
- Как сделать жидкий пластик для покрытия металла
- Материалы:
- Процесс изготовления и применение жидкого пластика
- Смотрите видео
- Технология полимерной покраски металла
- Как выполняется операция
- Способ обработки металлических рулонов
- Обработка металлоконструкций
- Виды полимерных красок
- Преимущества полимерных красок
- Как выбрать краску
- Область применения окрашивания
- Подготовка поверхности
- Порошковая покраска в домашних условиях: выбор и изготовление оборудования
- Что потребуется для работы
- Оборудование для порошковой покраски: выбор и самостоятельное изготовление
- Распылитель
- Камера окраски
- Изготовление печи
- Как красить порошковой краской
- Выбор краски
- Технология окрашивания
Как сделать жидкий пластик для покрытия металла

Слой пластика на металлической поверхности защищает ее от коррозии лучше любой краски, так как он не шелушится и не трескается. Нанесение полимера можно выполнить не только на производстве, но и в домашних условиях. Жидкий пластик для этого легко изготовить самостоятельно.
Материалы:
Процесс изготовления и применение жидкого пластика
Для покрытия металла готовится жидкий полимер, состоящий на 80% из ацетона и 20% из ABS пластика. В качестве последнего может использоваться различное вторсырье из этого материала. Из него делают корпуса для оргтехники, бутылки для бытовой химии, детские игрушки и т.д. Вторсырье из ABS пластика нарезается или ломается на мелкие куски.

Растворение выполняется в стеклянной плотно закрытой таре. Примерно за час пластик полностью раствориться.

Состав наносится на металл кистью как обычная краска. Высыхание происходит за 2-3 часа. Лучше всего наносить 3 слоя. Такое покрытие не закрашивает поверхность, но очень надежно закрывает к ней доступ влаги.

Оно не сходит на морозе или жаре. Это самая лучшая домашняя защита от коррозии. Сверху если нужно пластик можно покрасить обычной краской, уже в декоративных целях.
Смотрите видео
Источник
Технология полимерной покраски металла
Полимерная покраска металла пришла на смену более традиционным способам. Технология заключается в нанесении на поверхность спекаемого порошкообразного красителя из полимеров. В обиходе его называют «сухой покраской», по причине отсутствия растворителя. Порошковый состав краски состоит из эпоксидных и полиэфирных смол. Термическое воздействие образует плотный слой, сроки службы не менее 20 лет.
Как выполняется операция
- 1 этап – предварительно металл обезжиривают, удаляют с него всю грязь, обрабатывают специальным составом – фосфатирование, который повышает адгезию и антикоррозийные свойства;
- 2 этап – наносится слой краски;
- 3 этап – спекание покрытия и полимеризация в сушильной печи, для формирования пленочного покрытия. К примеру, оцинкованные листы с полимерным покрытием используются в фасадных и кровельных работах.
Способ обработки металлических рулонов
Окрашенный прокат получают путем нанесения полимерной покраски толщиной до 200 мкм, покрытие может быть одно- и двуслойным. Изделия из оцинкованной стали, покрытые специальным составом полимерного слоя, эффективнее справляются с коррозией и обладают широкой сферой применения. Распространенные полимерные краски – полиэстер матовый, алюцинк, пурал и пластизол.
Обработка металлоконструкций
Преимущества обработки металлоконструкций с точки зрения нанесения – отсутствует неприятный запах, после нанесения не оставляет потеков, пузырей и трещин. Полезные свойства порошковой краски:
- • антикоррозионная защита;
- • электроизолирующие свойства;
- • невосприимчивость к ультрафиолету;
- • устойчивость к механическим нагрузкам;
- • широкий диапазон температурной эксплуатации;
- • декоративные свойства.
Виды полимерных красок
Полимерные краски бывают всех цветов и оттенков радуги. Но кроме цвета, есть и другие классификации. Например, в зависимости от материала, который образует полимерную гладкую плёнку при покраске, порошки могут быть: эпоксидными, полиамидными, полиэфирными, полиэфирно-эпоксидными и сделанными на основе эпоксидных смол. Фактура полимерной краски может быть матовой, глянцевой или текстурной, а также различают оттенки «муар» и «металлик». Красители бывают для наружных работ и для внутренней отделки металлоизделий. В зависимости от способа застывания полимеры тоже бывают разные: есть такие, которые «схватываются» на поверхности изделия методом простого нагревания, а есть краски, застывающие только под воздействием ультрафиолетового излучения. Если покрытие формируется в следствие химической реакции – это термоактивная краска, а если методом плавления и нагревания в камере полимеризации, то это – термпластичнае покрытие.
Преимущества полимерных красок
Порошковые красители имеют ряд преимуществ, за счёт которых ими можно обрабатывать наружные и внутренние изделия из разных видов металла.
К достоинствам полимеров относятся:
— им не страшны механические повреждения: если металлоизделие повредится или деформируется, то окраска просто примет новую форму, оставшись на поверхности;
— водо- и влагозащищённость: полимерное покрытие не утрачивает свои качества, даже если изделие длительное время находится в воде или под водой;
— стойкость к воздействию УФ-лучей: в то время, как другие виды красок от солнечного света могут выцвести, разрушиться и потерять все свои свойства, полимерное покрытие останется такими же прочным и ярким, с ним ничего не случится даже в самый солнечный день;
— могут выдерживать огонь и высокую температуру: так как полимерное окрашивание производится под сильным тепловым воздействием, то в дальнейшем высокий температурный режим покрытию не страшен; порошковой краской можно даже покрасить мангал и котёл отопления.
— не разрушается от химических веществ.
Как выбрать краску
Полимерную краску выбирают в зависимости от вида работы, изделия и места его дальнейшего использования. Для отделки элементов в помещении выбирают экологически чистые красители, без резкого запаха. Для окрашивания поверхностей, которые будет использовать снаружи, полимерные краски должны обладать устойчивостью к влаге, солнцу, пыли. Рекомендуют выбирать быстросохнущие типы порошковых красителей. Кроме того, для металлоизделий необходимы краски, обладающие защитой от коррозии. Также необходимо определиться, какая поверхность вам подходит – глянцевая или матовая. Глянцевую легче мыть, она более практична. Но матовой можно замаскировать мелкие дефекты на поверхности металла. Обязательно нужно смотреть на срок годности – чем он ближе к дате изготовления – тем лучше.
Область применения окрашивания
Полимерные красители используют, чтобы обрабатывать металлические изделия для наружного и внутреннего пользования. Красками на основе полимеров покрывают трубопроводы, металлические полы, элементы складских помещений и кораблей. Краску используют не только как декоративное украшение поверхности, но и в качестве защитного покрытия – например, красят конструкции из металла в бассейнах, которые постоянно контактируют с водой. Полимерной краской окрашивают автомобили, бытовую технику (ванные, котлы, бойлеры, холодильники), обрабатывают элементы мостов и виадуков, зданий и других металлических конструкций.

Подготовка поверхности
Перед тем, как наносить полимерное покрытие на поверхность металлического изделия, его нужно подготовить. Это нужно, чтобы краска легла ровно, не создавала комок и быстро застыла. Подготавливая изделие для полимерной окраски, мастер должен очистить поверхность, убрать все дефекты, устранить жировые загрязнения, масляные пятна. Если изделие старое, то сперва нужно избавиться от остатков прошлого окрашивания и удалить продукты коррозии. Очистку и подготовку металлоизделий осуществляют механическими, термическими и химическими способами. Цель подготовки: готовая поверхность должна стать максимально совместимой с полимерным покрытием, не терять при этом свои свойства и качества и не снижать защитное качество окрашивания.
Источник
Порошковая покраска в домашних условиях: выбор и изготовление оборудования
Порошковая покраска своими руками требует наличия специального оборудования, которое можно приобрести или частично изготовить самостоятельно. Независимо от принятого решения, это довольно трудоемкий и затратный процесс. Но такой вариант нанесения краски является одним из самых эффективных, поскольку получаемое покрытие отличается прочностью и долговечностью.

Что потребуется для работы
Порошковый способ окрашивания предполагает использование подходящего оборудования и приспособлений, а также разделение процесса на участки.
 Ориентировочная схема линии для порошкового окрашивания
Ориентировочная схема линии для порошкового окрашивания
Для качественной работы потребуется:
- Участок очистки. Все детали проходят обязательную подготовку. На этом этапе удаляется старый слой и проводится обезжиривание. Для процесса может использоваться ручной или специализированный инструмент. Если планируется выполнять постоянную очистку, то лучшим решением будет пескоструйное оборудование.
 Камера напыления представляет собой шкаф со встроенной вентиляцией
Камера напыления представляет собой шкаф со встроенной вентиляцией
 Стандартная схема покрасочного пистолета
Стандартная схема покрасочного пистолета
 Мини-печь для полимеризации покрытия считается главным узлом в линии
Мини-печь для полимеризации покрытия считается главным узлом в линии
Следует предусмотреть удобное расположение всех участков, большое внимание уделяется системе подвесов. Упростить задачу может использование тележки-вешалки. Размещение оборудования даже в минимальном количестве потребует довольно просторного помещения, хотя при желании некоторые участки могут быть объединены.
Оборудование для порошковой покраски: выбор и самостоятельное изготовление
Многие необходимые инструменты и приспособления можно изготовить своими руками. Это позволит значительно сэкономить, но потребует много сил и времени. Для получения оптимального результата некоторое оборудование рекомендуется приобретать.
Распылитель
Распылитель является одним из важнейших инструментов, от качества напыления зависит то, каким получится покрытие. Поэтому лучше отказаться от самостоятельного создания приспособления и отдать предпочтение готовым вариантам. Принцип окрашивания заключается в том, что частички краски, проходя через пистолет, приобретают определенный заряд.

Прибор бывает двух основных видов:
- Электростатический. В нем частички заряжаются от постороннего воздействия. С его помощью можно красить любыми видами порошковых составов.
- Трибостатический. Этот вариант более простой, частицы приобретают заряд за счет быстрого вылета из сопла и трения между собой. Такой метод напыления требует соблюдения определенных условий, на качество покрытия оказывает влияние влажность. Также необходимо правильно рассчитать длину подсоединенного шланга, которая зависит от мощности компрессора.
 Трибостатический способ обработки на данный момент считается наиболее прогрессивным
Трибостатический способ обработки на данный момент считается наиболее прогрессивным
Наиболее популярными являются следующие модели распылительных устройств:
- Интересный вариант – пистолет «Старт», особенно с серийным номером 50. Такая разновидность универсальна и сочетает в себе обе технологии нанесения краски. С этой целью прибор снабжается дополнительной трубкой для трибостатического напыления.
- Более доступным является «Лидер». Он позволяет выполнять работы в домашних условиях. Отличается небольшим расходом краски.
- Для профессиональных процессов и масштабного производства отличным решением будет оборудование марки «Тесла». Стоимость такой установки значительно превышает предыдущие варианты, но обеспечивает комфортный уровень работы.
 От качества пистолета во многом зависит равномерность укрывающего слоя порошка
От качества пистолета во многом зависит равномерность укрывающего слоя порошка
Естественно, для самостоятельного использования подойдут более простые виды ручных распылителей.
Важно! Независимо от выбранного варианта, все разновидности должны быть снабжены источником заземления.
Любители мастерить могут собственноручно сделать пистолет-краскопульт. Весь процесс прекрасно демонстрирует это видео:
Камера окраски
Покрасочную камеру можно изготовить самостоятельно, для этого не потребуются сложные материалы. Но многие мастера считают, что от этого участка можно отказаться. Действительно, если мероприятие проводится единожды, то достаточно подготовить удобное и чистое место, которое закрывается плотной полиэтиленовой пленкой. Но при постоянных работах такое приспособление будет нелишним.
 При маленьких объемах вполне достаточно небольшого покрасочного шкафа
При маленьких объемах вполне достаточно небольшого покрасочного шкафа
Алгоритм создания камеры:
- Сваривается каркас нужного размера, для этого используется металлический профиль. Если покраска будет проводиться в специальном помещении, то при наличии свободного места камеру делают стационарной. Создаваемый бокс должен быть достаточно просторным.
- С внешней стороны профиль обшивается листами железа, с внутренней укладывается теплоизоляция. Необходимо добиться предельной герметичности, что позволит сохранить большую часть неиспользуемого порошка.
- Для лучшего сбора краски пол рекомендуется сделать решетчатым.
- Отдельно предусматривается принудительная вентиляция.
Упростить задачу можно, расположив покрасочный участок вдоль одной из стен помещения. Смежные поверхности обшиваются листами железа, место подвеса располагается на некотором удалении от стены, а под ним размещается контейнер для частичного сбора состава. Пространство закрывается плотным занавесом.
Именно печь – один из самых важных элементов при выполнении порошковой покраски. Она необходима для расплавления нанесенных на поверхность детали частиц состава. Важным условием является выбор оптимальной температуры. Суть процесса полимеризации заключается в том, что нагреть нужно не поверхность, а полностью изделие, которое подвергается обработке.
Изготовление печи
Изготовление такого устройства – не самая легкая процедура. Подробный алгоритм процесса включает несколько этапов.
Подготовка необходимого материала
Для создания печи потребуется:
- сварочный аппарат;
- болгарка;
- дрель с насадками по металлу;
- ножницы.
 Минимальный набор инструмента для создания жарочного шкафа
Минимальный набор инструмента для создания жарочного шкафа
- плиты базальтовой ваты толщиной 100 мм;
- металлический профиль размером 5*2 см;
- оцинкованные листы стали;
- тангенциальный вентилятор;
- тэны (для камеры шириной и глубиной 100 см при высоте 200 см потребуется 12 шт.);
- термодатчики и блок контроля.
 Экономить на качестве составляющих жарочного шкафа нельзя
Экономить на качестве составляющих жарочного шкафа нельзя
На заметку! К изготовлению сушильной камеры необходимо подходить со всей ответственностью. Лучше изначально выполнить работы качественно, чем исправлять возникшие проблемы.
Создание каркаса и подключение
Конструкция сваривается по определенной схеме:
- Выполняются индивидуальные расчеты. При создании чертежа большое внимание уделяется дверному проему: чтобы исключить потерю тепла, дверь должна прилегать очень плотно.
 Сечение профильной трубы подбирается по толщине базальтовых плит
Сечение профильной трубы подбирается по толщине базальтовых плит
 Внутренняя обшивка выполняется по той же схеме, что и наружная
Внутренняя обшивка выполняется по той же схеме, что и наружная
 Питающий кабель подбирается в соответствии с мощностью тэнов
Питающий кабель подбирается в соответствии с мощностью тэнов
 После сборки шкаф для полимеризации краски следует прогреть вхолостую
После сборки шкаф для полимеризации краски следует прогреть вхолостую
Камера тестируется на обработанной порошком детали, определяются оптимальные настройки. Ввиду того что печь и пистолет для окрашивания имеют самое большое значение, именно их изготавливают или приобретают в первую очередь.
На заметку! Чтобы покрасить небольшие единичные элементы, для запекания можно использовать обычную бытовую духовку.
Как красить порошковой краской
После того как все оборудование собрано, куплено и налажено, можно самостоятельно окрашивать металлические детали.
Выбор краски
Порошковые краски разделяются на две категории:
- Термопластичные. Принцип получения покрытия заключается в том, что порошок наносится на деталь, которая подвергается запеканию. Воздействие на создаваемый слой оказывает только температура. В эту группу входят составы на основе поливинилбутирала, полимеров, полиамида, полиэлифина.
- Термореактивные. Суть процесса в том, что сплавление сопровождается определенной химической реакцией. Это позволяет получить поверхность, стойкую к любым воздействиям. Варианты таких смесей: эпоксидные, полиэфирные, эпоксидно-полиэфирные, полиуретановые.
Следует учитывать, что цвет выбранной краски не подвергается колеровке.
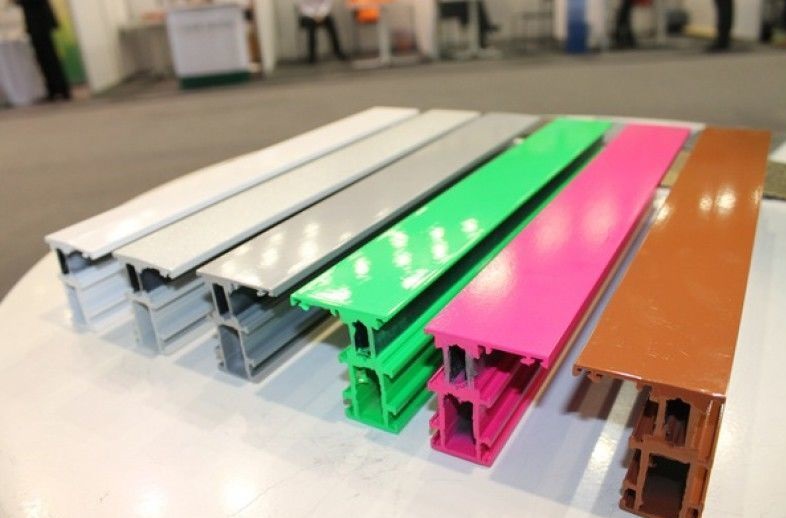
 Как термопластичные, так и термореактивные составы имеют широкую цветовую гамму
Как термопластичные, так и термореактивные составы имеют широкую цветовую гамму
Технология окрашивания
Домашние работы требуют создания определенных условий. Все процессы распределяются по участкам, чтобы исключить нарушение технологии окраски из-за пыли и грязи.
- Проводится обработка металла. Поверхность тщательно очищается от старого слоя. Если наблюдаются следы чернения или воронения, то покрытие необходимо полностью удалить.
 Если деталь имеет старое покрытие, то оно в обязательном порядке снимается
Если деталь имеет старое покрытие, то оно в обязательном порядке снимается
 Нанесение порошкового покрытия
Нанесение порошкового покрытия
 Температура запекания покрытия зависит от вида состава, но в любом случае она не должна быть выше 200ºС
Температура запекания покрытия зависит от вида состава, но в любом случае она не должна быть выше 200ºС
Естественно, что для получения оптимального результата потребуется некоторое время, чтобы правильно настроить все оборудование и разработать четкую последовательность технологического процесса. Но при соблюдении всех условий результат превзойдет все ожидания.
Источник



