
- Перемотка статора болгарки своими руками
- Устройство УШМ и статора
- Причины поломок
- Основные неисправности
- Как прозвонить
- Схема обмотки, как подобрать толщину провода
- Необходимые инструменты
- Как перемотать в домашних условиях, этапы выполнения работ
- Перемотка катушек с помощью шаблона
- Перемотка обмоток непосредственно на сердечнике
- Не всегда удается подобрать правильный шаблон
- Технология ремонта с подробным описанием пропитки лаком после перемотки
- Упрощенный ремонт болгарки
Перемотка статора болгарки своими руками

408-317 Статор для BOSCH GWS7-125/GWS7-115 HAMMER. Фото 220Вольт
В качестве электропривода в болгарках применяется асинхронный коллекторный двигатель. Одним из основных узлов его конструкции является статор , который всегда работает в паре с ротором и создает магнитное поле, при помощи которого тот вращается. В случае неисправности статора болгарка выходит из строя и подлежит ремонту. Отремонтировать статор можно основными двумя способами — либо заменить дефектный статор на новый, либо с помощью перемотки сгоревшая обмотка меняется на новую . Такой ремонт при самостоятельном выполнении требует определенных знаний и навыков . В статье описаны советы тем, кто хочет научиться делать его самостоятельно.
Устройство УШМ и статора
Стационарные асинхронные электродвигатели обычно имеют специальный корпус, где надежно крепятся статор и ротор. В болгарках роль несущего элемента для основных узлов электропривода выполняет собственно сам корпус электроинструмента. Он обычно изготавливается из высокопрочного пластика, в который плотно вставляется статор. Такая конструкция значительно снижает весовые и габаритные характеристики болгарки, что важно для ручных бытовых устройств.
Причины поломок

408-105 Статор для УШМ Hitachi G18SE3 и HAMMER. Фото 220Вольт
Наиболее частой причиной выхода из строя статора болгарки является нарушение условий эксплуатации. Асинхронные двигатели обладают способностью сохранять обороты вне зависимости от величины действующей нагрузки. Это является одновременно и достоинством, и недостатком.
Возможность выполнить работу при больших нагрузках сопровождается перегревом инструмента, что способствует при длительной эксплуатации к возникновению неисправностей в обмотках ротора и статора. Под действием высокой температуры выгорает защитный слой изоляционного покрытия, что приводит к выходу электрических узлов из строя.
Основные неисправности
Основными неисправностями статора являются следующие:
- обрыв провода обмотки;
- пробой обмоточного провода на корпус;
- межвитковое замыкание проводов внутри обмотки.
Как прозвонить
 Для качественной диагностики статора болгарки, следует выполнить полную разборку электроинструмента с целью устранения всех других конструктивных элементов, включая ротор, чтобы обеспечить свободный доступ ко всем его частям. На первоначальном этапе необходимо выполнить визуальный осмотр. Для более полной картины обязательно следует выполнить проверку наличия дефектов с помощью электрических приборов. Какими приборами и как прозвонить статор болгарки, подробно описано по ссылке «Как прозвонить статор болгарки».
Для качественной диагностики статора болгарки, следует выполнить полную разборку электроинструмента с целью устранения всех других конструктивных элементов, включая ротор, чтобы обеспечить свободный доступ ко всем его частям. На первоначальном этапе необходимо выполнить визуальный осмотр. Для более полной картины обязательно следует выполнить проверку наличия дефектов с помощью электрических приборов. Какими приборами и как прозвонить статор болгарки, подробно описано по ссылке «Как прозвонить статор болгарки».
Схема обмотки, как подобрать толщину провода
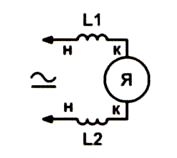
Статоры болгарок имеют очень похожую конструкцию и отличаются размерами деталей, в которых формируется магнитный поток, количеством витков в обмотках и диаметром провода. Стандартная схема подключения болгарок показана на следующем рисунке.

Здесь L1 и L2 обозначают катушки статора.
Сгоревшую обмотку удаляют, при этом необходимо собрать информацию о старых катушках: определить количество витков, диаметр проволоки, начало, конец обмотки и требуемое направление при перемоточных работах. Количество витков определяется прямым счетом проволочек после разрезки вышедших из строя катушек.
Диаметр проволоки должен максимально близко соответствовать заменяемым обмоткам. Поэтому в качестве измерительного инструмента наиболее пригодным является микрометр с точностью измерения до 0,01 мм. Измерение проводить на зачищенной от изоляционного покрытия поверхности проволоки сгоревшей катушки.
Необходимые инструменты

Слесарный цельнокованый молоток 500 гр. Inforce. Фото ВсеИнструменты.ру
Типовой набор инструмента для ремонта.
- Различные молотки: металлические, деревянные, нескольких типоразмеров.
- Для манипуляций с катушками применяются плоскогубцы, круглогубцы, пассатижи.
- Зачистка поверхностей статора от загрязнений и изоляции выполняется с помощью металлической щетки.
- Требуемую чистоту поверхности статора можно получить, используя электродрель с соответствующими насадками.
- Кроме микрометра для менее ответственных измерений применяются штангенциркуль и линейка.
- Контролировать электрические параметры катушек после перемотки можно мультиметром.
- Кембрики, изоляционный картон, киперная лента специальный лак для пропитки — вспомогательные материалы для технологии ремонта.
Как перемотать в домашних условиях, этапы выполнения работ
Ремонт начинается с удаления вышедшей из строя старой обмотки. При помощи пассатижей (плоскогубцев, круглогубцев) от старой обмотки освобождаются пазы статора.
Далее выполняется перемотка катушек статора. Она может выполняться на специальном изготовленном шаблоне или непосредственно в пазы сердечника статора. Это зависит от глубины и ширины пространства для укладки провода.
Намотанная катушка устанавливается в статор с обязательным позиционированием начала и конца обмоточного провода, как было описано выше по тексту. Обмотка закрепляется в статоре с выдерживанием всех зазоров (варианты закрепления будут рассмотрены дальше в представленных ниже видео). Статор разогревается в печи примерно до 80°С – 110°С. С помощью кисточки наносится лак или предварительно подготовленная эпоксидная смола с отвердителем. При нанесении важно добиться максимально глубокого проникновения пропитки.
Практические советы по перемотке обмоток статора даются в следующих видеороликах.
Перемотка катушек с помощью шаблона
Автор следующего видео восстанавливает статор болгарки модели «Темп» с помощью предметов, которые можно легко найти в любом домашнем хозяйстве. Так базой (шаблоном) для намотки провода был взят баллончик от освежителя воздуха. Важно: диаметр баллончика должен соответствовать диаметру образца из проволоки, сформированного по габаритам пазов статора.
Перемотка обмоток непосредственно на сердечнике
В следующем видео подробно описывается технология ремонта статора болгарки. Автор показывает все этапы работ и аргументирует свой выбор перемотки обмотки непосредственно на «железе». В данной модели имеются широкие пазы, и готовую катушку будет сложно плотно в них установить. В качестве направляющего приспособления автор использует пластину, которую подгибает по высоте соответствующей крайней точки укладки обмотки в пазы. Поверхность пластины покрывается изолентой для сохранения от повреждений изоляции провода и фиксируется на сердечнике той же изолентой. Процесс такой перемотки достаточно трудоемкий. При большом количестве витков следует фиксировать свои действия, например, соответствующими записями на бумаге. Это поможет избежать ошибок.
После завершения намотки и снятия направляющей пластины катушка может за счет остаточных напряжений ослабить свою укладку, отдельные витки могут вывалиться из общей массы. В данном случае обвязка с помощью нити из натурального материала (синтетику применять нельзя) позволит сохранить плотность намотки. Плотно уложить катушку в пазы позволяет использование различных клиновых предметов. Однако автор не приветствует их применение, так как это отрицательно влияет на качество пропитки.
Не всегда удается подобрать правильный шаблон
В следующем видео автор предупреждает делающих перемотку своими руками о сложностях с подбором шаблона. Выбрать сразу правильный не всегда удается. Гарантированно качественную перемотку дает значительно более трудоемкий, но надежный способ непосредственно на «железе».
Технология ремонта с подробным описанием пропитки лаком после перемотки
Автор следующего видео описывает все этапы работ: от разборки, определения количества витков, подбору материала проволоки до перемотки с помощью шаблона и пропитки собранного статора лаком. Подробно показан процесс пропитки, который производится обычным лаком для внутренних работ. Лучший вариант, конечно, это применение шеллака, обладающего хорошими изоляционными свойствами. Однако с некоторых времен этот лак стал дефицитным материалом.
Источник
Упрощенный ремонт болгарки
В статье описаны технологические советы, упрощающие сложные и трудоемкие процессы намотки якорей и статоров электрифицированного инструмента. В статье кратко описаны конструкции электродвигателей ручного инструмента, приведены схемы обмоток и их подключение, рисунки приспособления и подробное описание технологических процессов по их ремонту и монтажу.
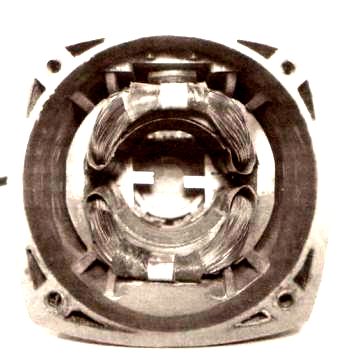
 Большинство ручного электрифицированного инструмента (в основном, это электродрели, перфораторы, «болгарки», циркульные пилы, шуруповерты, цепные пилы и т.п.) содержит сетевые коллекторные электродвигатели, которые, в основном, состоят из статора с двумя электромагнитными полюсами, якоря (рис.1) и щеточного механизма с двумя графитными щетками. Основными причинами отказов электродвигателей являются нарушение технологии при производстве, механические перегрузки и превышение длительности непрерывной работы. В результате чего перегревается обмоточный провод, который при этом расширяется, что разрушает его изоляцию и приводит к замыканию витков. Возможны также обрывы концов обмоток от ламелей коллектора, если они не имеют бандажа. Описанные в литературе методы ремонта обмоток якорей и статоров рекомендуют сложную технологию перемотки проводом того же диаметра, в результате чего необходимо намотать 1000-2000 витков тонкого провода с помощью специальных приспособлений [1]. А это требует соответствующего опыта, знаний и кропотливого труда.
Большинство ручного электрифицированного инструмента (в основном, это электродрели, перфораторы, «болгарки», циркульные пилы, шуруповерты, цепные пилы и т.п.) содержит сетевые коллекторные электродвигатели, которые, в основном, состоят из статора с двумя электромагнитными полюсами, якоря (рис.1) и щеточного механизма с двумя графитными щетками. Основными причинами отказов электродвигателей являются нарушение технологии при производстве, механические перегрузки и превышение длительности непрерывной работы. В результате чего перегревается обмоточный провод, который при этом расширяется, что разрушает его изоляцию и приводит к замыканию витков. Возможны также обрывы концов обмоток от ламелей коллектора, если они не имеют бандажа. Описанные в литературе методы ремонта обмоток якорей и статоров рекомендуют сложную технологию перемотки проводом того же диаметра, в результате чего необходимо намотать 1000-2000 витков тонкого провода с помощью специальных приспособлений [1]. А это требует соответствующего опыта, знаний и кропотливого труда.
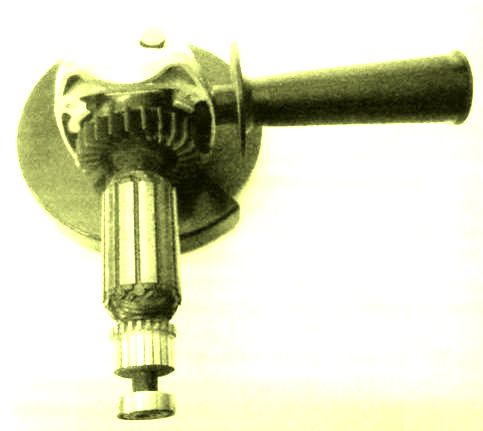
Чаще всего выходят из строя якоря двигателей, которые имеют более сложную конструкцию и более плотную укладку обмоточного провода в пазах якоря. Наличие короткозамкнутых витков или обрывов концов обмоток в якоре при исправных щетках и коллекторе проявляется в виде кругового искрения щеток, быстрого нагрева инструмента и потере мощности двигателя. Обрывы концов обмоток устраняются путем пайки концов к ламелям коллектора, наложением бандажа из ниток и равномерной пропиткой его эпоксидным клеем. Сложность перемотки якоря на порядок выше по сравнению с перемоткой статора, к тому же требует его статической и динамической балансировки, поэтому чаще всего авторы публикаций предлагают заменять их новыми, заводского изготовления. Это проще всего, но дорого.
Столкнувшись с аналогичной проблемой у моей «болгарки» и определив, что ее механическая часть находится в хорошем состоянии, мне стало жалко ее выбрасывать, и было решено перемотать ее якорь, который имел обмотки с потемневшей изоляцией. О наличии короткозамкнутых витков я дополнительно убедился, измеряя индуктивность обмоток между соседними ламелями коллектора мультиметром типа MY6243 фирмы Mastech. Тестером это определить невозможно, так как доля сопротивления одного короткозамкнутого витка ничтожна по сравнению с сопротивлением целой обмотки, а вот на индуктивность обмотки коротко- замкнутый виток влияет существенно. Авторы публикаций в Интернете по ремонту электродвигателей рекомендуют выжигать обмотки якорей, так как они пропитаны клеем или лаком — просто извлечь или размотать их невозможно. Процесс выжигания требует снятия шарикоподшипников и может привести к деформации вала, что рекомендуется устранять после путем высокоточной проточки якоря на токарном станке после его перемотки. Естественно, мной это было отвергнуто и использована другая технология.
Обхватив якорь полоской толстого мягкого картона, зажал его в тиски так, чтобы он плотно держался и не деформировался. Ножовкой по металлу с мелкими зубьями вплотную к обоим торцам пазов рабочей части якоря обрезал обмотки, несколько раз проворачивая и переставляя якорь. Торцы обрезанных секций обмоток не должны выступать из пазов якоря. После этого якорь слегка зажимается в тиски торцами рабочей части. Подбирается стальной стержень с плоским торцом и диаметром, чуть меньшим ширины паза якоря. Этим стержнем и молотком выпрессовываются части обрезанных секций обмоток. При этом также выпрессовываются клинья, которыми крепятся обмотки в верхних частях пазов. Клинья необходимо сохранить. После этого якорь необходимо подготовить к намотке провода.
Для облегчения процесса намотки якоря было решено использовать более толстый, чем использованный в якоре, и имеющийся в наличии провод ПЭВ-2-0,5, в результате чего, с соответствующей перемоткой обмоток статора, двигатель станет низковольтным. Каким будет рабочее напряжение инструмента, не столь важно, и будет определено в процессе испытаний питанием его от ЛАТРа. Главное, чтобы инструмент работал. Учитывая, что двигатель будет низковольтным, было решено отказаться от изоляционных прокладок и создать изоляцию пазов и торцов якоря путем нанесением тонкого слоя эпоксидного клея. Все острые углы на стыках пазов и торцевой части якоря перед нанесением клея закругляются круглым надфилем. Желательно отполировать ламели коллектора нулевой наждачной шкуркой и прочистить зазоры между ними. Места подключения концов обмоток к ламелям необходимо зачистить и залудить. После нанесения и полимеризации клея якорь готов к намотке обмоток.
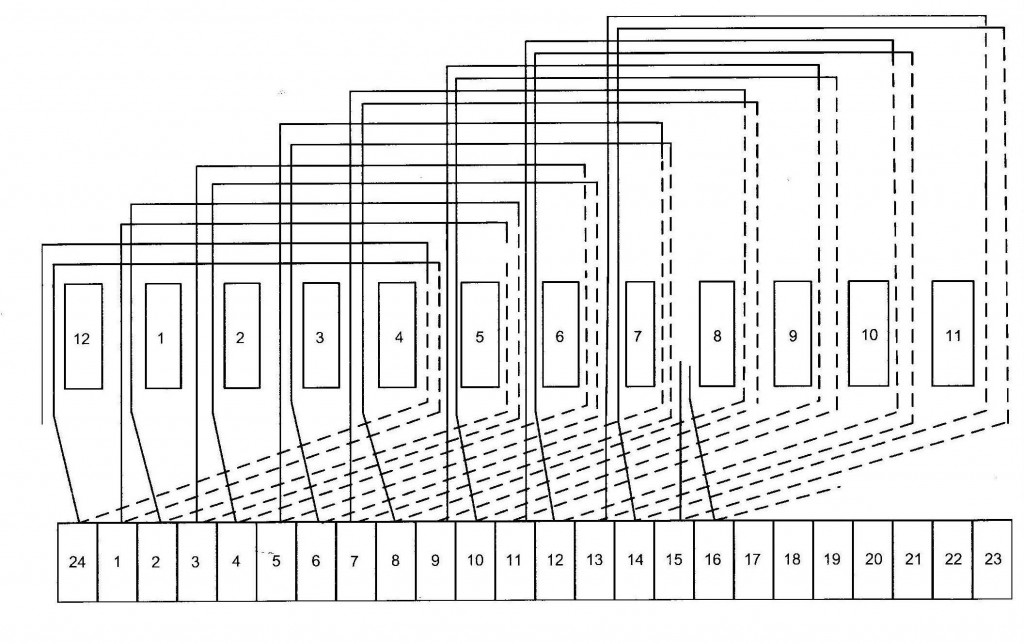
Данный якорь имеет 12 пазов и 24 коллекторные ламели. Щетки размещены перпендикулярно оси полюсов статора. Учитывая, что в якоре применена схема петлевой обмотки, в каждом пазу будет размещено по четыре секции. Схема намотки для такого варианта двигателя показана на рис.2 [2]. Вверху показаны полюса якоря, а внизу — ламели коллектора. На схеме видно, что четыре секции начинают появляться в пазу между полюсами 5 и 6, а заканчивают появляться в конце намотки между полюсами 4 и 5. Если щетки двигателя располагаются вдоль оси полюсов статора, то концы обмоток должны быть смещены на 90°, то есть концы, подпаянные к ламели 1, должны быть подпаяны к ламели 7 и т.д. Об этом важном моменте в литературе упоминается очень не внятно либо вообще не упоминается [1].
Исходя из площади поперечного сечения паза, сечения нового обмоточного провода, и с учетом коэффициента заполнения, было определено, что в один паз помещается 40 витков. Количество витков одной секции будет равно 10. Малое количество витков секции и повышенный диаметр провода до 0,5 мм позволяет производить намотку якоря вручную без специальных приспособлений и больших трудозатрат. Для намотки провода якорь аккуратно через мягкие прокладки зажимается в настольные тиски крыльчаткой вентилятора коллектором к себе. Катушка с проводом располагается внизу на горизонтальном стержне. Конец провода зачищается и припаивается к ламели 1.
В начале намотки провод возле коллектора левой рукой слегка прижимается в направлении вала, а правой рукой наматывается первый виток. Прогибы концов провода возле коллектора необходимы для намотки бандажа по окончанию намотки якоря и должны быть одинаковыми. В процессе намотки необходимо постоянно контролировать отсутствие замыканий наматываемого провода на корпус, чтобы потом не перематывать все заново. Для этого на коллектор и вал якоря наматывается по несколько витков оголенных проводов, к концам которых подключается омметр. Последующие витки продолжают наматываться правой рукой, а левой рукой провод равномерно укладывается на торцах якоря и придерживается для выравнивания и укладки провода в пазы. Конец секции формуется под бандаж, зачищается, складывается вдвое, сжимается плоскогубцами, чтобы устранить петлю, припаивается к следующей ламели и является началом следующей секции.
По мере намотки якорь в тисках переставляется на нужный угол, а провод в пазах уплотняется плоской деревянной палочкой. Конец последней секции припаивается к ламели 1. После намотки всех секций на провод возле коллектора наматывается бандаж из тонких ниток. После этого необходимо обновить все пайки и сделать их по возможности одинаковыми. Это и последующая равномерная пропитка обмоток и бандажа необходимы для сохранения статической и динамической балансировки якоря. В авторском варианте ремонта это удалось. Перед пропиткой можно якорь и эпоксидный клей нагреть примерно до 40°С на комнатной батарее или масляном радиаторе. На коллектор, для защиты от попадания клея, намотать пару витков изоленты. Клей равномерно наносится узким деревянным шпателем, сначала на бандаж затем на торцевые части секций со стороны коллектора. Якорь немного подержать вертикально вверх коллектором. После этого нанести клей в пазы и вставить клинья. Далее закрепить в тисках якорь вертикально коллектором вниз за шарикоподшипник через мягкий картон и нанести клей на торцевые части секций со стороны крыльчатки вентилятора. Такое крепление даст возможность вращать якорь и следить за вытекающим клеем, чтобы своевременно убирать излишки и выравнивать его поверхность.
Шпатель для этой цели необходимо пропитать машинным маслом. Процесс полимеризации эпоксидного клея происходит медленно и длится около 4 ч, поэтому после первых 30 мин следить за процессом можно реже и периодически переворачивать якорь в вертикальном положении. После полной полимеризации клея якорь готов к установке на свое место, но после перемотки обмоток статора.
Для перемотки статор необходимо извлечь из корпуса. В авторском варианте статор плотно вставлен в сформованное для него место в корпусе, до упора задней части. Передняя его часть фиксируется пластмассовым цилиндром, который двумя выступами упирается в статор между обмотками, а четырьмя выступами — в съемный корпус редуктора. Для извлечения статора необходимо отсоединить четыре его вывода и вытянуть из корпуса.
Если статор не удается извлечь простым путем, то необходимо применить винтовой механизм, например, показанный на рис.З,
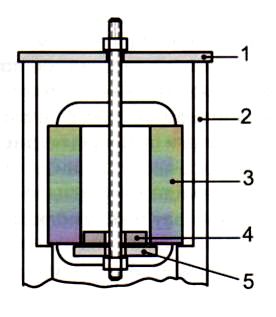
1 — верхняя опорная пластина;
2 — корпус статора;
3 — железо статора;
4 — центрирующая шайба;
5 — нижняя опорная пластина.
Возможно, между верхней пластиной и корпусом будет необходимо подкладывать деревянные рейки по бокам статора.
Исходя из того, что обмотки статора включены последовательно со щетками якоря, а верхняя и нижняя части обмоток якоря подключаются к щеткам параллельно, сечение провода статора должно быть в два раза больше провода якоря. Учитывая, что обмотки статора менее плотны и лучше охлаждаются, это соотношение может быть уменьшено до 1,8-1,9. Соотношение количества витков статора к количеству витков в пазу якоря в реальном двигателе равно 3,4. В этом варианте обе обмотки статора должны иметь 40×3,4=136 витков. В результате обмотки статора были намотаны проводом ПЭВ-2-0,62 по 70 витков.
Для намотки обмоток необходимо изготовить оправку. Для этого из фанеры толщиной равной ширине паза статора вырезается прямоугольник с закругленными торцами. Ширина прямоугольника равна ширине узкой части полюса плюс 5 мм, длина его на 2 см больше длины статора. Из тонкой фанеры или текстолита вырезается две щечки, ширина и длина которых на 2 см больше предыдущей детали. По углам одна щечка крепится симметрично к внутренней детали короткими шурупами (4 шт.), в которой возле внутренней детали сверлится отверстие для закрепления провода начала катушки (рис.4).
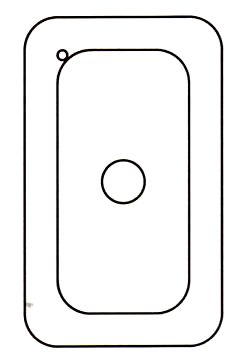
Вторая щечка крепится гайкой при сборке. По центру оправки сверлится сквозное отверстие диаметром 8,2 мм. В это отверстие вставляется болт или шпилька с резьбой М8 и с помощью гаек оправка зажимается, как показано на рис.5, где обозначены:
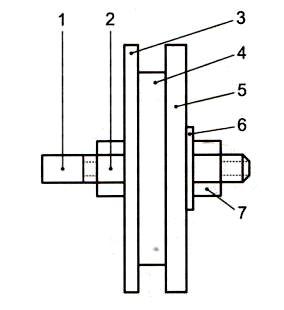
4 — внутренняя деталь;
Для крепления этого приспособления используется дрель, которая любым способом крепится к столу, например, привязывается к тискам так, чтобы ее патрон выступал за край столешницы.
Приспособление зажимается в патрон, и можно приступать к намотке катушек. Перед началом намотки с обоих торцов оправки необходимо липкой стороной внутрь приклеить полоски изоленты длиной около 8 см к внутренней детали и к щечкам для закрепления витков катушки после намотки. Провод начала катушки вставляется в отверстие, закрепляется на шпильке, и производится намотка путем вращения оправки одной рукой и укладки провода другой рукой без особой натяжки. После намотки гайку 7 отвинчивают, оправку с катушкой снимают со шпильки, кладут на стол и снимают верхнюю щечку. Нижние концы изоленты укорачивают так, чтобы они не загибались при наложении на их липкую поверхность верхних концов. После этого катушку снимают и ее витки окончательно закрепляют изолентой.
Точно также наматывают вторую катушку. Выводы катушек должны быть направлены в сторону коллектора и иметь запас по длине на случай переполюсовки выводов по отношению к щеткам коллектора, если двигатель будет вращаться не в нужном направлении. Статор двигателя кладут на стол полюсом вниз. На нем монтируют первую катушку. В пазы полюсов вклеивают полоски бумажной изоляции быстросохнущим клеем. Сначала вставляют одну сторону катушки, затем путем растяжки ее по ширине вставляют вторую сторону катушки. После этого статор переворачивают и точно также монтируют вторую катушку. Очень важно, чтобы при монтаже катушек, когда они находятся внизу, их начала были с одной и той же стороны. А в собранном виде начала катушек будут диаметрально противоположны. Выступающие торцевые части катушек формуют так, как показано на рис.6, и пропитывают эпоксидным клеем вместе с боковыми частями.
После полимеризации клея двигатель собирают, концы статорных обмоток подпаивают к контактам щеткодержателей по схеме рис.7, проверяют сопротивление изоляции, которое должно быть не менее 1 МОм.
Графитные щетки заменяют медно-графитными, так как при той же мощности и меньшем напряжении питания увеличится ток двигателя, при котором графитные щетки будут перегреваться. В авторском варианте были использованы обработанные на заточном станке по размеру графитных щеток сработанные щетки от стартера автомобиля. После этого двигатель подключают к ЛАТРу и плавным повышением напряжения запускают. Если направление вращения окажется обратным, то необходимо выводы статора, подключенные к щеткам, поменять местами. После этого инструмент собирают окончательно и испытывают на работоспособность и нагрев в условиях реальной резки металла в течение примерно 10 мин. При этом измеряют вольтметром то напряжение, при котором инструмент работает так же, как и ранее, исходя из опыта прежней его эксплуатации. В авторском варианте инструмент нормально работает от напряжения 50 В. Для удобства эксплуатации изготовлен понижающий трансформатор с выводами вторичной обмотки 40 В, 50 В и 60 В на случаи колебаний напряжения сети. К тому же трансформатор осуществляет развязку сети 220 В от инструмента, что повышает электробезопасность работ. Если питать инструмент постоянным током, то его мощность увеличится при меньшем питающем напряжении, а нагрев уменьшится за счет отсутствия токов Фуко в статоре.
В заключение полезно отметить, что увеличение диаметра обмоточного провода повышает процент меди в пазу по отношению к его изоляции, так как несколько тонких проводников с таким же суммарным сечением содержат внутреннюю изоляцию, которая занимает больше места, чем изоляция одного толстого проводника. Соблюдая изложенные выше рекомендации и соотношение витков обмоток статора и якоря, можно таким образом ремонтировать большинство из перечисленных выше электроинструмента, а также при ремонте изготовить инструмент на напряжение 12 В и питать его от бортовой сети автомобиля в местах, где нет промышленной сети 220 В / 50 Гц.
Литература
- Кокорев А.С. Электрослесарь по ремонту электрических машин. — М.: Высшая школа, 1989. — С.40-51.
- Кремса Р.В. Ремонт якорей электродвигателей малой мощности // Электрик. — 2005. — №11-12. -С. 13.
- Хрущев В. В. Электрические машины систем автоматики. — Л.: Энергоатомиздат, 1985. — С. 124-126.
Автор: Анатолий Журенков, г. Запорожье
Источник: журнал Радиоаматор №9, 2015
Источник



