
- Какие потребуются станки для производства арболитовых блоков и как сделать их самостоятельно?
- Линия для изготовления
- Машины для получения щепы
- Смесители для арболита
- Вибропресс
- Сушильные приспособления
- Формы
- Самостоятельное создание
- Как самому сделать щепорез?
- Смеситель
- Уплотнитель
- Цена оборудования: от чего зависит?
- Заключение
- Способы формования арболитовых блоков
Какие потребуются станки для производства арболитовых блоков и как сделать их самостоятельно?
 Разные виды легкого бетона в последнее время стали популярными в строительной сфере.
Разные виды легкого бетона в последнее время стали популярными в строительной сфере.
Один из них – арболит или арболитовые блоки, которые делают на основе портландцемента, минеральных веществ, щепы, заполнителя, химических добавок и воды.
Производством арболитовых блоков занимаются крупные компании по всему миру, но сделать их можно и самостоятельно, если озадачиться изготовлением специального оборудования. Станок для производства арболитовых блоков включает в себя множество деталей и механизмов. Рассмотрим их подробнее.
Линия для изготовления
При массовом производстве строительного сырья из арболита необходимо тщательно подготовить древесные материалы, а также изучить особый метод формовки блоков из смеси. Только при использовании правильного сырья, специального оборудования и технологии можно получить качественные блоки, годные для строительства по всем стандартам. Чтобы наладить линию изготовления потребуется:
 вибропресс;
вибропресс;- самозапечатываемая форма;
- подъемно-поворотный бункер;
- лебедка управления бункером;
- смеситель;
- лебедка подъема дозаторов;
- дозатор щепы;
- дозатор цемента;
- контейнеры для изготовления древесины и раствора;
- раздатчик смеси;
- сушилка;
- поддоны;
- тележка для транспортировки поддонов.
 вибропресс;
вибропресс;Важно! Для наладки работы линии производства необходимо использовать все перечисленное оборудование. Благодаря таким мощностям, можно изготовить до 350 блоков арболита за сутки.
Подробнее рекомендуется рассмотреть отдельные технические единицы для изготовления арболитовых блоков, а также требования к ним.
Машины для получения щепы
Щепа для арболита изготавливается из хвойной древесины. Этот материал на 75% составляет наполнение арболитового блока. Размер частичек равен 25х12 мм: чтоб получить такие габариты, придется использовать дробильное оборудование для щепы. Оно бывает таким:
Рубительные машины-танки необходимы для измельчения бревна до кусочков заданной дисперсии. Когда конвейер подает бревно к приемному окну, оно затягивается внутрь, фиксируется и направляется к режущему диску.
В щепорезах древесину загружают в специальный отсек, откуда она подается на режущий инструмент и доводится до мельчайших частиц.
Дробилка работает по принципу измельчения сырья с помощью острых ножей. Она должна поворачиваться на 360 градусов, а лезвия ножей должны быть сделаны из высококачественной стали, устойчивой к износу. Большое количество режущих элементов гарантирует длительный срок службы оборудования. Толщина корпуса должна составлять не менее 2 см. Популярный аппарат такого типа производят компании Krafter, Untha, Walter.
К щепорезам также предъявляют требования: они должны быть надежными. А все узлы съемными. Легкая очистка только упростит работу, а качественные ножи сделают щепорез долговечным. Производством занимаются российские компании, а также фирма из Китая Boxer. Рубительные машины производят компании Junkkari, Ahlstrom.
Смесители для арболита
 Так как арболит производится на основе жидкой смеси, а в ее состав входят различные компоненты, то стандартная бетономешалка здесь не подойдет.
Так как арболит производится на основе жидкой смеси, а в ее состав входят различные компоненты, то стандартная бетономешалка здесь не подойдет.
Для замешивания массы используют специальные смесительные станции. Например, компания Рифей из Челябинской области производит такие аппараты.
Модель СГ-1000 соответствует всем требованиям и имеет характеристики:
- загрузка до 1000 литров;
- горизонтальные роторы;
- мощность 7,5 кВт;
- объем для масла в редукторе – 4 литра;
- частота оборотов двигателя – 1500 оборотов в минуту.
Смесители должны оснащаться прочным толстым корпусом, роторами для замешивания, а также выгружным люком и мощным электродвигателем с редуктором. Современные смесительные станции имеют пульт управления, что делает работу удобной.
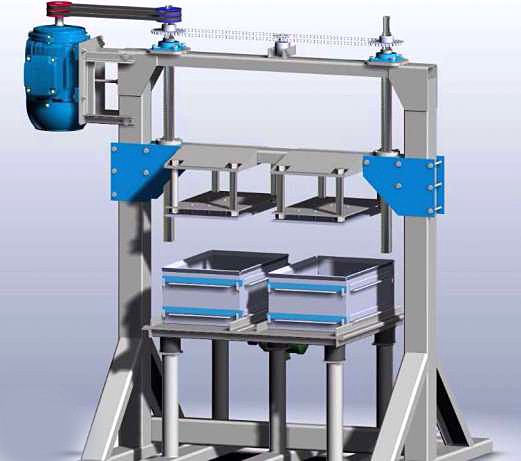
Вибропресс
Как для частного, так и для масштабного производства арболитовых блоков требуется пресс. Суть его работы простая:
- Древесину загружают в матрицу.
- Включают пресс и происходит первый этап уплотнения массы.
- Вибропресс выключают, а остатки массы убирают в верхний уровень матрицы.
- Затем опять включают вибратор, опускают рычаг и проводят повторную утрамбовку.
Обратите внимание! В современном оборудовании в вибропрессах сразу имеется функция формовки арболитовых блоков. После повторного прессования оборудование распределяет массу по формам, а затем раскладывают их по поддонам. После того, как поддон убрали, можно загружать следующую партию смеси.
Производством такого оборудования занимаются крупные заводы России и зарубежных стран. Например, компания БлокПресс из Уфы изготавливает оборудование для линейки производства арболитовых блоков. Вибропресс ВПРС Арболит оснащен сразу 2 матрицами. Он весит 165 кг и позволяет получить блоки размером 300х200х500 мм. За 8 часов формируется до 300 единиц блочного материала.
Сушильные приспособления
 Сушить арболитовые блоки можно естественным способом, но это сильно увеличивает сроки получения готового материала для строительства.
Сушить арболитовые блоки можно естественным способом, но это сильно увеличивает сроки получения готового материала для строительства.
Чтобы процесс пошел быстрее, используют специальные сушильные камеры. Чем качественнее будет работать камера, тем лучше по характеристикам получатся блоки.
Камера визуально выглядит как большой барабан с диаметром 2,2 метра. Он состоит из 2 частей: внутренней и наружной.
Наружная часть оснащается перфорацией – через нее поступает теплый воздух для обдувки арболитовых блоков.
Наружный барабан делает несколько десятков оборотов в минуту, чтобы блоки просушились. Таким способом за 8 часов можно просушить до 100 таких блоков. Сушилки выпускаются мощностью от 4 до 11 кВт: чем выше мощность, тем быстрее сушатся блоки.
Формы
Формы изготавливаются из стали, они оснащаются двумя боковыми ручками. Внутри есть обивка, а также две съемные крышки – верхняя и нижняя. Лучше выбирать те формы, которые изготовлены путем лазерной резки. Такой метод позволяет получить более ровные поверхности.
Заполнение форм происходит с помощью запрессовки, так как очень важно получить одинаковые по весу и плотности арболитовые блоки.
Когда формы заполнены, их накрывают специальными пластинами, а также фиксируют со всех сторон. Затем форма с материалом снимается с вибростола и отправляется в сушильную камеру. Производством форм занимаются заводы, которые изготавливают оборудование для производства арболита.
Самостоятельное создание
Для наладки линии производства арболитовых блоков необязательно приобретать дорогостоящее оборудование, но в некоторых случая его не заменить. Сделать альтернативу своими руками можно в случае с щепорезом, смесителем и уплотнителем.
Как самому сделать щепорез?
Для изготовления щепореза своими руками понадобится металлический лист толщиной до 20 мм. Из него вырезают круг диаметром 300-350 мм. Внутри делают отверстие и вставляют шпонку. На внешнем периметре круга делают симметричные прорези. Для ножей использую рессоры из автомобиля, их разрезают на полосы металла, а затем затачивают и прикручивают к основанию.

Также необходимо сделать молоточный механизм. Для этого применяют полосы металла с толщиной 5 мм. Их располагают на роторе. Также подготавливают сито: его делают из металлической емкости круглой формы, где отрезают кольцо, а затем проделывают отверстия дрелью. Чтобы удобно выталкивать стружку из станка необходимо с обратной стороны диска сделать поперечины. Во время вращения диска они также будут вращаться, тем самым проталкивая стружку наружу.
Смеситель
Бетономешалку для арболита можно соорудить своими руками, тем самым не придется тратить деньги на оборудование с завода. Для этого понадобится бочка на 200 литров, колеса, уголки, швеллеры и трубы. Также необходима арматура, редуктор, электропровод – лучше сделать электрическую бетономешалку, чем механическую.
Если взять стиральную машинку старого образца, можно использовать электродвигатель от нее. Также нужны подшипники и большое количество крепежа: саморезы, болты и гайки.
Обратите внимание! Нужно подготовить инструменты: ножовку, сварочный аппарат, болгарку, дрель, плоскогубцы и набор ключей.
Сначала изготавливается сварная рама, затем собирают емкости для замеса раствора. Далее устанавливают электрический привод и редуктор, подводят к ним проводку. На конечном этапе необходимо проверить все оборудование на его исправность и безопасность.

Уплотнитель
Конструкция уплотнителя состоит из нескольких элементов:
- столешница;
- устройство для вибрирования;
- стол;
- устройство для уплотнения.

Сначала изготавливают стол: он представляет собой ножки, которые приварены к раме. Раму делают прямоугольной, ее размеры 50х70 см. Длину ножек делают удобной под свои предпочтения. Столешница должна иметь поперечные распорки, так как будет поддаваться серьезной нагрузке. Она должна совпадать с форматом рамы.
Для уплотнителя требуется мощный двигатель, рекомендуется брать изделие типа ВИ99/E – в нем можно регулировать частоту колебаний.
Цена оборудования: от чего зависит?
Стоимость оборудования для производства арболитовых блоков зависит от завода – изготовителя, региона продажи, а также от материалов, которые используются в машинах. Несколько примеров цен по России на оборудование:
- смеситель – 159000 рублей;
- вибропресс – от 46000 до 59000 рублей;
- сушильное оборудование – 750000 рублей;
- формы – от 1800 до 2400 рублей;
- щепорезы – 99900 рублей.
Стоимость оборудования также зависит от модификации. Например, вибропресс с 1 матрицей будет дешевле, чем оборудование с 2-3 матрицами. Форма для арболита с 2 ячейками обойдется дешевле, чем на 3-4 ячейки.
Заключение
Для производства арболитовых блоков используют специальное оборудование: щепорезы, смесители, вибропресс, сушилки и формы. Некоторые машины можно заменить приборами, сделанными своими руками. Смастерить можно вибростол, смеситель и щепорез из подручных материалов.
Источник
Способы формования арболитовых блоков
О составе и о пропорциях смеси для производства арболитовых блоков мы уже писали в первой части настоящей статьи. Сегодня мы расскажем о том, как правильно формовать и утрамбовывать арболитовую смесь, а также о правилах складирования готовых блоков.

В настоящее время существует несколько способов формования арболитовой смеси:
- Ручное трамбование на полу производственного помещения.
- Ручное трамбование с использованием вибростанка.
- Механизированное трамбование методом вибропрессования.
- Формование на вибростанке с пригрузом.
Какой из них более предпочтителен – зависит от запланированного объема производства.
Рассмотрим перечисленные методы подробнее.
Ручное трамбование на полу
Представленный метод считается наиболее экономичным. Как правило, его применяют, когда необходимо изготовить материал для строительства собственного дома, но иногда этот способ используется при открытии нового производства.

Если денег немного, я бы начал с ручного трамбования (без станка совсем), то есть: ручная трамбовка плюс виброплощадка или просто ручная трамбовка. При объеме 100-120 м³ в месяц – это отличный вариант.
Представленный способ предполагает наличие следующего оборудования:
- смеситель принудительного типа или емкость для ручного замешивания смеси (некоторые используют обычные бетономешалки, но их применение на практике не всегда эффективно);
- стальные формы для блоков;
- ручная трамбовка (стальная);
- ровное основание, на которое будут устанавливаться формы (основание накрывается полиэтиленовой пленкой);
- поддоны для складирования готовых изделий.
Сразу после замешивания арболитовая смесь раскладывается по формам. Формование производится в 2-3 этапа: смесь укладывается в формы послойно, причем каждый слой необходимо последовательно утрамбовывать. Перед трамбованием смесь следует проштыковать, используя узкие вилы.
Какой бы способ формования вы ни выбрали, особое внимание необходимо обратить на конструкцию самих форм. Так, размер формы по длине и ширине соответствует размеру блоков. Высота же формы всегда больше заданного размера. Это делается для того, чтобы в форму смог поместиться необходимый объем неутрамбованной смеси. Коэффициент уплотнения варьируется в следующих пределах: от 1,2 до 1,6. При этом он будет соответствовать средней плотности конструкционного арболита (700 кг/м³). Иными словами, если высота блока у вас равна 37 см, то минимальная высота формы должна быть 44,5 см. Форма наполняется до верхнего края, а затем смесь утрамбовывается до высоты блока (чем выше форма, тем выше будет плотность готовых блоков и, соответственно, выше их прочность).
Блоки можно сразу делать универсальными, чтобы по своим размерам они могли одновременно подходить и для строительства стен (толщиной 37 см), и для строительства перегородок (толщиной 16 см).

Размер –50х37х16. Благодаря всем форумчанам именно этот размер и делаем. Этот блок будет универсальный – стеновой и перегородочный.
Формы для арболита следует делать либо стальными (из нержавейки), либо деревянными (с обшивкой из нержавеющей стали). Корпус формы должен состоять из двух частей, при этом дно у такой конструкции будет отсутствовать.

Соединяются обе половины с помощью металлических шпилей.

Вместо дна используется фанерная дощечка или ровное основание бетонного пола. Поверхность основания следует накрыть полиэтиленовой пленкой. Это делается для того, чтобы защитить основание от налипания смеси. При этом для защиты боковых и нижних поверхностей формы от налипания арболита можно применять линолеум или специальные растворы. А вот какой вариант защиты использует один из пользователей нашего портала.
Долго мудрили с различной «химией», предназначенной для смазывания металлических форм. В итоге взяли у пищевиков отработанное растительное масло (у нас цена – 650 руб. за 50 литров), попробовали. Уже второй год пользуемся только им. Работает прекрасно.
Стенки арболитовых форм желательно оснастить специальными фиксаторами (защелками).


Срабатывая во время утрамбовывания смеси, они фиксируют трамбовочную крышку в положении, соответствующем высоте блока.

Крышка забивается с помощью стальной трамбовки, которая использовалась для последовательного трамбования нескольких слоев арболитовой смеси.

При ручном способе формования используется несколько форм. Каждая из них рассчитана на 1 или 2 блока. Этот способ позволяет осуществлять распалубку готовых изделий как мгновенно (сразу после формовки), так и спустя определенное время (10-12 часов после формования). Второй вариант позволяет получить более прочные изделия.
Переносить блоки на поддоны желательно, спустя 2-3 дня после распалубки. Складывать блоки друг на друга можно только через 3-4 дня после их изготовления, а складировать изделия в три ряда (по высоте) можно только через 6-7 дней после распалубки.
Несмотря на разницу в плотности блоков, полученных методом ручного трамбования, при соблюдении технологии их прочность всегда будет соответствовать строительным стандартам.
Ручное трамбование на вибростоле
Этот способ формования предполагает использование всех тех приспособлений, которые перечислены в предыдущей главе. Единственное, что придется приобрести дополнительно – это сам вибростол.

В процессе формования блоков арболитовые формы (вместе с основанием, накрытым полиэтиленом) устанавливаются на поверхность вибростола. Затем форма наполняется смесью, которая сразу же проштыковывается тонкими вилами. На следующем этапе в работу задействуется вибростанок. Устройство включается на короткий промежуток времени: 10-30 сек. Точное время работы станка устанавливается опытным путем.
После выключения станка смесь утрамбовывается с помощью ручной трамбовки и фиксирующейся крышки. Сформированные блоки вместе с основанием можно снимать с поверхности вибростола.
Производить распалубку можно сразу, а можно спустя 10-12 часов после формования.
Преимущества формования на вибростоле состоят в возможности получения блоков с более однородной внутренней структурой. При этом плотность блоков, изготовленных в процессе нескольких замесов, будет отличаться незначительно (чего нельзя сказать о качестве изделий, полученных методом обычного ручного трамбования).
Формование на вибропрессовальном станке
Формование блоков с помощью вибростанка требует наличия основного и вспомогательного оборудования:
- емкость для разбавления хим. добавок;
- мерные емкости для засыпки цемента и наполнителя;
- вибростанок со стальными формами;
- тележки для транспортирования арболитовой смеси (при необходимости);
- деревянные или стальные поддоны для формования (могут быть рассчитаны сразу на несколько блоков);
- стеллажи и поддоны для складирования блоков.
Представленный способ формования требует покупки специального вибростанка, обладающего довольно сложной конструкцией (изготовить такой станок самостоятельно – очень сложно, а оборудование, имеющееся в продаже, нередко требует доработки).

На рынке продается огромное количество разных вибростанков, но, к сожалению, без внесения изменений практически ни один из них не пригоден для производства арболита.
Изменения должны затронуть конструкцию виброплощадки и прессовального механизма. Так, вместо виброплощадки необходимо установить виброударную установку (чтобы цемент при вибрации не стекал с поверхности щепы).
На вибростоле блоки изготавливать нежелательно, так как цементное молочко стремится вниз. Для арболита необходимо ударное встряхивание.
Если при ручном формовании на вибростоле подобная проблема решается предварительным штыкованием, то конструкция вибростанка не предусматривает осуществления этой операции. К тому же, если прессовальный механизм приводится в действие гидравлическими (или пневматическими) цилиндрами, под воздействием сильной вибрации он очень быстро выходит из строя. Все эти проблемы производителю арболита приходится решать самостоятельно.
Некоторые производители используют вариант с винтовым прессом.
На винтовом прессе я уже изготовил более 10000 м3 (за 3 года). Проблем незамечено. Меняем только цепь 2 раза в год, двигатель – 1 раз в 1,5 года, и своевременно производим замену бронзовых шайб (1 раз в год). Думаю, при правильном изготовлении пресса – вариант рабочий.
Конструкцию вибропресса каждый производитель выбирает для себя самостоятельно.
- Формы заполняются арболитовой смесью.
- Смесь подвергается воздействию виброударной установки (в течение 10-15 с).
- Производится прессование смеси (прессование осуществляется либо во время работы виброударного механизма, либо после его выключения).
- Поддон с готовыми блоками переносится на стеллаж.
Складывать блоки один на другой, так же, как и в двух предыдущих случаях, можно не ранее, чем через 3-4 дня после изготовления. Складировать изделия в несколько рядов (по высоте) можно только спустя неделю.
Преимущества изготовления блоков на вибропрессе состоят в максимальной механизации труда и в возможности изготавливать блоки с однородной структурой.
Вибрирование с пригрузом
Теперь перейдем к описанию наиболее распространенного способа формования блоков, который позволяет механизировать технологический процесс и одновременно оптимизировать затраты, связанные с открытием производства.
Вибростанок с пригрузом в настоящий момент можно приобрести на рынке, а имея в наличии соответствующие чертежи, его вполне можно изготовить своими руками (или заказать изготовление на профильном производственном предприятии).
Компактные арболитовые станки с пригрузом чаще всего рассчитаны на одновременное формование только одного блока, поэтому пригруз легко опускается в форму руками.
Источник



