
- Самодельный станок для гибки полос металла простой конструкции
- Используемый инструмент и материалы:
- Изготовление самодельного станка
- Смотрите видео
- Самодельный гибочный мини станок для стальных полос
- Основные этапы работ
- Самодельные листогибочные станки (листогибы)
- Виды листогибов
- Простые ручные
- Мощный листогиб из тавров
- Из уголка с прижимной планкой другого типа
- Вальцы для листового металла или вальцовый листогиб
Самодельный станок для гибки полос металла простой конструкции
При проведении различных слесарных, ремонтных и прочих работ нередко требуется полосы металла загнуть в форме дуги или круга. Без использования специальных станков это достаточно трудно сделать. В представленной статье описано, как в домашних условиях можно создать простейший, но очень эффективный механизм с ручным приводом для таких целей.
Используемый инструмент и материалы:
- — стальной пруток с диаметром 12 мм;
- — набор воротков (держателей) для плашек или плашкодержатель;
- — стандартные гайки и шайбы М12;
- — самозажимные гайки М12;
- — шайбы с внутренним отверстием М12 большого размера;
- — тиски;
- — 2 куска трубы профильной квадратной (30*30мм) длиной порядка 15-20 см;
- — 6 подшипников с внутренним диаметром кольца под М12 или М14;
- — сварочный аппарат;
- — напильник;
- — набор гаечных ключей;
- — круг стальной (пруток) с диаметром 12 мм – 2 куска по 20 см; 12 мм – 5 кусков по 10 см; 50 мм -1 кусок длиной порядка 40 мм (у него должна такая же длина что и 3-х вместе сложенных подшипников);
- — болгарка;
- — шпилька или длинный болт (М12) с резьбой длиной не менее 20 см;
- — дрель и набор сверл (сверлильный станок);
- — заготовка металлическая квадратная с толщиной 10 мм и размерами 30 на 25 мм (пластина) и др.
Изготовление самодельного станка

Для начала необходимо будет в 1-м куске трубы профильной квадратной просверлить отверстие диаметром 12 мм и вставить в него шпильку или длинный болт (М12) с резьбой длиной 20 см, у которого необходимо будет приварить шляпку болта.

После этого нужно в трубе профильной сделать симметричные аналогичные центральному 2 отверстия (в той же плоскости) на краях с отступом по 1 см от края заготовки.

Далее 2 куска круга стального (прутка) с длиной 20 см привариваются аналогичным образом по краям заготовки.


В итоге получается деталь, состоящая: из трубы профильной и 3-х длинных «штырей» одинаковой длины, расположенных в одной плоскости. Затем необходимо будет просверлить 2 отверстия (в другой плоскости!) в трубе профильной отступив на 1 см от края ранее сделанных отверстий.
На 2-х кусках круга стального (прутка) с диаметром М12 – при помощи плашкодержателя нарезается резьба М12 длиной порядка 2 см. Далее 2 этих прутка вставляются в ранее полученные отверстия на заготовке и привариваются. В итоге получается цельная сварная деталь в виде буквы «Г» (с одной стороны «торчит» 3 штыря, а с другой 2).



На втором этапе во втором куске трубы профильной квадратной делаются аналогичные 3 сквозных отверстия с диаметрами 12 см.

Далее заготовка металлическая квадратная (пластина), в которой по центру сверлиться отверстие диаметром 12 мм.

Наваривается на край профиля возле центрального отверстия (перпендикулярно). При этом следы сварки «шкурятся» при помощи напильника или болгарки.

На одном куске прутка (с длиной по 10 см) и диаметром М12 – при помощи плашкодержателя нарезается резьба М12 длиной порядка 2 см. Этот пруток с резьбой приваривается к металлической квадратной пластине (приваренной к квадратной трубе) так, чтобы она была под углом 90 градусов к плоскости квадрата (снаружи).

Полученные 2 куска квадратной трубы с наваренными «штырями» совмещаются с друг другом, так чтобы меньшая деталь (с 1-м штырем) была нанизана через соответствующие отверстия 2-й детали. Деталь нанизывается на другую с наваренной «пяткой» (пластиной) вовнутрь. При этом 2 боковых штыря должны «смотреть» в ту же сторону, что и один аналогичный у другой детали.

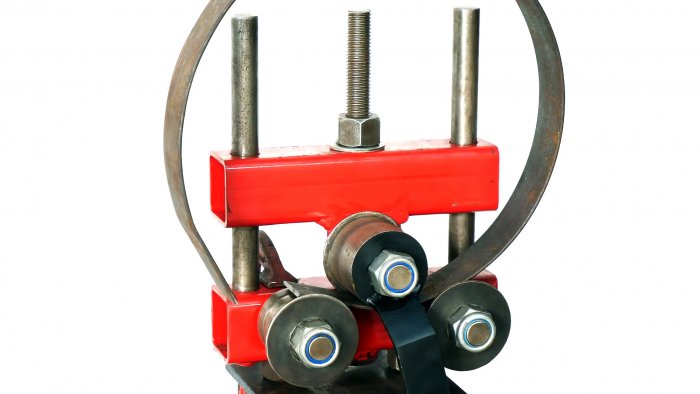
Совместив 2 детали, надо будет их закрепить между собой. Для этого в центральный штырь (из 3-х штырей, расположенных параллельно) – ставиться шайба накручивается гайка М12. Далее на два (те, которые находятся на одной трубе квадратной) из трех боковых штырей, расположенных в виде «треугольника», ставятся по 3 подшипника. При этом надо будет поставить по шайбе сверху и снизу (всего 4 штуки), чтобы обеспечить надежную фиксацию подшипников. После этого сверху полученной конструкции ставятся по 1-й большой шайбе и накручивается самозажимная гайка М12 при помощи гаечного ключа (можно использовать «накидной»). При этом надо зажать гайку так, чтобы подшипники имели возможность прокручиваться.

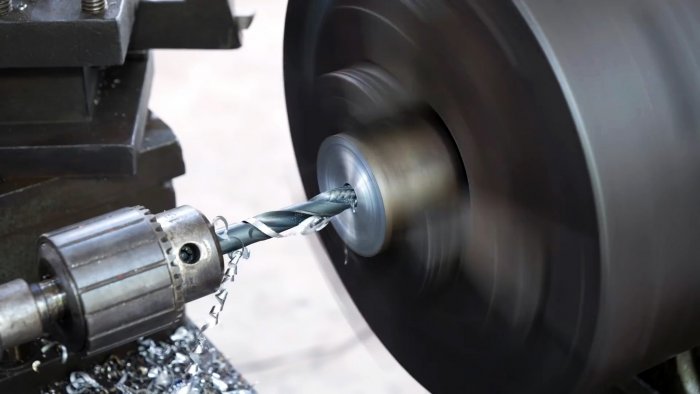
Затем в круге стальном (прутке) с диаметром 50 мм делается сквозное отверстие в центре, чтобы получилась большая заготовка в виде цилиндра. Эта деталь ставится на месте 3-го штыря (возле подшипников), и с снизу ставится шайба, которая больше размера цилиндра. После этого ставиться самозажимная гайка и закручивается так, чтобы цилиндр мог вращаться.

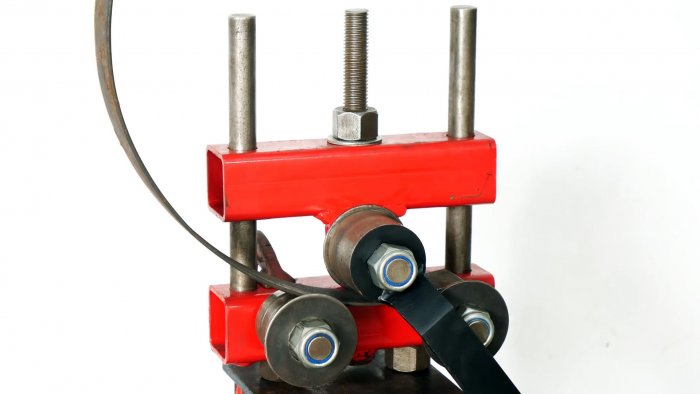
К полученному изделию нужно будет прикрепить специальную ручку (можно использовать подходящую). При необходимости ее можно изготовить из стальной пластины длиной 20 см, подрезав край на 2 см при помощи болгарки, который потом сгибается под углом примерно 135 градусов. Далее место изгиба со стороны надреза заваривается и шлифуется. Затем на другом конце этой детали делается отверстие по центру М12 с отступом от края примерно 1 см, и у к нему приваривается пруток (с диаметром 12 мм) длиной 10 см.


Полученная ручка аккуратно приваривается к цилиндру так, чтобы она могла свободно прокручиваться по кругу, не задевая двух других штырей с подшипниками. При желании отдельные части полученного механизма можно будет покрасить или «зашкурить». После этого механизм уже можно будет использовать для загибания стальных полос разного сечения.
Важно знать: Для того, чтобы не тупилось сверло М12, необходимо отверстия сначала делать сверлами меньшего диаметра, смачивая место сверления маслом.
Выводы: представленный самодельный станок можно относительно быстро сделать в обычных домашних условиях. Он отлично справляется со своими задачами, и дает возможность быстро из полос метала делать различные детали, такие как круги для деревянных бочек, обручи для несущих конструкций и многое другое. Благодаря удобной форме и простейшей конструкции он не подвержен чрезмерному износу и будет служить долгое время, отлично справляясь со своими функциями.
Смотрите видео
Для того, чтобы более детально посмотреть процесс изготовления станка для гибки полос, и пример его практического использования, следует просмотреть видео:
Источник
Самодельный гибочный мини станок для стальных полос

Для гибки металла под углом 90 градусов в условиях мастерской или гаража можно использовать самодельный гибочный мини станок. Предназначен он преимущественно для металлических полос.

Приспособление отличается компактными размерами, крепится в слесарных тисках. Для данной самоделки потребуются разные обрезки металла и подшипники.
Первым делом при помощи сварки нужно немного «нарастить» край квадратного прутка. Затем автор обрезает его под углом 45 градусов и шлифует болгаркой. В итоге должен получиться небольшой выступ (или «зубец»).

Основные этапы работ
На следующем этапе необходимо из отрезков стальной полосы сварить короб по размерам квадратного прутка. В одной из боковых сторон надо просверлить отверстия, а потом приварить две гайки.

В эти два отверстия потом будут вкручиваться болты, которые будут фиксировать квадратный пруток с «зубцом». Сварочные швы надо зашлифовать.
Далее необходимо отрезать кусок уголка и просверлить в нем два отверстия. Потом автор делает разметку, и приваривает к этому уголку большой подшипник, а к наружной обойме — маленький.

Затем с другой стороны уголка в том месте, где просверлены два отверстия, привариваются два длинных болта. Далее крепятся два отрезка строительного уголка (перпендикулярно друг другу).

В завершении останется только приварить рукоятку из круглой трубы и короб с квадратным прутком. Самоделка готова, можно устанавливать ее в тиски и работать.

Подробнее о том, как изготовить самодельный гибочный мини станок для стальных полос, смотрите в видеоролике на сайте.
Источник
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
 Для гибки листового металла
Для гибки листового металла
 Для получения радиального изгиба металлического листа
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
 Вырезаем выемки под петли
Вырезаем выемки под петли
Приваривают петли с двух сторон (проварить с лица и с изнанки).
 Хорошо провариваем петли
Хорошо провариваем петли
К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
 Такие укосины
Такие укосины
К укосинам приварить гайку болта.
 Привариваем гайку
Привариваем гайку
Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
 Центруем, привариваем
Центруем, привариваем
Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
 Остались мелочи
Остались мелочи
К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
 К шляпке болта приварить отрезки арматуры
К шляпке болта приварить отрезки арматуры
К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
 Самодельный листогиб в процессе работы
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
 Небольшой ручной листогиб для самостоятельного изготовления
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
 Особенности
Особенности
 Прижимная планка
Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
 Планка устанавливается так
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
 Под отверстие ставят пружину, затем — болт
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
 Вальцевый листогиб
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Источник



