
- Пневматический пресс своими руками: делаем пневмопресс из газлифта офисного кресла
- Подготовка комплектующих
- Процесс изготовления
- Как сделать функциональный пневматический пресс
- Пневматический пресс: изготовление пневмопресса своими руками
- Алгоритм работы пневмопресса
- Схема пневматического пресса горячего тиснения
- Включение ТЭНов через термоконтроллер
- Временная задержка прижима пресса
- Дополнение 1. Ещё одна схема пневмопресса
- Дополнение 2. Применение в переплетной мастерской
- Гидравлический пресс своими руками из запчастей МАЗ — DRIVE2
- Пневматический пресс своими руками: делаем пневмопресс из газлифта офисного кресла
- Подготовка комплектующих
- Процесс изготовления
- Как сделать функциональный пневматический пресс
- Пневматический пресс своими руками
- Пневматический пресс
Пневматический пресс своими руками: делаем пневмопресс из газлифта офисного кресла
Для выполнения многих работ в условиях производственных и домашних мастерских очень удобно использовать пресс пневматического типа, который, развивая достаточное усилие, значительно облегчает процесс проведения многих технических процедур. В частности, применяя такое оборудование, можно выполнять гибку изделий из металла, осуществлять высечные технологические операции и безударную клепку, использовать усилие, которое создает такой пресс, для склеивания изделий из древесины и горячего тиснения. Очень удобно, что изготовить простейший, но достаточно эффективный пресс пневматического типа можно своими руками, причем для этого не потребуются дорогостоящие расходные материалы и специальное оборудование.
Самодельный пневмопресс из газового поршня офисного кресла
Подготовка комплектующих
Прежде чем приступать к самостоятельному изготовлению пресса пневматического типа, следует разобраться в принципе его работы. Если гидравлические прессы приводятся в действие благодаря гидронасосу, то в прессовом оборудовании пневматического типа для этих целей используется устройство, вырабатывающее сжатый воздух. В качестве такого устройства может использоваться компрессор или воздушный насос. Сжатый воздух определенного давления подается в пневмоцилиндр или в мембранно-пружинный пневмопривод, на выходном штоке которых и создается требуемое давление.

Устройство газлифта офисного кресла позволяет использовать его в качестве пневматического толкателя
Следует иметь в виду, что пневматические прессы, если сравнивать их с гидравлическими, создают меньшее давление, но во многих случаях его бывает достаточно для выполнения определенных технологических операций.
Итак, для того чтобы сделать простейший пневмопресс, нужно подготовить:
- пневматический амортизатор (такие амортизаторы устанавливаются на офисные и компьютерные кресла);
- воздушный насос или небольшой компрессор;
- резьбовой штуцер диаметром 3 мм;
- соединительный шланг.

Для легкого снятия газлифта с крестовины нанесите проникающую смазку, удалите фиксирующую шпонку и аккуратно выбейте деталь из конусного соединения
Процесс изготовления
Сам процесс изготовления пресса, основой которого будет служить пневматический амортизатор от кресла, осуществляется по следующему алгоритму.
- На боковой части пневматического амортизатора от кресла, используя маркер, отмечают место, на котором будет установлен резьбовой штуцер.
- На отмеченном месте выполняют отверстие соответствующего диаметра, в котором нарезают резьбу для установки штуцера.
- Штуцер вкручивают в подготовленное отверстие, для чего лучше использовать уплотнительную ленту.
- На верхнюю часть штуцера надевают шланг, для более надежной фиксации которого лучше использовать хомут соответствующего размера.
- Второй конец шланга соединяют с выходным штуцером воздушного насоса или компрессора и также фиксируют при помощи хомута.

Разметка места установки штуцера

Теперь, когда пневмопресс полностью собран, можно испытать его в работе, для чего достаточно включить воздушный насос или компрессор. После того как воздух из подающего его устройства начнет поступать во внутреннюю часть пневматического амортизатора, выходной шток должен начать двигаться. Если такое движение происходит, то это свидетельствует о правильности выполненных действий.
Проверка работоспособности механизма
Чтобы сделать пресс пневматический настольный более удобным и эффективным в использовании, на рабочем конце его штока можно зафиксировать металлический круг небольшого диаметра, который, воздействуя на обрабатываемое изделие, будет создавать давление на большей площади.
Пресс предложенной выше конструкции при необходимости несложно доработать. В таком же виде его можно использовать для выполнения простейших операций по гибке и высечке. При желании полученную конструкцию можно зафиксировать на основании самого пневматического кресла, где для него уже есть посадочные отверстия. Поступив таким образом, вы получите более удобное в использовании устройство, установленное на надежном основании.
Как сделать функциональный пневматический пресс
Как уже говорилось выше, прессы пневматического типа можно использовать для выполнения горячего тиснения, а также для фанерования шпоном любых древесных материалов (натуральный массив, ДСП, МДФ и др.). Однако для решения таких задач применяется не обычный, а горячий пневматический пресс, который также можно изготовить своими руками. Основное отличие данного пресса от устройства обычного типа заключается в том, что его рабочий орган, который оказывает давление на обрабатываемое изделие, должен нагреваться до определенной температуры.

Нагрев будет производится с помощью ТЭН-ов
Для того чтобы обеспечить нагрев рабочего органа пневматического пресса, в последний необходимо встроить электрические ТЭНы, а сам рабочий орган для обеспечения лучшей теплопроводности изготовить из алюминия. Конструкция пресса пневматического горячего типа обязательно дополняется электрической схемой, состоящей из двух независимых частей:
- электронного блока, который отвечает за включение и нагрев электрических ТЭНов (основным элементом такого блока является контроллер температуры, позволяющий поддерживать ее с точностью до половины градуса);
- блока, который будет обеспечивать управление самим воздушным клапаном (благодаря наличию такого блока можно не только управлять процессом подвода рабочего органа к поверхности обрабатываемого изделия (а также отвода от нее), но и регулировать время выдержки пресса в сжатом состоянии).

Терморегулятор с выходом под твердотельное реле
Электрическая схема пресса с нагревательными элементами
Используя такой пресс с различными рабочими насадками, можно решать многие практические задачи, к которым, в частности, относятся:
- выполнение горячего тиснения на изделиях из кожи (обувь, сумки и др.);
- горячая склейка элементов обуви;
- фанерование шпоном изделия из древесины;
- оформление обложек книг, изготовленных из кожи или кожзаменителя.
В заключении ещё один вариант пресса с подогревом для облицовки мебельных панелей, в котором используется элементы электрического теплого пола.
Источник
Пневматический пресс: изготовление пневмопресса своими руками

Пневматический пресс для перфорации и горячего тиснения
В данной статье опишу конструкцию и электрическую схему пневматического пресса для горячего тиснения на коже и картонe, которую собирал своими руками. Такие пневмопресса могут называться по разному, в зависимости от сферы применения.
В отличии от гидравлического пресса, который приводится в действие гидронасосом, пневматический пресс развивает давление за счет сжатого воздуха, вырабатываемого компрессором.
На основе схемы и конструкции, описанной в статье, могут работать такие виды прессов: перфорационный, горячего тиснения, различные пресса для формовки и склейки деталей.
Вот для примера моя статья про установку реле температуры Евроавтоматика RT-820M в подобный турецкий пресс.
В моем случае пресс используется в производстве обуви, для горячего тиснения верхней части обуви. В результате действия пресса на кожаном верхе туфлей, ботинок или сапог появляется красивый рисунок либо логотип. При установке специальной пресс-формы и поднятии давления возможна просечка небольших отверстий.
Согласитесь, сапоги на женской ножке, на голенище которых нанесен красивый стилизованный цветок, смотрятся гораздо эффектнее!
Стоит сказать, что пневматический пресс развивает меньшее давление, по сравнению с гидравлическим. Но это в общем случае, всё зависит от конкретной модели.
Алгоритм работы пневмопресса
Чтобы понять электрическую схему, рассмотрим алгоритм работы пневматического пресса.
Сразу скажу, что фото сделаны мною на момент сборки пресса. До этого пресс собирал механик, но с электрической схемой он не справился, поэтому за дело взялся я).
Итак, при включении питания питание подается на ТЭНы, которые нагревают верхнюю металлическую алюминиевую пластину. Для разогрева пластины требуется время (около получаса), и потом температуру поддерживает термоконтроллер.

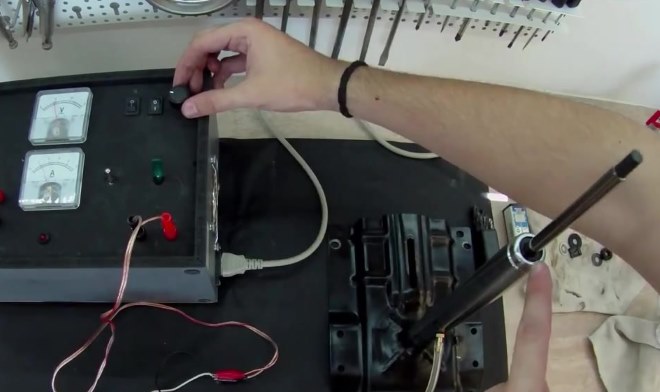
Реле времени (вверху, установлен на 5 сек) и контроллер температуры. Передняя панель пневматического пресса.
К этой пластине прикручиваются формы, необходимые для производства данного заказа.

Верхняя пластина, в которую вставляются два ТЭНа и датчик температуры. Не прикручена. Должна быть прикручена к штоку поршня (четыре болта вверху фото)
Для начала работы оператор нажимает две кнопки “Пуск”. Эти кнопки соединены электрически последовательно.
Почему две, ведь достаточно одной? Дело в том, что это необходимо из соображений безопасности, чтобы в момент опускания поршня обе руки находились на кнопках, и случайно не попали под пресс.
После нажатия кнопок “Пуск” поршень с нагретой формой для тиснения опускается, и форма упирается в нижнюю пластину, на которой лежит заготовка.
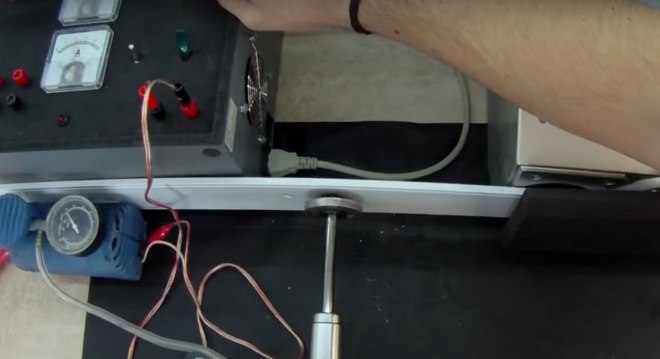
В данном случае используется мембранно-пружинный пневмопривод, но можно применить и обычный пневмоцилиндр.

Пневматический привод на основе мембранно-пружинного пневматического привода
То же фото, с другого ракурса, приведено в начале статьи. Вверху показана трубка, куда подключается шланг подачи сжатого воздуха. Далее давление воздуха можно регулировать редуктором и контролировать манометром. Ниже – катушка соленоида и клапан, который контролирует подачу воздуха в пневмопривод (красная емкость на фото).
Далее выдерживается время, которое определяется встроенным таймером (реле времени). Время задержки таймера устанавливает оператор. Это время зависит от многих факторов (материал, температура, форма, дизайн, и т.д.) и обычно подбирается экспериментально, опытным путем.
Через время задержки верхняя пластина поднимается, цикл завершён.
Теперь нужно поменять заготовку, и повторить цикл вновь.
Схема пневматического пресса горячего тиснения
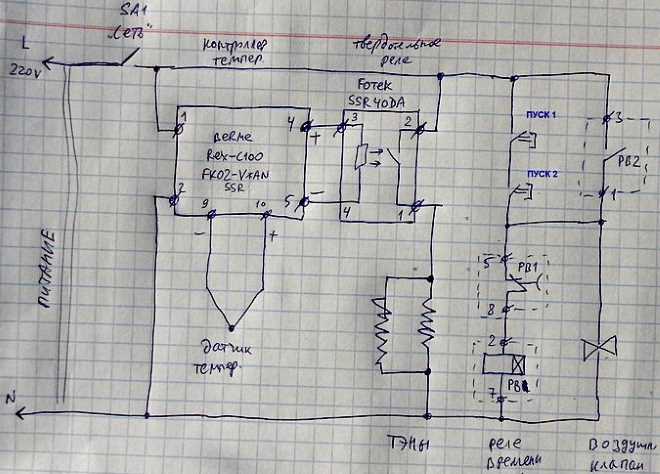
Схема простая, рисовал я её непосредственно около пресса, публикую как есть:

Электрическая схема пневматического пресса горячего тиснения
Большой минус – отсутствует электробезопасность. Дело не в заземлении. Это касается защитного автомата на вводе (тут хватит максимум 6А) и кнопки “Аварийный стоп” для экстренного поднятия поршня.
Кто интересуется по защитным автоматам – сюда, по аварийным цепям – сюда.
Схема состоит из двух независимых частей – схема нагрева ТЭНов и схема управления воздушным клапаном. Рассмотрим их.
Включение ТЭНов через термоконтроллер
Для питания ТЭНов используется контроллер температуры (терморегулятор) BERME REX C100 FK-02 VAN SSR. Последние три буковки – SSR – обозначают, что выход контроллера предназначен для управления твердотельным реле (Solid State Relay). Кто хочет узнать, что это такое, и какие у него схемы включения – рекомендую мою статью про твердотельные реле.
А кто хочет купить такой регулятор Температуры – комплект для сборки продается на Алиэкспресс!

Терморегулятор, он же термоконтроллер, он же контроллер температуры, он же реле контроля температуры и регулятор температуры с выходом под твердотельное реле.
Чем замечателен этот контроллер температуры? Он разительно отличается от старых, классических контроллеров температуры тем, что при приближении к заданной точке он отключается, и догоняет температуру импульсами с переменной скважностью. Импульсы тем короче, чем ближе температура к заданной. В результате – температура, в зависимости от настроек, может поддерживаться с точностью до пол градуса.

Умный термоконтроллер. Встречал такие в местах, где нужна особая точность установки температуры.
- А терморегуляторы старой системы тупо работают по гистерезису, в результате, в зависимости от конструкции системы и её инерции, температура меняется в пределах до ±10…15 градусов.
- Применение “умного” реле контроля температуры не было бы возможно, если бы в качестве коммутирующего элемента не применялось бы твердотельное реле. Обычному реле пришлось бы несладко…
- Датчик обратной связи дает обратную связь регулятору, тут всё понятно.
К слову, точность такой системы сильно зависит от качества установки ТЭНов и термодатчика. Они должны быть установлены так, чтобы обеспечить надежный термоконтакт с нагреваемой пластиной, т.е.
контакт должен иметь минимальное тепловое сопротивление.
Кроме того, важно установить датчик поближе к нагревательным элементам, особенно если масса нагреваемого металла невелика, и он интенсивно охлаждается.

Датчик температуры и нагревательные элементы перед установкой в металлическую пластину
Твердотельное реле – Fotek SSR-40 DA. Управление постоянным напряжением 24В, коммутация – 220VAC.

Твердотельное реле – Fotek SSR-40 DA для включения нагревательных элементов
Временная задержка прижима пресса
Задержка, в течении которой заготовка “жарится”, устанавливается с помощью реле времени TDM PB 2A:

Реле времени TDM PB2A для регулировки времени задержки
Реле времени – классическое, такие выпускают много фирм, начиная с OMRON, и заканчивая China Noname. Могут быть разные режимы работы, которые переключаются. Из схемы, приведенной на корпусе реле, видно, что у него два переключающих контакта. Причем один – с задержкой выключения, второй – обычный.
По реле времени, их принципам работы и схемотехнике рекомендую мой капитальный труд. Там на примере ПВЛ рассмотрена вся теория и практика.
Я раньше не понимал, зачем этому реле обычный контакт. Потом дошло – ведь он нужен для самоподхвата, чтобы фиксировать его во включенном состоянии, как в обычном реле или контакторе. Про это подробно рассказано в статье про схемы подключения магнитного контактора.
Обратимся к схеме. При нажатии кнопок Пуск 1 и Пуск 2 напряжение через НЗ контакт РВ1 поступает на питание реле времени РВ, которое включается, и в результате замыкаются его НО контакты РВ2.
Контакт РВ1 – не простой, а с задержкой включения. В данном случае это означает то, что он размыкается после задержки, определяемой таймером РВ. И в течении этого времени подается напряжение на воздушный клапан.
Вот и всё, касаемо электрической схемы. Внешний вид, в процессе монтажа:
Монтаж схемы пневматического пресса своими руками
Дополнение 1. Ещё одна схема пневмопресса
Для полноты картины, привожу схему, которую я сочинил при восстановлении пресса для склейки деталей обуви. Алгоритм работы абсолютно такой же, конструкция абсолютно другая.
Схема поворотного пресса для дублирования подноска обуви
Используются материалы, на которые нанесен термоклей. При прижиме клей плавится, детали склеиваются.
Схема нарисована коряво, но не это самое страшное. Дело в том, что я, вместо того, чтобы использовать обычные контакты реле времени RL2, применил дополнительно обычное реле RL1.
Хотя, в оправдание могу сказать, что пневмоклапан питается через обычное реле (RL1.2), которое в несколько раз дешевле и доступнее. Что дальновиднее, и может быть применено в первой схеме.
Кстати, этот станок после меня делает обувь на всю страну уже более 3х лет.
Дополнение 2. Применение в переплетной мастерской
Мой читатель прислал мне фото, что может делать подобный пресс в переплетной мастерской, где делаются красивые книги на заказ.
Пресс применяется (если честно, в настоящий момент это планы) для получения качественного блинтового тиснения.Это когда под клише не подкладывается фольга (какого-то цвета,цветов множество), а кожа или кожзам тиснится просто горячим клише через термостойкую прозрачную пленку. Та же кожа (кожзам) темнеет и получается т.н. блинтовое тиснение. Так же делается тиснение фольгой.
Фотоальбом, верхняя крышка и корешок
У меня мама работала в переплетной мастерской, так что я понятие имею). Правда, там использовался ручной пресс, а это очень трудоемко.
На сегодня всё, жду вопросов и конструктивной критики в х.
Гидравлический пресс своими руками из запчастей МАЗ — DRIVE2
 Сначала сделал вариант как все — на основе гидравлического домкрата — колхоз убогий, к тому же китайский домкрат потек при первом использовании.
Сначала сделал вариант как все — на основе гидравлического домкрата — колхоз убогий, к тому же китайский домкрат потек при первом использовании.

Заинтересовала идея переделки пресса как здесь www.fermer.ru/forum/rtm-r…tornaya-masterskaya/95993
Там человек соорудил пресс из запчастей от грузовика МАЗ.Плюсы данного подхода:
— в качестве насоса используется насос кабины МАЗ — максимальное рабочее давление 25 МПа, есть предохранительный клапан, который можно регулировать — заглушить или установить меньшее давление. Насос имеет реверсивные вход и выход, что позволяет на установке менять направление подачи масла, благодаря чему в рабочем цилиндре можно осуществлять не только опуск штока, но и его поднятие!
- Максимальное давление, развиваемое насосом, МПа: 25Диаметр плунжера, мм: 16Рабочий объем, см3: 8Заправочный объем, см3: 300Давление срабатывания предохранительного клапана в заливной пробке, МПа: 2Усилие на рукоятке на расстоянии 600 мм от продольной оси приводного вала, не более, Н: 350
- Масса, кг: 4,6
— В качестве рабочего цилиндра используется силовой цилиндр ГУР маз ЦГ 80-280 — хорошее изделие с толстыми стенками, металл настоящий в отличие от китайского домкрата.
Рассчитан на номинальное давление 10 МПа, но выдерживает и длительные перегрузки (естественно т.к. стоит в рулевом управлении тяжелого грузовика).
На конце штока есть резьба, можно выточить переходные насадки для разных нужд — гнутие металла, запрессовка, вытяжка и т.д. Цилиндр двухстороннего действия.
- Рабочее давление, не более, МПа: 10Рабочий диаметр цилиндра, мм: 80Диаметр штока, мм: 28Полный ход штока, мм: 280
- Масса, не более, кг: 13,5
— соединение выполнено родными медными трубками МАЗ — для развальцовки можно купить набор, который так же используется для развальцовки тормозных трубок авто. Хотя изначально трубки в продаже развальцованные.
— Потребовалось выточить переходник, чтобы соединить насос с цилиндром гур, ведь изначально на МАЗе он соединялся с цилиндром подъема кабины, который меньше и имеет диаметр поршня всего 40 мм, а не 80, и для нужд пресса не подойдет. Хотя подойдет для кое чего другого ! Чертеж штуцера прилагаю.
Какое давление сможет выдать такое устройство?
F = P*S = P*(pi*r^2)= 25 000 000 * ( 0.04 * 0.04 * 3.14) = 125600 Ньютоновто есть максимальное усилие получится 12,5 тонн силы
Но это честные 12,5 тонн силы, а не китайские 25, 30 и т.д.К слову пресс изначально хотел купить, но посмотрел на все это говно которое продается за бешенные деньги (от 15 до 40 тыс. руб.
) и передумал — сделано халявно, например пресса матрикс на основе домкрата — там даже ручка от домкрата не срезана, другие сделаны не из швеллера, а из тонкого листового металла, это не повышает прочность, зато уменьшает вес, что важно при доставке грузов — по сути логистика.
В общем это опасный для здоровья инструмент. Если эта хрень разлетится перед лицом, мало не покажется.
У себя в качестве металла взял 14 и 16 швеллер — настоящий швеллер горячей катки, а не гнутый. Проварил везде, где только можно, раскосины на верхней площадке приварены дополнительно и еще и закреплены немецкими болтами повышенной прочности с индексом 12.0.
Чтобы нижняя площадка имела возможность перемещения швеллера были отданы на фрезеровку — т.к. в качестве фиксирующих пальцев используются 22 мм пальцы соединяющие гусеницы на тракторах. Сделаны такие пальцы из специального сплава, который так же не подведет.
Манометр пока не устанавливал. В остальном пресс похож на конструкцию с домкратом. Гидроцилиндр закрепил родным пальцем МАЗ через родной ШС. Можно закрепить гидроцилиндр и выше, но мне нужна была именно такая высота конечного изделия, т.к. пресс будет стоять на улице под специальным навесом (площадка под лестницей частного дома) — в общем были ограничения по высоте.
Гидроцилиндр и насос были разобраны, промыты и перебраны — в продаже есть ремкомплекты для них. Думаю после такой переборки в прессе они будут работать очень долго без проблем.
Возникла только одна трудность при тесте устройства. Насос бы рассчитан на объем цилиндра подъема кабины, а не на объем цилиндра гур, поэтому его буферной емкости не хватало, для вмещения масла вытесняемого цилиндром при поднятии штока, а в последствии т.к.
не вместившееся масло выливалось, то не хватало его и для последующего опуска штока. Было не сложно увеличить емкость насоса наварив на его крышку кусок трубы с резьбой — теперь все ок.
Почему-то человек идея у которого мною была взята не столкнулся с подобной проблемой, или просто не пробовал гонять шток от упора, до упора.
Всем загадка — почему при подъеме штока из цилиндра больше выходит масла, чем засасывается? Насос и цилиндр двухсторонние! Ответ очень простой!
Пресс легко справился с задачей перепрессовки сайлентблоков передних и задних рычагов гранд витары!
Затраты— ремкомплекты на насос и цилиндр — 300 руб.— трубки медные МАЗ — 500 руб.— цилиндр и насос — 2 тыс. — снял б.у. с грузовика, который шел в металлолом— швеллер — валялся во дворе, можно купить — не будет дорого — несколько тыс. руб.— работа и опыт — бесценно
- — услуги токаря и фрезеровщика — в среднем случае спасибо или пара пузырей, в зависимости от желания исполнителя, может 500 руб.
- Все оказалось гораздо проще, чем казалось, теперь есть удобный и надежный инструмент, который не подведет, ремонтнопригоден, имеет точные параметры, а не завышенные китайские, проверен в работе.







Пневматический пресс своими руками: делаем пневмопресс из газлифта офисного кресла
Для выполнения многих работ в условиях производственных и домашних мастерских очень удобно использовать пресс пневматического типа, который, развивая достаточное усилие, значительно облегчает процесс проведения многих технических процедур.
В частности, применяя такое оборудование, можно выполнять гибку изделий из металла, осуществлять высечные технологические операции и безударную клепку, использовать усилие, которое создает такой пресс, для склеивания изделий из древесины и горячего тиснения.
Очень удобно, что изготовить простейший, но достаточно эффективный пресс пневматического типа можно своими руками, причем для этого не потребуются дорогостоящие расходные материалы и специальное оборудование.

Самодельный пневмопресс из газового поршня офисного кресла
Подготовка комплектующих
Прежде чем приступать к самостоятельному изготовлению пресса пневматического типа, следует разобраться в принципе его работы.
Если гидравлические прессы приводятся в действие благодаря гидронасосу, то в прессовом оборудовании пневматического типа для этих целей используется устройство, вырабатывающее сжатый воздух. В качестве такого устройства может использоваться компрессор или воздушный насос.
Сжатый воздух определенного давления подается в пневмоцилиндр или в мембранно-пружинный пневмопривод, на выходном штоке которых и создается требуемое давление.

Устройство газлифта офисного кресла позволяет использовать его в качестве пневматического толкателя
Следует иметь в виду, что пневматические прессы, если сравнивать их с гидравлическими, создают меньшее давление, но во многих случаях его бывает достаточно для выполнения определенных технологических операций.
Итак, для того чтобы сделать простейший пневмопресс, нужно подготовить:
- пневматический амортизатор (такие амортизаторы устанавливаются на офисные и компьютерные кресла);
- воздушный насос или небольшой компрессор;
- резьбовой штуцер диаметром 3 мм;
- соединительный шланг.

Для легкого снятия газлифта с крестовины нанесите проникающую смазку, удалите фиксирующую шпонку и аккуратно выбейте деталь из конусного соединения
Процесс изготовления
Сам процесс изготовления пресса, основой которого будет служить пневматический амортизатор от кресла, осуществляется по следующему алгоритму.
- На боковой части пневматического амортизатора от кресла, используя маркер, отмечают место, на котором будет установлен резьбовой штуцер.
- На отмеченном месте выполняют отверстие соответствующего диаметра, в котором нарезают резьбу для установки штуцера.
- Штуцер вкручивают в подготовленное отверстие, для чего лучше использовать уплотнительную ленту.
- На верхнюю часть штуцера надевают шланг, для более надежной фиксации которого лучше использовать хомут соответствующего размера.
- Второй конец шланга соединяют с выходным штуцером воздушного насоса или компрессора и также фиксируют при помощи хомута.

Разметка места установки штуцера

Теперь, когда пневмопресс полностью собран, можно испытать его в работе, для чего достаточно включить воздушный насос или компрессор. После того как воздух из подающего его устройства начнет поступать во внутреннюю часть пневматического амортизатора, выходной шток должен начать двигаться. Если такое движение происходит, то это свидетельствует о правильности выполненных действий.

Проверка работоспособности механизма
Чтобы сделать пресс пневматический настольный более удобным и эффективным в использовании, на рабочем конце его штока можно зафиксировать металлический круг небольшого диаметра, который, воздействуя на обрабатываемое изделие, будет создавать давление на большей площади.
Пресс предложенной выше конструкции при необходимости несложно доработать. В таком же виде его можно использовать для выполнения простейших операций по гибке и высечке.
При желании полученную конструкцию можно зафиксировать на основании самого пневматического кресла, где для него уже есть посадочные отверстия.
Поступив таким образом, вы получите более удобное в использовании устройство, установленное на надежном основании.
Как сделать функциональный пневматический пресс
Как уже говорилось выше, прессы пневматического типа можно использовать для выполнения горячего тиснения, а также для фанерования шпоном любых древесных материалов (натуральный массив, ДСП, МДФ и др.).
Однако для решения таких задач применяется не обычный, а горячий пневматический пресс, который также можно изготовить своими руками.
Основное отличие данного пресса от устройства обычного типа заключается в том, что его рабочий орган, который оказывает давление на обрабатываемое изделие, должен нагреваться до определенной температуры.

Нагрев будет производится с помощью ТЭН-ов
Для того чтобы обеспечить нагрев рабочего органа пневматического пресса, в последний необходимо встроить электрические ТЭНы, а сам рабочий орган для обеспечения лучшей теплопроводности изготовить из алюминия. Конструкция пресса пневматического горячего типа обязательно дополняется электрической схемой, состоящей из двух независимых частей:
- электронного блока, который отвечает за включение и нагрев электрических ТЭНов (основным элементом такого блока является контроллер температуры, позволяющий поддерживать ее с точностью до половины градуса);
- блока, который будет обеспечивать управление самим воздушным клапаном (благодаря наличию такого блока можно не только управлять процессом подвода рабочего органа к поверхности обрабатываемого изделия (а также отвода от нее), но и регулировать время выдержки пресса в сжатом состоянии).

Терморегулятор с выходом под твердотельное реле

Электрическая схема пресса с нагревательными элементами
Используя такой пресс с различными рабочими насадками, можно решать многие практические задачи, к которым, в частности, относятся:
- выполнение горячего тиснения на изделиях из кожи (обувь, сумки и др.);
- горячая склейка элементов обуви;
- фанерование шпоном изделия из древесины;
- оформление обложек книг, изготовленных из кожи или кожзаменителя.
В заключении ещё один вариант пресса с подогревом для облицовки мебельных панелей, в котором используется элементы электрического теплого пола.
Пневматический пресс своими руками
Учитывая довольно приличную стоимость гидравлических, пневматических и вакуумных прессов, любая столярная мастерская на начальном этапе развития реализует свои оригинальные технологические решения с самоделками и самопалами. Некоторые довольно удачные, некоторые оказываются ошибкой. Об одном из таких решений данная маленькая статейка.
- В одной из столярных мастерских, в которой работаю и на момент написания статьи, столкнулся вот с таким прессом.

- Данная конструкция,общих габаритов 1500х3000мм представляет из себя сварной каркас, состоящий из четырех прямоугольных «колец», двух «плит», между которыми обжимается заготовка и пары рельс, дающих возможность выдвигать нижнюю плиту, для удобства закладывания заготовок.


Рабочая ширина прессования 1200мм. с небольшим запасом и длина 2600мм. с возможностью подложить какой либо длинный плитный материал сверху и снизу заготовок и прессовать до 2800-2900мм. дожимая высовывающиеся края струбцинами.
Плиты изготовлены из фанеры. Иными словами это ни что иное как просто фанерные короба, усиленные изнутри ребрами жесткости из той же фанеры. Короба довольно прочные и ровные, но при давлении легко деформируются.

 Вы наверное обратили внимание на винт, который фиксирует верхнюю плиту. Он служит только для того, чтобы притянуть плиту к верхней части сварного каркаса — создать ровный «потолок». Таких винтов четыре и регулируются они торцевым ключом сверху.
Вы наверное обратили внимание на винт, который фиксирует верхнюю плиту. Он служит только для того, чтобы притянуть плиту к верхней части сварного каркаса — создать ровный «потолок». Таких винтов четыре и регулируются они торцевым ключом сверху.

Эта система позволяет ослабить винты, выставить необходимую толщину прессования, выровнять плоскость верхней плиты и зажать, создавая прочную ровную поверхность. Подобную трудоемкую процедуру совершают довольно редко, обычно рабочей высоты подъема нижней плиты (60-65мм.
) хватает для решения большинства задач — фанерования шпоном заготовок толщиной от 2-3мм. до 40-50мм. или для склейки заготовок суммарной толщиной не превышающей 50мм.
Разницу в толщине обычно компенсируют 2-3 листами плитного материала, просто положенных на нижнюю плиту пресса.

 Подъем нижней плиты осуществляется следующим образом. Под плитой, которая задвигается в каркас по рельсам расположены два сварных обруча. Каждый сварной обруч, в свою очередь состоит из верхнего и нижнего кольца, содержащего внутри простую камеру от колеса автомобиля. Нижняя часть (кольцо) имеет ребра жесткости и приварено к основанию каркаса пресса. Верхняя часть (кольцо) приварено к металлическому листу квадратной формы и зашито фанерой. Верхнее кольцо находится в свободном движении, то есть если мы включим пресс убрав нижнюю плиту, их просто выдавит наверх автомобильная камера.
Подъем нижней плиты осуществляется следующим образом. Под плитой, которая задвигается в каркас по рельсам расположены два сварных обруча. Каждый сварной обруч, в свою очередь состоит из верхнего и нижнего кольца, содержащего внутри простую камеру от колеса автомобиля. Нижняя часть (кольцо) имеет ребра жесткости и приварено к основанию каркаса пресса. Верхняя часть (кольцо) приварено к металлическому листу квадратной формы и зашито фанерой. Верхнее кольцо находится в свободном движении, то есть если мы включим пресс убрав нижнюю плиту, их просто выдавит наверх автомобильная камера.

Возможно Михаил — человек который проектировал и изготовлял пресс, допускал возможность перекоса и заклинивания конструкции… если вспомню, при встрече обязательно поинтересуюсь.
Вот так на вскидку не скажу в цифрах давление на 1 сантиметр квадратный, но ориентируясь на датчик давления прессуем обычно до цифры 1 — как правило даже на 0,8. Этого вполне хватает для фанерования заготовок шпоном 0,6мм. При избыточном давлении, свыше данного показателя пресс начинает выгибать.
Сварной каркас лишенный продольных направляющих снизу и сверху начинает немного стягивать края. При ослаблении давления пресс принимает свою обычную форму, без видимых последствий, но если прессовать не очень внимательно — пару заготовок загубить можно легко. Надуваются камеры простым компрессором.
У конструкции есть недостатки и их не мало, одним из которых является и выступающие за пределы каркаса рельсы… но все решаемо и на основе этого пресса, основательно продумав конструкцию можно своими силами сделать превосходный пресс.
В целом, если усилить каркас продольными направляющими, уменьшить ширину и убрав рельсы (просто заменив переднюю пару металлических колес обычными) — мы получим вполне удобную, надежную и доступную по стоимости конструкцию, которая позволит небогатому читателю заработать на пресс промышленный.
Ну а состоятельного читателя эта статья едва ли заинтересует )).
Пневматический пресс
ПневмопрессPipe_1-Пресс 500 кг.sldasm
ПневмопрессВинт M10x20 ГОСТ 11738-88.SLDPRT
Источник



