
- Устройство и схема самодельного сварочного полуавтомата
- Назначение и описание устройства
- Схема устройства
- Конструкция
- Самодельные сварочные аппараты, полуавтоматы, схемы
- Самодельные полуавтоматы
- Сварочный полуавтомат Svapka.Ru Vol 5.0
- Сварочный полуавтомат Svapka.Ru Vol 4.0
- Сварочный полуавтомат Svapka.Ru Vol 2.0 (Свапка.Ру)
- Сварочный полуавтомат Svapka.ru для Максима
- Сварочный полуавтомат Svapka.Ru (Свапка.Ру)
- Вариация на тему «Сварочный полуавтомат»
- Как сделать сварочный полуавтомат. нет ни чего проще
- Еще одна схема сварочного полуавтомата
- Схема сварочного полуавтомата с регулятором сварочного тока по первичной обмотке.
- Схема простого самодельного сварочного полуавтомата
- Схема самодельного сварочного полуавтомата.
- Регулятор скорости подачи проволоки сварочного полуавтомата
Устройство и схема самодельного сварочного полуавтомата
Вниманию любителей «чинить» автотранспортные средства своими руками предлагается для самостоятельной сборки авторская схема и конструкция сварочного полуавтомата в углекислотной газовой среде с автоматической подачей сварочной проволоки в зону сварки.
Назначение и описание устройства
Автолюбители знают, что для сварки кузова «железных» коней одного лишь аппарата дуговой электродной сварки переменного тока недостаточно – тонкий металл кузова требует аккуратной и желательно быстрой точечной сварки. Конечно, существует несколько типов сварочных аппаратов разного рода, доступных для частных автовладельцев, например – ацетилено-кислородная сварка или сварка в среде углекислого газа.
Но по сравнению с ацетилено-кислородной сваркой полуавтоматическая сварка в среде углекислого газа имеет существенные преимущества:
- зона термического влияния очень узкая, поэтому деталь деформируется очень мало или вовсе не деформируется;
- краска на детали выгорает тонкой полосой, что уменьшает объем подготовки, рихтовки и окраски изделия;
- т.к. скорость расплавления электродной проволоки очень высока — общая производительность сварки выше в 2-3 раза;
- качество сварочного шва лучше;
- не требуется очень точной подгонки деталей перед сваркой;
- качественный шов получается даже при разных толщинах свариваемых деталей;
- углекислый газ менее дефицитен, чем кислород или ацетилен;
- способ сварки осваивается легко и быстро.
Для полуавтоматической сварки в среде углекислого газа отечественной промышленностью выпускается различное оборудование: А-537, А-537У, А-547Р, А-825М, А-1230М и др., поэтому организациям более интересными могут оказаться именно эти готовые промышленные устройства, а любителям, державшим в руках паяльник автор предлагает самим собрать разработанный им подобный несложный аппарат, который он эксплуатирует уже 3-й год.
С одной стороны углекислый газ защищает расплавленный металл от воздействия кислорода и азота воздуха, с другой стороны — он разлагается на окись углерода (угарный газ) и кислород, который окисляет металл. Для компенсации окисления применяют специальную омедненую электродную проволоку, содержащую кремний и марганец: Св-08ГС, Св-08Г2С, Св-10ГС, Св-12ГС, как нетрудно догадаться из обозначений — 0.8, 0.8, 1.0 и 1.2 мм диаметром соответственно. Практические числовые данные, которые должны достаточно точно выдерживаться (особенно это касается напряжений) во избежание плохого качества сварки, приведены в таб.1.
Режимы сварки в углекислом газе
Диаметр проволоки, мм
Толщина детали, мм
Сварочный ток, А
Скорость сварки, м/ч
Вылет электрода, мм
Расход газа, л/мин
Автор в своей конструкции использовал 0.8 мм омедненую электродную проволоку, которую удалось купить на рынке. Поэтому схема рассчитана именно на режим работы, соответствующий первой строке таб.1.
Схема устройства

Его основа – мощный сварочный трансформатор Т1, который подключается к сети 220В коммутатором на включенных встречно-параллельно оптотиристорах VS1,VS2, управляемых ключом VT1-VT2 и обеспечивает:
- сварочное напряжение с выходной обмотки II (согласно первой строке таб. 1), выпрямленное мостом VD1…VD5, сглаженное фильтром L1-C1 (R3 балластный резистор, разряжает С1 на холостом ходу);
- напряжение питания (с выходной обмотки III) электродвигателя, подающего сварочную проволоку, который включается ключом VT8 через стабилизатор напряжения C6-DA2-R11-R12-C7 и выходной мощный транзистор VT7;
- напряжение питания (с выходной обмотки III, пониженное до 12 В резистором R9) газового клапана KL1, который включается электронным ключом VT5-VT6.
Переключателем SA2 первичной обмотки можно изменить выходное напряжение примерно от 18. 21В.
Включение аппарата производится нажатием на кнопку SA1 «Пуск», которая подключена на вход каскада на VT3 (с R4C2-цепью на входе), который представляет собой антидребезговый ключ с двумя проводами от кнопки (если желаете, то можно применить стандартные антидребезговые решения на ИМС триггеров, логических элементов, но они требуют три провода от кнопки, а внутри примененного автором стандартного промышленного «держака» сварочного полуавтомата проложено только два провода для кнопки).
К аналогичному ключу на VT4 подключен кремниевый диод VD14, который может быть закреплен в качестве термодатчика на самой горячем узле схемы при его продолжительной работе, подберите резистором R4 подходящий температурный порог срабатывания, при котором VT4 закроется и через DD1.4 отключит все узлы аппарата. Но если Ваша конструкция нигде не перегревается при продолжительной работе, то весь узел VD14-R4-R6-C3-VT4-R7-DD1.4 можно удалить из схемы.
Необходимые фазы управляющих сигналов для выходных узлов аппарата (T1, газового электроклапана KL1, электродвигателя) обеспечивает всего одна ИМС DD1 155ЛА3, которая вместе с вместе с VT1, VT2,VS1,VS2, VT3,VT4 питается стабилизированным DD1 напряжением 5В от низковольтного выпрямителя T2-VD9…VD13.
Выпрямительные диоды VD1-VD5 – мощные, на соответствующий сварочный ток, они могут быть следующих типов: Д151-160 (максимальный прямой ток 160 А), Д161-200 (максимальный прямой ток 200 А), В200-6 (максимальный прямой ток 200 А), В2-200-9 (максимальный прямой ток 200 А). Остальные радиоэлементы, думаю сложностей в выборе или замене не представляют.
Конструкция
Сварочный T1 должен иметь мощность около 2.5-3 кВт. Автор рассчитывал его исходя из имеющегося обмоточного материала, т.е. медной шины сечением 6 х 8 мм для вторичной обмотки II T1 и стержневого (О-образного) магнитопровода (площадь сечения сердечника 42 кв.см., площадь «окна» сердечника 200 кв.см.) на напряжение 21 В и ток 120 А.
Обе обмотки мотаются симметрично, т.е. на стержневой (О-образный) сердечник половину обмотки на каждую сторону. И не забудьте правильно соединить половинки между собой, синфазно (конец одной с началом другой), иначе получите 3 киловаттный электрообогреватель ;-). И то ненадолго: сгорит обмотка или электропроводка без предохранителя. Если будете использовать в своей схеме SA2, то сделайте отводы по 1 витку от края обмотки.
Первичная обмотка I и вторичная III трансформатора T1 намотаны одним и тем же проводом диаметра 2.5 мм в бумажной изоляции.
Низковольтный трансформатор T2 рассчитывается аналогично на выходное напряжение 6В и ток нагрузки 1А.
Дроссель L1 намотан толстым сварочным кабелем на статоре какого-то двигателя с прорезью, т.е. его индуктивность получилась произвольной, порядка 10…20 мкГн. Конденсатор С1 имеет емкость 4000 мкФ, но можно поставить и больше. От стабильности напряжения зависит качество дуги, а следовательно шва сварки.
В качестве двигателя автор использовал двигатель на 24 В стеклоочистителей от «КамАз»-а. Он потребляет ток порядка 3 А.
Газовый клапан — опять-таки с автомобиля – 12-ти вольтовый клапан подачи воды к стеклоочистителю с «восьмерки» (ВАЗ 2108). Потребление — около 0.4 А.
«Держак» сварщика — промышленного производства для сварочных полуавтоматов (тип к сожалению не знаю): резиновый пустотелый шланг
3 см в диаметре, внутри проходит стальная витая «рубашка» для сварочной проволоки и два изолированных провода для кнопки «Пуск». По шлангу подается углекислый газ из баллона. На одном конце шланга – разъем с контактами, штуцером для газового шланга, отверстием для «рубашки» и гайкой, крепящей весь разъем к ответной части. На другом конце шланга – сам «держак»: пластмассовая ручка с нишей под кнопочный переключатель и трубка с наружной резьбой, на которую устанавливается наконечник, сквозь который выходит проволока – рис.3.

Для размещения всех узлов и схемы сварочного полуавтомата своими руками был подобран подходящий металлический корпус на колесиках (туда поместилось все, что обведенно штриховой линией на схеме). Сварочное напряжение снимается с контактных болтов, выведенных в стенку этого корпуса, а остальное размещено так, см. рис.4:

Газовый клапан KL1, а также C7, R11, R13, VT7, VT8, R14 размещены в отдельном небольшом корпусе (тоже с колесиками на одной стороне), на котором также размещен разъем, коммутирующий выше перечисленные элементы с основной платой устройства.
SA1 «Пуск» — кнопка, размещенная в нише «держака» сварщика.
Примечание:
Последний опыт эксплуатации аппарата показал, что в эмиттерную цепь транзистора VT2 стоит установить резистор 1-2 Ома 1Вт для продления ресурса светодиодов в составе опттотиристоров.
Источник
Самодельные сварочные аппараты, полуавтоматы, схемы
Svapka.Ru
Самодельные полуавтоматы
Сварочный полуавтомат Svapka.Ru Vol 5.0
Настало время предоставить вам еще одну схему сварочного полуавтомата Svapka.Ru Vol 5.0
Что такое сварочный полуавтомат описано на главной странице сайта.
Эта схема основана на схеме Svapka.Ru Vol 4.0 с небольшими модификациями. В отличии от последней из нее удален блок управления током (симисторы и электронный блок управления переключения ступеней). Вместо него для регулирования тока используется галетный переключатель SA1. Ток коммутируется по первичке симистором BTA41-600.
Сварочный полуавтомат Svapka.Ru Vol 4.0
Представляю новую схему сварочного полуавтомата Svapka.Ru Vol 4.0.
Эта схема разработана на основе схемы Svapka.Ru Vol 3.0 и отличается от последней отсутствием автоматического, триггерного и таймерного режима. То есть в схеме реализовано управление ступенями трансформатора с помощью симисторов и также присутствует один ручной режим, у которого есть два под режима, с задержками пред-газ, пос-газ и без них.
Сварочный полуавтомат Svapka.Ru Vol 2.0 (Свапка.Ру)

Предлагаю новую схему сварочного полуавтомата. Это модификация схемы опубликованной здесь .
Отличительной особенностью данной схемы является применение одного источника напряжения 12 вольт и в качестве логических элементов в блоке управления используются микросхемы КМОП серии, а именно К561ТЛ1.
Сварочный полуавтомат Svapka.ru для Максима
Предлагаю схему сварочного полуавтомата, упрощенный вариант схемы, которая опубликована здесь..
Сварочный полуавтомат Svapka.Ru (Свапка.Ру)
Предлагаю еще одну схему сварочного полуавтомата. По принципу работы, она похожа на эту схему. Прочитайте и поймете как работает эта схема.
Вариация на тему «Сварочный полуавтомат»
Представляем вариацию на тему «Сварочный полуавтомат»
Схема сварочного полуавтомата опубликованная в этой статье в принципе похожа на схемы опубликованные ранее на нашем сайте Еще одна схема сварочного полуавтомата и Схема простого самодельного сварочного полуавтомата
Как сделать сварочный полуавтомат. нет ни чего проще
Многие задаются вопросом, как же сделать сварочный полуавтомат своими руками и что бы он обладал хорошими характеристиками, имел достаточно функционала и работал надёжно долгие годы.
На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.
Еще одна схема сварочного полуавтомата
Представляем еще одну схему сварочного полуавтомата для сварки металла в среде углекислого газа.
Эта схема сварочного полуавтомата была разработана нами давно. Сварочные аппараты, собранные по этой схеме, работают до сих пор и ни разу не ломались.
Схема сварочного полуавтомата с регулятором сварочного тока по первичной обмотке.
Представляем вам еще одну схему сварочного полуавтомата с регулировкой тока по первичной обмотке.
Вариантов регулирования сварочного тока очень много, есть вариант в тиристорном исполнении по первичной обмотке, тиристорная по вторичной, галетная по первичной и так далее. Мы предоставляем вам свою схему регулирования тока сварочного трансформатора.
Схема простого самодельного сварочного полуавтомата
Представляем вам еще одну схему самодельного сварочного полуавтомата.
Раньше это схема была опубликована на сайте Самодельная сварка, но так как сайт переехал сюда, то публикуем ее здесь.
Схема самодельного сварочного полуавтомата.

Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.
Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
Источник
Регулятор скорости подачи проволоки сварочного полуавтомата
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки — сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских — наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя — до 100 ватт.
3. Время торможения 0,2 сек.
4. Время пуска 0,6 сек.
5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
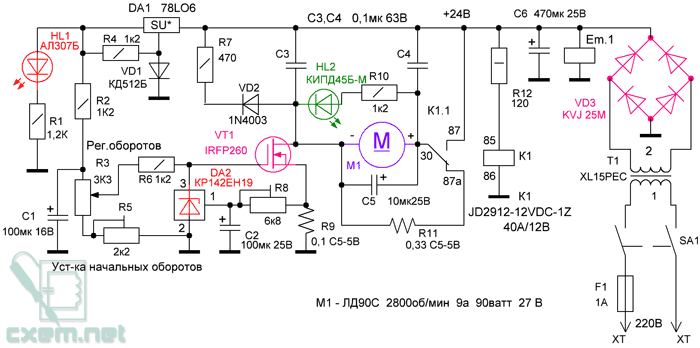
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора T1 напряжением 12-15 вольт и ток 8-12 ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё.
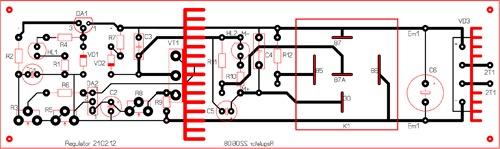
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 — проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.

Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами : включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм.кв.
Источник



