
- Как паять серебро?
- Когда можно паять серебро?
- Инструменты для пайки серебра
- Виды припоя для серебра
- Паяльник
- Газовая горелка
- Способы пайки серебра
- Пайка серебра паяльником
- Пайка газовой горелкой
- Прочность паяного соединения
- Тонкости ювелирной пайки
- Особенности работы с украшениями
- Оборудование
- Приготовление флюса
- Припои для драгоценных металлов
- Готовить самому или купить
- Состав
- Бижутерия
Как паять серебро?
 Всем привет! Сегодня немного расскажу как паять серебро оловом своими руками. Такой вопрос часто возникает, когда женская половина просит спаять серебряное кольцо, цепочку или серьги. Для любого радиолюбителя это вызов и повод достать баночки с флюсами.
Всем привет! Сегодня немного расскажу как паять серебро оловом своими руками. Такой вопрос часто возникает, когда женская половина просит спаять серебряное кольцо, цепочку или серьги. Для любого радиолюбителя это вызов и повод достать баночки с флюсами.
Когда можно паять серебро?
Серебро является достаточно мягким металлом, поэтому изделия из него часто ломаются. Например, порвавшуюся цепочку, серьги или треснувшее серебряное кольцо просто относят в ювелирную мастерскую. Но при определенных навыках пайки вполне можно починить изделие в домашних условиях.

Украшения из серебра оловом нужно паять очень осторожно, чтобы не испортить их. Серебро имеет свои особенности и работа с ним происходит несколько иначе, чем, например, с привычным для ремонтников оловом.
Инструменты для пайки серебра
Виды припоя для серебра
Крайне важно выбрать подходящий припой для серебра. В качестве припоя нельзя использовать лом серебра, так как припой должен обладать меньшей температурой плавления, чем материал, который предполагается спаять.
Температура плавления серебра составляет +960 градусов по Цельсию.
Для такого тугоплавкого металла необходим особый припой. Как правило, это сплавы серебра с другими металлами. Такие сплавы приближаются к серебру по надежности, прочности и устойчивости паяного соединения к коррозии.
Чем больше процентное содержание серебра, тем более прочным считается припой. В зависимости от изменения доли серебра меняются и температура плавления, плотность, удельное сопротивление.

В связи с этим чаще всего используют ПСР-3, ПСР-10, ПСР-15, ПСР-25 (число означает содержание серебра в процентах). Если необходима особая прочность соединения и высокая защита от коррозии, то можно взять ПСР-72.

В продаже существует порошкообразные припои, а также состоящие из отдельных кусочков размером в 2-3 мм. Иногда встречаются припои, имеющие форму проволоки или листов. В таком случае подготовить куски нужного размера нужно будет самостоятельно с помощью кусачек.
Для качественной пайки необходимо обеспечить в месте соединения удаление окислов с помощью флюса. Проще всего сделать флюс своими руками из порошковой буры (декагидрат тетрабората натрия) и поташа (карбонат натрия). Компоненты следует смешать в равных частях, предварительно растерев кристаллики буры в мелкий порошок.

Также можно использовать более эффективный магазинный флюс ПВ-209, имеющий повышенную активность. Он состоит из борного ангидрида (до 35%), фтористого калия (до 42%) и тетрабората калия (до 23%). Для получения необходимой консистенции данный флюс следует развести водой либо глицерином.
Одним из самых распространенных готовых флюсов считается канифольный. Это вещество представляет собой особую смолу, образующую пленку на месте пайки, которая препятствует контакту с окружающим кислородом.
Паяльник
При пайке необходимо создать надежное соединение деталей. Если мощность паяльника окажется недостаточной, то образуется холодная пайка и соединение будет не прочнее клея. Как правило, с помощью паяльника можно соединить лишь мелкие детали, используя малое количество серебряного припоя. Пример в следующем видеоролике.
Обычный паяльник, питающийся от электрической сети, рассчитан на пайку оловянных или свинцовых припоев, температура плавления которых составляет от 200 до 300 градусов по Цельсию. При работе с тугоплавкими металлами необходим гораздо более мощный паяльник, способный накаляться до 700-800 градусов. И тут нас выручают газовые горелки.Газовая горелка
Для полноценного расплавления серебряного припоя лучше использовать компактную газовую горелку, имеющую температуру пламени до 1300 градусов Цельсия.

Чаще всего такие горелки заправляют пропаном, но также допускается бутан-пропановая смесь. Для получения более высоких температур используют газовые смеси на основе ацетилена, которые дают пламя с температурой около 2000 градусов Цельсия. Чтобы спаять серебряные изделия, достаточно обычного пропана.
Часто пропан продается в баллончике. На горелке существует специальная система регулировки и наконечник горелки, чтобы пламя подавалось направленно и равномерно. Также регулировать пламя можно при помощи насадок. Для пайки можно установить насадку с плоским носиком.
Способы пайки серебра
Сам процесс пайки серебра мало чем отличается от пайки других металлов, однако существуют некоторые нюансы при работе с паяльником в отличие от газовой горелки.
Пайка серебра паяльником
Предварительно необходимо установить на паяльник тонкое жало. Если мощность паяльника 40 — 60 Вт, то рекомендуется использовать припой ПСР-3, температура плавления которого составляет 315 градусов Цельсия. Этот припой также удобен тем, что внутри него находится смола, исполняющая функции флюса и защищающая сплав от окисления.
Не стоит при починке серебряного изделия в домашних условиях использовать оловянно-свинцовый припой (например ПОС-60 ). Такое соединение может оказаться непрочным, поэтому прибегать к этому припою следует лишь в крайнем случае. Тем более свинец быстро окисляется и дает темный матовый цвет.

Приступая к пайке серебра в домашних условиях, необходимо осуществить следующие действия:
- Тщательно очистить поверхности соединяемых деталей из серебра от различных загрязнений и окислов, обезжирить;
- Нагреть место соединения так, чтобы температура в точке пайки серебра стала выше температуры плавления припоя;
- Подать на место соединения припой вместе с флюсом , удобнее иметь трубчатый серебрянный припой;
- Прогреть образовавшийся стык паяльником, добиваясь расплавления припоя и его распределения между серебряными деталями;
- Дождаться остывания изделия и полировать место соединения, чтобы не было видно следов пайки.
Пайка газовой горелкой

Пайка газовой горелкой с оловом дает более надежное соединение, но требует большего внимания и навыков:
- Необходимо зачистить поверхности соединяемых деталей от черноты, загрязнений и окислов;
- Нанести на место соединения флюс, который может быть как покупным, так и приготовленным самостоятельно;
- Уложить на место спаивания кусочек припоя необходимого размера;
- Аккуратно прогревать изделие вокруг места пайки, следя за положением припоя, чтобы не допустить его сдувания пламенем;
- Когда припой начнет расплавляться, следует увеличить пламя до тех пор, пока припой не образует равномерный шов с блестящей поверхностью;
- После завершения пайки дать остыть и почистить место соединения, чтобы убрать следы флюса . Далее можно заполировать излишки олова.
Прочность паяного соединения
Стоит отметить, что припои из сплавов серебра с медью и цинком достаточно универсальны и могут паять любые металлы. Серебряный припой имеет достоинства в виде высокой прочности, скорости растекания, смачиваемости и устойчивости к коррозии. Паяное соединение с оловом, содержащим серебро получается прочнее свинцового. Недостатком серебряного припоя являются высокая температура плавления и значительная стоимость, поскольку серебро – драгоценный металл.
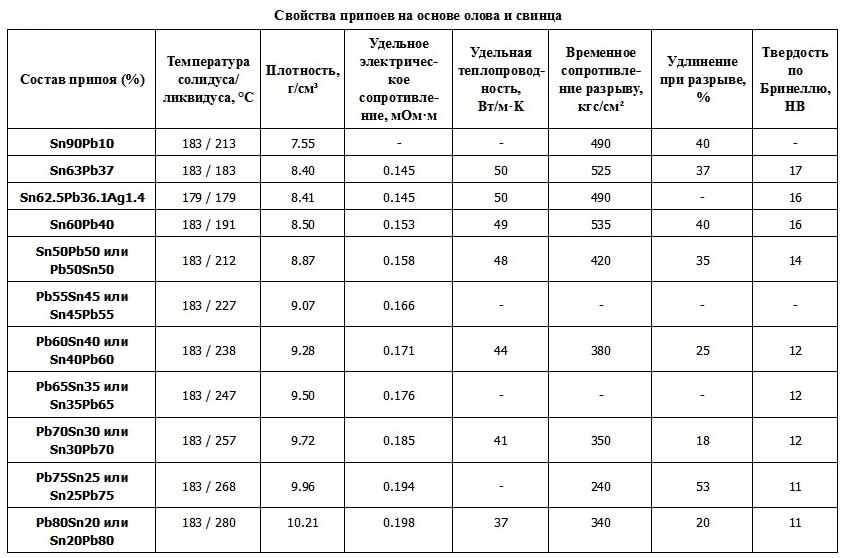
Прочностные характеристики припоя ПСР-1,4 в сравнении с другими припоями показаны в таблице ниже. Даже содержание серебра 1,4 % в припое заметно повышает временное сопротивление разрыву при сохранении низкой температуры плавления.
Число в названии припоя обозначает процентное содержание серебра в нем. Так, сплавы ПСР-2.5, ПСР-15 и ПСР-25 можно использовать при пайке изделий, которые не испытывают значительных нагрузок на шов. Для получения высокопрочного соединения используют припой ПСР-45, состоящий из 45% серебра, 30% меди и 25% цинка. Он обладает высокой вязкостью, ковкостью и текучестью. Паяное соединение будет обладать устойчивостью к коррозии, растяжениям, вибрации и ударам. Припои ПСР-65 или ПСР-80 обладают еще более высокими прочностными свойствами, однако имеют высокую стоимость.
Надо сказать, что серебряный припой весьма сложно найти в продаже, но его можно сделать самостоятельно. Как сделать серебряный припой самостоятельно и как паять газовой горелкой можно посмотреть в видеоролике.
Источник
Тонкости ювелирной пайки
Изготовление и ремонт различных ювелирных украшений из металла требует применения технологии создания неразъёмных соединений достаточно мелких деталей. Одним из наиболее распространённых способов достижения этой цели является ювелирная пайка.
По сути, этот процесс не отличается от других видов пайки. В его основе лежит принцип соединения металлических изделий путём их смачивания расплавом вспомогательного материала, называемого припоем.
При этом не происходит расплавления основных деталей, так как температура плавления вспомогательного сплава всегда ниже температуры, при которой плавится соединяемый металл.
Особенности работы с украшениями
Существует несколько особенностей, отличающих пайку ювелирных изделий от пайки, применяемой в бытовых и технических целях:
 эстетичность паяного соединения, как основная цель выполняемой работы, наряду с необходимой прочностью;
эстетичность паяного соединения, как основная цель выполняемой работы, наряду с необходимой прочностью;- выполнение операций с очень мелкими деталями, требующими применения специфического инструмента и приспособлений;
- работа с дорогим материалом, содержащим драгоценные металлы – серебро, золото, платину.
 эстетичность паяного соединения, как основная цель выполняемой работы, наряду с необходимой прочностью;
эстетичность паяного соединения, как основная цель выполняемой работы, наряду с необходимой прочностью;По понятным причинам, качественно проводить ювелирную пайку могут только профессионалы. Но попробовать свои силы и обучиться тонкостям процесса не запрещено никому.
Оборудование
 К металлам, с которыми наиболее часто приходится сталкиваться в ювелирном деле, относятся в первую очередь, золото и серебро. Технология пайки этих металлов требует высокой температуры.
К металлам, с которыми наиболее часто приходится сталкиваться в ювелирном деле, относятся в первую очередь, золото и серебро. Технология пайки этих металлов требует высокой температуры.
Нагревание соединяемых деталей и расплавление припоя осуществляется посредством газопламенного оборудования. Это могут быть установки, работающие на газе или бензине. Гораздо чаще для ювелирных работ используются газовые аппараты. Это обусловлено тем, что газовое оборудование более удобно в применении, не создаёт дискомфорта из-за резкого запаха (как в случае с бензином).
Сжатый газ, находящийся в баллоне, готов к употреблению, его подача осуществляется за счёт собственного давления. При применении бензина, готовят бензино-воздушную смесь, для чего необходим сжатый воздух. То есть, в этом случае требуется применение насосного или компрессорного оборудования.
Аппарат, применяемый при ювелирной пайке, должен быть укомплектован газовой горелкой, имеющей регулятор интенсивности пламени. Для выполнения ювелирных работ желательно иметь две горелки.
Одна из них, более мощная, применяется для расплавления металлов в тиглях. Другая должна иметь тонкий факел для разогрева и пайки миниатюрных компонентов.
Для ювелирной пайки могут применяться лазерные аппараты. Однако стоимость их высока, поэтому их устанавливают далеко не в каждой мастерской.
Приготовление флюса
 Чтобы подготовить поверхность изделий, подлежащих пайке, применяются различные вещества. Химические соединения, применяемые для удаления окисных плёнок с поверхности металла, а также уменьшающие силы поверхностного натяжения расплавленного припоя, с целью лучшего смачивания паяемой поверхности, называются флюсами.
Чтобы подготовить поверхность изделий, подлежащих пайке, применяются различные вещества. Химические соединения, применяемые для удаления окисных плёнок с поверхности металла, а также уменьшающие силы поверхностного натяжения расплавленного припоя, с целью лучшего смачивания паяемой поверхности, называются флюсами.
Флюс чаще всего используют в жидком виде, нанося его на подготавливаемую к пайке поверхность. Ювелиры для этой цели очень часто применяют порошок буры, делая из него насыщенный водный раствор.
Приготовление такого флюса осуществляют в два этапа. Сначала порошок буры заливают водой и нагревают до полного его растворения.
После этого раствору дают высохнуть. Когда влага полностью испариться, разрыхлённый порошок буры растирают ступкой, после чего, добавляя воду, доводят смесь до состояния жидкой кашицы. Данным составом покрывается поверхность изделия перед пайкой.
Своеобразным методом осуществляется подготовка к ювелирной пайке золотых изделий, в составе которых имеется примесь никеля. Такое ювелирное изделие вначале кипятят в воде с борной кислотой.
После этой процедуры на поверхности золота образуется тонкая плёнка, препятствующая образованию окислов. Затем, непосредственно перед пайкой, поверхность покрывается флюсом из раствора буры.
Припои для драгоценных металлов
Основным материалом при пайке является припой, специальный расплавляемый сплав. Ювелирные припои имеют в своём составе драгоценные металлы.
Классификация этих сплавов осуществляется по температурной шкале их плавления. Сплавы для пайки, применяемые в ювелирном деле, обычно плавятся при температуре от 650 до 1000 ℃.
Эти относительно высокие значения температур и определяют газопламенное оборудование в качестве основного в ювелирной пайке.
 Электрический паяльник не в состоянии обеспечить нагрев до такой степени. Условно припои делятся на мягкие и твёрдые. Чем ниже температура плавления такого сплава, тем он мягче, и наоборот.
Электрический паяльник не в состоянии обеспечить нагрев до такой степени. Условно припои делятся на мягкие и твёрдые. Чем ниже температура плавления такого сплава, тем он мягче, и наоборот.
Выбор сплава для ювелирной пайки представляет особую важность и должен осуществляется индивидуально к каждому изделию. Важнейшим критерием в этом вопросе является цвет изделия.
Дело в том, что в зависимости от пробы металла, из которого изготовлено украшение, а также состава добавок, применённых в сплаве, цвет материала может иметь различные оттенки.
Очевидно, что при пайке ювелирных изделий, цвет применяемого сплава должен совпадать с цветом основного материала, в противном случае, работа может быть признана браком.
С этой целью, сплав, использующийся для ювелирной пайки золотых и серебряных изделий должен иметь ту же пробу, что и материал изделия, а также по возможности близкий состав.
Готовить самому или купить
Припои могут приобретаться в готовом виде, либо готовятся самостоятельно. При самостоятельном изготовлении сплавов для ювелирной пайки, необходимые компоненты в нужных пропорциях помещаются в тигель и расплавляются пламенем газовой горелки.
Весовые доли компонентов должны быть выверены очень точно, для чего обычно используются тонкие аптекарские весы. После расплавления и перемешивания всех составляющих, из жидкого расплава отливаются прутки, для чего используются специальные формы.
Многие мастера, для удобства последующей ювелирной пайки, раскатывают прутки в тонкие пластины и нарезают их на кусочки.
Состав
 Для пайки изделий из золота используют золотой сплав, для пайки серебра – серебряный. В соответствии с различными стандартами, принятыми в разных странах, при изготовлении ювелирных украшений используются драгоценные металлы разных проб.
Для пайки изделий из золота используют золотой сплав, для пайки серебра – серебряный. В соответствии с различными стандартами, принятыми в разных странах, при изготовлении ювелирных украшений используются драгоценные металлы разных проб.
В продаже можно найти по несколько видов припоя каждой имеющей распространение пробы, которые отличаются друг от друга по составу и соответственно, по цвету.
Кроме пробы и цвета, сплавы, применяемые для ювелирной пайки должны обладать специфическими качествами, которые обеспечиваются введением в них особых добавок, иногда не содержащихся в соединяемых металлах. Например, в золотые припои могут включаться серебро, медь, цинк и кадмий.
При добавлении в припой серебра, понижается температура плавления полученного сплава, повышается его текучесть, обеспечивающая надёжное заполнение в процессе пайки микронеровностей спаиваемого стыка.
Кроме этого, серебро ослабляет желтизну оттенка золотого сплава. Введение меди напротив, повышает тугоплавкость и твёрдость припоя и добавляет красноватые тона в его окраску.
Добавление в припой кадмия и цинка снижают твёрдость, но при этом, первый придает изделию зеленоватый оттенок, второй же, ослабляет интенсивность окраски сплава.
Кроме названных компонентов, золотой ювелирный припой может содержать никель и палладий, которые придают сплаву белый цвет. Припои, содержащие эти элементы, используются для пайки ювелирных изделий из белого золота и платины.
К припоям для пайки серебряных изделий не предъявляются столь жёсткие требования в части пробы, как к золотым. Серебряные припои изготавливаются с содержанием меньшего количества компонентов, чем сплавы для пайки золота. Кроме самого серебра, в серебряном припое обычно присутствует либо только медь, либо медь с цинком.
Бижутерия
Благодаря развитию технологий в металлургии и производстве ювелирных изделий, прослеживается мировая тенденция увеличения доли сравнительно недорогой бижутерии в общем объёме ювелирного производства.

И это совершенно оправдано. Продолжающийся рост цен на драгоценные металлы делает непрактичным ношение дорогих изделий из золота и платины, в то время как появляется альтернатива в виде дешёвой и красивой бижутерии.
Способы пайки недорогих ювелирных украшений зависят от материала, из которого они изготовлены. К сожалению, некоторые сплавы, применяемые при изготовлении этих изделий, могут не поддаваться пайке.
В том случае, когда пайка возможна, лучше подобрать для этого сплав, состоящий из недорогих компонентов, так как припой может оказаться на порядок дороже самого изделия.
Источник



