
- Три метода восстановления посадочного места подшипника
- Характеристики металлополимеров
- Что делать, если ослаблено посадочное место под подшипник – три метода восстановления
- Метод №1
- Метод №2
- Этап 1: Подготавливаем поверхность
- Этап 2: Обезжириваем поверхность
- Этап 3: Подбор композитного материала для ремонтных работ
- Этап 4: Обработка поверхности кондуктора
- Этап 5: Наносим материал и устанавливаем втулку
- Метод №3
- Этап 1: Подготовка
- Этап 2: Очистка поверхности посадочного места
- Этап 3: Обезжириваем поверхность
- Этап 4: Устанавливаем центрирующий маятник
- Этап 5: Использование композитного материала и установка подшипника на втулку
- Посадка подшипников
- Основные термины
- Выбор посадки подшипников качения
Три метода восстановления посадочного места подшипника
Металлополимеры или двухкомпонентные эпоксидные металлопластики WEICON – продукты, предназначенные для быстрого и долгосрочного ремонта, восстановления и техобслуживания металлических поверхностей, узлов и деталей. Используя металлопластики, можно проводить следующие работы:
- ликвидация повреждений от коррозии, в т. ч. точечной;
- создание моделей, инструментов и форм, противостоящих высокотемпературному режиму;
- проведение капремонта металлических поверхностей, а также заделка трещин;
- восстановление посадочных мест подшипников и вал-втулочных соединений;
- ремонт изделий из различных металлов, бетона, пластика и резины.
Характеристики металлополимеров
Перед применением металлополимеров WEICON изучите физическую, токсикологическую и экологическую информацию о выбранном продукте. В инструкции по эксплуатации указаны меры предосторожности и сертификаты по безопасности. Успешный технологический процесс зависит от тщательной подготовки поверхностей. Пыль, грязь, жир, масло, ржавчина и влага имеют негативное влияние на адгезию эпоксидных смол.
Металло-Пластики WEICON в жидком и затвердевшем состоянии:
Что делать, если ослаблено посадочное место под подшипник – три метода восстановления
Для реставрации посадочного места подшипника (от 1 мм в диаметре) используется пастообразный композит, наполенный сталью, WEICONA (wcn10000005).
При высоких нагрузках и температурах эксплуатации восстанавливаемой поверхности, допустимо использование:
- WEICON Ti (wcn10430005-34) пастообразный композит, наполненный сталью с длительной полимеризацией;
- WEICON SF (wcn10250005-34) эпоксидный композит (паста) с быстротвердеющей сталью для быстрого ремонта;
- Универсальный очиститель для обезжиривания поверхностей CLEANER S (wcn15200005);
- Разделительный жидкий агент WEICON F 1000 (wcn10604025) для гладких поверхностей.
Подбор двухкомпонентного эпоксидного композита WEICON осуществляется согласно технической таблице, представленной выше и требуемых технических характеристик для восстанавливаемой поверхности.
За консультацией по подбору металл полимера WEICON обращайтесь к нашему менеджеру по телефону 8 863 270 39 73 или закажите обратный звонок. Отправить запрос или получить дополнительную информацию можно по e-mail: info@energosnab.com
Если объем ремонта небольшой или носит разовый характер, рекомендуем применить Mould Release Agent (wcn11450400-34) для всех случаев, где необходимо защитить поверхность от прилипания металлополимера. Для грубых и текстурных поверхностей оптимально использование разделительного агент-воска WEICON Р 500 (wcn10604500).
Метод №1
Методика восстановления посадочного места подшипника:
- Замерьте величину h1, h2 и h3. Подготовьте маячки для центрирования (рисунок №1).
- Расточите посадочное место на 1-2 мм величины с диаметром (рисунок №2)
- Используя CLEANER S, обезжирьте посадочное место.
- Подготовьте WEICON TI или WEICON SF, согласно инструкции.
- Первый слой втирайте в поверхность движением «крест-на-крест».
- Второй слой следует наносить с избытком – до толщины большего износа. Установите маячки в композит.
- На подшипник нанесите тонким слоем, используя кисть, смазку WEICON F 1000илиWEICON Р 500. В завершении, подшипник нужно запрессовать в композит.
- Через 30-60 мин уберите излишек композита. При необходимости подшипник можно выбивать по истечении 3-4 часов.
При требованиях точности, в качестве центрирования можно использовать «грибок» или вал. Если необходимо собрать сложный узел или механизм, с учетом дальнейшей корректировки подшипника, используйте металлполимеры с длительной полимеризацией. Для срочного ремонта, рекомендуем, применять наши эпоксидные композиты cбыстрой полимеризацией, например WEICONSF или WEICONWR.
Метод №2
Этап 1: Подготавливаем поверхность
Технология разработана для восстановления посадочного места подшипника в корпусе, в т.ч. для подшипников качения и скольжения.
К сведению: Данный способ не подходит для подшипника гидродинамического типа.
Технологические этапы ремонта:
- Механическое очищение поврежденного посадочного места.
- Обработку механическим методом рекомендуем проводить за счет расточки корпуса, используя борштангу или абразивный инструмент, как на рисунке №3.
- Чистая поверхность должна соответствовать параметрам шероховатости Ra-20 мкм
Этап 2: Обезжириваем поверхность
Завершив механическую подготовку, обработайте поверхность универсальным очистителем CLEANER S. Для заказа очистителя используйте арт.wcn15200010
Обезжиривать поверхность рекомендуется чистой тканью, предварительно смоченной в очистителе. Процесс очистки повторить по необходимости.
Контроль за чистотой поверхности проверяется смоченной в очистителе чистой белой тканью – следов не должно оставаться.
Этап 3: Подбор композитного материала для ремонтных работ
Композиционный материал следует выбирать, основываясь на нагрузках, воздействующих на подшипник (рисунок №4):
Выбирая полимерный материал, рассчитайте удельную нагрузку на посадочное место. Воспользуйтесь таблицей тех.характеристик и подберите полимерный материал, удовлетворяющим Вашим требованиям.
Получите подробную информацию и помощь в подборе материалов для реставрации посадочного места по телефону (863) 2703973 или направив запрос на e-mail: info@energosnab.com
Этап 4: Обработка поверхности кондуктора
- Возьмите втулку для формирования посадочного места, как на рисунке №5.
- Подбирайте втулку в соответствии с диаметром и допуском на него. Поверхность рекомендуется отшлифовать для снижения шероховатости. Недопустимо наличие рытвин.
- Обработайте поверхность втулки смазкой WEICON F 1000(купить по артикулу wcn10604025) или примените WEICON Р 500(купить по артикулу wcn10604500).
Втулка может быть разъемной и состоять из 2-х половинок. Однако следует иметь разжимное устройство, которое будет прижимать кондуктор к поврежденной плоскости.
Аналогом втулки может служить сам подшипник. Его поверхность предварительно следует обработать смазкой для разделения F 1000 или Р 500.
Этап 5: Наносим материал и устанавливаем втулку
- Подготовьте материал, согласно инструкции.
- Нанесите тонким слоем и тщательно вотрите его в шероховатую поверхность.
- Полимерный материал нанести толщиной, которая обеспечит предельную связку с поверхностью втулки.
- Установите втулку в корпус, как на рисунке №6 так, чтобы металлополимер сформировал необходимую плоскость, выдавив избыток. Излишки удалите шпателем.
Метод №3
Этап 1: Подготовка
Исходные условия: t° воздуха от +15°С, влажность 50% — 90%
- Изготовление оправки, как на рисунке №7
- Проведение диагностики ремонтируемого узла.
- Разбор узла.
- Проверка посадки оправки.
- Замер диаметра вала.
Этап 2: Очистка поверхности посадочного места
Механическим методом очистите поврежденное посадочное место. Следует избавиться от старой смазки и коррозии. Очистка может проводиться борфрезой. Оптимальный результат – шероховатость от Ra-20 мкм.
Этап 3: Обезжириваем поверхность
После обработки механическим способом, используйте очиститель CLEANER S. Возьмите чистую ткань, для обезжиривания, предварительно смоченную в очистителе.
По необходимости процедуру повторить. Контроль чистой поверхности осуществляется белой тканью – на ней не должны оставаться следы.
Этап 4: Устанавливаем центрирующий маятник
- Установите маятник или другое центрирующее приспособление в тех.отверстие, как на рисунке №8
- Посадка маятника проводится в соответствии параметрам плотной или легкопрессовой посадке
Этап 5: Использование композитного материала и установка подшипника на втулку
- Наружное кольцо подшипника отшлифуйте бумагой с зернистость №400.
- Используйте CLEANER S для очистки и обезжиривания подшипника.
- Нанесите смазку F 1000 или P 500 .
- Полимерный материал подготовьте, согласно инструкции на упаковке.
- Нанесите тонким слоем материал на поверхность тех.отверстия и тщательно вотрите его.
- Далее, нанесите полимерный материал толщиной, которая обеспечит полную связку с поверхностью подшипника.
- Установите подшипник на центрирующий маятник в корпус с нанесенным металлополимером, как на рисунке №9.
Спустя 24 часа завершиться полимеризация. Снимите маятник и соберите агрегат.
Внимание!
Вы можете зарегистрироваться в интернет-магазине компании «Волгодонскэнергоснаб». Это позволит Вам самостоятельно формировать заказ и выводит на печать счет для оплаты выбранной продукции.
Ознакомиться со стандартными условиями оплаты, формы и доставки Вы можете в этом разделе.
Свяжитесь с нами по телефону 8 863 270 39 73 или закажите обратный звонок.Отправить запрос или получить дополнительную информацию можно по email:info@energosnab.com
Автор статьи — Екатерина Иванова
Источник
Посадка подшипников
Выбор правильной посадки, обеспечение требуемой чистоты и значения допусков размеров поверхностей под подшипники является ключевым фактором, обеспечивающим долговечность, надежность механизмов.
Правильная посадка – важнейшее условие работоспособности подшипников.
Исходя из особенностей работы подшипника, кольцо, которое вращается должно закрепляться на опорной поверхности неподвижно, с натягом, а неподвижное кольцо садиться в отверстие с минимальным зазором, относительно свободно.
Установка с натягом вращающегося кольца не дает ему проворачиваться, что могло бы привести к износу опорной поверхности, контактной коррозии, разбалансировке подшипников, развальцовке опоры, чрезмерному нагреву. Так, в основном, выполняется посадка подшипника на вал, который работает под нагрузкой.
Для неподвижного кольца небольшой зазор даже полезен, а возможность проворота не чаще одного раза за сутки делает износ опорной поверхности более равномерным, минимизирует его.
Основные термины
Рассмотрим подробнее основные термины и понятия, определяющие посадки подшипников. Современное машиностроение основано на принципе взаимозаменяемости. Любая деталь, изготовленная по одному чертежу должна устанавливаться в механизм, выполнять свои функции, быть взаимозаменяемой.
Для этого чертеж определяет не только размеры, но и максимальные, минимальные отклонения от них, то есть допуски. Значения допусков стандартизованы единой системой для допусков, посадок ЕСДП, разбиты по степеням точности (квалитетам), приводятся в таблицах.
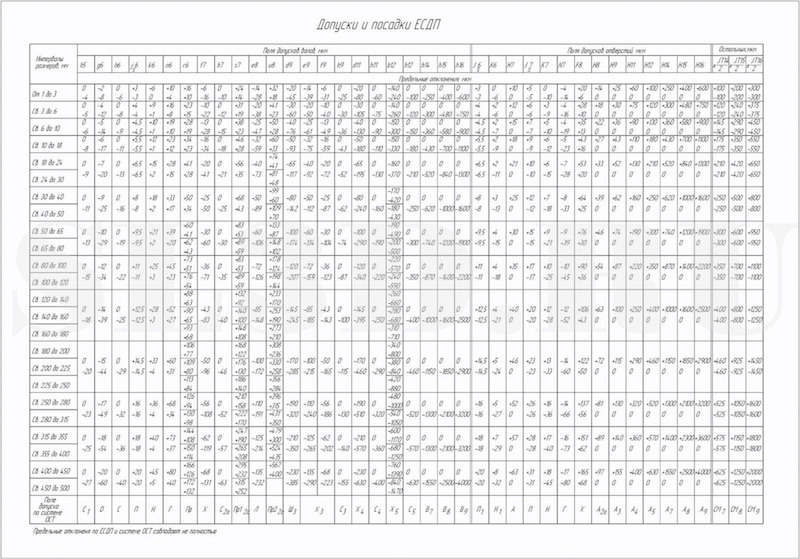
Их также можно найти в первом томе Справочника конструктора-машиностроителя Анурьева, и ГОСТах 25346-89, а также 25347-82 или 25348-82.
Согласно ГОСТ 25346-89 определены 20 квалитетов точности, но в машиностроении обычно используются с 6 по16. Причем, чем ниже номер квалитета, тем выше точность. Для посадок шарико и роликоподшипников актуальны 6,7, реже 8 квалитеты.
В пределах одного квалитета размер допуска одинаков. Но верхнее и нижнее отклонение размера от номинала расположены по-разному и их сочетания на валах и отверстиях образуют различные посадки.
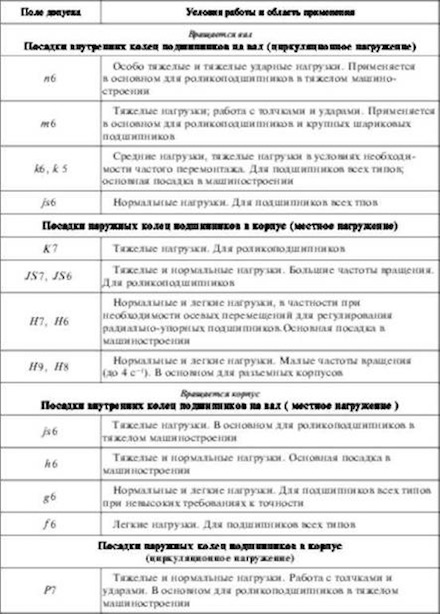
Существуют посадки обеспечивающие гарантию зазора, натяга и переходные, реализующие как минимальный зазор, так и минимальный натяг. Посадки обозначают латинскими строчными буквами для валов, большими для отверстий и цифрой, указывающей на квалитет, то есть степень точности. Обозначения посадок:
- с зазором a, b, c, d, e, f, g, h;
- переходных js, k, m, n;
- с натягом p, r, s, t, u, x, z.
По системе отверстия для всех квалитетов оно имеет допуск H, а характер посадки определяется допуском вала. Такое решение позволяет уменьшить количество необходимых контрольных калибров, инструмента режущего и является приоритетным. Но в отдельных случая используется система вала, в которой валы имеют допуск h, а посадка достигается обработкой отверстия. И именно таким случаем является вращение наружного кольца шарикоподшипника. Примером подобной конструкции могут служить ролики или барабаны натяжные конвейеров ленточных.
Выбор посадки подшипников качения
Среди основных параметров определяющих посадки подшипников:
- характер, направление, величина нагрузки, воздействующей на подшипник;
- точность подшипника;
- скорость вращения;
- вращение или неподвижность соответствующего кольца.
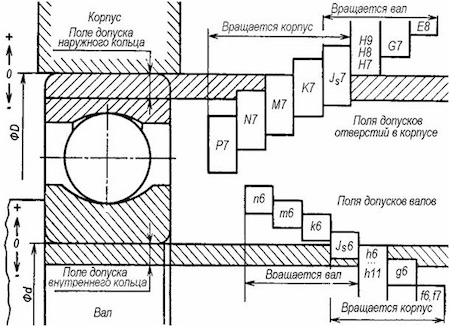
Ключевое условие, определяющее посадку – неподвижность либо вращение кольца. Для неподвижного кольца подбирается посадка с малым зазором и постепенное медленное проворачивание считается положительным фактором, уменьшающим общий износ, препятствующим местному износу. Вращающееся кольцо обязательно сажают с надежным натягом, исключающим проворот по отношению к посадочной поверхности.
Следующим важным фактором, которому должна соответствовать посадка под подшипник на валу или в отверстии, является вид нагружения. Различают три ключевых типа нагружения:
- циркуляционное при вращении кольца относительно постоянно действующей в одном направлении радиальной нагрузки;
- местное для неподвижного кольца относительно радиального нагружения;
- колебательное при радиальной нагрузке колеблющейся относительно положения кольца.

Согласно ГОСТ 520 степени точности подшипников в порядке их увеличения соответствуют пяти классам 0,6,5,4,2. Для машиностроения при нагрузках невысокой и средней величины, например для редукторов, обычным является класс 0, который не указывается в обозначении подшипников. При более высоких требованиях к точности используется шестой класс. На повышенных скоростях 5,4 и только в исключительных случаях второй. Пример обозначения подшипника шестого класса 6-205.
В процессе реального проектирования машин посадка подшипника на вал и в корпус выбирается в соответствие с условиями работы по специальным таблицам. Они приведены в томе втором Справочника конструктора-машиностроителя Василия Ивановича Анурьева.
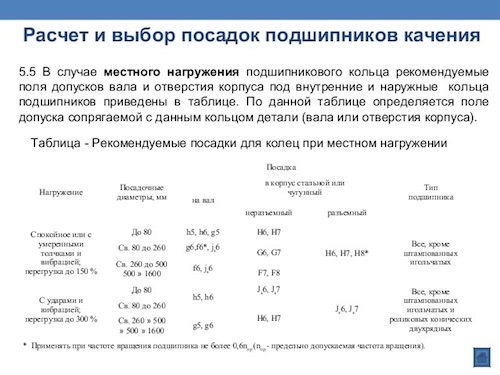
Для местного типа нагрузки таблица предлагает следующие посадки.
При условиях циркуляционного нагружения, когда радиальное усилие воздействует на всю дорожку качения, учитывают интенсивность нагружения:
Pr=(k1xk2xk3xFr)/B, где:
k1 – коэффициент перегрузки динамической;
k2 – коэффициент ослабления для полого вала или корпуса тонкостенного;
k3 – коэффициент, определяемый воздействием осевых усилий;
Fr – усилие радиальное.
Значение коэффициента k1 при перегрузках менее, чем в полтора раза, небольшой вибрации и толчках принимают равным 1, а при возможной перегрузке от полутора до трех раз, сильных вибрациях, ударах k1=1,8.
Значения k2 и k3 подбираются по таблице. Причем для k3 учитывают соотношение осевой нагрузки к радиальной, выраженное параметром Fc/Fr x ctgβ.
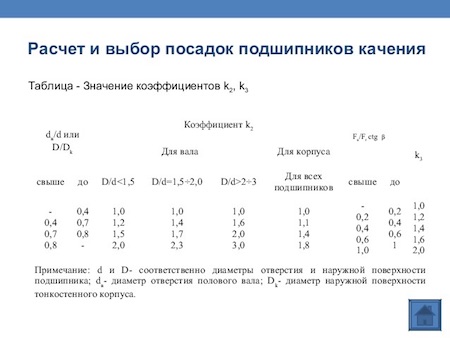
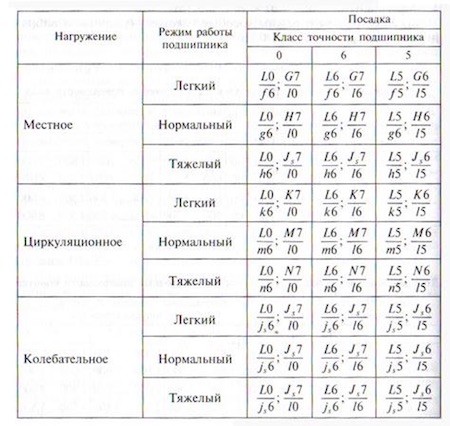
Соответствующие коэффициентам и параметру интенсивности нагружения посадки подшипников приведены в таблице.

Обработка посадочных мест и обозначение посадок под подшипники на чертежах.
Посадочное место под подшипник на валу и в корпусе должно иметь заходные фаски. Шероховатость посадочного места составляет:
- для шейки вала диаметром до 80 мм под подшипник класса 0 Ra=1,25, а при диаметре 80…500 мм Ra=2,5;
- для шейки вала диаметром до 80 мм под подшипник класса 6,5 Ra=0,63 а при диаметре 80…500 мм Ra=1,25;
- для отверстия в корпусе диаметром до 80 мм под подшипник класса 0 Ra=1,25, а при диаметре 80…500 мм Ra=2,5;
- для отверстия в корпусе диаметром до 80 мм под подшипник класса 6,5,4 Ra=0,63, а при диаметре 80…500 мм Ra=1,25.
На чертеже также указывают отклонение формы места посадки подшипников, торцовое биение заплечиков для их упора.
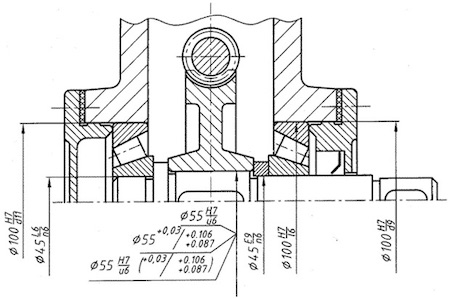
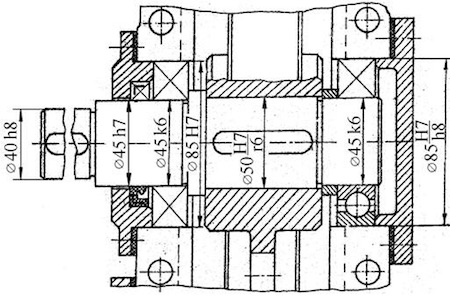
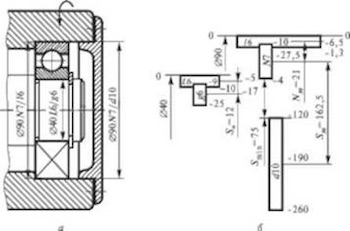
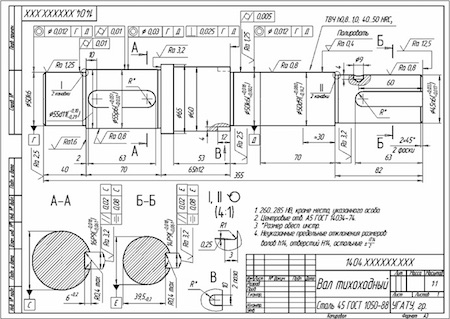
Пример чертежа, в котором указана посадка подшипника на валу Ф 50 к6 и отклонения формы.
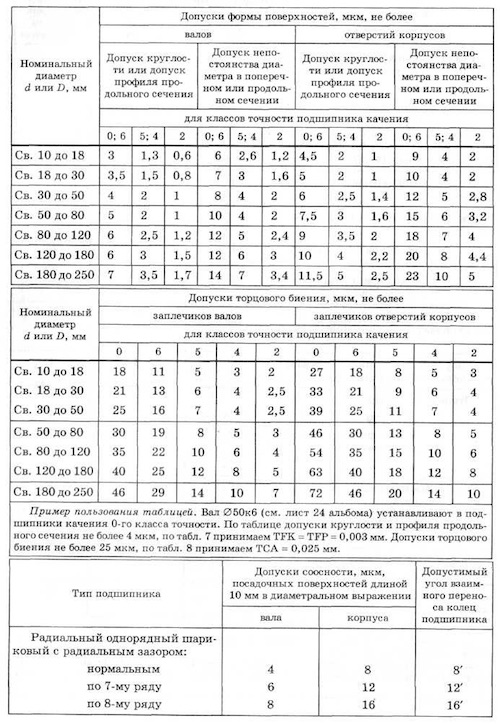
Значения отклонений формы принимаются по таблице в зависимости от диаметра, который имеет посадка подшипника на валу либо в корпусе, точности подшипника.
На чертежах указывают диаметр вала и корпуса под посадку, например, Ф20к6, Ф52Н7. На сборочных чертежах можно просто указывать размер с допуском в буквенном обозначении, но на чертежах деталей желательно кроме буквенного обозначения допуска приводить и его численное выражение для удобства рабочих. Размеры на чертежах указываются в миллиметрах, а величина допуска в микрометрах.
Источник



