
- Pereosnastka.ru
- Обработка дерева и металла
- Поводковое устройство
- Поводковые устройства
- ТОКАРНОЕ ДЕЛО
- Фрезерная обработка на 4-осевом обрабатывающем центре от мастеров ООО «ДИС-ГРУПП»
- Идеи как заработать на фрезерном станке с ЧПУ
- Особенности и преимущества сменных токарных пластин
- Продажа шагающий экскаватор 20/90
Pereosnastka.ru
Обработка дерева и металла
Для передачи вращения от шпинделя к заготовке, устанавленной в центрах, применяют поводковые устройства. Простейшее из них — токарный хомутик. Отогнутый хвостовик хомутика входит в радиальный паз планшайбы, закрепленной на шпинделе станка. Вращаясь вместе со шпинделем, планшайба увлекает за собой хомутик, а вместе с ним установленную в центрах заготовку. Применяют также хомутики с прямыми хвостовиками, для работы с ними используются поводковые планшайбы, у которых роль поводка выполняют палец или планка. Работа с хомутиком представляет определенную опасность: возможны случаи захвата хвостовиком хомутика одежды рабочего. Поэтому в целях безопасности применяют планшайбы с защитными кожухами (безопасные планшайбы). Чтобы не повредить поверхность зажимаемой заготовки, на нее надевают разрезную втулку или под зажимной болт подкладывают резину.
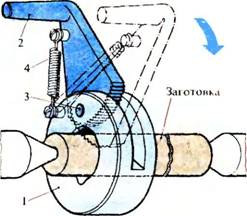
Для сокращения времени на установку и снятие хомутика применяют быстродействующие и самозажимные хомутики. Основной деталью самозажимного поводкового хомутика является кольцо, которое надевают на заготовку, установленную в центрах. При включении шпинделя планг;айба воздействует на поводок, который, поворачиваясь на оси, захватывает заготовку рифленой рабочей поверхностью. При резании этот хомутик тем надежнее зажимает заготовку, чем больше сечение стружки.







Передачу крутящего момента от шпинделя на заготовку часто осуществляют специальным поводковым самозажимным патроном (планшайбой) с эксцентриковыми кулачками. Конструкция такого патрона токаря-новатора В. К. Семинского показана на рис. 36. Наличие «плавающего кольца», на котором расположены оси кулачков, позволяет закреплять заготовки с неровной наружной поверхностью (например, поковки).
На рис. 7 изображена поводковая оправка, которая увлекает заготовку зубцами, находящимися на рабочем торце поводковой шайбы. Заготовка поджимается к зубцам центром задней бабки.
Поводком для валиков малых диаметров может служить рифленый поводковый центр — «ерш». Для обработки трубчатых заготовок также пользуются «ершами», имеющими на рабочей поверхности зубцы — рифления. Валики небольшого диаметра (до 20 мм) возможно закреплять в обратных центрах. На заготовке предварительно протачивают торцовые конусы и фаски, а передний и задний центры имеют соответствующие отверстия с посадочными конусами. Заготовка увлекается во вращение благодаря трению между передним обратным центром и заготовкой. Метод крепления в обратных центрах применяется только при чистовой обработке. Установка заготовок в центрах (с надеванием хомутика) длится 0,25—0,6 мин (в зависимости от массы детали). Установка в центрах с поводковым самозажимным патроном (планшайбой) или оправкой, а также установка в прижимах трения сокращает время на зажим и снятие детали почти в два раза. Опытные токари обрабатывают валики небольшого диаметра, закрепляя в обратных центрах типа «рюмка» (с базированием по фаске).

Заготовки из проката крепят в трехкулачковом патроне с поддержкой центром, установленным в пиноли задней бабки.
Источник
Поводковое устройство



Владельцы патента RU 2372169:
Устройство содержит неподвижный центр и поводковый диск. Для повышения точности обработки и надежности закрепления заготовки на многоцелевых токарных станках оно снабжено поводками, размещенными в поводковом диске, опорной шайбой, жестко соединенной с поводковым диском, и центрирующей шайбой, подпружиненной относительно опорной шайбы для фрикционного сопряжения с ней. При этом поводковый диск соединен с неподвижным центром посредством левой упорной резьбы. 2 ил.
Изобретение относится к области технологии машиностроения и предназначено для обработки валов на токарных станках, в том числе и на токарных многоцелевых станках.
Известно поводковое устройство [1], основным базирующим элементом которого является жесткий центр, имеющий левую винтовую канавку и взаимодействующий с подпружиненной сферической гайкой посредством шариков, расположенных в канавке. В процессе обработки заготовки усилия резания передаются через зубчатую поводковую головку к сферической гайке, вследствие чего сферическая гайка стремится повернуться относительно жесткого центра и передвинуться вдоль оси жесткого центра на заготовку, что обеспечивает увеличение усилия зажима.
Недостатком этого устройства является то, что данное устройство не обеспечивает фиксацию внедренных поводков в материале обрабатываемой заготовки. Это не гарантирует обеспечение точности обработки поверхностей заготовки при фрезеровании и сверлении на многоцелевых токарных станках, а также надежную передачу крутящего момента обрабатываемой заготовке от шпинделя станка.
Задачей изобретения является повышение точности обработки и надежности закрепления заготовки на многоцелевых токарных станках.
Указанная цель достигается тем, что поводковое устройство содержит неподвижный центр и поводковый диск и снабжено поводками, размещенными в поводковом диске, опорной шайбой, жестко соединенной с поводковым диском, центрирующей шайбой, подпружиненной относительно опорной шайбы для фрикционного сопряжения с ней, при этом поводковый диск соединен с неподвижным центром посредством левой упорной резьбы.
Фиксация внедрения поводков после токарных технологических переходов происходит вследствие фрикционных контактов в упорной резьбе и в стыке опорной шайбы с центрирующей шайбой. Использование в конструкции поводкового устройства упорной резьбы, по сравнению с конструкцией прототипа, позволяет повысить надежность зажима заготовки, особенно при выполнении технологических операций с изменяющимися силами резания, возникающими при фрезеровании, сверлении и рассверливании заготовки. Это позволяет применять поводковое устройство, в отличие от прототипа, на многоцелевых станках. Также повышается качество формообразования заготовки, так как изменение направления сил резания не приводит к изменению глубины внедрения поводков в торец заготовки, что, в сравнении с конструкцией прототипа, исключает вибрации поводкового устройства и тем самым повышает его виброустойчивость.
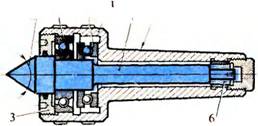
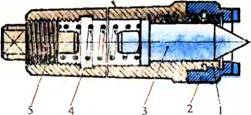
Сущность приспособления поясняется чертежами, на фиг.1 дан общий вид устройства в разрезе (устройство симметрично относительно оси разреза), на фиг.2 показан вид А.
Предлагаемое изобретение содержит неподвижный центр 1, по упорной резьбе которого крепиться поводковый диск 2, винты 3, опорная шайба 4, гидропластмассовое кольцо 5, пружина 6, центрирующая шайба 7, поводки 8. Гидропластмассовое кольцо 5 в опорной шайбе 4 предназначено для опоры поводков 8 и их равномерного усилия внедрения в торец заготовки. Опорная шайба 4 с помощью винтов 3 жестко соединена с поводковым диском 2, в котором размещены поводки 8, и имеет возможность поворачиваться вместе с поводковым диском 2 на упорной резьбе, что обеспечивает внедрение поводков 8 в торец обрабатываемой заготовки на глубину, необходимую для передачи крутящего момента заготовке. Поводковый диск 2 по наружной поверхности имеет рельефную насечку для удобства ручного его поворота при предварительном внедрении поводков 8 в торец заготовки. Пружина 6 способствует облегчению начального внедрения поводков 8 в торец заготовки. Это внедрение выполняется вручную, и пружина 6, контактируя с центрирующей шайбой 7, в дальнейшем обеспечивает фрикционное стопорение поводков 8, внедренных в торец обрабатываемой заготовки. Резьба на жестком центре 1 выполняется упорной одноходовой левой, что позволяет воспринимать большие осевые нагрузки, а также обладать высокими стопорящими свойствами.
Устройство работает следующим образом. Поводковый центр 1 вставляется хвостовиком в шпиндель станка. Заготовка, перемещаемая центром задней бабки, надвигается центровым отверстием на неподвижный центр 1 с усилием, достаточным для обеспечения беззазорного сопряжения базирующих конических поверхностей технологических центров с базируемыми коническими поверхностями центровых отверстий в торце заготовки. Далее ручным вращением поводкового диска 2, совместно с опорной шайбой 4, поводки 8 внедряются в торец заготовки на относительно небольшую глубину. При воздействии на заготовку моментом резания поводки 8 автоматически внедряются в ее торец на необходимую глубину за счет совместного их поворота с поводковым диском 2 и осевого перемещения по опорной резьбе на торец обрабатываемой заготовки. Глубина внедрения поводков 8 инициируется моментом резания, и ее максимальное значение определяется максимальным значением момента резания при выполнении токарных технологических переходов. В дальнейшем при выполнении фрезерных и сверлильных технологических переходов эта глубина внедрения поводков 8 в торец обрабатываемой заготовки сохраняется вследствие стопорящих свойств упорной резьбы и дополнительного фрикционного контакта опорной шайбы 4 с центрирующей шайбой 7.
Техническая эффективность изобретения заключается в том, что оно позволяет увеличить надежность передачи крутящего момента от шпинделя многоцелевого станка к обрабатываемой заготовке, повысить качество обработки поверхностей заготовок.
1. Авторское свидетельство 169973, МКИ В23В 33/00.
Поводковое устройство, содержащее неподвижный центр и поводковый диск, отличающееся тем, что оно снабжено поводками, размещенными в поводковом диске, опорной шайбой, жестко соединенной с поводковым диском, и центрирующей шайбой, подпружиненной относительно опорной шайбы для фрикционного сопряжения с ней, при этом поводковый диск соединен с неподвижным центром посредством левой упорной резьбы.
Источник
Поводковые устройства
Для передачи вращения от шпинделя к заготовке, установленной в центрах, применяют различные поводковые устройства. Простейший из них — токарный хомутик (рис. 33). Планшайба /, закрепленная на шпинделе станка, имеет радиальный паз, в который входит отогнутый хвостовик хомутика 3. Вращаясь вместе со шпинделем, планшайба 1 увлекает за собой хомутик, а вместе с ним установленную в центрах заготовку.
Хомутики бывают и с прямыми хвостовиками; для работы с ними используются планшайбы с пальцами. Работа с хомутиком представляет определенную опасность: возможны случаи захвата хвостовиком одежды рабочего. Поэтому в целях безопасности применяют планшайбы с защитными кожухами. Роль поводка выполняет палец (рис. 34, а) или планка (рис. 34, б). Чтобы не портить поверхность заготовки (детали) болтом хомутика, на нее надевают разрезную втулку 2 (рис. 35).
Для сокращения времени на установку и снятие хомутика его делают быстро-
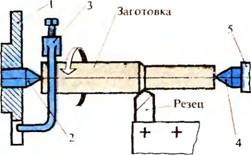
33 ЗАГОТОВКА, УСТАНОВЛЕННАЯ В ЦЕНТРАХ:
1 — планшайба, 2 — передний центр, 3 — хомутик, 4 — задний центр, 5 — пиноль
34. БЕЗОПАСНЫЕ ПЛАНШАЙБЫ:
А — с поводковым пальцем, б— с поводковой планкой; 1 — планшайба, 2 ■— хомутик, 3 — поводок-палец (или планка)
35 ПРИМЕНЕНИЕ РАЗРЕЗНОЙ ВТУЛ — 3 КИ:
1 — хомутик, 2 — втулка
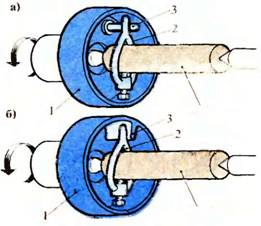
САМОЗАЖИМНОИ ПОВОДКОВЫЙ ХОМУТИК:
1 — кольцо, 2 — поводок, 3 — ось, 4 — пружина
Применяют поводковую планшайбу с плавающими кулачками (рис. 37) *. Токари-новаторы используют различные устройства для беспатронного и безхомутикового закрепления заготовок. Например, показанная на рис. 38 поводковая оправка увлекает заготовку зубцами, находящимися на рабочем торце поводковой шайбы 2. Заготовка поджимается к центру задней бабкой.
* Конструкция лауреата Государственной премии СССР В. К. Семннского.
/ — корпус оправки с коническим хвостовиком, 2 — поводковая шайба с торцовыми зубцами, 3 — плавающий центр, 4 — пружина, 5 — регулирующий винт пружины
Действующим самозажимным (рис.36). Кольцо 1 надевают на заготовку, установленную в центре. При включении вращения шпинделя планшайба воздействует на поводок 2, который, проворачиваясь на оси 3, захватывает заготовку рифленой рабочей поверхностью. В исходное положение поводок возвращается пружиной 4.
Для закрепления поковок в центрах
Поводком для валиков малых диаметров может служить рифленый поводковый центр — «ерш» (рис. 39). Для обработки трубчатых заготовок также можно пользоваться поводковыми центрами «ершами», имеющими на рабочей поверхности зубцы — рифления. При чистовой обработке, если зад-
■3Q ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ ПРИ ПОМОЩИ РИФЛЕНОГО ПОВОДКОВОГО ЦЕНТРА («-ЕРША»):
/ — передний центр («ерш»), 2 — задний вращающийся центр
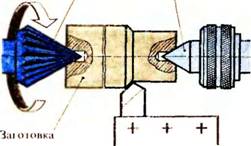
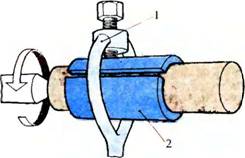
ЗАКРЕПЛЕНИЕ ТРУБЧАТОЙ ЗАГОТОВКИ ПРИ ПОМОЩИ ПОВОДКОВ ТРЕНИЯ:
А — в грибковых центрах, б — на оправке с поджимом грибковым центром
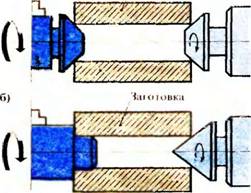
Ний центр вращающийся, можно применять поводки трения без рифлений (рис. 40, а, б).
ТОКАРНОЕ ДЕЛО
Фрезерная обработка на 4-осевом обрабатывающем центре от мастеров ООО «ДИС-ГРУПП»
При производстве объемных деталей важно обеспечить их точность в 3- и 4-осевых проекциях. Для этого применяются 4-координатные фрезерные станки. Обработка металлических деталей в Украине на таком оборудовании доступна в нашей …
Идеи как заработать на фрезерном станке с ЧПУ
Системная разработка, изготовление и последующая реализация — главные задачи компании RAYMARK. Производитель создаёт качественное многофункциональное лазерное и фрезерное оборудование, использование которого актуально в различных сферах, от бытовых работ до масштабных …
Особенности и преимущества сменных токарных пластин
Для повышения производительности, технического оснащения и улучшения оборудования, на промышленных предприятиях используются запасные резцы. Сменные токарные пластины являются элементами токарного оборудования и при необходимости подлежат замене. Они имеют простой механизм …
Продажа шагающий экскаватор 20/90
Цена договорная
Используются в горнодобывающей промышленности при добыче полезных ископаемых (уголь, сланцы, руды черных и
цветных металлов, золото, сырье для химической промышленности, огнеупоров и др.) открытым способом. Их назначение – вскрышные работы с укладкой породы в выработанное пространство или на борт карьера. Экскаваторы способны
перемещать горную массу на большие расстояния. При разработке пород повышенной прочности требуется частичное или
сплошное рыхление взрыванием.
Вместимость ковша, м3 20
Длина стрелы, м 90
Угол наклона стрелы, град 32
Концевая нагрузка (max.) тс 63
Продолжительность рабочего цикла (грунт первой категории), с 60
Высота выгрузки, м 38,5
Глубина копания, м 42,5
Радиус выгрузки, м 83
Просвет под задней частью платформы, м 1,61
Диаметр опорной базы, м 14,5
Удельное давление на грунт при работе и передвижении, МПа 0,105/0,24
Размеры башмака (длина и ширина), м 13 х 2,5
Рабочая масса, т 1690
Мощность механизма подъема, кВт 2х1120
Мощность механизма поворота, кВт 4х250
Мощность механизма тяги, кВт 2х1120
Мощность механизма хода, кВт 2х400
Мощность сетевого двигателя, кВ 2х1600
Напряжение питающей сети, кВ 6
Более детальную информацию можете получить по телефону (063)0416788
Источник



