
Как выровнять погнутую вилку мотоцикла.
Как выровнять погнутую вилку мотоцикла (точнее трубы вилки).
Часто при столкновении переднего колеса мотоцикла с каким нибудь препятствием, или при падении и столкновении переднего колеса с бордюрным камнем, даже не сильный удар, приводит к искривлению пера или перьев передней вилки. Причём пострадать может и колесо (как выправить колесо мотоцикла читаем вот тут). Естественно от искривления перьев вилки нужно избавляться, так как нормальной управляемости байка с кривыми перьями уже не будет. В этой статье мы рассмотрим как выправить погнутое перо вилки мотоцикла несколькими способами, и что для этого понадобится.
Проверка кривизны труб вилки мотоцикла.
Вообще после любого падения, для начала нужно проверить детали ходовой части мотоцикла, на сколько они деформировались. Как это правильно сделать, можно почитать вот в этой статье. Там же описано как проверить на сколько пострадала вилка перевёрнутого типа, то есть как проверить кривизну подвижной трубы такой вилки. Для этого естественно нужно будет снять колесо (колесо проверяем и ровняем отдельно — ссылка об этом в начале текста) и снять вилку с мотоцикла, и отделить перья от траверс.
 Но проверить биение (кривизну) неподвижной трубы обычной вилки (обычного типа, не перевёрнутого, как на фото слева), той трубы, которая зажимается в траверсах, и которая обычно искривляется при ударе, можно так же, как в той статье, то есть пока не отделяя подвижную трубу от неподвижной (не разбирая перья). Если же кривизна трубы видна невооружённым глазом (как на фото слева), то можно смело разбирать перо для рихтовки трубы.
Но проверить биение (кривизну) неподвижной трубы обычной вилки (обычного типа, не перевёрнутого, как на фото слева), той трубы, которая зажимается в траверсах, и которая обычно искривляется при ударе, можно так же, как в той статье, то есть пока не отделяя подвижную трубу от неподвижной (не разбирая перья). Если же кривизна трубы видна невооружённым глазом (как на фото слева), то можно смело разбирать перо для рихтовки трубы.
Если же перо вилки уже разобрано, то есть подвижная труба отделена от неподвижной, то можно уже проверить кривизну трубы вилки и несколькими другими способами, о которых чуть ниже, и эти способы нужно будет использовать и для проверки прямолинейности трубы после рихтовки, или проверки в процессе работы по выправлению трубы.
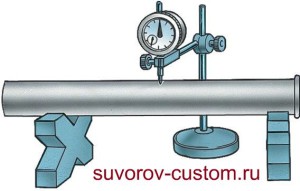 Искривлённая (неподвижная) труба вилки зажимается в центрах токарного станка (но не у всех он есть) или просто укладывается на две призмы, как на рисунке слева. Призмы кстати можно заказать фрезеровщику сделать из подходящей болванки (чтобы они получились как на рисунке слева).
Искривлённая (неподвижная) труба вилки зажимается в центрах токарного станка (но не у всех он есть) или просто укладывается на две призмы, как на рисунке слева. Призмы кстати можно заказать фрезеровщику сделать из подходящей болванки (чтобы они получились как на рисунке слева).
Или изготовить их из обычного толстого (10 — 12 мм) листового металла (примерно такие же, как на гидравлическом прессе на фото внизу), а затем прихватить их сваркой строго перпендикулярно к металлическому листу, такой же толщины, и длинной примерно 50 — 60 сантиметров (призмы привариваем на концах листа — плиты). И эта длина подойдёт для большинства вилок дорожных мотоциклов.
Для длинной вилки чёппера, расстояние между призмами делается естественно побольше. Можно сделать так, чтобы призмы двигались по плите в специальных пазах (для болтов) и зажимались в них болтами на разных расстояниях, для труб различной длины.
Для проверки искривления, труба вилки укладывается на две призмы, и к трубе (обычно в её центральной части) подводится индикаторная стойка (как на рисунке выше), но как правило вначале кривизна видна и на глаз, а уже после рихтовки, для проверки прямолинейности трубы, нужно будет использовать индикаторную стойку. Начинаем прокручивать трубу руками в призмах и находим самую выпуклую часть трубы, которую отмечаем маркером. В эту часть нужно будет давить тем, чем мы будем выправлять трубу.
Способов рихтовки труб имеется несколько, и каждый можно использовать в зависимости от того, насколько искривлена труба. А вообще, если труба вилки искривляется более чем на 10 — 12 градусов (примерно как на самом верхнем фото), то рихтовать её не советую, лучше поискать на разборке ровную. Так как при чрезмерном искривлении, при последующем выпрямлении трубы, велика вероятность чрезмерного перенапряжения металла и образования трещин (особенно в месте обжима трубы траверсой).
 Особенно велик риск образования трещины в том месте, где обычно гнётся труба наиболее часто, то есть там где трубу зажимает траверса вилки. Там обычно остаётся хорошо заметный след (см. фото слева), а иногда и трудноустранимая вмятина (которая как правило бывает при сильном ударе). Если вмятины нет, то есть смысл дальнейшей рихтовки трубы вилки.
Особенно велик риск образования трещины в том месте, где обычно гнётся труба наиболее часто, то есть там где трубу зажимает траверса вилки. Там обычно остаётся хорошо заметный след (см. фото слева), а иногда и трудноустранимая вмятина (которая как правило бывает при сильном ударе). Если вмятины нет, то есть смысл дальнейшей рихтовки трубы вилки.
Первый способ правки трубы вилки .
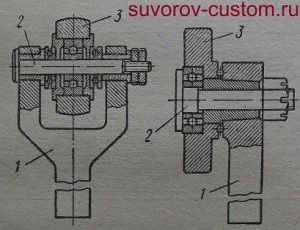
Ролики для правки трубы в центрах токарного станка.
1 — оправка, 2 — ось, 3 — ролик из мягкого сплава.
Если же ваша труба искривлена совсем незначительно (всего на пару градусов), то самый лучший способ правки такой трубы, будет на токарном станке, с помощью давящего ролика (см. рисунок роликов чуть выше), изготовленного из мягкого цветметалла (медь, алюминий). Ролик из мягкого металла не повредит хромированное покрытие трубы вилки.
При этом способе труба зажимается в центрах токарного станка, а оправка 1 ролика 3 зажимается в суппорте станка, и затем ролик подводится поперечной подачей суппорта станка в самое выпуклое (отмеченное маркером) место трубы.
После этого станок включают на самые малые обороты, и постепенно начинают увеличивать поперечной подачей суппорта давление ролика, а в конце немного даже передавив в противоположную от выпуклости сторону (так как труба, даже толстостенная, имеет свойство немного «играть» из-за упругости). При этом полезно сделать и продольную подачу суппорта вправо — влево (15 — 20 мм, можно и больше), чтобы ролик не давил только в одно место.
Этот способ хорош ещё и тем, что он позволяет при самом процессе правки, контролировать трубу индикаторной стойкой, и переборщить с искривлением трубы в обратную сторону здесь маловероятно. Но этот способ конечно же подойдёт не всем, так как у многих нет токарного станка или знакомого токаря (хотя при желании его можно найти), к тому же нужно будет изготовить давящий ролик с оправкой. Но тем, кто хочет заниматься ремонтом мотоциклов профессионально, есть смысл сделать такое приспособление.
Второй способ рихтовки трубы вилки.
Второй способ правки трубы, позволят себе только те мастера, которые имеют в своей мастерской (или у знакомых) трубогиб. Этот способ довольно неплох, так как у трубогиба имеются специальные упорные ролики с проточкой под трубу, а так же имеется давящая на трубу оправка (их несколько), которая имеет профиль (канавку) под трубы различных диаметров. К тому же этот способ позволяет выправить трубу вилки, которая гораздо сильнее согнута, чем при вышеописанном способе (с токарным станком).
Перед тем, как уложить трубу в трубогиб, находим сначала самую выпуклую часть трубы и отмечаем её маркером, как описано выше. Далее подбираем из набора подходящую оправку, которая надевается на давящий шток гидроцилиндра трубогиба, то есть канавка оправки должна соответствовать наружному диаметру трубы вилки.
 Теперь укладываем трубу в трубогиб так, чтобы давящая оправка гидроцилиндра, давила именно в самую выпуклую часть трубы, которую вы отметили маркером. При этом всё же полезно уложить между оправкой и трубой лист тонкого паронита или картона, чтобы не повредить хром на трубе, или просто в месте давления на трубу, обмотать её изолентой.
Теперь укладываем трубу в трубогиб так, чтобы давящая оправка гидроцилиндра, давила именно в самую выпуклую часть трубы, которую вы отметили маркером. При этом всё же полезно уложить между оправкой и трубой лист тонкого паронита или картона, чтобы не повредить хром на трубе, или просто в месте давления на трубу, обмотать её изолентой.
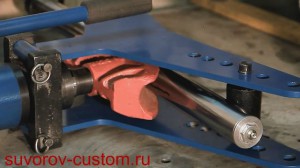
После этого создаём давление в гидроцилиндре и начинаем давить. Большое преимущество гидравлического трубогиба арбалетного типа, показанного на снимке, это то, что при каждом нажиме на рычаг, шток гидроцилиндра выходит совсем чуть чуть (всего пару мм), а значит правка трубы ведётся очень плавно, и перебор маловероятен. Но как я уже говорил выше (на примере с токарным станком) в конце правки следует на пару мм передавить трубу в противоположную от выпуклости сторону. Но не беда если вы не додавите, ведь всегда нужно проводить повторную проверку часовым индикатором, и если что, додавить трубу во второй раз.
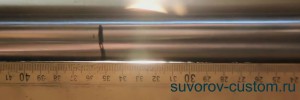 Если у вас нет призм и индикаторной стойки, то тогда можно проверять кривизну трубы с помощью длинной линейки на просвет. В таком случае добиваемся, чтобы просвет от лампы (щель от впадины) между трубой и линейкой (как на фото слева) полностью исчез после рихтовки.
Если у вас нет призм и индикаторной стойки, то тогда можно проверять кривизну трубы с помощью длинной линейки на просвет. В таком случае добиваемся, чтобы просвет от лампы (щель от впадины) между трубой и линейкой (как на фото слева) полностью исчез после рихтовки.
Третий способ правки трубы вилки мотоцикла.
 Кстати, почти так же можно выправить трубу с помощью гидравлического пресса, только следует трубу уложить на две прокладки из алюминиевого листа, уложенные прямо на призмы (как на прессе на фото слева), а между давящим штоком пресса и выпуклой частью трубы, подложить брусочек из мягкого металла (медь, алюминий).
Кстати, почти так же можно выправить трубу с помощью гидравлического пресса, только следует трубу уложить на две прокладки из алюминиевого листа, уложенные прямо на призмы (как на прессе на фото слева), а между давящим штоком пресса и выпуклой частью трубы, подложить брусочек из мягкого металла (медь, алюминий).
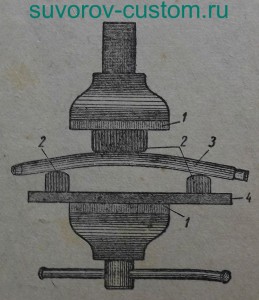 +Ну и ещё один самый простой способ правки трубы, который подойдёт тем людям, у которых нет ни знакомого токаря, ни токарного станка, ни трубогиба, ни гидравлического пресса, но есть обычные большие слесарные, или фрезерные тиски. Этот способ довольно прост, если взглянуть на рисунок слева, и практически такой же как и при правке трубы с помощью гидравлического пресса. Только роль давящей части здесь выполняет не шток гидроцилиндра пресса, а губки тисок 1.
+Ну и ещё один самый простой способ правки трубы, который подойдёт тем людям, у которых нет ни знакомого токаря, ни токарного станка, ни трубогиба, ни гидравлического пресса, но есть обычные большие слесарные, или фрезерные тиски. Этот способ довольно прост, если взглянуть на рисунок слева, и практически такой же как и при правке трубы с помощью гидравлического пресса. Только роль давящей части здесь выполняет не шток гидроцилиндра пресса, а губки тисок 1.
И здесь тоже нужно подложить между трубой 3 вилки и одной из губок тисок 1 алюминиевый или медный брусок 2, а под трубу вилки два таких бруска на концах трубы. Обратите внимание, что бруски 2 из мягкого сплава, должны быть с закруглёнными краями, и желательно гладкими (отполированными), чтобы не испортить хромированное покрытие трубы вилки.
Так же здесь понадобится стальная плита 4, в качестве которой можно использовать толстостенный швеллер или какой нибудь другой жёсткий профиль, который влезет между раздвинутыми губками ваших тисков (и между брусков). Стальная плита 4 нужна для того, чтобы увеличить маленькую ширину губок тисков.
Несмотря на примитивность этого способа, он позволяет очень точно (по чуть-чуть) добавлять давящее усилие на трубу, с помощью постепенного поворота винта тисков. И хотя он требует хорошего приложения физической силы, такой способ вполне работоспособен. И здесь тоже, в конце правки, трубу необходимо немного выгнуть в сторону, противоположную искривлению, так как из-за своей упругости, после ослабления давления, труба опять немного искривится назад. Но после проверки трубы на призмах индикатором, при необходимости можно повторить операцию.
Вот вроде бы и все тонкости правки труб, которые конечно же намного лучше и эффективнее ударных (кувалдных) способов, при которых можно повредить трубу и её хромированное покрытие. И я надеюсь, что эта статья поможет новичкам отрихтовать (выправить, выпрямить) перо вилки вашего мотоцикла и вернуть его чёткую управляемость, успехов всем.
Источник
Изготовление длиннорычажной вилки
При подготовке кроссового мотоцикла М-63К к соревнованиям выполняют большие работы по регулировке и доводке узлов экипажной части.
К наиболее крупным переделкам относится изготовление длиннорычажной передней вилки (вместо телескопической) и облегченной коляски с пружинно-гидравлическим амортизатором. Мотоцикл с длиннорычажной передней вилкой более устойчив на неровностях и поворотах. Параметры вилки можно легко отрегулировать в зависимости от трассы.
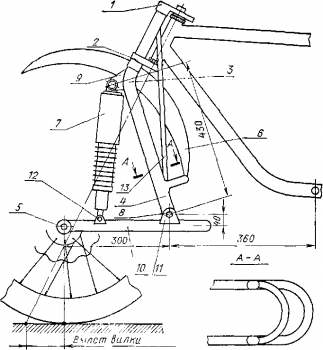
рис. 62. Длиннорычажная вилка, изготовленная на основе узлов вилки мотоцикла М-63.
1 — верхний мостик, 2 — нижний мостик, 3 — перо вилки, 4 — удлинительная втулка, 5 — ось колеса, 6 — крыло, 7 — амортизатор, 8 — ось рычага, 9 — кронштейн крепления амортизатора; 10 — качающийся рычаг (маятник), 11 — проушины, 12 — ушки крепления амортизатора
По кинематической схеме рычажные вилки можно разделить на толкающие (ось качания рычагов расположена сзади оси колеса) и тянущие (ось качания рычагов находится впереди от колеса). В зависимости от конструкции качающихся рычагов как тянущие, так и толкающие вилки подразделяются на длиннорычажные и короткорычажные. У длиннорычажных вилок длина рычагов близка к величине радиуса колеса. Длина рычагов короткорычажной вилки значительно меньше радиуса колеса. Примером короткорычажной вилки является вилка мотоцикла К-750, а длиннорычажной — передние вилки отечественных мотороллеров. Подавляющее большинство спортсменов нашей страны используют толкающие длиннорычажные вилки.
Рассмотрим конструкцию длиннорычажной вилки (рис. 62). Два ее пера соединены нижним мостиком при помощи сварки. В этот мостик запрессован стержень, на который надевают верхний мостик при монтаже вилки на раму. В нижние концы перьев вставлены удлиняющие втулки, к которым приварены втулки для размещения подшипников осей качающегося рычага, а в средней части перьев под нижним мостиком приварены кран-штейны под амортизаторы.
Качающийся рычаг выполнен в виде единой изогнутой трубы, к которой приварены проушины для крепления осей и ушки для крепления оси колеса. Амортизаторы через резино-металлические шарниры крепят верхней втулкой к кронштейну пера вилки, а нижней — к ушкам качающегося рычага.
При изготовлении длиннорычажной вилки от унифицированной телескопической берут трубы перьев вилки, мостик рулевой колонки со стержнем траверса, затяжные гайки, детали крепления вилки в раме мотоцикла, наконечники перьев.
Дополнительно следует изготовить удлинители перьев, маятник, кронштейны и ушки, крепления амортизаторов, проушины крепления маятника, усилительные стяжки, узел крепления маятника. Перья вилки можно сделать из цельнотянутых труб, имеющих внешний диаметр 36 мм и толщину стенки 5—6 мм. При использовании хромансилевых труб толщина стенки может быть уменьшена. Усилительные стяжки делают из цельнотянутой трубы диаметром 20—22 мм с толщиной стенки 1—1,5 мм.
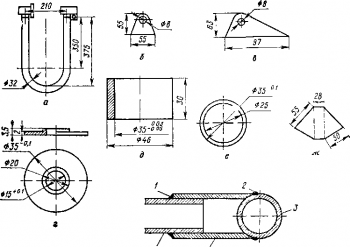
Рис. 63 Детали и узлы передней вилки:
а — маятник с вставками крепления оси б — ушко крепления амортизатора, в — проушина крепления маятника, г — распорная шайба между подшипниками и проушиной, д — обойма крепления подшипников, е — распорное кольцо между подшипниками, ж — развертка крепления кронштейна амортизатора, з — крепление удлинителя и обоймы к перу вилки, / — вставки для крещения оси, 2 — места сварки, 3 — обойма, 4 — удлинитель, 5 — перо
Качающийся рычаг (маятник) изготовляют, пользуясь трубогибом, из цельнотянутой бесшовной трубы диаметром 32 мм с толщиной стенки 2,5—3 мм. Из наконечников перьев вилки М-63 делают вставки для крепления оси колеса. С этой целью наконечники протачивают на токарном станке. Проточенные вставки запрессовывают в торцы маятника и закрепляют сваркой. Из стали 20 (рис. 63) изготовляют две проушины для крепления маятника и два ушка крепления амортизатора, а также два кронштейна для крепления верхней втулки амортизатора.
Существуют различные варианты узла крепления маятника. В одном варианте маятник качается на шариковых подшипниках № 202, запрессованных по две штуки в обоймы, которые приваривают к удлинителям перьев. В другом варианте конструкция крепления маятника более проста. Маятник качается на резино-металлических втулках, в качестве которых используют укороченные резиновые сайлент-блоки заднего маятника ирбит-ского мотоцикла, т. е. узел решен так же, как узел заднего маятника.
Примерный порядок сборки вилки таков: в перья вилки (если применяются перья от М-63) вставляют удлинители и закрепляют сваркой Затем к удлинителям (или непосредственно к перьям), если они изготовлены из целой трубы, приваривают обоймы подшипников. На раму ставят и закрепляют в подшипниках нижний и верхний мостики, устанавливают перья вилки. В обойму крепления подшипников вставляют втулки, с помощью вспомогательной оси размещают отверстия соосно и закрепляют перья в мостиках вилки. Прогревая перья газовой горелкой, загибают их у основания нижнего мостика до тех пор, пока расстояние между осью подшипника маятника и осью крепления двигателя не составип 360 мм (см. рис. 62).
В торцах маятника размещают вставки крепления оси вместе с осью и приваривают. Затем устанавливают проушины относительно передней оси. После этого проушины крепят сваркой к маятнику. На правый рычаг маятника наваривают стальное полукольцо для крепления тормозного барабана. Устанавливают и приваривают усилительные стяжки, а затем ушки крепления амортизаторов по месту в соответствии с имеющимися амортизаторами. После окончательной сборки проверяют среднюю длину вылета которая должна составлять 40— 60 мм.
В качестве амортизаторов для такой вилки можно использовать любые гидравлические амортизаторы, имо-ющие ход 120—150 мм. Нужно только подобрать пружины соответствующей жесткости. Хорошие результаты дает применение амортизаторов от автомобилей «Москвич» и «Жигули» в соединении с пружинами от мотоцикла М-63.
Рассмотрим изготовление амортизаторов из передних амортизаторов автомобиля «Москвич».
Автомобильные амортизаторы разбирают, верхнюю часть поршня, к которой прижимаются пружинящие шайбы, притирают на плите, переделывают или изготавливают заново шток длиной 177 мм. После изготовления его обязательно хромируют и полируют, чтобы он не подвергался коррозии. Изготовляют также два верхних наконечника амортизатора (можно использовать детали этого узла от мотоцикла М 63) и четыре сухаря, а к корпусу приваривают опорную шайбу пружины, используемую от подвесок мотоцикла М-63.
Перед установкой протачивают на конус первые че-тыре-пять витков пружины. Проточенная пружина имеет переменную жесткость, в результате чего подвеска хорошо работает и на мелких неровностях дороги, и при прыжках.
Верхним кожухом самодельной подвески служит нижний кожух подвески мотоцикла М-63. Нижние кожухи на подвесках спортивных мотоциклов не ставят, чтобы избежать заклинивания подвески при смятии обоих кожухов. Для нижнего наконечника амортизатора используют от автомобиля «Москвич» резино-металличес-кие втулки, для верхнего — его рессорную втулку. Чтобы грязь и мелкие камни не попадали между штоком и сальником, применяют полиэтиленовую пленку, прорезиненный капрон и другой подобный материал, который наматывают в два-три слоя на собранную подвеску и закрепляют изолентой.
Находят применение также амортизаторы от автомобилей «Волга» и «Жигули», однако они требуют составной пружины, изготовленной из полутора пружин мотоцикла М-63.
Длиннорычажную переднюю вилку следует снабдить двухкулачковым тормозным барабаном от мотоцикла М-67, что позволит существенно улучшить динамику мотоцикла.
Источник



