
- Сделал метчик из болта и смог нарезать им хорошую резьбу
- Нарезка резьбы на металле плашкой и метчиком своими руками
- Механика процесса: изучаем детально
- Сверление отверстий и предобработка прутков
- Нарезка в несколько заходов
- Однозаходный способ
- Советы и подсказки
- Метчикодержатель. Как выбрать самый удобный?
- Конструкции метчикодержателей
- Как пользоваться регулируемым метчикодержателем?
- Можно ли изготовить метчикодержатель самостоятельно?
Сделал метчик из болта и смог нарезать им хорошую резьбу
Всем привет гости и читатели моего канала. В моей небольшой деревне я передвигаюсь на мопеде, друг узнал, что у меня появился двухколёсный конь и вспомнил, что давненько у него был такой и сказал мне: «Слушай, дружище, есть у меня на твой мопед мотор, не помню что с ним, но тебе на запчасти точно пригодиться». Грех отказываться от таких подарков, подумал я, и конечно же согласился получить его.
На утро следущего дня друг приносит мне мотор.
Я достал набор ключей и первым делом снял голову цилиндра. Оказывается одна из шпилек совсем не держалась, та которая держит глужитель.
Долго думал я как же решить эту проблему, одно знал точно, нужно нарезать новую резьбу, но вот незадача, метчиков у меня не было.
Немного пораскинул мозгами и взял болт на 8 мм, с помощью бормашинки сделал три канавки, как на заводских вариантах. Прочности у моего метчика будет меньше, но думаю нарезать один раз резьбу в алюминии получится.
Смазав метчик маслом, я начал нарезать резьбу, потихоньку вращая вороток, процесс пошел хорошо и в итоге я получил что хотел.
Вторая шпилька тоже была не очень, повторил и с ней манипуляции.
В завершении хочу сказать, что такой простой способ позволил без проблем нарезать резьбу без метчика, а результат меня полностью устраивает и ничем не хуже заводского, на этом двигателе я проехал уже не одну тысячу километров по полям и лесам.
Источник
Нарезка резьбы на металле плашкой и метчиком своими руками

Можно ли назвать нарезание резьбы одним из основных навыков в слесарном деле? Безусловно, и научиться делать внутреннюю или нарезать наружную резьбу может каждый мастер. Мы расскажем вам о том, как изготавливать резьбу качественно, как внутреннюю так и наружную, без нервов и сломанных метчиков.
Механика процесса: изучаем детально
Попробуйте представить, что происходит с металлом заготовки в начале движения резьбонарезного инструмента. Его первые несколько витков сходятся конусом, образуя заходную часть. Достаточно небольшого усилия, чтобы острые и твердые зубья плашки или метчика продавили в металле небольшие канавки и прочно в нем закрепились.
Все, теперь инструмент, как говорится, «стал на шаг» и будет точно следовать спирали резьбы, закрепляясь тем сильнее, чем больше витков. Но дело в том, что металл не может деформироваться беспредельно. Если зубья инструмента врезаются слишком глубоко, они будут выдавливать лишнюю массу, образуя стружку. Если нарезать отверстие обычным закаленным болтом, стружка будет забивать только что нарезанную резьбу и инструмент придется постоянно выкручивать для прочистки отверстия. Метчик и плашка имеют специальные канавки для отвода стружки.
Очень важно понимать, что зубцы рабочей части не вырезают в металле канавки. Они их продавливают, выдавливая металл по обе стороны от себя. Удаление излишков производится выемкой между соседними зубцами: она придает пластичному металлу форму, а остатки отбрасывает в канавку для стружки.
Сверление отверстий и предобработка прутков
Из последнего наблюдения можно сделать вывод, что внешний диаметр резьбы получается немного больше, чем исходный диаметр прутка, на котором она нарезана. Точно так же осевое расстояние между вершинами внутренней резьбы будет несколько меньше отверстия.
Если взглянуть на любой чертеж с изображением метрической резьбы, можно отметить ряд ключевых размеров:
- Внутренний и внешний диаметр. Эти значения меняют названия в зависимости от того, внутренняя резьба или наружная.
- Шаг резьбы — расстояние между вершинами соседних зубьев.
- Форма и размеры номинального профиля, углы наклона.
Так вот: диаметр стержня или отверстия под резьбу не равен ни внешнему, ни внутреннему диаметру резьбы. Наиболее простой способ определиться с размером отверстия для внутренней резьбы — вычесть из внешнего диаметра шаговое расстояние. Для наружной резьбы это же значение нужно прибавить к диаметру прутка.
Однако настоящие профессионалы всегда пользуются таблицами стандартных метрических резьб, где в значениях рекомендуемых диаметров учитывается также тип резьбы, особенности металлов и их сплавов. Так что основная проблема заключается в поиске подходящего прутка или сверла.
Основу для качественной нарезки вы задаете еще на этапе сверления или подготовки стержня. Отверстие нужно сверлить строго перпендикулярно, из способов контроля прямого угла можно предложить совмещение сверла с отражением в подложенном зеркальце или приставленную рядом кредитную карту.
С прутка следует удалить ржавчину и проверить ровность боковой поверхности слесарной линейкой. Лучший способ подготовить пруток — зажать его в патрон дрели и хорошо обтереть край напильником. При скруглении допускается сточить прут на пару десятых, если это необходимо для выравнивания, которое на практике важнее полноты нарезки.
Это мало применимо в работе с закрепленными прутками. Приходится подбирать диаметр резьбы по диаметру стержня, выбирая значение меньше рекомендуемого. Для более удобного захода на торце нужно снять фаску и выполнять нарезку особо тщательно и аккуратно. Не забывайте обильно нанести на обрабатываемый участок детали машинное масло.
Нарезка в несколько заходов
Резьбу обычно изготавливают в несколько заходов, используя метчики с разной полнотой профиля. Основная трудность заключается в стартовом, задающем проходе. Он выполняется метчиком с одной тонкой канавкой на хвостовике. Инструмент нужно свободно ввести в отверстие и, придавив его с небольшим усилием, провернуть на пару оборотов. При этом кредитной картой контролируется перпендикулярность введения, небольшие отклонения в 5–7° вполне допустимы.
За 5–6 витков в отверстие полностью вводится заходная часть и метчик уверенно становится на ход. Теперь инструмент нужно поворачивать без прижимного усилия. Будет ошибкой исправлять на этом этапе незначительные отклонения от перпендикулярности — метчик в этом не виноват, он идет строго по отверстию. После каждых 1,5–2 витков подачи нужно выкручивать инструмент на пол-оборота.
После стартового прохода, когда профиль резьбы готов на 50–60%, следует сформировать его средним (#2) и чистовым (#3) метчиками c соответствующим количеством канавок на хвостовике. Тут важно лишь проконтролировать правильность захода метчика на уже имеющуюся резьбу, остальное — дело техники.
Особенностей работы с плашкой практически никаких нет, наибольшую сложность составляет работа на заходной части. Она у плашки короткая, всего 2,5–2 витка, поэтому рекомендуется удерживать инструмент обеими руками.
Однозаходный способ
Однозаходное нарезание резьбы характерно для механизированных устройств. Метчик для однозаходного нарезания имеет одну широкую или три тонких канавки на хвостовике, а может не иметь их вовсе. Другие отличия машинных метчиков: короткая заходная часть, хвостовик тоньше номинального диаметра, профиль резьбы полный.
Одним заходом можно нарезать сквозную резьбу в тонких (2–4 мм) листовых материалах. Также машинные метчики весьма распространены для нарезки глухих отверстий. Если более точно — ими расширяют след от заходной части метчиков #1 и #2, добавляя к резьбе еще 1,5–2 витка. Если третий номер имеет длинную заходную часть, ее можно полностью срезать и использовать этот метчик только для полной нарезки резьбы в несквозных отверстиях.
С однозаходными метчиками работать не сложнее, чем с плашками. Есть сложность в задании правильного положения, но техника работы та же. К слову, большинство плашек также рассчитаны на однозаходную работу.
Советы и подсказки
При нарезке резьбы никогда не жалейте смазки. Наличие масла на рабочем органе помогает предотвратить перегрев и связанные с этим обрывы резьбы. К тому же так сила трения сильно снижается и метчик прекрасно чувствуется руками. Добавлять пару капель масла следует каждые 4–5 витков.
Не оказывайте чрезмерного давления, резьба до 6 мм нарезается только усилием пальцев, до 14 мм — одной рукой. Инструмент может застрять из-за плохого отвода стружки. В этом случае его нужно проворачивать в обе стороны, постепенно расширяя размах свободного хода.
Не работайте дешевыми, некачественными инструментами. Большинство дешевых метчиков очень хрупкие. Сломать такой не страшно, гораздо больше хлопот доставляет обломок в отверстии, которое нельзя пересверлить. В этом случае метчик нужно немного «погреть» молотком через кернер, а затем потянуть его назад тонкогубцами или пинцетом и постепенно выкрутить. В листовых материалах обломок проще выбить и нарезать резьбу большего диаметра, предварительно рассверлив отверстие.
Источник
Метчикодержатель. Как выбрать самый удобный?

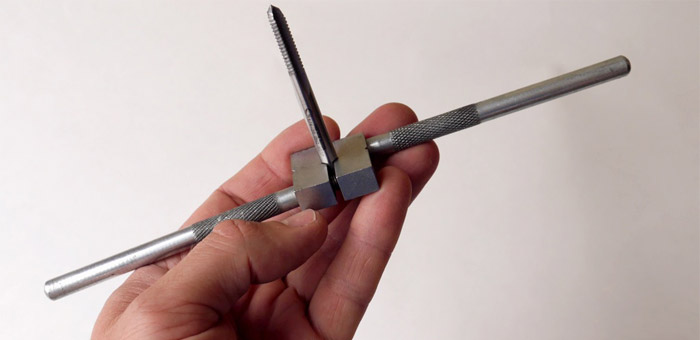 Для ручного нарезания внутренней резьбы к метчику иногда следует прилагать заметный крутящий момент. Если подобная операция производится от случая к случаю, то с этой целью можно приспособить и обычный трубный ключ. Однако при массовом получении резьбовых отверстий удобнее иметь под рукой метчикодержатель. Особенно ценятся универсальные метчикодержатели, в которых можно надёжно зафиксировать и плашку, и метчик.
Для ручного нарезания внутренней резьбы к метчику иногда следует прилагать заметный крутящий момент. Если подобная операция производится от случая к случаю, то с этой целью можно приспособить и обычный трубный ключ. Однако при массовом получении резьбовых отверстий удобнее иметь под рукой метчикодержатель. Особенно ценятся универсальные метчикодержатели, в которых можно надёжно зафиксировать и плашку, и метчик.
Конструкции метчикодержателей
Любой метчик, как известно, имеет круглую в сечении посадочную часть, и квадратный хвостовик, за который и вращается инструмент. Размеры этих частей стандартизированы в соответствии с ГОСТ 3266, а потому не зависят от исполнения метчика, типа резьбы (левая, либо правая) и прочих факторов. Поэтому различия в конструкциях метчикодержателей касаются:
- Формы держателя – плоский или угловой.
- Направления вращения метчика – радиального или осевого.
- Количества посадочных гнёзд под хвостовики.
- Наличия или отсутствия возможности для регулировки размеров посадочного отверстия.
Регулируемые воротки обычно снабжаются одним – тремя отверстиями постоянного размера, и одним регулируемым. Метчикодержатели с осевым направлением подачи метчика иногда называют торцевыми. Они предназначаются для получения внутренних резьб в ограниченных рабочих пространствах.

Любой регулируемый метчикодержатель с радиальным направлением вращения инструмента, изготовленный по требованиям ГОСТ 3266, состоит из следующих частей:
- Призматической рамки;
- Съёмной рукоятки, которая при помощи штифта соединяется с рамкой. На рукоятке имеется трещотка, фиксирующая текущее положение инструмента при необходимости переустановки ручки;
- Неподвижной рукоятки;
- Пары подвижных сухарей, которые могут перемещаться в пазах рамки;
- Гужона, который фиксирует сухари в определённом положении (в нерегулируемых воротках эта деталь отсутствует).
Торцевые, т-образные метчикодержатели устроены иначе. Это обусловлено необходимостью прилагать возрастающее усилие, по мере увеличения глубины нарезаемой резьбы. Поэтому они изготавливаются с трещоткой, а в корпусе предусматривается только одно крепёжное отверстие. Трещотка обеспечивает стабильность положения метчикодержателя в момент переустановки поворотных ручек.

Для обеспечения стабильного значения крутящего момента применяются ручные тарированные воротки. При перегрузке во время вращения (что может произойти, например, при неверном диаметре отверстия или повышенной твёрдости детали) такой инструмент скользит, предохраняя тем самым метчик от поломки. Тарированные метчикодержатели состоят из:
- Корпуса, снабжённого сквозным отверстием под ручки;
- Двух изогнутых ручек (вместо них можно использовать любой прут из незакалённой средне- или высокоуглеродистой стали);
- Подвижной нажимной втулки, на противоположном торце которой имеется квадратное отверстие под хвостовик;
- Возвратной пружины, выставленной на определённое значение крутящего момента.

Как пользоваться регулируемым метчикодержателем?
Такие инструменты обычно имеют посадочную квадратную часть, где могут устанавливаться метчики с размером хвостовика 8×8 мм (предусматриваются и посадочные места под плашки до 20 мм). Корпус закрывается съёмной крышкой, под которой размещён механизм изменения размеров квадрата. Планки сухарей сдвигаются в процессе вкручивания регулировочного винта до требуемой глубины. Винт для удобства снабжается поверхностными насечками.
Конструктивно сухари могут иметь две или четыре части. Функциональнее – второй вариант, при котором регулировка каждой стороны может производиться раздельно. Благодаря последовательному перемещению элементов сухарной планки все стороны квадрата изменяются в одинаковой степени, обеспечивая тем самым надёжную фиксацию метчика в приспособлении.
Точность действия метчикодержателя зависит от:
- Соотношения диаметра и длины посадочной части: плоские, но широкие воротки ухудшают направление резьбонарезающего инструмента. Если вороток ещё и нетарированный, то поломка метчика весьма вероятна;
- Материала сухарных планок. В высокостойких метчикодержателях кулачки изготавливаются из закалённых инструментальных сталей типа У8А и выше, имея твёрдость после закалки не менее 46…50 HRC.
- Качества тарировки пружины: слишком толстые пружины завышают значение крутящего момента, а слишком тонкие увеличивают время, требуемое для нарезки резьбы. Пружины изготавливают из стали 60С2 или 65Г.
Ограничение по моменту на практике реализуется так. В корпусе и втулке установлена пара сопряжённых кулачков. Перед началом нарезания резьбы уточняют величину съёма металла «на сторону»: она должна соответствовать размеру впадины резьбы с припуском не более 1,…1,5 мм на сторону (меньшие значения соответствуют более хрупким материалам, в частности, чугуну). Когда развиваемый момент превышает допустимый для данного типоразмера метчика, кулачки выходят из зацепления, и начинают проскальзывать. В результате вращение корпуса воротка приостанавливается.
Такие метчикодержатели не являются универсальными, и могут использоваться лишь при достаточных размерах рабочей зоны. Основная область их применения – глубокие и глухие отверстия.
Можно ли изготовить метчикодержатель самостоятельно?
Изготовление метчикодержателя своими руками – процесс весьма трудоёмкий. Его можно облегчить, если попытаться восстановить имеющееся, но изношенное приспособление: ведь потеря размеров сухарных планок обычно происходит гораздо быстрее, чем у остальных деталей. Перед работой следует оценить прочность корпуса, особенно, если он изготовлен не из стали, а из литого алюминиево-магниевого или цинкового сплава. Наличие микротрещин – преграда непреодолимая.
Если корпус находится в хорошем состоянии, то дальнейшие работы ведутся в следующей последовательности:
- Проектируются и изготавливаются две сухарные планки под зажим метчика, который соответствует параметрам ГОСТ 3266 или DIN Одна планка выполняется сплошной (она будет неразъёмной), а вторая снабжается отверстием под регулировочный винт.
- Из среднеуглеродистой стали типа сталь 45 вытачивается подвижная ручка, на противоположном конце которой устраивается сплошная насечка. Посредине насечки сверлится отверстие под вращающую рукоятку.
- В боковой части корпуса выполняется резьбовое отверстие под фиксирующий гужон (он не должен быть крупнее М3,5).
- При необходимости изготавливаются сменные удлинители, которые пригодятся, если предстоит нарезать глубокую резьбу в деталях из закалённой стали. По соображениям безопасности, удлинитель должен быть выполнен из цементуемой стали типа сталь 20 или из высокоуглеродистой пружинной стали марки 60С2.

Неразъёмный метчикодержатель изготовить своими руками значительно проще. В призматической вставке, размеры которой соответствуют отверстию корпуса метчикодержателя, фрезеруется квадрат 8×8, а для ручек приспосабливается любой некалёный стальной стержень (и в этом случае не забываем о поверхностных насечках!).
Цены на поворотные метчикодержатели отечественного производства (бренд Matrix) с трещоткой варьируются в пределах 500…800 руб. (в зависимости от размера посадочной части). Цена импортных воротков от торговой марки Stayer (Австрия) стартует от 2500 руб., хотя практически особой разницы в качестве не ощущается.
Источник



