
Как склеивают древесину – технология и тонкости
Изготовление мебели своими руками приобретает все большую популярность и в силу дороговизны готовых изделий, и благодаря большому количеству исходных материалов, появившихся в свободном доступе. В домашних условиях с минимальным набором соответствующих инструментов реально собрать жизнеспособную мебель, которая будет исправно служить и радовать своим видом. Одним из максимально востребованных способов соединения древесины является склейка, позволяющая получить прочные, монолитные детали. Склеивание может использоваться как самостоятельный крепеж или как дублирующий, при применении внешних элементов, таких, как нагели, шпонки или саморезы.
Клееная древесина своими руками
Перед склейкой детали обрабатываются, это делается не только для очистки поверхности, но и позволяет раскрыть древесные поры. При нанесении клеевой состав проникает через поры в структуру древесины, в межклеточное пространство, и при застывании образует множество тончайших нитей (паутинок), надежно «сшивающих» заготовки между собой. Прочность правильно выполненного шва превышает прочность самой древесины, при тестировании на излом деталь ломается не в месте склейки, а по цельному дереву.
Клейка дерева позволяет получать изделия с лучшими, чем у массивных, параметрами. В процессе склейки подбирают подходящие по фактуре и оттенкам элементы, отбраковывают поврежденные, треснутые и сучковатые участки. В результате у склеенных деталей прочность больше, чем у обычного дерева, а посредством наклеивания на лицевые поверхности тончайшего шпона изделиям придают вид ценнейших пород. Склеенная по всем правилам древесина гораздо меньше коробится, трескается и рассыхается, чем массив.
Чем склеивать древесину. Технология
Существует несколько способов соединения деталей при склеивании.
- Склейка дерева на гладкую фугу – соединение гладких деталей, без увеличения площади проникновения.

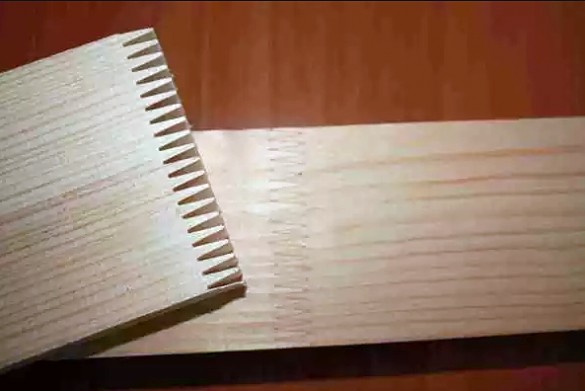
- Склейка на микрошип – увеличение площади проникновения на 2,5 – 5 мм за счет создания на детали зубчатого рельефа (с помощью фрезера).

- Склейка на зубчатый шип – увеличение площади проникновения на 10 мм за счет создания зубчатого шипа.
- Склейка на шпунт-гребень (шип-паз, ласточкин хвост, косой шип) – дополнительное сцепление за счет пазового соединения.

Хотя в определенных ситуациях, когда предполагаются особые условия применения, актуальны пазовые и шиповые соединения, в большинстве случаев детали склеиваются на гладкую фугу. Современные клеевые составы проникают глубоко в структуру и создают прочный шов без дополнительной выборки древесины.
Как склеить доски между собой. Параметры
Склеиваемая древесина должна иметь показатель влажности в пределах 8 – 12%, максимум – 18%. Если есть необходимость склеить влажные детали, используют специальный состав, в процессе затвердевания он вытягивает влагу из дерева. При склеивании болванок с различной влажностью не допускается перепад больше 2%, чтобы избежать внутреннего напряжения в клеевом шве из-за деформации более влажной детали. Температура склеиваемых заготовок колеблется в пределах 15 – 20⁰С, поэтому работы проводятся в теплых помещениях (18 — 22⁰С). На холоде большинство составов кристаллизуется, что приводит к ухудшению качества склейки и затрудняет процесс.
Заключительная подготовка древесины (строгание, фугование, обработка наждачкой) проводится непосредственно перед склеиванием, чтобы повысить проницаемость клея и избежать коробления. Важно не только подобрать детали по габаритам, структуре и внешним данным, но и правильно их расположить.
- При склеивании по длине используются планки только одного типа распиловки – тангентальной или радиальной;
- При склеивании и по длине, и по ширине не допускается чередование разных частей древесины – ядро укладывается с ядром, заболонь (молодая, крайняя часть) с заболонью;
- Годовые кольца соседних заготовок из досок или брусков должны быть направлены в разные стороны или под углом друг к другу от 15⁰.

Стандартная толщина мебельных щитов – 2 см, но, чтобы склеить деревянные щиты в домашних условиях, при выборе досок для щита учитывается предположительный отход при обработке, поэтому заготовку подбирают толщиной до 2,5 см. Лишок снимется в процессе первичной обработки, при устранении дефектов, и после склейки, при шлифовании щита. Если распускать для мебельного щита доску в 5 см толщиной, получаются две заготовки с одинаковой текстурой и оттенком, что увеличивает декоративность изделия. Для щитов подбираются доски древесины одной породы, шириной до 120 мм, чтобы была возможность качественно обработать кромки щита, длина болванок должна иметь запас (2 – 5 см).

Клеящие составы
Клеи, используемые для изготовления клееной древесины, подразделяются на две основных группы.
Синтетические – получаемые на базе смол или поливинилацетатных дисперсий (ПВА). Они характеризуются повышенной прочностью получаемого соединения, влагостойкостью, биостойкостью. К недостаткам относится наличие вредных веществ, которые могут выделяться в окружающую среду в процессе работы и дальнейшей эксплуатации. Этим «славятся» составы на базе фенолформальдегидных смол. Современные ПВА дисперсии и их производные нетоксичны и обычно используются в бытовой сфере и считаются универсальными для дерева. Основная масса синтетических смесей готова к употреблению. Нуждается в доводке эпоксидный клей, для работы с ним входящий в комплект отвердитель смешивается с эпоксидной смолой.
Натуральные смеси – животные, растительные, минеральные. Безопасны, дают прочное соединение, но выпускаются в виде полуфабрикатов, которые приготавливаются перед использованием. Как клеить дерево ими: при приготовлении необходимо четко следовать инструкции и соблюдать дозировки, в противном случае качество клея не позволит получить прочное соединение. Для приготовления клея обычно требуется развести концентрат-порошок водой до нужной консистенции (может потребоваться определенный период для набухания) или расплавить твердые частицы. Не допускается прямое воздействие огня, применяется «водяная баня», на которой масса с добавлением воды после набухания расплавляется до однородной консистенции.
Как склеить дерево
При склеивании деревянных поверхностей клей наносится на обе детали равномерным слоем. Толщина слоя зависит от разновидности клея, его консистенции и типа склеиваемых поверхностей – чем тоньше древесина, тем тоньше слой. Клей должен смочить деталь, но не избыточно, при соединении элементов наружу должен выделиться ровный валик. Клеевые потеки удаляются с поверхности, как только немного схватятся, скребком или шпателем. Застывший лишний клей сильно портит внешний вид деталей и усложняет их дальнейшую обработку.
После нанесения клея детали выдерживают определенный промежуток времени, это позволяет составу проникнуть глубже, одновременно испаряется лишня влага, концентрация клеящих веществ повышается. Во время выдержки не допускается заветривание шва на сквозняке или его запыление. Некоторые разновидности натурального клея (костный, мездровый) нужно наносить в горячем виде, мгновенно скрепляя детали без выдерживания, так как по мере остывания состав теряет свои свойства.
Инструмент для склеивания древесины
Для получения максимально прочного соединения, при склеивании древесина запрессовывается – подвергается сжатию посредством специальных прессов. В домашних условиях для этих целей используют подручные инструменты и средства – тиски, струбцины, кулачковые приспособления, рамки из металлического уголка с зажимными механизмами. Давление при прессовании древесины выдерживается в диапазоне от 0,2 до 1,2 МПа. На производстве возможны большие величины, в домашних условиях таких показателей, чтобы детали конструкции склеились, достаточно.
При соблюдении технологии склейки клеевой шов получается прочным и надежным, и, в отличие от способа соединения деталей металлическим крепежом, не портит внешний вид.
Для любителей создания предметов обихода своими силами на FORUMHOUSE открыта тема о мебели для дома и дачи. Как организовать удобный уголок для работы с деревом, можно узнать в статье об обустройстве столярной мастерской. В видео о деревянных элементах в загородном доме показаны интересные изделия, сделанные пользователями портала.
Источник
Простые самодельные ваймы – струбцины для склеивания столярных щитов

Несмотря на всеобщее презрение к «корпусной» мебели с ее квадратно-гнездовым дизайном, изготовление щитов – весьма распространенная задача в столярном деле. В самом деле – деревья такой толщины, чтобы выпилить из них, ну скажем, столешницу, встречаются не так уж часто и на всех их не хватит. Более того – широкие доски, зачастую, специально нашинковывают на некрупные части и заново склеивают. Это сильно снижает вероятность их коробления и растрескивания в их последующей, мебельной ипостаси.
Сам процесс склеивания содержит ряд важных моментов – толщина, ориентирование слоев, толщина клея, о чем позже, сейчас же, речь идет о механизме для удобного сжатия предварительно подготовленных деревянных заготовок. Это специализированная струбцина — вайма. Для склеивания одного щита, применяют как минимум две струбцины.
Здесь следует сказать, что существует способ скрепления заготовок этакими «зубчиками», позволяющий увеличить площадь склеивания и соответственно его прочность. Практика, однако, показывает, что со времен применения «самоварного» столярного клея из сухих плиток, химическая промышленность шагнула далеко вперед, и теперь, любая склейка ровных торцов, прочнее основного дерева. Во всяком случае, их хвойных разновидностей, из которых и клеят обычно щиты. Поэтому, вполне достаточно строгания.
Итак, возможные варианты.
Анализ существующих аналогов.
Решение «в лоб». Удобнее чем клеить прямо на верстаке, но не на много. Единственный плюс – простота конструкции. Основание, однако, должно быть весьма жестким, особенно, при, сколь ни будь значительной длине.


При склеивании, требуются дополнительные простые столярные струбцины и ровная рейка по ширине щита, для препятствования его выгибания под нагрузкой. Тем не менее, при не частых работах, конструкция вполне оправдана, некоторое усложнение технологии, вполне можно пережить.
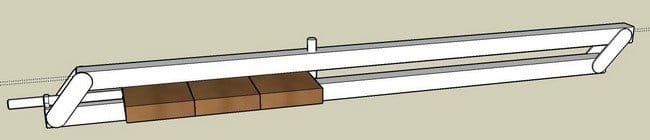
Симметричная конструкция. В общем, логически следует из предыдущей, простой. Торцевые упоры подвижно прикреплены к двум ровным боковинам. При прикладывании осевого усилия, одновременно сжимаются и боковины.

Несколько вариантов торцевых упоров.




Голубенький вариант, кроме покраски, примечателен тем, что большинство деталей стандартны – крупные метизы, прямоугольная труба.
Нашелся даже этакий набор-конструктор «сделай сам». «Зубчики» для ступенчатого изменения ширины заготовки, позволят проще нахлобучивать механизм на заготовку. Самые габаритные и неудобные в хранении и транспортировке детали, предлагается сделать самостоятельно из твердого дерева. Поэтому набор, надо полагать, стоит копейки.
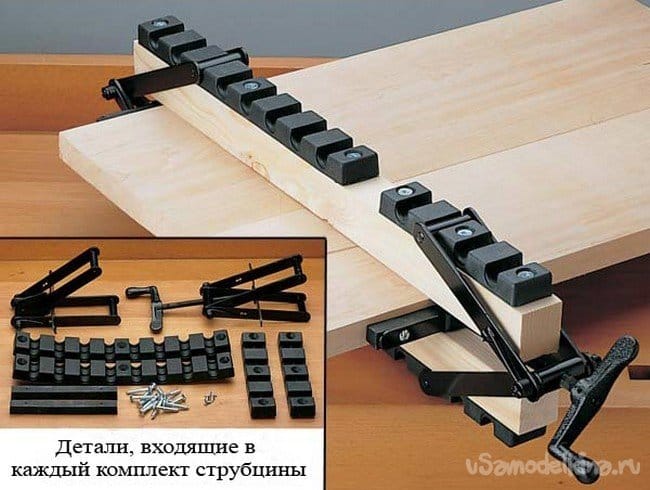
Практика, однако, показывает – как не аккуратничай, на струбцинах все равно будет клей, отдирать который от железок можно без их повреждения, даже весьма грубыми способами, вплоть до применения УШМ. Деревянные же части, либо придется предохранять черновыми прокладками из дерева, либо просто часто менять. И то и другое, не слишком удобно.
Самодельный металлический аналог.

Видно, что специальных площадок-упоров здесь не предусмотрено, поэтому, чтобы не испортить вмятинами края будущего щита, подкладывают технологическую прокладку из дерева.


Менее очевидная конструкция струбцины – ассиметричная. Решение остроумное, простое и изящное.
Наш ответ Чемберлену.
МАШКОВ: Астронавты! Которая тут цаппа?
БИ: Там, ржавая гайка, родной.
МАШКОВ: У вас тут всё ржавое!
БИ: А эта самая ржавая.
Предлагаю свой вариант симметричных струбцин. Ваймы сделаны без применения стационарного оборудования – только ручным инструментом. Немного применялась электрическая сварка, но это скорее от восторга неофита – в те времена, только-только осваивал сварочный инвертор и применял новый навык везде, где только возможно.
Материалами послужили только стандартные метизы и два вида металлопроката – прямоугольная труба и полоса. Было изготовлено четыре одинаковых ваймы, с их помощью, было склеено много разных заготовок, как сугубо утилитарного характера, так и для декоративных поделок.

Размер струбцин – для, щитов умеренного размера, максимальной шириной примерно 700…750 мм, однако же, можно соединить струбцины попарно и клеить изрядных размеров щиты в два приема. Длина щита, зависит от количества струбцин и при четырех штуках, может достигать 1…1,5 м. Ряд симметричных отверстий на сторонах струбцины, позволяет без особенного труда переставлять ее задний упор, для удобной работы при стягивании узких щитов.
Конструкция верхнего винтового зажима проста и технологична, материалами для нее, также служат стандартный прокат и метизы, что является большим преимуществом в условиях отсутствия доступа к станочному оборудованию.

Корпус винтового зажима выполнен из отрезка всё той же прямоугольной трубы 40х25, внутри ее, помещена удлинительная гайка М12.

Гайка удерживается только резьбовой шпилькой и стенками корпуса, узкая сторона корпуса, не допускает проворачивания гайки. При вывинчивании шпильки, гайка просто выпадает из корпуса. Решение весьма ремонтопригодное – в случае повреждения резьбы, элементы легко заменяются стандартными недорогими метизами.

Задний упор также выполнен из отрезка трубы 40х25 мм, удерживаемый двумя парами серег. Для компенсации толщины «нахлеста», под одну из пар, подложено по две стандартных шайбы М10, с каждой стороны (см.фото ниже).


Что было использовано для работы.
Набор обычного слесарного инструмента, хорошие тиски, ручная электрическая дрель. Разметочный инструмент – рулетка, угольник, чертилка или спиртовой фломастер. Для резки железок – УШМ. Пригодится электрическое точило. Кое-где применялась сварка, но можно и обойтись. При работе с электрическим инструментом, обязательно использование защитных очков и наушников.
Прямоугольная труба 40х25, полоса шпилька с резьбой М12, болты, гайки, шайбы М10.
Определяемся с потребным количеством струбцин и приобретаем нужные материалы.
Нарезаем куски прямоугольной трубы, размечаем, накерниваем центры отверстий. При наличии станка, сверлить можно с одной стороны, насквозь, если же работать ручным инструментом, лучше не полениться и дополнительно разметить-сверлить и обратную сторону. Отверстия в металле, сравнительно крупного диаметра, лучше сверлить при пониженных оборотах. Удобно работать перфоратором в режиме сверления, при этом его зажим снабжается небольшим трехкулачковым сверлильным патроном с простым переходником. Часто, такая оснастка входит в комплект перфоратора. Большая мощность и невысокие обороты, делают работу таким инструментом весьма удобной.
После резки и сверления, не забываем притупить острые кромки.

Нарезаем-размечаем, сверлим. Округлые краешки размечал без затей – прикладывая подходящую монетку. Обтачиваем края на точиле, притупляем острые кромки. Волшебным напильником, в тисках.

Винтовой зажим, задний упор.
Нарезал нужной длины резьбовые шпильки, на один из концов приварил по длинной «соединительной» гайке.
При отсутствии доступа к сварочным работам, навинченную гайку можно просверлить и продеть в нее поперечный перекидной рычаг с ограничителями, на манер, ворота тисков. Остальное очевидно.






Работа над ошибками, несколько слов в заключение.
В качестве осей использованы стандартные болтики с гайками М10 соответствующей длины. Следует признать это вполне работоспособным, дешевым вариантом, хотя для более плавного хода подвижных соединений, лучше бы применить гладкие стержни, к примеру – обрезки тех же болтов с неполной резьбой. С теми же целями, отверстия, хорошо бы сверлить станочным способом.
Практика показала, что длину резьбовой шпильки, смело можно уменьшить на треть, ну скажем, до 300 мм.
Струбцины, как и любые самодельные железки из обычной, «черной» стали, желательно покрасить.
Для большего удобства, ряд гаек соединений не участвующих в «переключении диапазонов» можно заглушить, сделав несколько точек сваркой, хорошенько накернив торец болта или просто его расклепать. Это уменьшит утерю гаек при переноске струбцин.


При зажиме щита, стальной винт упирается в мягкую деревяшку со значительным усилием и продавливает ее. Удобными оказались съемные металлические упоры из кусочка железной полосы с наваренной гайкой. Гайка предотвращает соскальзывание упора при затягивании. В «транспортном положении» упоры хранятся в тряпочном носочке, вместе с несколькими запасными болтиками и гайками.
Очевидное — для затягивания винтов, удобнее и безопаснее, применять накидной ключ.

И последнее – самое главное при склеивании щитов, как оказалось – настройка строгального станка, на котором будут обрабатываться заготовки, и да – как ни крути, щит не получается совсем ровным, струбцины лишь уменьшат «ступеньки» и повысят удобство процесса, склеенную заготовку щита, все равно придется строгать.
Источник



