
- Как сделать форму
- Форма для литья в ручном режиме на рабочем столе
- Изготовление двойного дюбеля для монтажа теплого пола
- Форма
- Снятие размеров
- Отливки дюбеля
- Форма в работе
- Финансовая часть
- Литье пластмасс под давлением в домашних условиях
- Изготовление пресс-формы
- Станок для литья полипропилена
- Станок для литья пластмассы дома
- Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Как сделать форму
Для МиниТПА не требуется полноценная пресс-форма для литья деталей из пластмасс.
Достаточно сделать формообразующую деталь, являющуюся частью любой пресс-формы.
Форма может состоять из одной-двух-трех и так далее деталей. Главное: они должны плотно соединяться и удерживаться в собранном состоянии в момент впрыска пластмассы. Затем после впрыска форма должна легко разбираться на составляющие, а сама деталь без проблем извлекаться после отливки.
Изготовление формы будет показано на примере выполнения задания литья клипсы для шнура. Этот пример для станка с автоматическим узлом смыкания, модификации для ручного станка также описаны ниже.
1. Отрисовываем изделие.

2. Поскольку деталь небольшая, то таких деталей можно отливать по нескольку штук за раз. Принято решение лить 2 штуки за раз, поскольку требуется небольшое количество изделий.
Рисуется компьютерная модель половины формы, содержащей 2 детали. Впрыск планируется в середине между изделиями. Поскольку требование к изделию не являются высоким, то литьевые каналы принято сделать широкими для более легкого литья.
По углам предусматриваются отверстия с резьбой.

Вы можете скачать zip-архив с файлами этой пластины в формате stp и iges по этой ссылке.
3. Передняя пластина (вторая половина формы) представляет собой гладкую поверхность с отверстием посередине для сопла МиниТПА и также четырьмя отверстиями с резьбой для крепления.

4. Для себя мы разработали набор рамок для крепления разногабаритных форм со множеством сквозных отверстий и с большими отверстиями по углам для посадки на направляющие.

Впоследствии, мы отказались от рамок в исходном виде, оставив от них лишь вертикальные части с бронзовыми втулками.
К отверстиям крепятся формы, размеры отверстия для нашего случая указаны на странице «Чертежи». Вы же вправе выбирать их и располагать так, как требует Ваша деталь.

5. Собираем все конструкцию на станке, делаем пробную отливку. Все готово.
6. В нашем случае, мы доработали форму, оснастив ее толкателями для работы в автоматическом режиме.
Пример работы ниже на видео:
Форма для литья в ручном режиме на рабочем столе
Форма для литья в ручном режиме будет иметь минимум отличий: отверстие в ровной пластине делать не нужно — впрыск будет происходить по линии смыкания двух пластин (полуформ).
Форму нужно будет закрепить на рабочем столе. Верхний рычаг будет удерживать форму от раскрытия, второй — двигать весь рабочий стол к соплу для впрыска.
Надеемся, эта информация будет полезной для Вас при проектировании и изготовлении формы.
Изготовление двойного дюбеля для монтажа теплого пола
Согласно приведенному выше алгоритму была спроектирована и испытана форма для литья
двойного дюбеля для монтажа теплого пола.
Форма
Форму делали из алюминия по двум причинам. Первая — проверить одну гипотезу (техническое решение), вторая — минимизировать риски в случае неудачи и заодно сэкономить в случае удачи. Все получилось.
Решено было делать форму на два места, чтобы уложиться в габарит 120 мм. Форма проектировалась для литья в автоматическом режиме, оснащена толкателями. Были сделаны каналы для охлаждения, поскольку толщина одной пластины (полуформы) составила более 20 мм.
Ниже приведены фото формы, состоящей из двух половинок, фото толкателей и пластины для крепления толкателей.


Детали отливаются не пополам в полуформах, в полуформу с толкателями деталь погружена чуть глубже, примерно на 2 мм, на глубину боковых зацепов. Так сделано для того, чтобы после отливки детали оставались именно в ней.
Это имело смысл. В самом начале, когда доза еще только подбиралась доза впрыска, при малой дозе деталь оставалась на полуформе, которая ближе к носику. При правильной дозе — оставалась там, где толкатели.
Снятие размеров
Фото оригинала, с которого снимались размеры, приведено ниже. Дюбель под трубу 25 мм белого цвета.

Отливки дюбеля
Заказчик привез с собой несколько полимеров для тестирования. Вес отливки составил 21 грамм, то есть чуть больше 10 граммов составляет вес одного двойного дюбеля.
Первый материал — наш стандартный полипропилен (дюбель оранжевого цвета). Льется обычно, никаких сюрпризов или особенностей. Усадки почти не видно. Не замеряли и не запоминали параметры, поскольку материал дорогой. Просто выгоняли материал, заодно проливали в тестовом режиме. Плюс разогревали форму.
Небольшая вмятина вверху дюбеля — это еще не отработанная доза впрыска, не брак и не усадка.

Второй материал — полиэтилен низкого давления (серо-голубой цвет). Температура переработки в максимальной точке 240 градусов Цельсия. Льется хорошо, но из-за высокой температуры цикл даже с охлаждением составил почти 100 секунд, это категорически не устраивало заказчика. По тактильным ощущениям — очень приятная деталь, тяжеловатая, хорошо лежит в руке.
Появился брак из-за плохого охлаждения на краях формы — усадка выше радиуса. Это нетрудно устранить, просверлив дополнительные каналы охлаждения в требуемых частях.

Третий материал — вторичный (не помню название), под кодовым номером «109» у поставщика (узнаю название — поправлю тест [Парфенов О.Н.]), цвет также непонятный. Низкая температура переработки, чудесно льется, сразу вышли на цикл в 57 секунд. Максимальная температура расплава была в диапазоне 180-190 градусов Цельсия.
Заказчик пожелал еще уменьшить цикл. Нами были даны рекомендации: добавить внешнее воздушное охлаждение, сделать дополнительные каналы для водяного охлаждения, уменьшить ход подвижной полуформы. Время цикла для такой отливки в 40 секунд представляется абсолютно реальным.
Поскольку данный набор мероприятий не входит в регламент тестирования фомы, заказчик будет заниматься этим самостоятельно уже у себя на производстве.
Но главное достоинство этого материала — цена в 60 рублей за килограмм, то есть цена отливки в 21 грамм составляет 1 рубль 26 копеек, или цена материала для литья одного двойного дюбеля — 63 копейки. В магазине такой дюбель стоит 5 рублей.
Внешний вид дюбеля совершенно никак не беспокоил заказчика, на ощупь он гладкий, хотя кажется, что поверхность вся испещрена канавами, царапинами, вмятинами. Материал в гранулах выглядел точно так же, как и само изделие.

Для четвертого материала потребовалось повышение температуры, что потянуло за собой увеличение цикла, поэтому тестирование четвертого материала остановили, толком не начав.
Форма в работе
Фотография формы в работе. Видны трубки охлаждения. Толкатели начинают выталкивать отливку.

Финансовая часть
Прямые затраты для получения результата в виде годной отливки двойного дюбеля для теплого пола составили
(все цены по прайс-листу):
- Снятие размеров — 5000 руб.
- Проектирование — 35000 руб.
- Изготовление — 30000 руб.
- Тестирование — 15000 руб. Цена на тестирование указана с учетом последующей скидки при покупке оборудования.
- Тестирование материала 4 шт. — бесплатно.
Итого: 85ооо рублей.
Мы продолжаем сотрудничество — приступили к проектированию формы (сначала снятию размеров) для следующего в списке изделия: скобы для крепления трубы к пенополистиролу.
Источник
Литье пластмасс под давлением в домашних условиях
Этот видео урок канала очумелецТВ о том, как осуществлять литье пластмассы в домашних условиях. Расплавленная пластмасса не бывает полностью в жидком состоянии. Это густая масса, поэтому её льют под давлением. Чтобы создать его, мастер сделал металлический шприц. Использовал сантехнический сгон. Поршень. Направляющая.
Твердая пресс-форма. Из эпоксидной смолы. Изготавливать винтовой барашек. В качестве сырья использовал полипропилен. От старого ящика. В домашних условиях лучше лить полипропилен и полиэтилен, так как эти пластмассы нетоксичные.

При нагревании они не выделяют вредных продуктов. Мелкие кусочки заполняем в шприц. Ставим в духовку она 220-240 градусов. Деталь простая, поэтому пластик не стоит сильно перегревать. Пока греется пластик будем собирать пресс-форму.
Сначала закрепим болт на нужное расстояние. Достаточно потянуть руками, здесь не нужен гаечный ключ. Давление не столь высоко. Чтобы болты не ходил туда сюда, используем крышечку. Материал дсп. Устанавливаем крышку и стягиваем гайками. В отверстие будем заливать пластик.
Прошло 30 минут. Одеваем специальные перчатки, достаем шприц. Быстренько накручиваем. Надавим, чтобы выдавить пластмассу. Устанавливаемых поверх пресс-формы. Давим. Выдерживаем определенное время. Необходимо держать под давлением, чтобы усадка была минимальная.
Разберем форму и посмотрим, какое получилось изделие.


Видно, что всё пролилось. Извлекаем. Деталь получилась. Болт хорошо залился, сидит прочно. Выступы можно обрезать. Так можно делать литье полипропилена и др. в домашних условиях. Это самый примитивный кустарный способ. Чтобы можно было быстро и легко отлить изделие.
Изготовление пресс-формы
Далее смотрите видео о том, как сделать пресс-форму, чтобы лить пластмассу.
Станок для литья полипропилена
Автор канала ОумелецТВ показал изготовленный своими руками станок для домашнего литья пластмассы. Он электрический. Поршень ручной. Термостат для точного контроля температуры. На видео показана его испытания. Для этих целей он будет лить нейлон или полиамид. Есть еще одно название – капрон. Из нейлона обычно делают крестовины для стульев. Как раз такая нашлась у мастера, он её раскрошил. Перед применением кружку нужно просушить при температуре до 100 градусов. Это нужно делать в течение 2-4 часов.

Загрузим гранулы в станок. Установим 250 градусов. Это оптимальная температура для литья полиамида. Подождем, когда наберется необходимое градусы. Потом установим поршень. Станок вышел на оптимальный режим, индикаторная лампочка горит. Теперь нужно подождать 5 минут, чтобы пластик полностью прогрелся изнутри.
Полиамид нагрелся. Ставим его на пресс-форму. Вдавливаем. Делаем выдержку под давлением. Видно, что он залился. Дадим ему немного остыть. Теперь разбираем пресс-форму. Училась пластмассовое изделие. Как видите, усадки нет.
Станок для литья пластмассы дома
Далее видеоматериал, объясняющий, как изготовить станок для литья пластмассы. Что для этого потребуется в домашних кустарных условиях? Шток с поршнем. Труба на три четверти в качестве цилиндра. Полдюймовой переходник на 3/4 трубу. Штуцер, срезанный для удобства. Металлическая прокладка со слюдой для изоляции. Термостат. Он регулирует температуру до 350 градусов. Тен на 600 ватт. Две гайки и коробка для крепления термостата. Одеваем переходник. Закручиваем шайбу.
Для того, чтобы нихром не сползал вниз.

Начинаем собирать блок управления. Потом прикрепим термопару от термостата к корпусу цилиндра. Автор не стал показывать, как он будет все это собирать, но представил схему. На фото устройства показано в сборе.

Крепим блок управления к шприцу. Затягиваем гайками. Термопары по длине достаточно. Теперь нужно закрепить. Слюда для предотвращения проскакивания термопары через керамические изоляторы. Для перематывания используется не просто нить, а кремнеземная. Она жаростойкая, то есть не горит, не плавится. Можно использовать асбестовый шнур. Но поскольку его не было в наличии у мастера, пришлось покупать кремнеземную.
Обматываем ТЭНом. Далее можно использовать минеральную вату или асбестовую ткань. Необходимо для избежания теплопотерь. Мастер использовал минвату от старой духовки. Алюминиевым проводом зафиксировал. Сборка закончена. Можно проводить испытания под давлением.
Выставляем термостат на 100 градусов. Посмотрим, как в этом режиме дома будет работать станок.
Источник
Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Многие из тех, кто печатает на 3D-принтере сталкиваются или с необходимостью получить партию моделей в короткие сроки, или скопировать удачно получившуюся деталь, или получить изделия с прочностными характеристиками, превосходящими таковые у пластиков для домашней 3d-печати.
3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.
В этом обзоре мы сравним самые основные и популярные силиконы, полиуретаны и добавки к ним, кратко посмотрим на основные способы создания форм и изделий, подумаем, где это может найти применение и, наконец, создадим свою силиконовую форму и модель.
Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид.
Подробный обзор XTC 3D Вы можете прочитать здесь.
Методы создания форм
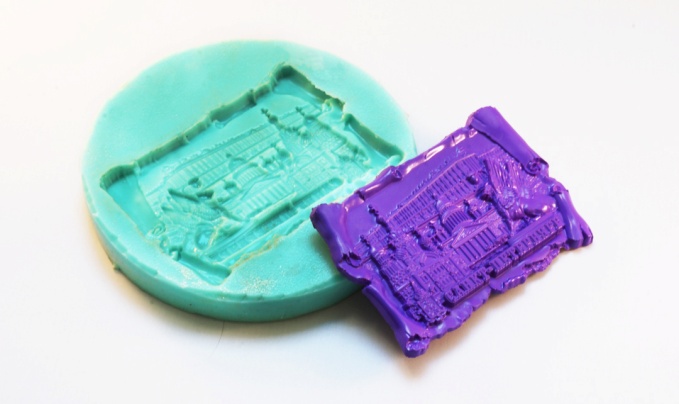
Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.

Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.
Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
• Метод «в намазку»
Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели.
Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков
Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.

• Серия Mold Star 15, 16, 30
Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями.
Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40
Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40
Силиконовые пасты с временем жизни 1, 4 и 30 минут. Предназначены для ручного смешивания, по консистенции напоминают густое тесто. Цифры соответствуют твердости по Шору А. Обладает крайне высокой прочностью на разрыв и долговечностью. В отвержденном состоянии является безопасным для заливки шоколада, карамели и других ингридиентов.
• Серия SortaClear 18, 37, 40
Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами.
Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
• Серия Smooth-Cast
Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK
Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач.
Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование:
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
Нам понадобятся:
• Платиновый силикон Mold Star 30
• Заливочный полиуретан Smooth-Cast 300
• Лак для 3D-моделей XTC-3D
• Упаковка виниловых перчаток
• Несколько одноразовых пластиковых стаканчиков
• Емкости для смешивания
• Термоклеевой пистолет
• Материал для опалубки (пластиковые панели)
• Скульптурная глина
• Несколько малярных кистей
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.

Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать тут), а затем шкурим, чтобы получить гладкую матовую поверхность.

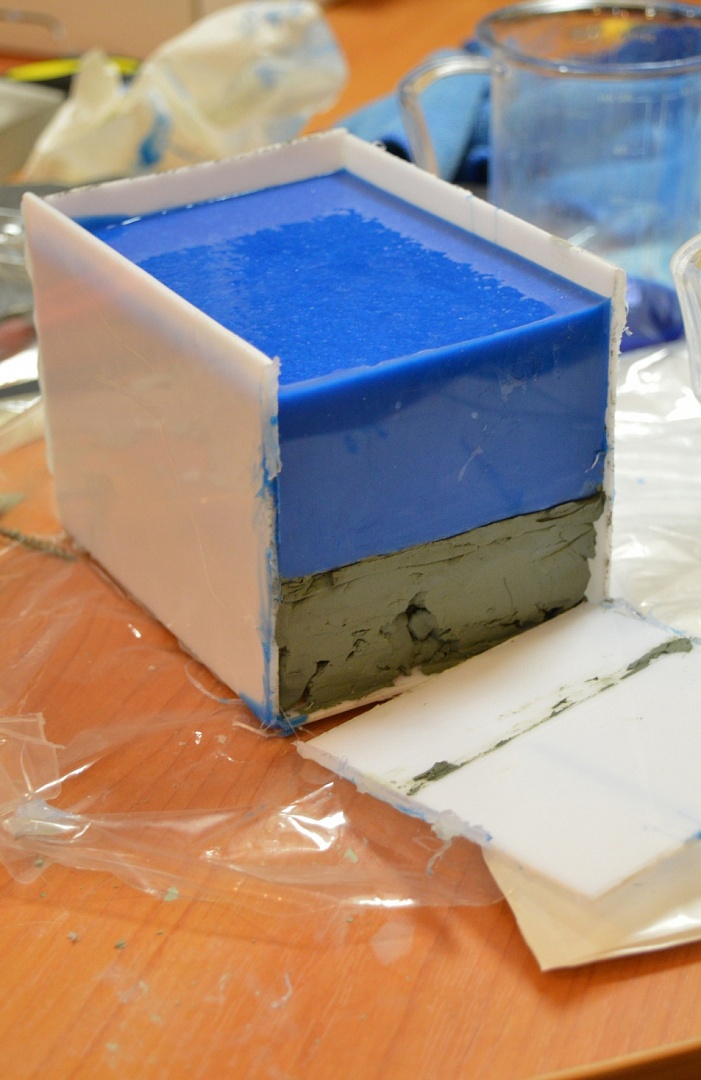
Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.

Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.

Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.

Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости.
После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.



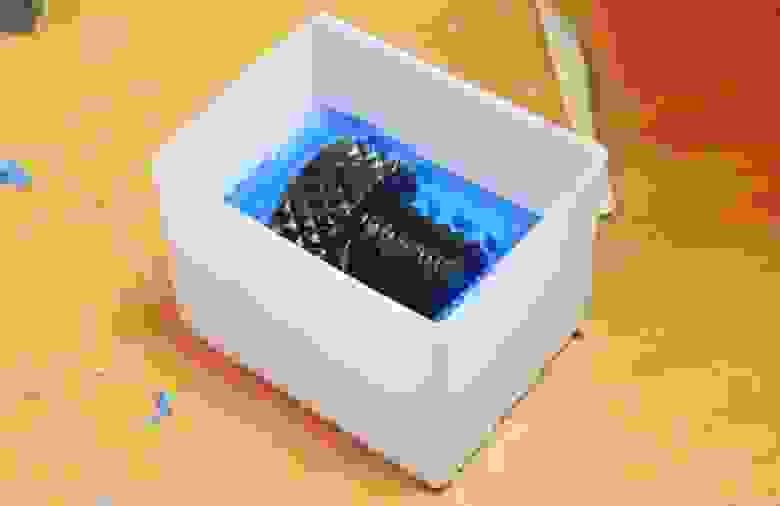
Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.

И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.
Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.

И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.
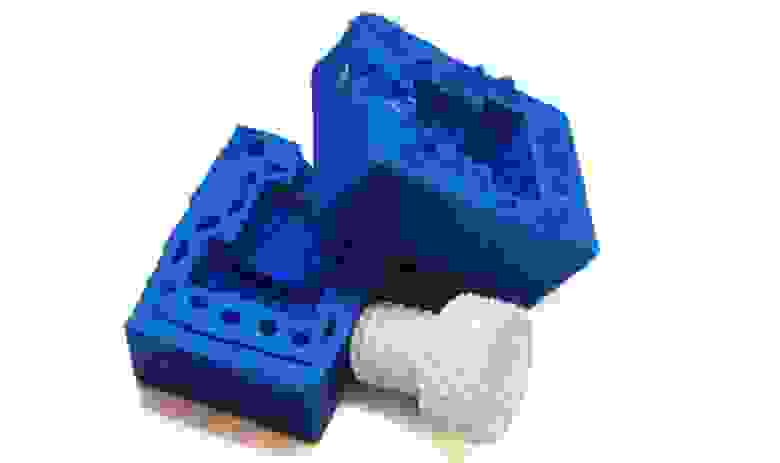
Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.

Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.
Модель готова. Переданы абсолютно все детали оригинала.
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.
Источник



