
- Как правильно паять трубы отопления?
- Виды труб для отопительных систем
- Способы пайки
- Как варить трубы из полипропилена (инструкция)
- Меры безопасности
- Секреты качественной сварки труб
- Как правильно спаять отопление и водопровод из полипропилена
- Этапы монтажных работ
- Рисуем монтажную схему
- Паяльник для полипропилена и другие инструменты
- Паяем первый стык
- Собираем секции на столе
- Свариваем участки в неудобных условиях
- Соединение ППР без сварки
- Заключение
Как правильно паять трубы отопления?
Автономную систему отопления выгодно монтировать из пластиковых материалов. Так поступает большинство индивидуальных застройщиков. Современные трубы и фитинги из полипропилена отлично выдерживают нагрузки, их можно недорого купить и самостоятельно смонтировать.

Однако, чтобы работа была качественной, а коммуникации работали исправно, необходимо правильно выбрать материал, а также знать, как паять трубы отопления и соблюдать инструкцию по технике безопасности.
Виды труб для отопительных систем
Для монтажа систем отопления подходят традиционные металлические трубы и полимерные, с некоторыми оговорками по условиям их эксплуатации.
Виды труб для отопительных систем:
- Стальные. Стальная труба без специального защитного покрытия в отопительных системах используется повсеместно в многоквартирных домах. Сталь хорошо выдерживает тепловые нагрузки, повышенное давление в магистрали. Недостатком является их подверженность коррозии. В условиях агрессивных добавок, применяемых в промышленных теплосетях, сокращает их срок службы значительно. Для индивидуальных застройщиков стальные материалы представляют трудность в плане самостоятельного монтажа.
- Оцинкованные стальные коммуникации. Оцинкованные материалы более долговечны, чем стальные необработанные. Но и стоимость их выше.
- Медные. Эти материалы можно назвать аристократами в строительстве отопительных систем. Медные трубы и фитинги долговечны, но дорогостоящи. Их монтаж требует специальных навыков.
- Нержавеющая сталь. Трубы из нержавейки относятся к дорогостоящим материалам. Они долговечны, надежны в эксплуатации, то требуют специальных навыков для монтажа трубопровода.
- Металлопластик. Это легкие материалы, удобные для монтажа. В системах отопления используются редко, поскольку в подобных условиях эксплуатации имеют небольшой срок службы.
- Полимерные материалы. Для отопления используют трубы из полипропилена. Это недорогие коммуникации, которые при желании может смонтировать непрофессионал. Трубы не подвержены коррозии. При качественной сборке коммуникации из полипропилена служат десятилетия. Недостатком их является ограничение допустимой температуры теплоносителя и давления в системе. Однако для бытовых, автономных систем отопления трубы из полипропилена подходят идеально.

Обратите внимание! К общим недостаткам металлических коммуникаций можно отнести их высокую теплопроводность. Это свойство металла значительно увеличивает потери тепла при транспортировке теплоносителя.
Трубы отопления из полипропилена лишены многих недостатков металла. Процесс их соединения называется пайкой или сваркой.
Для монтажа пластика потребуется специальный инструмент, подробная инструкция о том, как паять трубы отопления. Работа не представляет сложности. После некоторой тренировки качественное соединение выполнит и непрофессионал.
Способы пайки
Существует 3 способа соединения пластиковых труб и фитингов, два из которых термические:
- Диффузионная сварка при помощи специального паяльника. Основана на процессе молекулярной диффузии (смешивания) органических полимерных материалов при нагревании их до температуры плавления.

- Диффузионная сварка с использованием специальных электрофитингов. Основа процесса аналогична первому способу. Отличие заключается в технологии – здесь требуются специальные, дорогостоящие фитинги с вживленными электродами. Электрофитинги позволяют смонтировать систему отопления без использования паяльника.
- Химическая сварка (холодный способ соединения пластиковых деталей). Холодная сварка основана на химическом «расплавлении» полипропилена. Детали смазывают специальным составом и соединяют.



Обратите внимание! Для монтажа системы отопления подходят только первые два способа пайки. Холодная сварка не дает достаточной прочности соединения для монтажа отопительных систем.
Схематично процесс пайки можно описать следующим образом:
- конец трубы отопления и фитинг нагревают;
- соединяют в нагретом состоянии;
- удерживают в требуемом положении до остывания.
Результатом является крепкое, на уровне молекул, соединение деталей. В результате правильно проведенной пайки, мастер получает цельное соединение, которое при разрезе не имеет видимых границ стыковки.
Как варить трубы из полипропилена (инструкция)
Для работы вам понадобятся следующие инструменты:
- Паяльник для полипропиленовых материалов. Это специальный прибор, который работает от электросети. На паяльнике имеется нагревательный элемент в виде пластины (мечевидный) или трубки (цилиндрический). Конфигурация аппарата значения для качества пайки не имеет. На нагревательный элемент паяльника закрепляют насадки, которые соответствуют диаметру труб отопления (от 16 до 32 мм). Достаточная мощность для бытового использования от 800 до 1200 Ватт.
- Ножницы для пластика или ножовка для разрезания труб.
- Шейвер для снятия фаски или острый нож для зачистки края заготовок.
- Линейка, маркер, угольник для разметки.
Предварительный этап включает создание плана и чертежа будущей системы отопления. Далее нарезают трубы необходимого размера. Пайку проводят поэтапно, собирая отдельные узлы коммуникации на горизонтальной поверхности. После, готовые участки собирают в единую систему.
Пошаговая инструкция проведения пайки труб отопления:
- Паяльный аппарат устанавливают на полу, закрепляют на нем насадки нужного диаметра, включают в сеть.
- Дожидаются, когда паяльник наберет нужную температуру (для полипропилена 260 градусов). Одновременно надевают на одну насадку фитинг, во вторую вставляют конец трубы. Предварительно на трубе делают метку глубины пайки.
- Выдерживают детали необходимое время, оно зависит от диаметра соединяемых частей.
- Одновременно, двумя руками снимают нагретые детали и соединяют их между собой.
- Держат неподвижно до отвердевания полимера.
Обратите внимание! Для удержания паяльника удобно его зажимать между колен, расположившись соответственно на полу.
Паять трубы отопления из полимерных материалов достаточно просто. Главное делать все операции по инструкции одновременно, быстро и точно.
В процессе работы паяльник из сети не выключают.
Таблица времени нагрева, остывания деталей в зависимости от их диаметра. Данные временные интервалы даны для температуры воздуха при пайке в 20 градусов тепла. Если температура окружающей среды отличается, то потребуется коррекция времени.
| Диаметр материалов | Интервал нагрева (в сек.) | Интервал сварки (в сек.) | Интервал остывания (в сек.) |
|---|---|---|---|
| 16 | 5 | 6 | 3 |
| 20 | 5 | 6 | 2 |
| 25 | 7 | 10 | 2 |
| 32 | 8 | 10 | 4 |
Меры безопасности
При работе с нагревательным аппаратом необходимо соблюдать меры индивидуальной защиты:
- Паяльник должен быть установлен на горизонтальной поверхности в свободном от материалов месте.
- На мастере должны быть обязательно защитные перчатки (для работы с горячими инструментами), удобная спецодежда.
- Не следует наклоняться над плавящимся пластиком, поскольку в процессе выделяются вредные пары.
- Помещение должно быть относительно чистым. Рабочая поверхность — свободной от пыли, мусора.
- Соединение вилки паяльника с сетью должно быть плотным, шнур свободным.
Предварительный прогрев сварочного инструмента проводят 20 минут, если на нем нет соответствующего индикатора.
Секреты качественной сварки труб
Для того, чтобы пайка труб отопления была качественной, а соединение безупречным, необходимо знать небольшие секреты этого процесса:
- Труба не должна входить в фитинг в холодном состоянии.
- Операцию по насадке деталей на паяльник проводят одновременно, с нажимом, но без подкручивания.
- Соединение деталей проводят без лишнего нажима и без прокручивания.
- Детали удерживают в фиксированном состоянии до полного остывания.
- Результатом качественного соединения является равномерный наплыв пластика по диаметру трубы около фитинга.
Если вы собираетесь паять трубы отопления впервые, то приобретите пару дешевых фитингов и некоторый запас трубы. Предварительно потренируйтесь, чтобы почувствовать и понять физические качества холодного и расплавленного материала. Для самоконтроля разрежьте ваше соединение, посмотрите на качество пайки изнутри.
Источник
Как правильно спаять отопление и водопровод из полипропилена

Цена труб и фитингов из полипропилена (сокращенно – ППР) заметно ниже, чем других полимеров – металлопластика, сшитого полиэтилена. Но можно сэкономить дважды — купить недорогой паяльник и спаять водопровод либо отопление из PPR своими руками.
Суть проблемы: в интернете опубликовано множество инструкций и видео по соединению трубопроводов в отрыве от реальных условий монтажа. Домовладелец учится правильно сваривать фасонные элементы на столе, но не знает тонкостей прокладки и стыковки готовых участков. Предлагаем изменить подход — пайка полипропиленовых труб и монтажные работы должны осваиваться одновременно.
Этапы монтажных работ
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.

Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
- Нарисуйте водопроводную и отопительную схему, перенесите проекции магистралей на стены помещений.
- Подготовьте необходимые инструменты и приспособления. Профессиональный сварочный аппарат (он же паяльник или «утюг») с набором насадок лучше взять в аренду, а не покупать.
- Нарежьте заготовки и сварите участки системы в удобных условиях – на столе.
- Готовые участки закрепите по месту и соедините между собой. Подключите сантехнические и обогревательные приборы.
Примечание. Составление схемы и разметка трасс на стенах позволит вам четко выбрать комплектующие – тройники, отводы, муфты и определить количество труб для закупки.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.
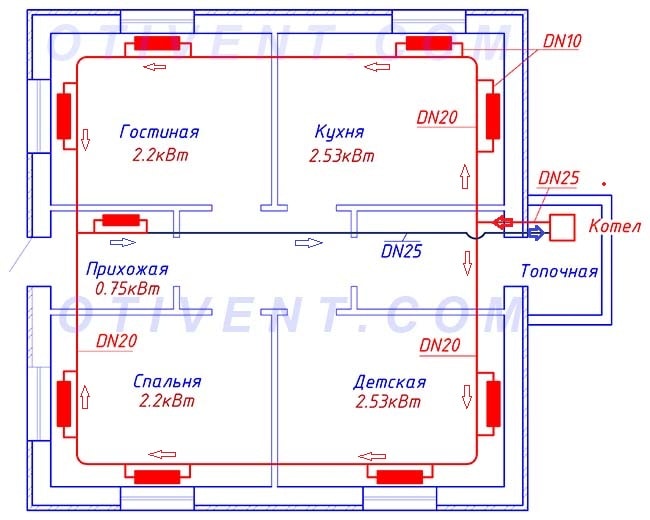 Пример однотрубной системы отопления одноэтажного дома
Пример однотрубной системы отопления одноэтажного дома
Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
Важный нюанс. Грязевики должны ставиться в правильном положении – горизонтально, «носиком» вниз. Под установку водяных фильтров выбирайте подходящие прямые участки.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.
 Разметка на стене помогает увидеть реальные контуры будущей системы
Разметка на стене помогает увидеть реальные контуры будущей системы
При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.
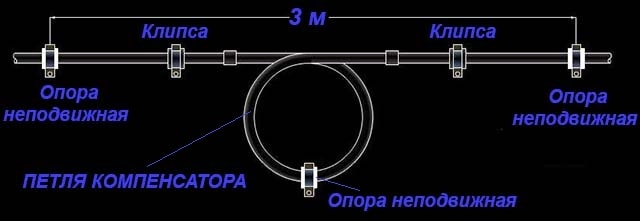
Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.
 Разновидности сварочных аппаратов и тефлоновых насадок
Разновидности сварочных аппаратов и тефлоновых насадок
Справка. Проще всего взять нагреватель с комплектом насадок в аренду. Стоимость проката в сутки – от 4 до 8 у. е. в зависимости от региона проживания и первоначальной цены аппарата.
Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:
- секундомер;
- ножницы для резки – обязательно, ножовки и болгарки не годятся;
- шейвер – устройство торцевания труб, армированных алюминием;
- средства измерения – рулетка, угольник, линейка;
- маркер либо простой карандаш;
- обезжиривающий состав – уайт-спирит, бензин «калоша», нефрас, спирт (ацетон не годится);
- ветошь;
- перчатки защитные.

Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.
У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.

Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.
Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.
- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.
- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.
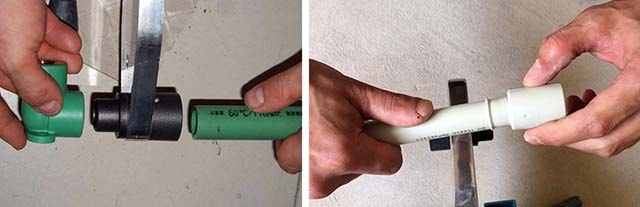
- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.
- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.



Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.

Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.
 Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Как разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
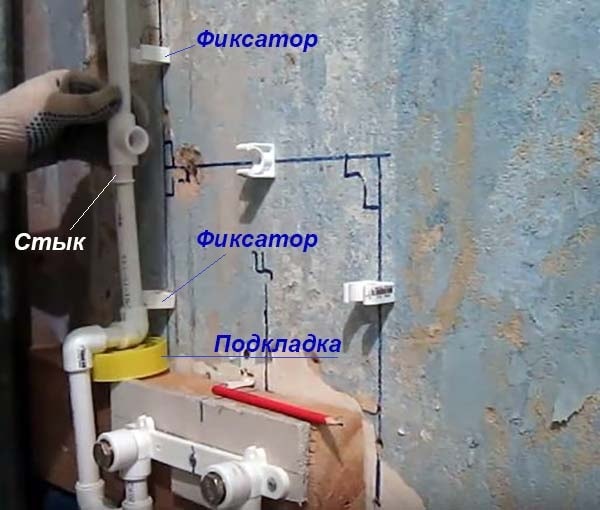
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).
- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.
- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.


 Примеры готовых частей водопровода
Примеры готовых частей водопровода
Наибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.
В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:
Свариваем участки в неудобных условиях
Монтаж по месту начинается с фиксации сваренных секций в клипсах, установленных вдоль трассы на стене. Первый участок нужно жестко закрепить, чтобы труба не скользила внутри защелок, либо упереть другим концом в стену. Затем снять с подставки паяльник и сваривать стык на весу.
Совет. Сборочные работы лучше выполнять с помощником, при необходимости он удержит одну трубу или примет у вас сварочный аппарат, когда потребуются обе руки для быстрого соединения нагретых деталей. Если помогать некому, нужно создать на первом участке надежную точку опоры, чтобы элементы не двигались в клипсах.
Опишем несколько приемов сварки полипропилена в труднодоступных местах:
- Когда первый участок закрепить не получается, попросите помощника подержать трубу. По окончании нагрева быстро передайте ему паяльник и соедините элементы.
- Если нагреватель «утюга» упирается торцом в стену, попробуйте освободить концы свариваемых труб из фиксаторов.
- Вариант второй: отыщите более удобное место для пайки, нарастите длину трубопровода с помощью муфты и таким образом перенесите точку соединения.
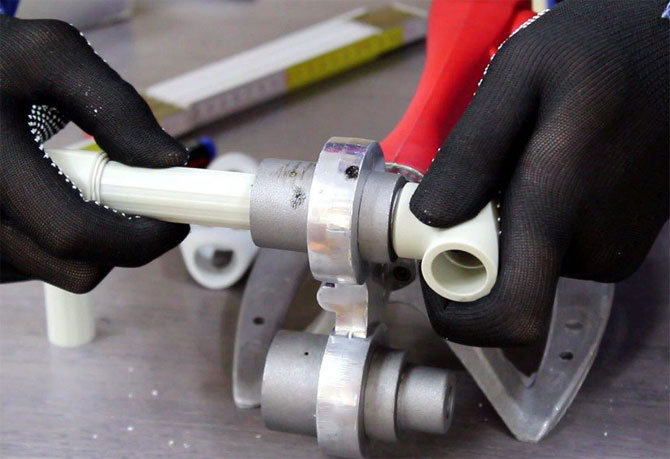
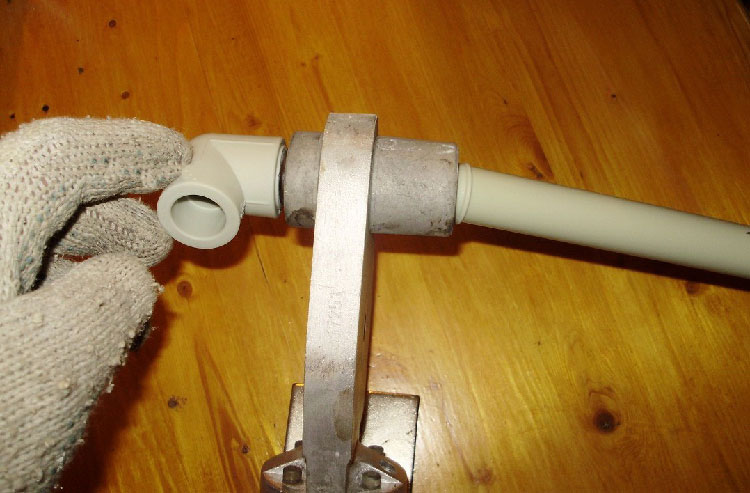
- Если детали невозможно раздвинуть на ширину нагревателя, прикрутите к «утюгу» 2 одинаковых комплекта насадок и надевайте обе секции с одной стороны дорна, как демонстрируется на фото.
- Одиночный стык в глубокой нише, куда аппарат не войдет в любом положении, опытные исполнители варят так: снимают клещами с дорна разогретую насадку и вставляют ее между соединяемыми деталями.

Примечание. Последний способ считается довольно рискованным – снятая насадка быстро остывает, нужно уметь точно подгадать время выдержки. Права на ошибку нет – когда стык потечет, придется переделывать часть системы и устранять последствия затопления.
По окончании сборочных работ сделайте опрессовку – заполните трубопроводную сеть водой, накачайте максимальное рабочее давление и оставьте на 1 сутки. Подробности монтажа и проверки смотрите во втором видеоуроке:
Соединение ППР без сварки
В жизни случаются ситуации, когда применение традиционной пайки полипропиленовых деталей исключено. Например, стык расположен в труднодоступном углублении или при монтаже внезапно отключили свет, а вам осталось сварить последнее соединение. Практикуется 3 одноразовых способа:
- разогрев газовой горелкой и последующая стыковка;
- использование компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Почему указанные варианты считаются одноразовыми. Склейка и нагрев горелкой не могут обеспечить требуемой надежности стыка и применяются лишь в крайнем случае на магистралях холодного водоснабжения. Соединять подобным образом трубы отопления и ГВС крайне нежелательно. Муфты Gebo надежны, но слишком дороги.

Технология соединения без паяльника проста – детали обезжириваются, аккуратно греются пламенем горелки, стыкуются и фиксируются на 6—10 секунд. Методика демонстрируется ниже на видео.
Склеивание производится согласно инструкции на упаковке анаэробного герметика. Конец трубы и гнездо фитинга следует зачистить, обезжирить и наложить клей небольшой кистью. Затем элементы скрепляются методом сжатия.
Заключение
Методика пайки полипропиленовых труб и фитингов подтверждает общеизвестное правило: чем дешевле стройматериал, тем больше труда нужно затратить на его применение. Монтировать разводку из металлопластика, ПВХ и ПНД гораздо проще. Поэтому перед окончательным выбором рекомендуем ознакомиться со сравнительным обзором трубопроводов типа PPR и PEX (сшитый полиэтилен).
Источник



