
- Как самому изготовить переход для стального трубопровода?
- Какая труба может послужить донором для организации перехода?
- Выполнение сварки
- Переход труб разного диаметра
- Лепестковые переходы. Изготовление сварных переходов для труб.
- Лепестковые переходы. Изготовление сварных переходов для труб.
- Как сделать лепестковый переход на трубе.
- Лепестковый переход. Расчет. Формула.
- Врезка трубы в трубу: как правильно разметить и вырезать зону стыковки без спец. инструмента
- Понадобится
- Процесс разметки и выреза зоны поперечной стыковки двух одинаковых круглых труб
- Смотрите видео
Как самому изготовить переход для стального трубопровода?
Как правило, означенная необходимость возникает в подавляющем большинстве случаев на производстве. Если речь идёт о бытовых системах, то всё же рекомендуется использовать не самодельные, а промышленные переходы для стального трубопровода.
Переходы стальные можно приобрести в Интернет-магазине компании «Сантехкомплект». У нас — самый большой ассортимент и лучшие цены в Москве.
Однако, если по какой-то причине нет возможности осуществить покупку, остаётся рассчитывать только на себя. Сделать конический переход стальной трубы на самом деле не так сложно. Необходимо лишь предельно строго соблюдать технологический процесс производства.
Какая труба может послужить донором для организации перехода?

В зависимости от того, какая среда перемещается по трубопроводу, следует применять различные трубы в качестве главного сырья. К примеру, жидкие среды запрещают использовать сварные трубы.
Цельнометаллическая стальная труба может быть применена для создания подобного перехода. Для производства потребуется следующее:
- шаблон для разрезания на станке;
- сварочный аппарат;
- измерительные приборы.
В начале при помощи шаблона наносятся линии по которым будет осуществлён выбор паза. Крайне важно, чтобы каждый паз располагался на одинаковом расстоянии от соседнего.
Только таким образом можно создать равномерный переход с одного диметра трубы на другой. Сложности могут возникнуть с равномерным загибанием получившихся лепестков.
Без пресса вряд ли этой удастся осуществить.
Выполнение сварки

Вряд ли стоит говорить о том, что каждый лепесток перехода должен быть предельно качественно проварен. Напомним, что металл в месте сварки получается прочнее, чем даже в тех местах, где металл является цельным.
Это означает, что качественный технологический поход к производству перехода даёт возможность вне промышленной площадки самостоятельно создать переход для трубопровода.
Естественно, отдельное внимание должно уделяться материалу трубы, из которой осуществляется производство перехода. Кроме того, в последнее время для производства означенных переходов стали использоваться стальные трубы футированные эмалью, различными резинами и даже стеклом.
- Узнайте о том, как осуществляется замена труб и батарей в среднестатистической квартире.
- Техническое описание отводов современных трубопроводов — http://domkrat.org/chto-takoe-otvod-truboprovoda/
В видео будет продемонстрировано строительство трубопроводов:
Источник
Переход труб разного диаметра
Ширина косынок в
при сварке переводников (равное количество косынок).
| Количество косынок | Разность диаметров переводников D — d | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 200 | 300 | 400 | 500 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | 1 | 1 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 21 | 31 | 42 | 52 | 63 | 73 | 84 | 94 | 105 | 209 | 314 | 419 | 524 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | 1 | 2 | 2 | 3 | 4 | 5 | 5 | 6 | 7 | 8 | 16 | 24 | 31 | 39 | 47 | 55 | 63 | 71 | 79 | 157 | 236 | 314 | 393 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | 1 | 1 | 2 | 3 | 3 | 4 | 4 | 5 | 6 | 6 | 13 | 19 | 25 | 31 | 38 | 44 | 50 | 57 | 63 | 126 | 188 | 251 | 314 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 | 1 | 1 | 2 | 2 | 3 | 3 | 4 | 4 | 5 | 5 | 10 | 16 | 21 | 26 | 31 | 37 | 42 | 47 | 52 | 105 | 157 | 209 | 262 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 | 1 | 1 | 2 | 2 | 3 | 3 | 4 | 4 | 4 | 9 | 13 | 18 | 22 | 27 | 31 | 36 | 40 | 45 | 90 | 135 | 180 | 224 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | 1 | 1 | 2 | 2 | 2 | 3 | 3 | 4 | 4 | 8 | 12 | 16 | 20 | 24 | 27 | 31 | 35 | 39 | 79 | 118 | 157 | 196 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | 1 | 1 | 1 | 2 | 2 | 2 | 3 | 3 | 3 | 7 | 10 | 14 | 17 | 21 | 24 | 28 | 31 | 35 | 70 | 105 | 140 | 175 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | 1 | 1 | 1 | 2 | 2 | 2 | 3 | 3 | 3 | 6 | 9 | 13 | 16 | 19 | 22 | 25 | 28 | 31 | 63 | 94 | 126 | 157 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 3 | 3 | 6 | 9 | 11 | 14 | 17 | 20 | 23 | 26 | 29 | 57 | 86 | 114 | 143 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 3 | 5 | 8 | 10 | 13 | 16 | 18 | 21 | 24 | 26 | 52 | 79 | 105 | 131 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Допустим, надо определить ширину косынки (количество 6), при D = 520 мм; d = 260 мм.
Определяем разность диаметров: 520 — 260 = 260; смотрим строку: количество косынок 6.
Разность 260 разбиваем (200 + 60); Числу 200 состветствует 105; числу 60 — 31. Суммируем 105 + 31 = 136
Таким образом, для обеспечения разности диаметров переводника 260 мм, необходимо вырезать 6 косынок шириной 136 мм.
Источник
Лепестковые переходы. Изготовление сварных переходов для труб.

Лепестковые переходы. Изготовление сварных переходов для труб.
Переходы необходимы для изменения пропускной способности трубы с большего диаметра на малый и наоборот. Переходы изготавливаются при помощи штамповки, а также сварки (лепестковые переходы). Изготовление при помощи штамповки применяется в серийном производстве на заводах, изготовить такой переход в домашних условиях не является возможным.
Переходы с одного диаметра трубы на другой можно изготовлять кузнечным способом (путем осадки труб при красном калении) или путем вырезки клиньев. Высоту конусной части перехода принимают не менее удвоенной разности диаметров.
В данной статье приведена формула расчета при изготовлении сварного перехода с одного диаметра на другой.
Как сделать лепестковый переход на трубе.

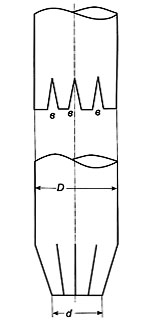
Рис. 1. Изготовление переходов с большого диаметра трубы на меньший путем вырезки клиньев:
а – схема вырезки клиньев, б – готовый переход.
Лепестковый переход. Расчет. Формула.
При изготовлении переходов из труб путем вырезки клиньев (рис. 1) величина m определяется по формуле:
m = (π(DH1 — DH2)/n)·c,
m – наибольшая ширина вырезаемого клина в мм;
DH1 – наибольший наружный диаметр перехода в мм;
DH2 – наименьший наружный диаметр в мм;
n – число клиньев;
с – величина, равная 2 – 2.5 мм при электродуговой сварке и 3 – 4 мм при газовой сварке.
Источник
Врезка трубы в трубу: как правильно разметить и вырезать зону стыковки без спец. инструмента

Нередко приходиться соединять две круглые трубы одного и того же диаметра под 90 градусов. Выполнение такого соединения «на глазок» не гарантирует качественности и прочности стыковки. Но при использовании довольно простой разметки с этим делом справится любой человек.
Понадобится
- два круглые трубы одинакового диаметра;
- маркер, мерная рулетка и циркуль;
- керн и молоток;
- тиски слесарные;
- болгарка;
- ручной напильник;
- кусок картона;
- ножницы и др.
Процесс разметки и выреза зоны поперечной стыковки двух одинаковых круглых труб
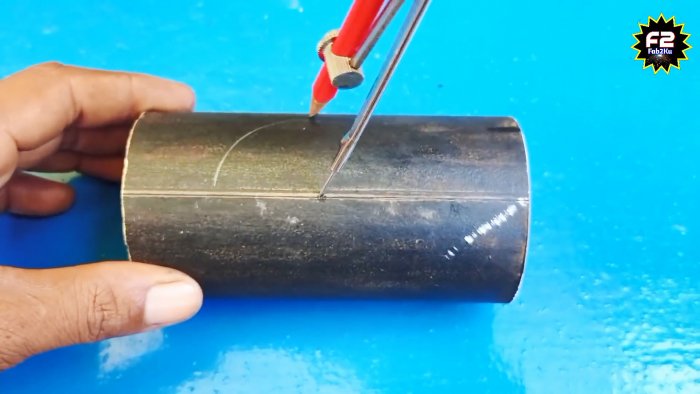
На образующей одной трубы керним центр места стыковки с другой трубой. Будем работать с трубами наружным диаметром 60 мм. Ровным счетом ничего не изменится, если они будут другого размера.

Разводим ножки циркуля на половину диаметра трубы, т. е. на 30 мм, что является также ее радиусом. Ставим ножку циркуля в ранее намеченную точку на поверхности трубы и наносим на нее окружность.

Через намеченную точку (центр окружности) проводим воображаемое сечение, перпендикулярное оси трубы. От точек его пересечения с проведенной циркулем окружности откладываем в стороны по 5 мм.


Проводим линии, проходящие через намеченные точки, и плавно спрягающиеся с линией окружности.


Материал внутри внешней замкнутой линии, нанесенной на поверхность трубы, вырезаем с помощью болгарки. Удаляем заусенцы и слаживаем оставшиеся неровности ручным напильником.


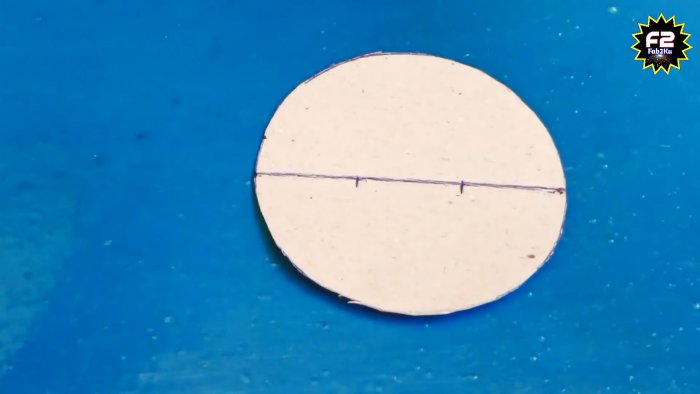
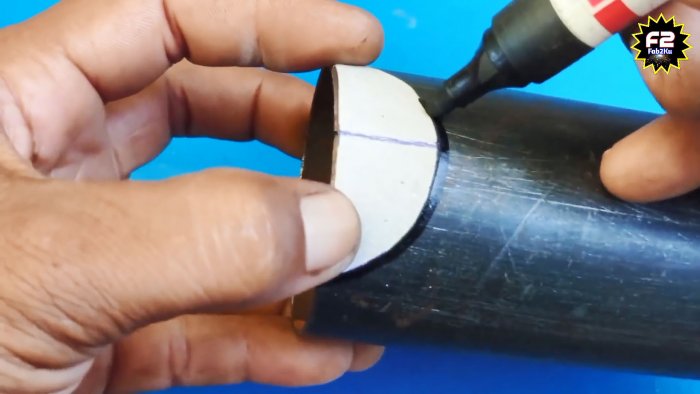
Вокруг отрезка второй трубы, установленного вертикально на лист плотной бумаги или картона, проводим маркером окружность и вырезаем ножницами круг, ограниченный ею.

Складываем вырезанный картонный круг пополам по диаметру, отмечаем линию сгиба, вновь распрямляем его и ровно укладываем на торец трубы отметкой линии сгиба наружу.

Точки пересечения линии сгиба (диаметра) круга с цилиндрической поверхностью трубы отмечаем маркером.

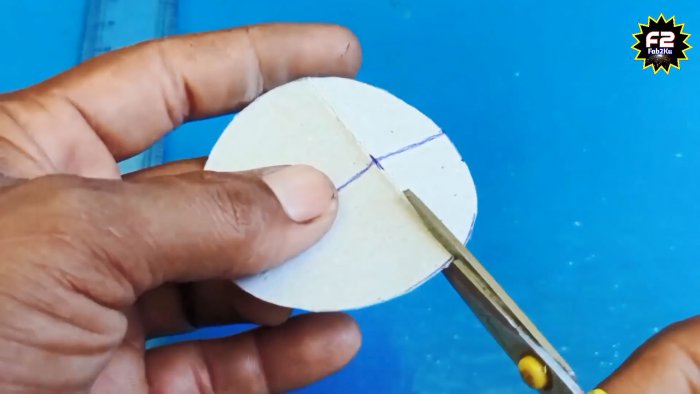
Делим линию сгиба картонного круга на три равные части по 20 мм и сгибаем одну из внешних частей круга по линии (хорде), перпендикулярной диаметру, и проходящей через отметку крайней точки 20 мм.
Отрезаем ножницами полученный сегмент по хорде, прикладываем его к внешней поверхности трубы так, чтобы хорда была на уровне торца трубы, а ее центр совпадал с ранее нанесенной на трубу отметкой.
Удерживая картонный сегмент в таком положении, обводим маркером дугу сегмента по поверхности трубы. Повторяем эту процедуру и со второй точкой на трубе с противоположной стороны.
Удаляем с двух сторон металл трубы, ограниченный нанесенными линиями, и сглаживая острые кромки и углы.



Стыкуем трубы в единственно возможном положении и завариваем линии контакта.



Смотрите видео
Источник



