Цанговый зажим позволяет надежно зафиксировать вал с наматываемой катушкой, если по каким то обстоятельствам приходится прервать намотку на длительное время.
На шестерне верхнего вала закреплен магнит, а на правой боковине -геркон, выводы которого соединаны с контактими кнопки калькулятора. Все остальные мелкие детали и детальки устанавливаются по месту и делаются из чего бог пошлет. На последнем фото видно что катушка с проводом размещена на отдельном валу. вал установлен на 2-х рычагах, которые можно поднять вверх, тога они сложаться внутрь станка. Это сделано, чтобы станок во время своего бездействия не занимал много места.
Работа на станке.
Хотя и так видно, что и как делается, опишу порядок работы. Незначительная сложность установки каркасов и кажущаяся сложность смены направления укладки компенсируются простотой станка. Снять верхний шкив, выдвинуть верхний вал вправо на необходимую для установки каркаса длину. Установить на вал правый диск, затем оправку катушки и на оправку надеть каркас катушки или трансформатора. Установить левый диск, навинтить гайку и вставить вал в левую втулку. Установить на место и закрепить верхний шкив (соответствующий таблице для намотки первичной обмотки). Вставить в отверстие на верхнем валу шплинт или гвоздик, отцентрировать каркас на оправке и зажать каркас с оправкой с помошью гайки. Установить на подающий вал нужный (для намотки первичной обмотки) шкив. Вращая шкив подающего вала установить укладчик против правой или левой шечки каркаса катушки. Одеть пассик на шкивы. Если укладка провода будет производиться слева направо пассик одевается , если укладку провода нужно делать справа налево — пассик одевается .
Провод продевается под дополнительным валом, затем укладывается снизу вверх в кожаный желобок укладчика и закрепляется на каркасе. Зажимами в верхней части укладчика регулируется натяжение провода так, чтобы он плотно наматывался на каркас. На калькуляторе нажимают 1 + 1 . Теперь с каждым оборотом вала с каркасом калькулятор будет прибавлять 1, то есть будет считать витки провода. Если нужно отмотать несколько витков нажмите — 1 и с каждым оборотом вала показания калькулятора будут уменьшаться на 1. Во время намотки провода следите за укладкой витков, при необходимости поправляя витки на каркасе. По достижении проводом противоположной щечки каркаса зажмите цанговый зажим и поменяйте положение пассика с на или наоборот. Отпустив цанговый зажим, подложите под провод прокладочную бумагу и продолжайте намотку. При необходимости изменить толщину провода подберите соотношение шкивов под требуемый шаг намотки.. Ну вот и все. Прощу прощения за низкое качество фотографий, но надеюсь, что все вам станет понятно из приведенных фото и чертежей.