
изготовление манжеты на поршень ПП-винтовки класса магнум
Уважаемуе комрады. Дост ли кто нибудь вразумительный ответ — как ведет себя манжета изготовленная из полиуритана. Хочу попробовать отлить. Ответы — не мучайся купи у . и не мучайся просьба не писать.
за ранее спасибо.
Вообще-то они в основном из полиуретана и изготавливаются. Поэтому тут ничего нового не будет. Вот только одна загвоздка — полиуретан после расплавления до состояния заливки обратно полимеризоваться не хочет, так в виде смолы и остаётся. Видимо нужны какие-то особые условия. Если знаете — поделитесь.
спасибо за совет учту. как попробую обязательно отпишусь. а если использовать стержень от клеющего пистолета, он при остывании принимает прежние свойства?
Он принимает, но там материал совершенно неподходящий — этиленвинилацетат. Он здесь абсолютно не подходит. Имеет высокую статическую текучесть, хуже фторопласта. Да и при выстреле соплями размажется по цилиндру.
Из полиуретана можно манжеты прессовать в специальных прессформах под повышенной температурой. Но нужен пресс и стальные формы. А при переплавке полиуретан деполимеризуется. Просто сам в своё время хотел это попробовать, но остановился на проверке свойств полиуретана. Наверное есть какой-то способ его реполимеризовать. Но как — пока не нашёл (да и особо не искал по правде).
ну прес форму я вычертил, к концу сентября изготовят. вкачестве преса подойдет домкрат.ща в инете поищу как из него детали делают. мож чего и найду. в октябре пойду в отпуск попробую че нибудь сделать.
Ну тогда наверное реально. Вырубить сначала «таблетку». Потом эту таблетку положить в прессформу. Форму подогревать (например, тех.феном), но до разумных температур, чтобы ПУ не плавился, а становился пластичным. И прессовать. Так по идее должно получиться. А там — практика покажет.
ну да я в принцепи так и планировал. температура плавления ПУ 175 градусов.феном можно попробовать чуть по меньше.
На каком-то ненашем форуме был описан способ прессования, примерно следующий: между двумя алюминиевыми пластинами укладывается металлическая форма прокладки или манжеты, на неё лист полиуретана. Нагревается феном. Пластины стягивают 4 пружины по краям. При размягчении полиуретан под действием давления пружин вдавливается в матрицу, не теряя своих свойств. С уважением,-ЛЕНЭНЕРГО-
спасибо . в принцепи я думал в правельном направлении. осталось пробовать. 😊
ЛЕНЭНЕРГО
При размягчении полиуретан под действием давления пружин вдавливается в матрицу, не теряя своих свойств.
Токарная обработка проще и свойства на месте
SNIPER_82
проще. но не всякие упротнения можно кыточить.
перепуск на клип. только вырубать.
В принципе. полеуретановая панжета на ППП не проблема. еслиб нашёл его толсчщеной 7-12мм. можноб было попробавать (вытачить).
ЗЫ таких у сапожникофф нет
Lieutenant Raven
но до разумных температур, чтобы ПУ не плавился, а становился пластичным. И прессовать. Так по идее должно получиться.
В виде ижевских манжет.
В виде ижевских манжет.
ты предлогаешь из ижевской манжеты делать на GAMO?
Насколько мне известно, Десмопан — это просто такая марка полиуретана. Я полиуретан приобретаю листовой (кажется марки СКУ-7Л). Не у сапожников а на складе производителя. Если кто интересуется — склад в Люберцах, сайт: http://www.kirelis.ru .
Толщина 10 мм, прозрачный, желтоватый, само собой не рифлёный. Там есть и какие-то другие толщины и даже в стержнях (от 35 мм). Стержни вероятно даже удобнее для производства манжет.
Только (да простит меня топикстартер) зачем это надо — не знаю. Я беру манжеты от Vado123 (благо их продают в 15 минутах от моего дома). Заводить пасеку ради банки мёда. ну не знаю. Если в народные массы их пустить, развернуть производство — тогда конечно да. А для себя любимого, ИМХО, изврат.
я тоже чето подумал, геморно это. манжеты лить. сделаю просто перепуск на Дианну и на Гамо. тем более что при помощи спец пробойников, циковки и Дримэла с наждачкойй сей девайс получается за 15 мин.
SNIPER_82
Дост ли кто нибудь вразумительный ответ — как ведет себя манжета изготовленная из полиуритана. Хочу попробовать отлить.
Полиуретан прекрасно обрабатывается быстроходной фрезеровкой, в отличии
от токарной обработки.
Привожу свою резервную (основная — быстроходный фрезер ЧПУ) технологию штучного изготовления манжет из ПУ пластин.
Необходимое оборудование:
Любой токарный станок, дремель, фреза шпоночная 3мм, фреза конусная -10-15 градусов (или гравер) с хвостовиком 3мм, кронштейн крепления дремеля
в резцедержатель токар. ст. (по вкусу), штангенциркуль.
В патрон станка зажимается подходяшный по размеру кусок текстолита,
торцуется резцом (или фрезой в дремеле, но тогда -на малых оборотах), на полученную плоскость приклеивается (ЦА клеем) кусок ПУ с припусками,
дремель крепится в резцедержатель и ФПЕРЕД! Обороты станка — не более 100
об/мин, дремеля 8000-15000, иначе перегреется ПУ.
Для адекватного контроля размеров по лимбам станка ось вращения фрезы должна совпадать с осью патрона токар. станка по высоте.
Михаил подскажи стоит ли ставить манжету от МР-512 на Гамо ЦФИКС, может у тебя был опыт?
А не проще изменить поршень под хорошие заводские манжеты, например от дианы или вайрауха. Впрочем, и гамовские тоже ничего. Какую цель преследуете, при изготовлении сей самоделки?
Источник
Как самому сделать манжету для пневматической винтовки Diana и др.
Сообщение Kuxxar » 16 фев 2015, 14:08 .
Как самому сделать манжету для пневматической винтовки Diana
Не так давно у меня появился интернет и я стал его осваивать. Так, что строго не судите за незнание
многих истин, форум изучаю недавно. Пользую винтовку Diana 56, до многово доходил сам. Настрел превысил
9000 тысяч, поставил четвёртую пружину. Написать в тему сподобила встреча со старым знакомым . Это он дал
на «пострел» свою Diana 54 и я сразу загорелся приобретением подобной. Задавая ему разные вопросы по
«теме», узнал, что он не использует такой простой способ. Он очень удивился, когда я в его присуствии за 5
минут, сделал манжету для его винтовки.
А началось с того, что за день до длительной поездки на природу в процессе стрельбы винтовка начала
«плеваться». Разбираю — лопнула манжета! Долго думать времени нет. Припомнил, как очень давно дядя
часовщик, обтачивал стёкла для часов. Делать решил сам. Материала под рукой не было, подобрал на мусорке
женский сапог и начал из подошвы делать манжету. Просверлил в заготовке отверстие 10мм., вставил болт.

С помощью закреплённой дрели, сапожным ножом обточил заготовку, довёл наружную (коническую)
поверхность наждачным брусочком, используя стакан для поршня , как калибр. Входить должно с легчайшим
сопротивлением, после сделал канавку, ширину которой выбрал немного доворачивая угол ножа вокруг оси. Глубину
мерил помеченной спичкой. Стенку сделал значительно толще, так как резина была значительно мягче
оригинала. Коническое отверстие выполнил с помощью палочки в патроне, обточенной «на конус» напильником.
В ней делается пропил ножовочным полотном и вставляется наждачная бумага. Отверстие точат надевая на
«грибок» с проверкой стаканом , добиваясь правильного совпадения наружной части. (ведь манжета
тянется, увеличивая наружный диаметр, если диаметр отверстия занижен). 
Эта манжета из сапога простояла пока не лопнула пружина. 
Вторую сделал «по-науке». У соседа по гаражу выпросил пласт 5мм. резины. Сохранилось клеймо:
с маркировкой по ГОСТу — «масло-бензостойкая резина средней твёрдости».

У дедка соседа (он работал токарем) взял зенкеры. Один для фасок, а другой переточил для внутреннего
конуса.

Инструмент самый простой : нож или шабер (треугольная заточка из метчика). При получении навыка,
излишки заготовки можно обрезать сразу- таким способом, как делают канавку. Нож держат за самый кончик,
по центру вращения заготовки (не допуская острых углов резания) Мой, самодельный с тяжёлой ручкой отлично
подходит. Гайку не тянем: резина деформируется и после снятия нагрузки теряет форму. Заготовка держиться:
(после сверления резины отверстие меньше диаметра сверла).
Со знакомым было проще: у него новая дрель «макита»
Изготовление пробного отверстия.

Надеваем заготовку на «грибок» и зажав поршень за хвостовик точим «по-месту»

Моя китайская дрель-перфоратор сильно разбита и «биение» патрона с большим вылетом так делать не позволяет.
Можно использовать любой маслостойкий материал, например: старый брызговик от ВАЗа.
Можно сделать и «глухое» отверстие. Сделал подобную для знакомого, одев горловину от бутылки йогурта на патрон
и прижав заготовку крышечкой с прорезанным (после накручивания на дрель отверстием). Ножом выполнил расточку.
Источник
Литьё полиуретана. Советы по литью
Привет всем, кто читает этот пост.
Прошлый оказался достаточно популярен, но также и непонятен — что и как.
Решил сделать небольшую инструкцию по литью полиуретана, на основе собственного опыта.
Итак, что нам понадобиться для литья:
-Литьевой полиуретан (2 компонента, у меня это — Адваформ40)
-Разделительный состав
-Емкость для смешивания, желательно из полиэтилена.
-Лопатка для размешивания компонентов. Лопатка намного лучше палочек, ручек, карандашей.
-Весы кухонные, либо другие, главное чтобы дискретность была не хуже 1гр.
-Форма для заливки, либо изделие для создания формы.
Рекомендуется, но можно и без этого:
-Камера для дегазации.
-Печь для ускорения и достижения полноты полимеризации изделия. (С возможностью уставки температуры 80-90 градусов Цельсия).
Т.к. я заливал только в отпечатанные формы для литья, то и говорить буду про это.
Я не копировал готовые изделия, заливая их полиуретаном, ХОТЯ, это может дать бОльшую точность, т.к. можно распечатать изделие, обработать его — вывести в размер, обработать ацетоном и и.д.
Порядок работы:
-Изготавливаем форму для литья.
Что важно учитывать? Учитывать надо размеры, качество поверхности, которое хотите получить, расположение выпоров — места заливания и выхода воздуха.
Выпоры должны быть широкими, минимум 6мм в диаметре, т.к. материал имеет большое поверхностное натяжение и плохо протекает через маленькие отверстия (поправьте, если ерунду говорю). Соответственно и воздух из формы будет плохо выходить.
На данном фото видно размер отверстия:
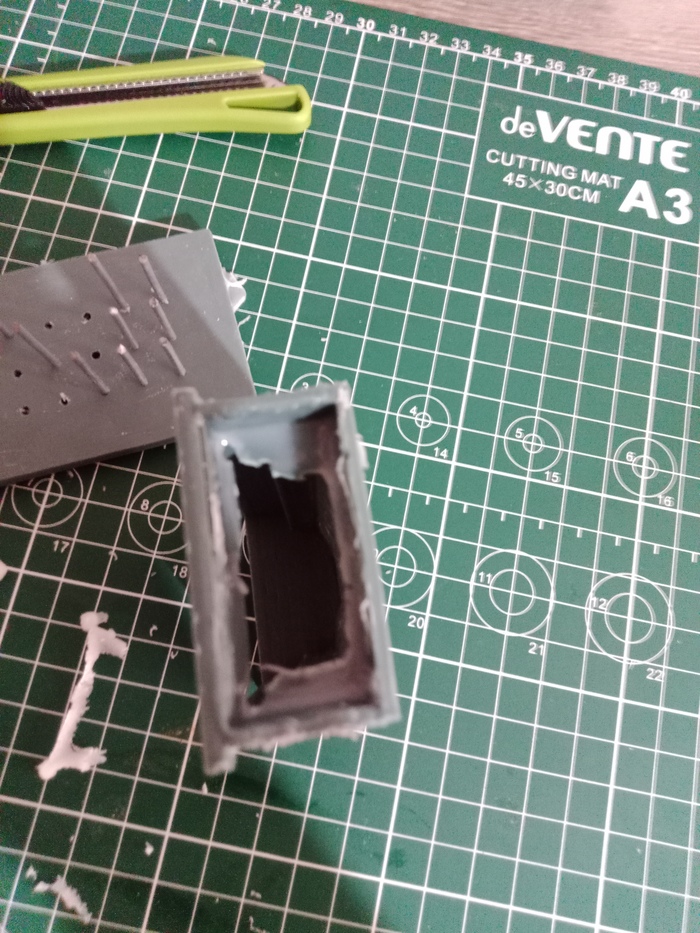
Изначально здесь было несколько маленьких отверстий и все было достаточно печально — смесь долго заливалась, воздух плохо выходил. Я его расширил и стало значительно лучше. Излишек потом с формы просто отрезаю ножом. Эта поверхность у меня нерабочая.
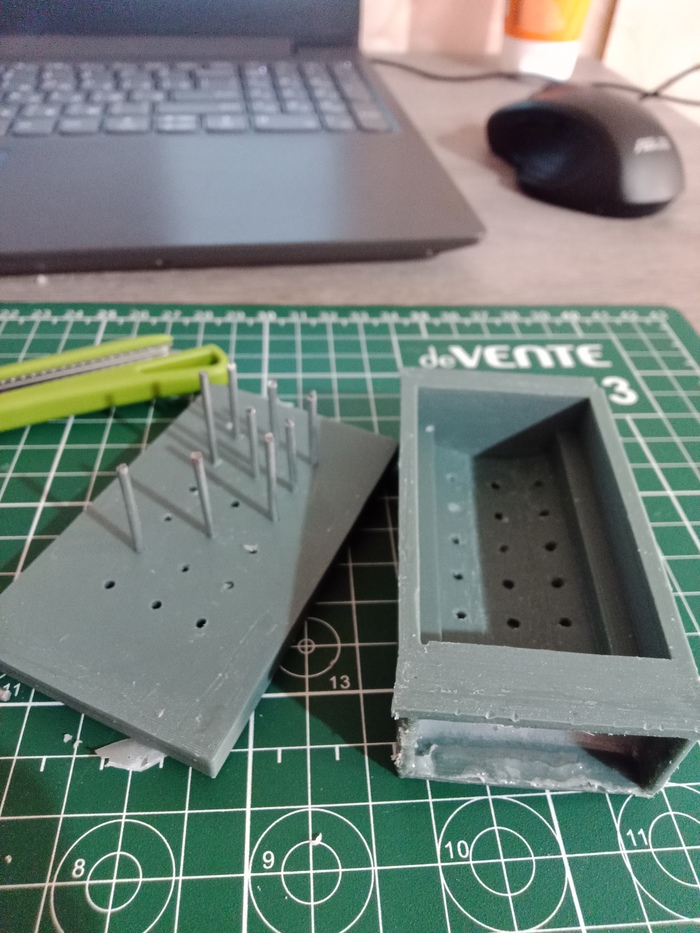
Качество поверхности. Как мы знаем при печати на стекле, нижняя поверхность получается идеальной. Я использовал это, т.к. одна из плоскостей изделия должна быть максимально ровной. Распечатал и использовал нижнюю плоскость при заливке, здесь видно:
— Приготовление полиуретана, замешивание:
Надеваем перчатки, очки и респиратор с угольным фильтром(!).
Открываем окна в квартире, ну или лучше на открытом воздухе. Дышать испарениями компонентов — не нужно, не стоит оно того. Может начать болеть голова и тошнить, что там дальше по последствиям — не знаю.
Замеряем объем заливаемого изделия — водой, на глаз, программно — способов много, но 5-10% запаса даём конечно.
Берем весы, сначала отмеряем компонент А (белая жидкость), затем компонент Б (прозрачная жидкость). Если в другом порядке их смешивать, то очень сложно размешать, т.к. компонент Б более вязкий и клейкий и со стенок и дна плохо убирается. Адваформ 40 замешивается в пропорции 1:1 по весу. Размешивать надо очень тщательно, не забываем про стенки и дно ёмкости, иначе потом получатся «волдыри» в форме, которые не застынут никогда. Либо вся форма нормально не застыет — было у меня такое.
-Замешали, дегазируем.
Я «дегазирую» не так как нужно, конечно. Просто избавляюсь от больших пузырей. Нет насоса вакуумного, а шприцем большого разряжения не создашь. Но для моих целей этого хватает.
Сначала в ёмкости, где замешивал.
Запас по объему должен быть не менее 2.5 раз для «пены». Пример:
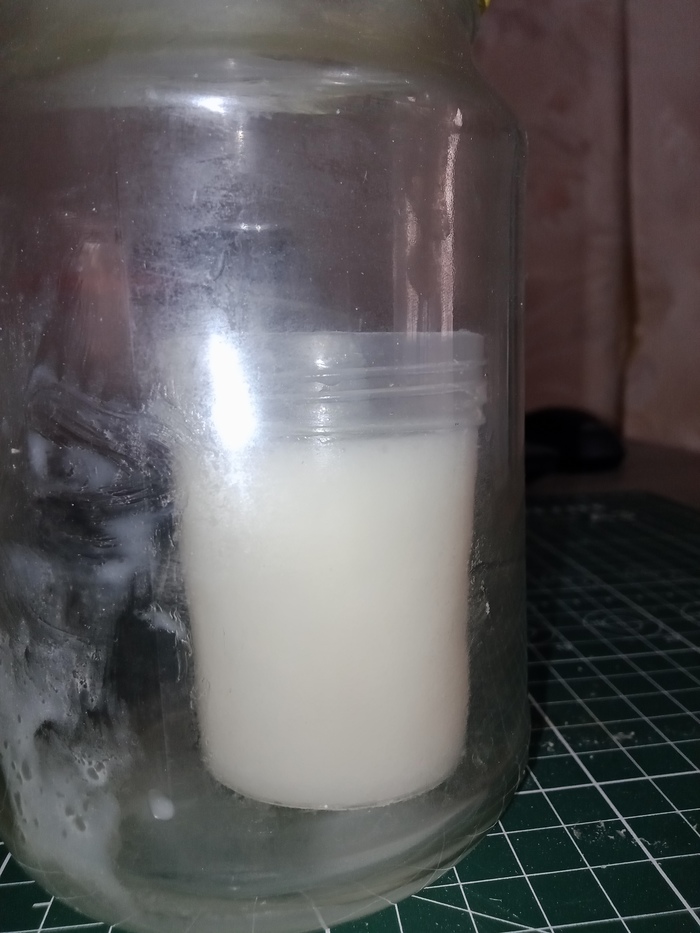
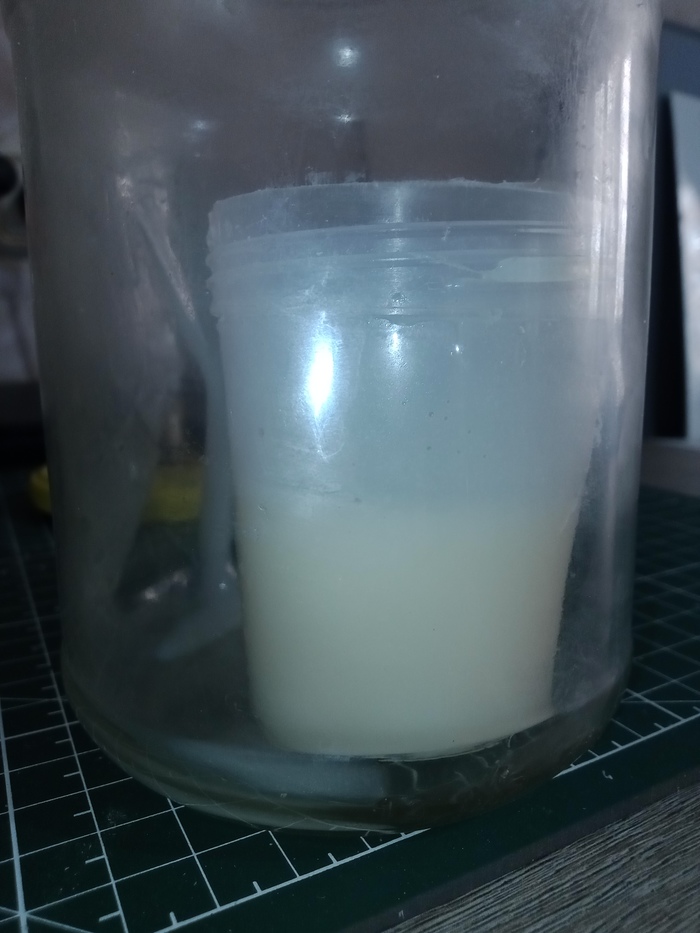
На первом фото в «вакууме». Второе при атмосферном давлении.
-Заливаем состав в форму
Тут все просто — побрызгали форму разделительным составом, моем случае — восковый разделитель. Подождали пока высохнет воск и заливаем.
После заливки в форму я тоже «дегазирую», чтобы выгнать крупные пузыри, возникшие при заливке.
-Дематрицирование — выемка из формы изделия.
Время, необходимое для полного затвердения состава — набора заявленной твердости и прочности при комнатной температуре — более 3 суток (есть суточная и 3суточная отливки, твердость очень разная, хотя поначалу и та была мягкой).
Время от заливки до выемки из формы не менее 6 часов при комнатной температуре.
Можно ли ускорить? Конечно. Я вынимаю полиуретан из формы через 4 часа, если «запекать» при 80градусах Цельсия (может можно и раньше, не пробовал). При этом изделие уже достаточно прочное, НО очень мягкое — что только упрощает процесс извлечения из формы. Затем можно ещё «запекать» до набора полной прочности, я так не делал. ХОТЯ полностью прочность изделие при комнатной температуре не наберёт. Мне в комментариях писали, что сутки при 90градусах хватает, думаю суток даже много, но это надо проверять.
Мелкий нюанс:
-Не торопитесь мыть форму, где замешивали состав, отмывается он очень плохо. Дайте ему застыть и потом просто отдерете от ёмкости.
Пишите в комментариях, что не учел, как лучше и вообще мнение о материале и статье.
Так же хотел бы узнать где ещё применить этот материал в быту и не только.
Я сам, как видите, только начал работу с этим материалом и в интернете немного дельной информации по нему. Да, снимают про сайлентблоки на Ютубе, да про литьевые формы.
Источник



