
Расточка цилиндра на дому

Всем привет. Каждый владелец бензиновой техники сталкивался (или столкнется в будущем) с проблемой — это износ цилиндра. Тут поступают всячески — либо покупают новый цилиндр и поршень, либо покупают новый поршень, и идут к токарю. Платят ему бабки, а он тоссчит. Многие токаря любят синьку (алкоголь) и пряморукость некоторых оставляет желать лучшего. Я же, предлагаю самому растачивать цилиндр! Это довольно просто.
Общие положения и техника безопасности:
За травмы, несчастные случаи при повторении, за «косяки» и дефекты, полученные при попытке повтора содержимого этой статьи — автор ответственности не несет.
- Если вам менее 16 лет — работы следует проводить со взрослыми (желательно муж. пола помощником).
- Следует помнить, вы работаете с вращающимися деталями, не одевайте перчаток! Работать голыми руками. Никаких рукавов на рабочей одежде быть не должно. Если даже есть -то закатать рукава не менее локтя.
- То что находится на фотографиях — процесс работы автора.
- ЭТИМ способом можно точить любой цилиндр. Был взят первый попавшийся под руку.
- Ради написания статьи был взят цилиндр от двигателя Д-6.
- Для расточки понадобится дрель, мощностью не менее 350 ватт. В статье я использовал дрель на 1050 ватт.
- Чем меньше обороты — тем лучше. У меня 550 об/мин.

Следует помнить, что вы работаете с электро-приборами. Нельзя допускать оголения проводов, и прочих дефектов кабельной сети. Работы желательно проводить на улице. Если мастерская позволяет — то можно и в ней.
Надеюсь все проверили провода, состояние розеток , своего рабочего места, и готовы продолжать.
Принцип расточки: по всей длине цилиндра должен пройти направляющий — он же «фреза»(вал,цилиндрическое тело). Он должен быть идеальной цилиндрической формы. НО он должен быть меньше текущего поршня, стоявший на двигателе. «Подмоткой» наждачной бумаги на этот вал даст нам определенный «захват» стачивания металла. То есть чем длиннее полотно, тем больше у нас «съедает» цилиндр. То что нужно! Для крепления к валу бумаги нам потребуется сделать паз. И зафиксировать в нем нашу наждачное полотно.
Изготовление «фрезы»
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги «10» , «6» , «5» и «0»(на тканной основе — на бумажной не подойдут). Сразу несколько оговорок — шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти «черновую» и вывести «на чистую воду» , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень.
Начнем — замерим штангенциркулем гильзу:

Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:


Наметим примерно, где у нас имеется «больше мяса», и установим там нехитрую разметку и просверлим:

Тут же берем стамеску что побольше — и скалываем лишнее «мясо». Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:


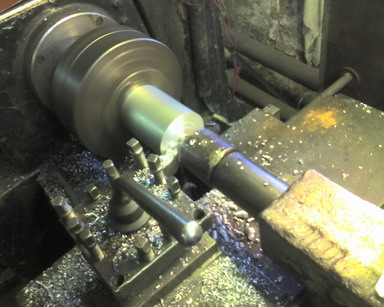
Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель — затягивайте до скрипа в зубах — раскручиваться будет на ура. Посильнее затянешь — не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав «на газ» у дрели. Делайте чаще технологические перерывы. В перерывах — затягивайте все гайки. Если открутится — результаты могут оказаться плачевными.
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:

Потом форма напомнит нам цилиндрообразный предмет:

Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.

Должен получиться длинный деревянный поршень для цилиндра  . Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.
. Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.

Типа того:

Это как пример прослабления.
Далее, мы сделаем технологический пропил в деревянной заготовке:

И нужно изготовить для него «защелку», то есть фиксатор. Чтобы наждачка не убежала от нас куда-подальше. Тут честно признаюсь — ступил не туда куда нужно.
Я изготовил её деревянной:

И выглядело так:

Но когда я начал заправлять, то понял что она плохо держит. Ответ не заставил долго себя ждать — в роли фиксатора прекрасно подошел сварочный электрод 3мм.
Сделайте крепеж для дрели — она склонна убежать от вас!

Теперь посмотрим, как у нас будет рабочая зона:


Ну вот, мы сделали свое рабочее место. Можем и приступать к замерам.
Замеры
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди  ).
).



Пихаем разными сторонами, чтобы понять — где и что мешает. Если цилиндр работал в рисковых режимах — значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
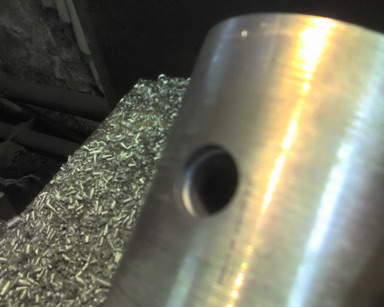
Зеркало цилиндра — отличное, но вот выработка:

То что вы видите на гильзе цилиндра, это грязь . То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем. 


Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял — что точит надо совсем немного. Если поршень совсем не лезет — тогда да, смотрим сколько нужно стачивать. Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Вы так долго этого ждали, приступим к процессу.
Процесс расточки
Заправляем в технологический паз наждачку, даем краткий «газ» на дрели. После этого у нас наждачка плотно окутывает нашу форму. Подбираем эффективную длину наждачки следующим образом : отмеряем большой лоскут полотна, полностью его накручиваем на форму. На заглушенную дрель надеваем наш цилиндр. Не лезет ? Значит отматываем немного, и безжалостным образом отрываем лишний лоскут от наждачки. Эффективная толщина — это чтобы цилиндр зашел с небольшим усилием, но не совсем сильно туго. Начинать нужно с «10» зерна.


Погоняли немного, видим то что у нас гильза понемногу увеличивается в размерах. Поршень потихоньку начинает залезать. Парочка советов:
- НЕ гоните. Быстро растачивать не нужно. Водите цилиндр медленно, как бы вальяжно. Немного вперед, немного назад.
- Используйте всю заготовку во время расточки. Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы.
- Не спешите менять наждачку на новую. Точите лучше старой. Пусть она уже забитая стружкой, очистите её , и дальше работать
- Не выставляйте огромных оборотов на дрели. Чем выше обороты — тем больше шанс выбросить на свалку цилиндр.
- Эффективно не более 550 оборотов в минуту.
- Не зажимайте изделие во время расточки. Не делайте резкого движения «вперед» только из-за того, что цилиндр не идет дальше (встал на одном месте). Может замотать руки.
При соблюдении всех правил, не спеша, можно получить вот такой результат:


Затем обязательно нужно цилиндр промыть в бензине. А после — смазать маслом (если устанавливаете его на тс), либо смазать солидолом/литолом (если консервируете до следующей поломки).
Теперь моя самая любимая фраза :
С первого раза, у молодого специалиста, может не получиться желаемый результат. Это связано с его невнимательностью, и пропуском мимо ушей моих советов. Если идти четко по этой статье — можно и у машины блок расточить. Только кому это нужно будет — я не знаю. 
Источник
motoizh.ru
Все о мотоциклах ИЖ

Самодельным поршням БЫТЬ.
Самодельным поршням БЫТЬ.
Сообщение admin » 04 июн 2010, 05:10
Для многих бывает проблема приобрести оригинальный поршеньт для востановления своего коня, или не реально дорого или качество ужасное.
но при наличии станочного оборудования поршень можно изготовить и самодельный
Сразу просьба к специалистам литейщика не кмдать в меня отливками за нетехнологичность происходящего, поршни работают. и это факт, и работают лучше чем то что лежит в магазине..
а теперь приступим
самое сложное это было изготовление кокиля. Был выбран самый
простой — моноклинный. тут не обошлось без хорошего станочного оборудования и
высококвалифицированных токарей и фрезеровщиков.
вот кокиль только что после станков 
далее вручную было всё сглажено отшлифовано, и выведено под
конус. иначе отливку было бы невозможно снять.
затем были пропилены шабером углубления под рёбра жёскости 
а так же просверлено отверстие внутри клина, нарезана резьба,
для безударного снимания отливки.
детали съёмника это болт КАЛЁНЫЙ стержень грибок и шарик 
наружная часть кокиля сделана из трубы, которая была
распилена
на 2 части, сжата хомутами , и расточена под нужный диаметр , хотя можно и не делать разрезную, было проверено на практике если поверхность чистая то даже новус делатаь ненадо, после остывания снимается легко 
такую оправку очень легко снимать после остывания 
кокиль готов, можно приступать к литью.
металл. старые поршни совкоциклов не очень годятся.. так как они маленькие. их потребуется много, вообщем грзи и оксиба будет больше чем пользы поэтому надо найти поршни от какова нить дизеля, например от трактора Т25. сплав там с большим содержинием кремния, марка АЛ25. от камаза тоже поршни хороши АК18.
расплавить металл не представляет проблем в кузнецком горне на
углях. тут самое главное его не перегреть, светится металл не должен, но и догревать его нельзя. пи заливке встанет будет дефект

кокиль перед заливкой необходмо подогреть примерно до 300
градусов делать это удобнее всего паяльной лампой. предварительно теререв клин
графитом от щёток электродвигателей. или ще закоптить над банкой с горяжим бензином
после заливки необходимо выждать 10 минут, затем залить
водой ТОЛЬКО САМУЮ НИЖНЮЮ ЧАСТЬ КЛИНА. иначе отливка может треснуть. и ждать
до полного охлаждения.
после остывания разбираем оправку, укладываем внутрь
сверления калёный стержень и спрессовываем отливку с клина


Отливка готова, можно точить.
сперва зажимают отливку изнутри и делают черновую обработку
затем зажимаем его наоборот и выбираем лишний металл с
бобышек и делаем установочный поясок

затем зажимаем поршень в оправку и сверлим отверстие под палец


и не снимая заготовку можно проточить канавки под стопорные
кольца

теперь можно обрабатывать на чистовую не зажимая поршень
кулачками патрона

и проточить канавки под поршневые кольца 
осталось самая малость



сделать П-образные окна для продувки, холодильники, смазку
пальца и стпора для колец.


поршень в разресе, непроливов и пор не обнарудено

ну а это кокиль точная копия заводского поршня 



поршни ПС и CZ 



Источник



