
- Перемотчики стрейч-пленки — что это за оборудование, виды и характеристики
- Что это такое
- Характеристики перемотчиков стрейч-пленки и принцип работы
- Перемотчик пленки своими руками
- Руки и поза фотографа
- Заряжаем пленку
- Избегайте яркого света
- Все очень просто
- Перемотка пленки
- Сколько осталось кадров?
- Ручная и автоматическая подача пленки
- Не засветить пленку!
- Проблемы и решения
- Как вытащить замотавшуюся пленку из катушки?
- 1 шаг
- 2 шаг
- 3 шаг
- Как достать пленку из Зенита
- Почему появилась эта статья
- Как достать пленку из Зенита?
- Перемотка без морщин *
Перемотчики стрейч-пленки — что это за оборудование, виды и характеристики
Стрейч-пленка – универсальный, недорогой материал с невероятно широкой сферой применения. В основном – эта упаковка и герметизация различной готовой продукции, сырья, полуфабрикатов, товаров и так далее.
Само производство стрейч-пленки включает в себя большое количество этапов и применение различного оборудования. В их числе и специальные перемотчики стрейч-пленки. Качественные перемотчики стрейч плёнки представлены на сайте компании https://spb.ok-stanok.ru/shop/120-peremotchiki-plenki.

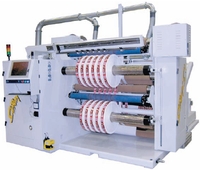
Что это такое
Это специальное оборудование, которое используется на одном из последних этапов производства, чтобы намотать пленку на картонные шпули.
Изначально задаются необходимые параметры, и оборудование придерживается их при выполнении операции. В процессе основного производства пленку наматывают в джамбо рулоны. Они очень большие.
Цель использования перемотчика заключается в том, чтобы из джамбо рулона перемотать пленку в маленькие стандартные для последующей реализации.
То есть это уже готовый продукт для розничной продажи.
Характеристики перемотчиков стрейч-пленки и принцип работы
Несмотря на то, что принцип работы практически везде один и тот же, есть несколько видов такого оборудования.
Отличаются они только режимами работы. Старые модели перемотчиков требуют участия человека в процессе, чтобы тот отслеживал работу, считал, сколько пленки уже намотано.
Автоматические модели измеряют длину намотанной пленки самостоятельно, и знают, когда остановиться. Это удобнее. Несмотря на то, что автоматизированные перемотчики стоят дороже и долгое время отечественные предприниматели не хотели тратиться на них, они сдались под натиском современных реалий, убедившись в том, что это удобнее и получается в итоге выгоднее.

Цена себя быстро окупает. На металлической станине прикреплены 3 вала. В процессе заправки от джамбо рулона пленку отматывают, пропуская через зазор между шпулей и направляющим валом.
Зазор совсем маленький и никакого просвета не видно. Это требуется для того, чтобы намотка на шпулю осуществлялась равномерно. Все остальные операции выполняет оператор. Это:
- Установка рулона
- Установка шпули
- Обрезка ленты
- Заправка и так далее.
В основном такое оборудование используется на предприятиях, производящих стрейч-пленку.
Также перемотчики могут применяться там, где стрейч-пленка используется для упаковки, но ее в целях экономии приобретают в больших рулонах. И с помощью этого оборудования эти рулоны превращают в небольшие, чтобы было удобно пользоваться.
Источник
Перемотчик пленки своими руками
ВНИМАНИЕ
Установки «по умолчанию» – это те установки, которые назначены производителем камеры и к которым всякий раз возвращается камера в случае, если вы не выбрали другой режим. Примером установки «по умолчанию» может служить режим автоматической вспышки, которая будет включаться всякий раз, как только камера «сочтет» объект съемки недостаточно освещенным. Отключить эту установку означает перевести вспышку в какой-нибудь иной режим.
Руки и поза фотографа
ВНИМАНИЕ
Даже незначительное смещение фотоаппарата в момент съемки может привести к смазыванию изображения, к появлению искажений и нерезкости, а также двойных контуров. Именно сотрясения камеры вызывают до 80 % фотографического брака. Вред от шевеления фотокамеры особенно сильно проявляется при более или менее длительной выдержке. А если принять во внимание шевеление рук фотографа, случайный толчок при нажатии кнопки спуска, колебания самого фотоаппарата при срабатывании его механических частей, то становится очевидным, что камеру при съемке необходимо на что-то опереть. Особенно жесткие требования к неподвижности камеры предъявляет съемка с длиннофокусным объективом.
Заряжаем пленку
ВНИМАНИЕ
Перед зарядкой пленки в фотоаппарат проверьте, есть ли в нем батарейки. В камеру без батареек пленку заряжать нельзя!
Избегайте яркого света
Все очень просто
Рис. 2.1. Кончик пленки вставьте в приемную щель (А)
ВНИМАНИЕ
Перед зарядкой пленки следует сделать «холостой» спуск затвора. Это относится ко всем компактным фотоаппаратам, не имеющим автоматической обратной перемотки.
Перемотка пленки
ВНИМАНИЕ
Вы нажали на кнопку обратной перемотки, но ничего не произошло. Ни в коем случае не пытайтесь открыть заднюю крышку фотоаппарата! Это приведет к засветке фотопленки. Попробуйте несколько раз включить и выключить камеру. Если по-прежнему ничего не происходит, поменяйте батарейки. Но если и это не помогло, то камеру придется нести в фотолабораторию.
ВНИМАНИЕ
Кнопку обратной перемотки следует нажимать, прилагая усилие строго вертикально, иначе она может запасть внутрь корпуса камеры.
ВНИМАНИЕ
Если какое-нибудь из действий с вашей камерой требует усилий, это означает, что у вас проблемы.
Сколько осталось кадров?
Ручная и автоматическая подача пленки
Не засветить пленку!
ВНИМАНИЕ
Правило номер один: открывать заднюю крышку фотоаппарата можно лишь тогда, когда пленка смотана в кассету либо когда он пуст. Иначе часть пленки будет неизбежно засвечена.
Проблемы и решения
Если камера не работает, то инструкции рекомендуют немедленно обращаться в специализированный ремонтный центр. Но со многими неприятностями можно справиться на месте.
Ниже приведены типичные неполадки, возможные их причины и рекомендации о том, как с ними справиться.
Не работает ручная перемотка или подача пленки
Взгляните на счетчик кадров: очень может быть, что в камере просто-напросто закончилась пленка. Если счетчик говорит о том, что на кассете еще есть несколько незаснятых кадров, то следует принять во внимание то, что вы, возможно, в самом начале промотали несколько кадров, начав съемку не с первого кадра, а, скажем, с пятого. В этом случае следует просто-напросто забыть о «порожних» участках пленки и включить обратную перемотку.
Не работает автоматическая подача пленки
Часто бывает, что в компактном фотоаппарате, не имеющем автоматической обратной перемотки, пленка после первого кадра заедает и дальше не перематывается. Так бывает, если перед зарядкой пленки вы не спустили затвор «вхолостую». Зарядите пленку повторно – на этот раз по всем правилам.
Если автоматическая перемотка пленки не работает после того, как вы вставили кассету с пленкой и закрыли заднюю крышку камеры, попробуйте еще раз открыть и закрыть заднюю крышку. Иногда делу помогает, если попробовать выключить, а затем снова включить фотоаппарат.
Если это не помогает, посмотрите на дисплей. Очень может быть, что он высвечивает сигнал ошибки. Такой ошибкой может быть неправильная установка пленки на приемный барабан. Проверьте, зацепились ли звездочки приемного барабана за перфорацию пленки. Возможно, зацепления нет.
Источник
Как вытащить замотавшуюся пленку из катушки?
Иногда, при обратной перемотке пленки, происходит ситуация, что пленка полностью уходит в кассету и привычного хвостика не остается. Это критично для тех, кто проявляет пленку сам и не имеет вскрывателя кассет или специального инструмента (фильм пикер). В данной статье я расскажу, как достать пленку из кассеты, если она полностью замоталась внутрь подручными средствами в домашних условиях.
Я неоднократно сталкивался с проблемой замотавшейся пленки. И если при ручной обратной перемотке это происходит не так часто, то на фотоаппаратах с автоматической перемоткой (в моем случае на Nikon F80) пленка всегда сматывается полностью внутрь.

Это не было бы большой проблемой для меня, если бы я всегда отдавал пленку на проявку в лабораторию, где все это делают сами и бесплатно, но время от времени я проявляю черно-белые негативы сам и мне крайне важно иметь торчащий кончик из кассеты, чтобы извлечь пленку. Есть специальный инструмент – фильм-пикер:
 Фильм-пикер
Фильм-пикер
Он позволяет максимально быстро и просто справиться с проблемой замотавшейся пленки, но цена на такой, казалось бы, простой инструмент составляет 1-1,5 тысячи рублей. При условии постоянных трат на расходники, тратиться еще и на это не очень хочется. Поэтому я нашел другой способ вытащить полностью замотавшуюся внутрь пленку подручными средствами дома:
1 шаг
Нам понадобится какая-нибудь старая бесхозная пленка, чтобы создать два небольших отрезка. Хватит отрезков где-нибудь по 7см в длину. После чего нам необходимо обрезать углы у наших кусочков пленки и загнуть кончик одного из отрезков, как на изображении ниже:

2 шаг
Теперь вставляем в катушку наш первый отрезок (который без загнутого конца), пока он не упрется в себя. Почувствовав, что дальше “не идет” , вынимаем буквально на пару перфораций наш отрезок. После этого начинаем закручивать нашу пленку, чтобы отрезок попал в катушку полностью и начал наматываться. Колесико прокрутки находится снизу на самой катушке, проматывать нужно против часовой стрелки, по направлению пленки:

3 шаг
Берем наш второй отрезок (с загнутым концом) и вставляем его ПОД наш первый отрезок, совсем немного (буквально 2-3см):

После чего прокручиваем пленку внутрь пока не услышим характерный звук (щелчок или просто копошение), немного ослабляем (разматываем нашу пленку колесиком) и проталкиваем нижний отрезок (с загнутым концом) чуть дальше:

Еще немного разматываем нашу пленку и после этого плавно, зажав два отрезка пленки, вытягиваем их из катушки. После этого должен появиться наш язычок основной пленки, который и был нам нужен:

Получиться может не с первого раза, но способ рабочий и я неоднократно так вынимал замотавшуюся внутрь пленку. Желаю успехов!
Источник
Как достать пленку из Зенита
Сам бы никогда не подумал, что проблема все еще имеет место быть. Оказывается, смотка пленки на Зенитах не является очевидным моментом.
Почему появилась эта статья
Приятно поснимать на ретро, однако, когда ретро доставляет неудобства — совсем неприятно, потому что как правило, мало, кто сможет помочь. Я никогда не задумывался об этом, потому что никогда проблем не возникало. Однако, недавно, почти четырежды за месяц в той или иной мере столкнулся с вопросами
- Как достать пленку из Зенита, она не сматывается
- Как смотать пленку Зенита, фотоаппарат рвет перфорацию
- Как перемотать пленку в Зените
И понял, что вопрос актуален. Оказывается, актуален он был с момента появления фотоаппаратов с неочевидным механизмом включеничя перемотки пленки, так как очередной комплект состоящий из фотоаппарата, вспышки и объектива (Зенит-11) мне отдавался с фразой «Только смотри, он рвет пленку». Я зарядил пробную катушку и проблем не обнаружил. В дальнейшем выяснилось, что фотоаппарат относили с пленкой на проявку целиком, не сматывая. Последнюю пленку по этому принципу отсняли в 2010 году. Фотоаппарат производства 1982 года, куплен в 1985, и все это время пользователь не заглядывал в инструкцию. И правильно, а зачем. Ведь здесь и так все понятно. Фотоаппарат рвет пленку.
Как бы смешно это не звучало, но такое имеет место быть. Как говорили на каком-то курсе — «Это моя жизнь, и мой опыт».
Как достать пленку из Зенита?
Достать пленку из зенита очень просто. Кнопка спуска имеет сдвоенную конструкцию. Юбка, которая опоясывает кнопку спуска, может продавливаться вниз. Нажмем на юбку ногтем, и кнопка провалится на 2-3 мм в корпус. Теперь можно сматывать пленку. Смотка производится ручкой по часовой стрелке. Способ точно работает на фотоаппаратах «Зенит-ЕТ, Зенит-ТТЛ, Зенит-11, Зенит-12». А теперь, собственно, картинки:
Нажмите на «западающую кнопку обратной перемотки».
Источник
Перемотка без морщин *
Требования к уровню выпускающих упаковку производств, их технологиям и оборудованию растут по мере совершенствования запечатываемых материалов и ужесточения потребительского спроса. Вынужденные наращивать эффективность и производительность конвертинговые компании заинтересованы в современном оборудовании, отвечающем сложным запросам клиентов. Главный инженер выпускающей бобинорезальные и инспекционные перемоточно-резальные агрегаты Ashe Converting Equipment Кейт Фордхэм считает, что ужесточение требований к качеству подразумевает не менее жёсткую стандартизацию производственного процесса. Возникающие на полотне морщины (продольные, поперечные, локальные «дорожки») и складки — источник отходов, простоев и переделок.
Причина их возникновения — избыточное напряжение сдвига полотна. В неотрегулированной рулонной машине оно будет всегда, от него не застраховано даже высококлассное оборудование. Намеренно полотно в машине, разумеется, не смещается, основной источник сдвига — натяжение при входе в печатный, перемоточный или отделочный агрегаты. Для качественной размотки и точной подачи полотна в зону обработки оно проходит по транспортным направляющим валикам.
При правильной подаче полотно идёт перпендикулярно валику: зависящее от натяжения поверхностное трение поддерживает его нужную ориентацию. В случае неравномерного натяжения по ширине возникают сдвиговые напряжения, возрастает риск появления морщин, поверхность полотна становится неровной. Чрезмерное натяжение — частая причина продольных морщин в центральной зоне полотна между валиками; неравномерное — диагональных, расходящихся от одного края полотна к другому, после каждого валика.
Неровности на полотне — источник локальных участков сдвига с появлением хаотично разбросанных по поверхности материала «дорожек».
По словам Фордхэм, лучший способ контролировать операции перемотки и продольной резки (равно как и печати, лакирования, листовой резки) — предотвращение или хотя бы сведение к минимуму подобных ситуаций. Для этого — система контроля с обратной связью, равномерно распределяющая натяжение по площади полотна и зонам его обработки.
Суть «обратной связи» — передача информации об итоговом натяжении в цепь управления, обеспечивающую, с помощью исполнительных механизмов, корректировку условий перемещения полотна. Подобные системы контролируют натяжение на устройствах размотки и намотки, в промежуточных зонах рулонных машин различного назначения.
«Поскольку наиболее важен контроль полотна при входе в зону обработки (область резки в перемоточно-резальных агрегатах), мы комплектуем бобинорезальные машины Sapphire и Diamond вакуумным “прижимным барабаном” с отдельным двигателем, предотвращая морщины из-за провисания», — объясняет Фордхэм. Мгновенная реакция на требования рынка невозможна без модернизации оборудования, оттого и создана бобинорезальная техника с немыслимыми 5-6 лет назад производительностью и средствами автоматизации. Для работающих с гибкой упаковкой, плёнками и ламинатами моделей Sapphire S2 это 700 м/мин, а для недавно появившейся Ashe Jade (спектр обрабатываемых материалов — от полиолефиновых плёнок 11 мкм до картона 300 г/м 2 ) 1000 м/мин.

Итальянская Laem Systems установила первую 4-шпиндельную (сдвоенную) турельную бобинорезальную машину RB4 в компании Alfaplas, специализирующейся на выпуске упаковки. Агрегат шириной 1500 мм сократит простои и увеличит производительность на участке резки готовых рулонов; он укомплектован двумя турелями с 4-мя перемоточными шпинделями и скоростной лазерной системой выравнивания втулок в ходе настройки. Сервоприводное устройство размотки оснащено системой автоматического подъёма рулонов диаметром до 1200 мм.
Среди предлагаемых опций — 3-шпиндельная (трёхосная) конфигурация турели, в двух направлениях перематывающая рулоны диаметром до 600 мм. Электродвигатели Siemens с векторным управлением обеспечивают работу с тонкими плёнками, многослойными и ламинированными материалами. Натяжение на устройстве размотки контролируется независимо управляемыми системами вращения и торможения.
Soma Engineering серьёзно модернизировала бобинорезальную машину Venus, теперь развивающую скорость до 800 м/мин. Нарезающий рулоны диаметром до 610 мм агрегат укомплектован системой контроля натяжения Tensomat на устройстве намотки и обновлённым диагностическим ПО.
Точно управляемое натяжение столь же важно для менее габаритных узкорулонных контрольно-перемоточных инспекционных систем. Пример — массово устанавливаемые в ряде стран Европы контрольно-счётные машины с функциями высечки, продольной разрезки и перемотки Arpeco Premier Tracker с опционально устанавливаемой системой управления натяжением с обратной связью на размотке ATMS (Arpeco Tension Management System).
Патрик Бошелл из Rotoflex уверен: «Контроль натяжения полотна критичен при выпуске качественной этикетки и упаковки в связи с ростом спроса на плёнки и носители без подложки. Каждая операция перемоточной машины — размотка, транспортировка, продольная резка и намотка полотна — должна быть стабильной и предсказуемой. Именно таков предлагаемый нами модельный ряд инспекционных контрольно-резальных машин VLI eDrive, обеспечивающих низкий уровень натяжения при высоких скоростях, простоту настройки и обслуживания».

Наши
Системам натяжения материала в печатных машинах, бобинорезальной и перемоточной технике уделяется повышенное внимание. Производители и пользователи оборудования понимают, насколько важно не только правильно запечатать материал, но и получить геометрически идеальный рулон, зачастую являющийся конечной продукцией.
Система натяжения в бобинорезальных машинах всегда была рассчитана на перемотку моноплёнок на высоких скоростях. Ведущие производители этой техники делают ставку на высокую скорость, что предполагает постоянное совершенствование систем контроля натяжения. Но в России не так много крупных производителей гибкой упаковки, способных приобрести бобинорезальные машины со скоростями до 1000 м/мин. Это целесообразно, если производительность печатного парка не менее 500-700 м/мин. К тому же цена европейской техники последнего поколения высока. Небольшие производства гибкой упаковки, обладающие печатными машинами среднего класса, эффективнее комплектовать тайваньскими или корейскими машинами по цене 70–250 тыс. долл. Их скорости 250–600 м/мин полностью вписываются в реалии российского рынка гибкой упаковки.
Одна из его особенностей — печать моноплёнок на линейных узкорулонных машинах. Такие производства оснащаются узкорулонными контрольно-перемоточными машинами с устройствами контроля натяжения полотна, ориентированными на обработку самоклеящихся этикеток. Перематывать на них полипропиленовые и тем более полиэтиленовые плёнки проблематично, если вообще возможно. Конечно, производители пытаются учесть возможности перемотки моноплёнок, корректируя систему контроля натяжения. Но тогда, во-первых, перемоточная машина становится универсальной, что не всегда правильно, а во-вторых, стоимость таких моделей не сильно отличается от цены хорошей бобинорезальной техники.
Максим Алексашенко (aleksashenko@variant.ru), ведущий менеджер компании «Вариант»
Наши
Шведская Wasberger в ходе совершенствования перемоточно-резательных машин Grafotronic пришла к выводу, что они должны удовлетворять требованиям, стандартно выдвигаемым заказчиками самоклеящихся этикеток к печатным производствам (особенно жёстким, когда заказчик наносит этикетки на готовый продукт в автоматическом режиме).
В кратком виде требования формулируются так:
а) Качество продольной резки полотна на узкие ролики и подрезки боковой кромки. Решающую роль играет конструкция устройства продольной резки и использование дисковых ножей «ножничного» типа. Для выполнения требования перемоточно-резательная машина должна иметь простые, надёжные и эффективные устройства бокового равнения полотна, контроля и регулировки его натяжения в зависимости от материала и требований заказчика.
б) Качество намотки: плотность слоёв, правильная геометрия ролика. Обеспечивается эффективной работой устройств бокового равнения и контроля натяжения полотна.
в) Точность диаметра намотки. Заказчик платит только за диаметр, который заказан. Если счётчик метров намотанного ролика неточен, производство, во избежание претензий, наматывает чуть больше, что приводит к увеличению себестоимости. Поэтому производители машин предлагают устройства турельной намотки, обеспечивающие точность диаметра намотки и дающие значительный выигрыш во времени при зарядке пустых втулок для намотки новых роликов.
г) Пневматические валы намотки с диаметром менее 76 мм. У заказчика есть оборудование (например, термотрансферные принтеры), работающее с малыми диаметрами втулок (25, 40, 50 мм). Решает задачу опциональный комплект валов под указанные размеры втулок. Встречаются и запросы на валы намотки для промежуточных диаметров втулок.
Отдельно следует остановиться на машинах для перемотки тонких тянущихся материалов. Wasberger разработала и впервые показала на Labelexpo-07 перемоточно-резательную машину Grafotronic Film для работы с плёнками, причём исходила из следующих требований:
а) Качество продольной резки полотна, обеспечиваемое равномерным его натяжением в зоне резки. Регулировка выполняется двумя парами тянущих роликов: до и после лезвийных ножей.
б) Качество намотки, определяемое плотностью слоёв и правильными геометрическими размерами ролика. Решают задачу устройство бокового равнения полотна вместе с устройством контроля и регулировки его натяжения между зонами резки и намотки.
Источник



