
- Как красить металликом?
- Настройки краскопульта перед покраской «металликом»
- Разбавитель
- Как красить металликом?
- Прозрачный слой перед нанесением «металлика»
- Технология покраски «металликом». Нанесение базы и лака
- Подготовка к работе
- Окрасочный пистолет для «металлика»
- Технология
- Факторы, влияющие на металлик. Толщина слоя и другие
- Следите за руками! Техника нанесения
- Количество слоев и межслойная сушка
- Нанесение лака
- По завершении работ…
Как красить металликом?

Краски с эффектом «металлик» содержат частицы алюминия (чешуйки), которые придают ей характерный вид и блеск.
Краски «металлик» имеют повышенное содержание биндера (прозрачной основы без пигмента), чтобы алюминиевые частицы были видны, а не сливались с пигментом. Из-за этого укрывистость таких красок хуже. Некоторые оттенки красок «металлик» являются наиболее сложными в окрашивании. К таким оттенкам можно отнести светлые «металлики». При покраске такой краской, при неправильном распылении, могут появляться такие дефекты, как «полосы» и «пятна». На появление таких дефектов влияет как покрасочный пистолет и неправильная техника распыления, так и качество краски.
В этой статье рассмотрим, как красить металликом, какие факторы нужно учесть, чтобы избежать дефектов.
Настройки краскопульта перед покраской «металликом»
- Важную роль играет хороший покрасочный пистолет со стабильным равномерным распылением. Для нанесения краски «металлик» дюза краскопульта должна быть правильного размера. Обычно используется размер 1.3 или 1.4 мм. Пистолет должен быть чистый и выдавать факел правильной формы. Лучше сделать тестовое распыление, чтобы удостовериться в этом. Если факел распыляет не равномерно (больше краски сверху или снизу), то велика вероятность, что при покраске будут полосы.
- Очень важно правильно настроить краскопульт. К настройкам относится размер факела, давление воздуха и подача краски. Подробно о настройках можно прочитать в статье “настройка краскопульта”.
- Факел должен быть максимально большим. В некоторых случаях, при локальной покраске, ширину факела можно уменьшить.
- Если к краскопульту подключён манометр с регулятором, то на краскопульте нужно полностью открыть подачу воздуха, нажать на курок и установить нужное давление на манометре (обычно 1.5 — 2 бар для краскопультов HVLP ).
- Давление нужно устанавливать в зависимости от вязкости краски. Таким образом, лучше поэкспериментировать, постепенно прибавляя или убавляя подачу воздуха и установить наиболее приемлемое давление. Должно получиться хорошее распыление краски, без пыли или крупных капель. Если давление воздуха слишком высокое, то будет много опыла. Когда сухая краска попадает на поверхность, то металлические частицы располагаются вертикально и не переориентируются в нужное положение. С большинством цветов, если расположение частиц «металлика» отличается от расположения на оригинальной краске, то оттенок будет выглядеть иначе. Так, более высокое давление делает оттенок светлее. Если давление слишком низкое, то частицы «металлика» утонут в краске. В этом случае, будет видно больше пигмента краски, чем частиц «металлика» и оттенок краски будет выглядеть темнее оригинальной краски.
- Подачу краски лучше выставить на максимум и двигать покрасочный пистолет со скоростью, соответствующей распылению краски. Если нет навыка красить быстро, то подачу краски нужно немного сократить.
Разбавитель
Для разбавления краски “металлик” должен использоваться специальный разбавитель для базы. Универсальный разбавитель для акриловых продуктов или разные растворители не подойдут. Скорость испарения разбавителя должна соответствовать температуре в мастерской. Быстрый разбавитель будет испаряться слишком быстро и частицы «металлика» не будут успевать ложиться как надо, что будет давать более светлый оттенок. При слишком медленном разбавители частицы «металлика» будут тонуть в краске, делая оттенок краски темнее. Кроме того, слишком медленный разбавитель может стать причиной появления пятен и полос, так как частицы «металлика» будут долго плавать в краске и располагаться хаотично.

Как красить металликом?
- Нужно выработать ритм движения краскопульта. Не должно быть коротких, прерывистых движений, рывков или остановки на одном месте во время распыления. При распылении «металлика», особенно важно удерживать краскопульт параллельно поверхности (факел должен быть строго перпендикулярно) и не слишком близко.
- Распылите первый слой на расстоянии примерно 15–20 см от панели. Первый слой должен быть тонким, полумокрым и наноситься быстро. Не ставьте цели укрыть первым слоем ремонтную область полностью. Задача – нанести равномерный тонкий слой-основу.
- Второй слой наносится немного толще и начинает укрывать окрашиваемую поверхность.
- Время сушки между слоями должно составлять примерно 2–5 минут.
- После каждого слоя, когда он высохнет, можно протирать специальной липкой салфеткой.
- Наносите столько слоёв, сколько нужно для полного укрытия ремонтной области (обычно 2–3 средне-мокрых слоя с хорошей просушкой между слоями).
- В итоге, ремонтная область должна быть укрыта, и не просвечивать. Делайте проходы краскопультом, перекрывая последующим проходом 50% предыдущего, не обращая внимания на появление полос.
- Далее, сразу после последнего слоя, пока он ещё «свежий», увеличьте расстояние краскопульта от поверхности (должно быть около 35- 40 см) и нанесите пару туманных слоёв. Это сделает расположение частичек «металлика» в слое краски одинаковым и скроет возможные неоднородности (полосы или пятна). Для нанесения последних туманных слоёв можно немного разбавить краску и снизить давление. Так как расстояние от поверхности увеличится, то скорость движения краскопульта должна замедлиться.
- Помните, что базовая краска предназначена лишь для укрывания ремонтной области. Не нужно распылять базовый слой мокро и с глянцем. “Металлик” без лака выглядит матово.
- Слишком толстые, мокрые слои позволяют частичкам «металлика» плавать хаотично, что вызывает пятнистость. При более сухом распылении, частицы «металлика» распределяются ровно, так, как их распылил покрасочный пистолет, и остаются на месте. Но слишком сухие слои создают «пыльную» поверхность, что может ухудшить адгезию лака (это касается последних “туманных” слоёв). Поэтому нужно распылять последние “туманные” слои на ещё свежий, не высохший слой, чтобы краска прилипала к поверхности, а не ложилась как пыль.
- Далее нужно дать краске высохнуть в течение 20–30 минут (при температуре 20 градусов по Цельсию) и наносить лак (см. статью “покрытие лаком автомобиля”).
Прозрачный слой перед нанесением «металлика»
Одна из проблем, которая возникает с красками, имеющими высокое содержание металлических частиц (к примеру, серебристый «металлик»), заключается в том, что металлические чешуйки могут собираться даже в маленьких царапинах окрашиваемой поверхности. Это может отразиться на конечном результате. Иногда, до покрытия лаком, переход выглядит хорошо. После лакирования частицы «металлика» могут просесть в мелкие царапины, и это будет заметно.
Для борьбы с такой просадкой, а также с ореолами, видимой линией перехода можно использовать прозрачную базу (биндер). Это может быть как разбавленный биндер (по текучести как база), так и очень жидко разбавленный лак. Этот слой заполняет мелкие царапины и даст «металлику» более гладкую поверхность для нанесения. К тому же получается что-то вроде мокрой подложки, при нанесении на которую частицы «металлика» ложатся как надо. Производители на английском языке называют этот слой «orientation coat» (ориентационный слой), так как он помогает правильно распределить частицы «металлика» (сориентировать). Такой слой может применяться как при окрашиванием плавным переходом, так и при простом окрашивании панели.
Ориентационный слой распыляется на всю окрашиваемую панель перед нанесением краски. Наноситься должен полноценный мокрый слой. Несмотря на использование ориентационного слоя, подготовка поверхности по-прежнему должна быть тщательной. Такой слой не является обязательным и может применяться по усмотрению маляра.
Источник
Технология покраски «металликом». Нанесение базы и лака
Количество машин, окрашенных «металликами» растет, но вот страдают в ДТП они почему-то точно так же, как и остальные. А в ремонтной окраске такие покрытия не так просты, для качественного результата здесь маляр должен обладать определенной квалицикацией. Причина этого в том, что металлические частицы, содержащиеся в этих красках, — это нерастворимые инородные тела, которые могут вести себя в лакокрасочном слое совершенно непредсказуемо.
Поэтому для успешной работы с металлизированными эмалями маляр должен не только оттачивать навыки нанесения, но и разбираться в теории — понимать важнейшие свойства «металликов», принципы «поведения» этих красок.
Подготовка к работе
Допустим, у нас в ДПТ был поврежден автомобиль, окрашенный светлым серебристым металликом. Затем повреждения были восстановлены и автомобиль был подготовлен к покраске.
Не будем углубляться в нюансы ремонта или замены той или иной детали. Остановимся на том, что восстановленные детали загрунтованы по всей плоскости, тщательно зашлифованы (под металлик это делается абразивным материалом P400-Р500 «по-сухому» или P800-Р1000 «по-мокрому») и предназначены для полной перекраски. Этот момент важен, поскольку в этом случае стоит вопрос о точности подбора цвета краски, или о необходимости выполнения плавного перехода на соседние кузовные детали.
Кстати, для нашего примера не просто так был выбран именно серебристый металлик. Светлые и серебристые цвета более сложны в ремонтной окраске, чем темные, поскольку содержат много алюминиевого зерна и очень непредсказуемо отражают световые потоки.
Результат здесь зависит от множества факторов: при каком давлении распылять, соблюдены ли пропорции смешивания с разбавителем, какой толщины слой наносить, какую паузу между слоями выдерживать и т. д.
Если допустить серьезные ошибки на этапе приготовления или нанесения краски, это может свести все наши старания на нет, вплоть до необходимости полной перешлифовки и перекраски.
Например, если мы попытаемся «сэкономить» и будем использовать при покраске разбавитель «левой» фирмы, цвет металлика может значительно уйти!
Дело в том, что фирменные разбавители для металликов специально разработаны так, чтобы за время их испарения алюминиевые частички «утонули» на положенную глубину и заняли правильное расположение в слое краски (от этого зависит ее оттенок). Если заменить разбавитель, например, на более быстроиспаряющийся, это может привести к изменению оттенка на более светлый и появлению таких неприятных дефектов, как полосы и «облака».
Помочь избежать подобных ошибок позволит внимательное отношение к рекомендациям производителя по применению материалов: пропорции их приготовления, выбор разбавителей, рабочая вязкость, условия нанесения и т.д.
Для разбавления базы следует применять только оригинальный разбавитель, а его тип и скорость испарения должны соответствовать температуре, при которой будет вестись покраска.
Но будет еще обиднее, если работу придется переделывать из-за дефектов, вызванных собственной неаккуратностью. Это могут быть жировые кратеры (плохо обезжирили), грубые вкрапления пыли (не обдули), пузырьки и другие дефекты.
Чтобы свести к минимуму риск появления подобных дефектов, перед окраской не забудьте тщательно обезжирить поверхность, а затем удалить пыль при помощью обдува сжатым воздухом и специальной липкой салфетки.
Вернемся к герою нашей статьи. Вот он, родимый: оклеен, обезжирен и готов к покраске.
Можно заливать краску в бачок окрасочного пистолета и… Кстати, о пистолете.
Окрасочный пистолет для «металлика»
Для качественного нанесения современных базовых эмалей необходимы краскопульты с низким давлением воздуха на выходе (HVLP или LVLP). Дешевые конвенциональные пистолеты для этого не подходят. Они имеют высокое давление, которое хоть и позволяет иногда получить широкий факел, но при нанесении «выбивает» из ЛКМ очень много растворителя, в результате чего краска ложится на поверхность практически без него. На металликах это неизбежно приводит к возникновению полос и «облаков», особенно на серебристых цветах. Вот, полюбуйтесь…

Если же мы используем более прогрессивные краскопульты систем HVLP или LVLP, риск появления таких дефектов значительно снижается. Низкое давление на выходе у таких пистолетов дает возможность перенести на поверхность достаточно растворителя для того, чтобы зерна металлика уложились правильным образом.
Не забудьте перед покраской убедиться, что краскопульт обеспечивает достаточно широкий и равномерный по всей ширине окрасочный факел, а отпечаток факела имеет правильные очертания.
Для нанесения базовых эмалей рекомендуется использовать пистолет с диаметром сопла 1,3-1,4 мм. Давление воздуха должно быть точно выставлено непосредственно на пистолете (как правило 2-2,2 бар) и не колебаться в процессе работы. Воздух должен быть очищен от масла и влаги.
Технология
В эмалях с металлическим эффектом важнейшую роль играет отражение света. Как известно, в составе этих красок, помимо цветовых, присутствуют еще и эффектные пигменты — алюминиевые частицы. Они выполняют роль своеобразных крошечных зеркал, отражающих падающий свет, что и придает покрытию эффект сверкающего блеска.
Более того, если на деталь, окрашенную металликом, посмотреть с разных сторон, то хорошо видно, что интенсивность этого блеска непостоянна — она то убывает, то прибавляется. Например, мы смотрим на машину с определенной точки, в которой покрытие ярко светится и искрится, затем машина поворачивает (угол наблюдения меняется) и покрытие постепенно темнеет. Эти изменения оттенка, от светлого к темному и обратно, называются «флоп-эффектом».
Главная и самая сложная задача для маляра при работе с металликами заключается в том, чтобы правильно «уложить» частички алюминия на поверхность. Правильно — значит параллельно подложке и друг другу. Если нам удастся сориентировать эти частицы таким образом, покрытие в этом случае будет иметь оптимальные оптические характеристики.
Но если «серебро» ляжет в слое краски хаотично, оно будет рассеивать свет в разные стороны, что приведет к нарушению флоп-эффекта, искажению цвета и возникновению характерных для металликов полос и «облаков».

Как мы уже знаем, серебристые цвета в этом плане особенно капризны, поскольку они почти не содержат цветовых пигментов. Их цвет обеспечивается практически одним только алюминиевым зерном, отвечающим за флоп-эффект. При работе с такими цветами маляру нужно быть особенно внимательным, он должен четко понимать как ведут себя алюминиевые частицы в слое краски.
Факторы, влияющие на металлик. Толщина слоя и другие
На ориентацию алюминиевых частиц влияет множество факторов. Все эти факторы так или иначе связаны со скоростью испарения растворителя и глубиной «утопания» алюминиевого зерна в слое краски.
В первую очередь, для равномерного разложения «серебра», необходимо избегать как слишком мокрого, так и слишком сухого нанесения базы.
Слишком толстый слой будет содержать больше растворителя, который будет дольше испаряться в поверхности. Соответственно, толстый слой будет дольше оставаться жидким. В этом случае алюминиевые частицы будут «тонуть» в нижнюю часть слоя и перед высыханием ориентироваться вертикально по отношению к подложке. Глубоко утонувшее зерно практически полностью утрачивает способность отражать падающий на него свет, что приводит к искажению цвета — он темнеет.
И наоборот. Если краска нанесена на поверхность слишком сухо, растворителя в таком слое получается меньше, испаряется он быстрее, и зерна алюминия не успевают утонуть на «правильную» глубину и занять нужное положение в слое краски. Они остаются на поверхности слоя, отражая слишком много света, что приводит к осветлению покрытия и потере насыщенности цвета. Кроме того, база, которая легла на поверхность «ежом» приводит к повышенному расходу лака, его неравномерной усадке и понижению блеска после сушки.
Как в первом, так и во втором случае также возможно образование полос и «облаков».
Чем толще слой металлика, тем дольше он будет оставаться жидким, тем глубже в нем успеет утонуть зерно и тем темнее будет общий оттенок покрытия. И наоборот.
Правильно нанесенный слой металлика — это слой средней толщины, не сухой и не жирный. В таком слое зерна алюминия залегают на положенную, стандартную глубину, ориентируясь параллельно подложке. При этом обеспечивается наилучшее проявление «флоп-эфекта», достигается однородность цвета и хорошая укрывистость краски.
Все остальные факторы, так же как и фактор толщины слоя, зависят от скорости испарения растворителя и глубины залегания алюминиевых частиц.
- При превышении рекомендованного давления нанесения из окрасочного факела «выбивается» больше растворителя, а значит на поверхность его перенесется меньше, испарится он быстрее, зерно останется в слое выше, и покрытие приобретет более светлый оттенок.
- Чем ниже вязкость наносимой краски, тем тоньше получается слой и быстрее его испарение. Соответственно, за более короткое время зерно успеет утонуть на меньшую глубину, и покрытие получится светлее.
- Чем выше температура воздуха в окрасочном помещении, тем выше скорость испарения растворителя, и тем светлее получится оттенок покрытия.
- Чем больше расстояние от краскопульта до окрашиваемой детали, тем меньше растворителя переносится на поверхность. Значит испарится он быстрее и покрытие будет выглядеть светлее.
- Чем быстрее проходы, тем меньше растворителя окажется на поверхности, и тем светлее будет выглядеть покрытие.
- Чем более быстрый разбавитель применяется, тем выше скорость его испарения, а значит зерно в слое останется выше и покрытие будет более светлым.
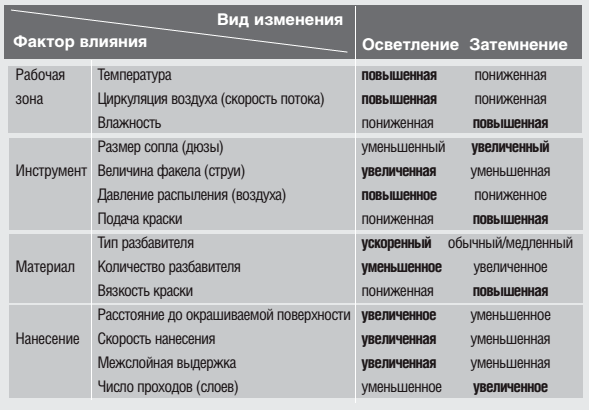 Методы влияния на оттенок металлика. Понимание этих взаимосвязей на практике может помочь нивелировать небольшие различия в оттенке и «вытянуть» цвет
Методы влияния на оттенок металлика. Понимание этих взаимосвязей на практике может помочь нивелировать небольшие различия в оттенке и «вытянуть» цвет
На рисунке ниже схематично показано, как влияет глубина залегания алюминиевых частиц на общий оттенок покрытия.

Из схемы видно, что при правильном расположении зерна наш глаз воспринимает и цвет покрытия, за который отвечают цветовые пигменты, и зерно, равномерно расположенное в слое (рис. А).
Если зерно не успело утонуть на нужную глубину и осталось в верхней части покрытия, оно «загораживает» свет цветовым пигментам, и наш глаз видит лишь свет, отраженный зерном, из-за чего покрытие воспринимается как более светлое (рис. Б).
Глубоко утонувшее зерно закрыто цветовыми пигментами и почти не отражает свет, в результате чего оттенок покрытия получается более темным (рис. В).
Следите за руками! Техника нанесения
При нанесении металлика критично важную роль играет техника распыления. Важно правильно удерживать краскопульт и придерживаться равномерной скорости движения. Если хоть на секунду приостановить движение и слой краски напылится толще, чем рядом — полос и «яблок» не избежать.
Держать пистолет нужно строго под прямым углом к окрашиваемой поверхности. Иначе, при наклоне, в верхней и нижней частях факела расстояние до поверхности будет разным, а значит в одном месте слой получится толще, в другом — тоньше.
 Неравномерность толщины слоя краски приводит к различной ориентации алюминиевых частиц на различных участках слоя. Из-за этого возникает дефект, который обычно называют «облака» или «яблоки»
Неравномерность толщины слоя краски приводит к различной ориентации алюминиевых частиц на различных участках слоя. Из-за этого возникает дефект, который обычно называют «облака» или «яблоки»
Количество слоев и межслойная сушка
Итак, для достижения наилучшего результата окраску металликом следует вести равномерными «полумокрыми» слоями: не сухими, но и не слишком мокрыми. Количество слоев?
Зависит от укрывистости базы, но чаще всего используется классическая технология: 2+1.
То есть наносятся два кроющих слоя (их допускается наносить чуть более мокро), после чего напыляется так называемый капельный слой (он же эффектный, дымчатый, выравнивающий и т.д.) — он нужен для коррекции оттенка и устранения «яблочности».
Капельный слой наносится следующим образом. Понижаем входное давление на пистолете до 1-1,5 атм. (при нажатом курке и без изменения подачи, либо с немного увеличенной подачей) и после того как последний слой базы поматовел, с чуть большего расстояния (приблизительно 30 см) напыляем полумокрый капельный слой. Этот слой, словно «дождик», должен аккуратно и равномерно капельками покрывать поверхность. Образовавшиеся капельки после нанесения быстро растянутся и покрытие станет гладким.
Обычно 2-3 слоев базы хватает, но для плохоукрывистых цветов иной раз мало не то что трех, а и пяти слоев. В этом случае поможет колеруемый грунт, о котором нужно позаботится заранее.
И не забывайте о межслойной выдержке. Недостаточная пауза может послужить поводом для облачности и других дефектов, поэтому наносите следующий слой базы только после того, как предыдущий стал матовым. Обычно это 5-10 минут (при 20 °C).
Нанесение лака
Итак, мы нанесли базовую эмаль, но, тем не менее, выглядит наш автомобиль пока еще довольно убого. Чтобы довести дело до логического завершения, осталось нанести поверх базы прозрачный лак. После этого покрытие станет не только сказочно красивым, но и стойким к внешним воздействиям (база сама по себе не отличается атмосферостойкостью).
 В отличие от однослойных металлизированных красок первого поколения, современные «металлики» представляют собой двухслойную систему: поверх базовой эмали нанесен прозрачный лак
В отличие от однослойных металлизированных красок первого поколения, современные «металлики» представляют собой двухслойную систему: поверх базовой эмали нанесен прозрачный лак
Главный вопрос: через сколько можно наносить лак?
Здесь важно не прохлопать момент, так как базовая эмаль сохраняет способность «впитывать» последующие слои не сколько угодно, а строго определенное время. Если это время упущено, адгезия между базой и лаком будет нарушена, и в процессе эксплуатации лак с пересушенной базы может отслаиваться.
Иногда маляры допускают грубейшую ошибку: базу наносят вечером, а лаком покрывают с утра, аргументируя это тем, что краска за ночь наверняка подсохнет. С металликами такой подход в корне неверный!
Лучше всего при нормальной температуре покрывать базу лаком уже минут через 15-20. Это оптимально. За это время из базы испарятся растворители, она заматовеет и будет полностью готова принять на себя лак.
Но если поспешить и покрыть лаком еще мокрый базовый слой, это может вызвать последующее матовение ЛКП, а также появление «облаков» (зерна как бы «слипаются», неравномерно отражая свет). Поэтому в условиях низких температур время выдержки нужно увеличивать (до полного матовения базы).
Максимальное время, при котором не происходит нарушения сцепления между базой и лаком обязательно указывается в технической документации к той или иной эмали. У разных производителей это время может быть разным, но в целом практика показывает, что если мы не покроем базу лаком в течении часа, максимум двух, то максимальной адгезии у нас уже не будет.
Поэтому если вы опоздали, базовый слой должен быть заматирован и перекрашен заново.
Подробнее о нанесении лаков читайте здесь.
Перед нанесением прозрачного лака базовый слой необходимо обработать липкой салфеткой для удаления опыла, пыли и ворса.
По завершении работ…
В работе маляра есть еще один немаловажный момент, которому обычно не придают должного значения. Это мойка пистолета после работы с металликом. Если выполнять эту операцию небрежно, то в пистолете могут оставаться частицы «серебра», которые потом либо засоряют дюзу и портят форму факела, либо вылетают на поверхность при очередной покраске.
Поэтому по завершении работ позаботьтесь о чистоте инструмента. Тщательно промойте окрасочный пистолет растворителем и продуйте сжатым воздухом. Не жалейте на это времени и сил.
Искренне восхищаясь блеском свежеокрашенного крыла или капота, да еще и металликом, да еще и серебристым, да еще и без «яблок», да еще и… (простите, увлеклись) начинаешь испытывать неподдельную радость от владения автомобилем. Такой он красивый, блестящий, гладкий, свежий, неподражаемый, совершенный, коррозионноустойчивый, на четырех колесах, пятиступенчатая коробка передач… Простите, опять увлеклись…
Источник



