
- Пассивирование металла: назначение, технология, методы
- Чем обусловлена высокая коррозионная устойчивость нержавеющих сталей
- Причины возникновения коррозии
- Виды коррозии
- Пассивирование нержавейки
- Осветлить сварной шов. Миссия выполнима.
- Круги и щётки 3M и Scotch-Brite™ Bristle
- Нержавеющие металлические щетки
- Доводочные круги CIBO.
- SA5 (EA5)
- SAG 5 (EAG5)
- FAG 5
- Круги, валики и головки из нетканых материалов.
- Шлифовальные валики из Scotch-Brite.
- Шлифовальные головоки из нетканого материала
- Нетканый материал для шлифования FEIN
- Рулоны и листы для шлифовки металла
- Полировальные круги с пастами.
Пассивирование металла: назначение, технология, методы
Несмотря на то, что нержавеющая сталь отличается высокой устойчивостью к коррозии, дополнительная защита, которую позволяет получить такая технологическая операция, как пассивация, для нее желательна. В отдельных случаях, когда большому риску развития коррозии подвержены даже изделия, изготовленные из нержавеющей стали, необходимость в выполнении такой процедуры не вызывает сомнений.
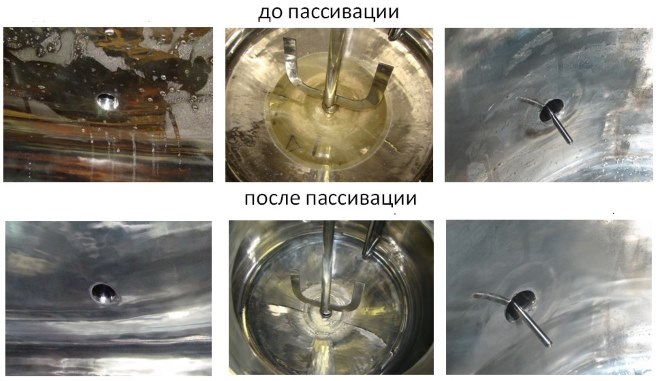
Примеры нержавеющих поверхностей, подвергнутых коррозии, и результаты проведенной пассивации
Чем обусловлена высокая коррозионная устойчивость нержавеющих сталей
Суть такого явления, как коррозия, состоит в том, что поверхность металла под воздействием негативных внешних факторов и окружающей среды начинает разрушаться. Что характерно, коррозия из-за постоянного окисления поражает металл слой за слоем, постепенно разрушая внутреннюю структуру стали. Во многих случаях локализовать пораженные участки внутренней структуры металла уже не имеет смысла, поэтому стальные изделия приходится заменять на новые.
Пассивирование (или пассивация) как технология, позволяющая обеспечить надежную защиту стали от коррозии, лежит в основе создания такого уникального металла, каким является нержавеющая сталь. В химическом составе преимущественного большинства сталей, относящихся к нержавеющей категории, могут содержаться различные элементы:
Однако основным легирующим элементом таких сталей, количество которого в их составе может варьироваться в пределах 12–20%, является хром. Добавление различных легирующих элементов в состав нержавеющих сталей позволяет придать им требуемые физико-химические характеристики, но именно хром отвечает за коррозионную устойчивость стального сплава.
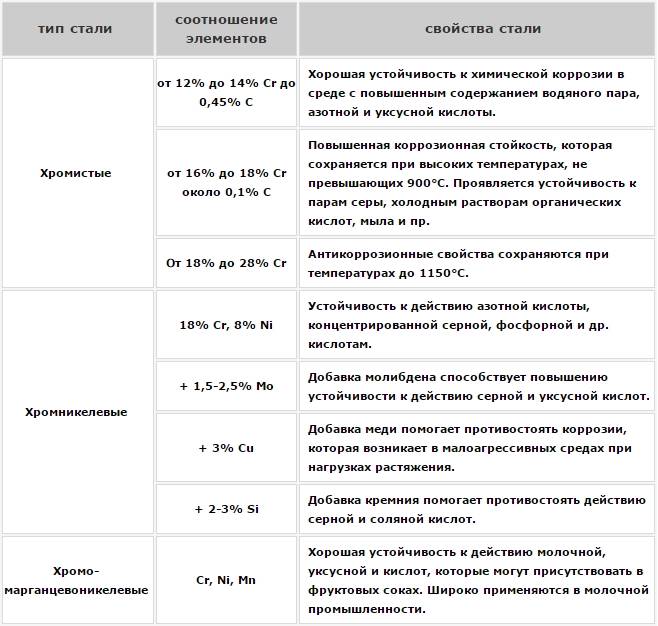
Влияние хрома на свойства нержавеющей стали
Нержавеющие стальные сплавы, в составе которых содержится 12% хрома, проявляют высокую коррозионную устойчивость только при взаимодействии с окружающим воздухом. Если количество хрома в химическом составе нержавеющей стали увеличить до 17%, то изделия из нее смогут спокойно взаимодействовать с азотной кислотой, не утрачивая при этом своих эксплуатационных характеристик.
Чтобы сделать металл устойчивым к еще более агрессивным средам, к числу которых относятся соляная, серная и другие кислоты, в нем не только увеличивают количественное содержание хрома, но и добавляют в его состав такие элементы, как медь, молибден, никель и др. Иными словами, выполняют пассивирование металла, то есть увеличивают его пассивность к коррозионным процессам.
В процессе пассивации зоны сварочного шва образуется прочная пленка
Пассивация, при которой в химический состав нержавеющей стали добавляют соответствующие легирующие элементы, – это не единственное условие высокой коррозионной устойчивости металла. Чтобы защитные свойства нержавеющей стали оставались на высоком уровне, оксидная пленка на ее поверхности, состоящая преимущественно из оксида хрома, должна быть целой, иметь однородный химический состав и толщину.
Причины возникновения коррозии
Несмотря на то, что в химическом составе нержавеющей стали должны содержаться пассиваторы, значительно повышающие ее коррозионную устойчивость, ее поверхность и внутренняя структура могут подвергаться коррозии.
Основной причиной, по которой нержавеющая сталь начинает разрушаться, является недостаточное или неравномерное содержание в ее химическом составе хрома. Вызвать коррозию также может контакт с металлом, который отличается значительно меньшей устойчивостью к окислению. Часто подвергаются разрушению изделия из нержавейки, которые были соединены между собой по технологии сварки.

Коррозия труб полотенцесушителя, возникшая по причине недобросовестного исполнения сварочного шва производителем
Что характерно, даже если нержавеющая сталь отличается очень высоким качеством, после сварки она может покрыться слоем ржавчины. Чтобы избежать таких негативных явлений, сварные швы, при помощи которых выполнено соединение изделий из нержавейки, необходимо тщательно зачищать и полировать. Такая процедура позволяет удалить с поверхности сварного шва и самих изделий из нержавейки остатки менее устойчивого к коррозии металла, который был использован для выполнения сварочных работ.
Очень часто на поверхность нержавейки частички менее устойчивого к коррозии металла попадают и в тех случаях, когда его обработка выполняется в непосредственной близости от стальных изделий. Так, если рядом пилят, шлифуют или выполняют другие виды обработки обычного металла, то его частички, попав на нержавеющую сталь, обязательно станут источниками ее коррозии. На нержавейке они могут появиться и в том случае, если вы решите выполнить ее обработку инструментом, который до этого взаимодействовал с обычным металлом. Именно поэтому инструменты, особенно относящиеся к режущему типу, желательно использовать для выполнения обработки только однотипных материалов.

Коррозия вытяжки из нержавеющей стали, произошедшая вследствие чистки изделия железной щеткой
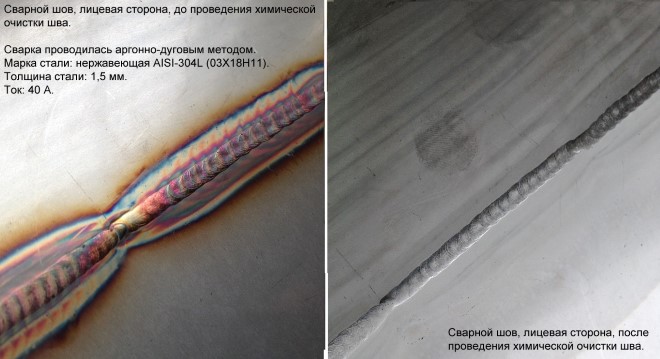
Однако, конечно, наиболее критичным местом на поверхности изделий из нержавейки с точки зрения возникновения и развития коррозионных процессов является сварной шов. Именно поэтому важны не только тщательная зачистка, шлифовка и полировка места сформированного сварного соединения, но и его пассивация, для чего используются различные кислотные растворы.
Пассивация (химическое пассивирование), как правило, выполняется с применением раствора, основу которого составляет азотная кислота. Обработка таким раствором тщательно подготовленного участка изделия из нержавеющей стали позволяет сформировать оксидную пленку, отличающуюся высокой пассивностью к коррозионным процессам.
Обработка сварных соединений на нержавейке, после которой и выполняется химическое пассивирование, осуществляется при помощи металлической щетки и шлифовальной машинки. При этом, как уже говорилось выше, важно следить за тем, чтобы используемые при пассивации инструменты не реагировали до этого с обычным металлом, частички которого могут стать источником развития коррозионных процессов.
Чтобы проверить, не присутствует ли на поверхности нержавейки включений обычного металла, можно воспользоваться двумя способами.
Обработка водным раствором азотной кислоты и ферроцианида калия
Места на поверхности изделия, на которых присутствуют включения свободного железа, после выполнения такой обработки сразу окрасятся в синий цвет. Следует отметить, что такой способ проверки используют преимущественно в условиях производственных лабораторий.
Смачивание обычной водой
Изделие выдерживают в таком состоянии на протяжении нескольких часов. Если на нержавейке присутствуют включения свободного железа, то участки с такими включениями начнут покрываться ржавчиной.
Виды коррозии
Несмотря на то, что коррозионный процесс приводит практически к одинаковым последствиям, причины, ее вызывающие, могут быть различными. Наиболее частой причиной коррозии изделий из нержавейки, используемых в бытовых условиях, является применение для их чистки средств, содержащих в своем химическом составе значительное количество хлора. Такие средства активно способствуют разрушению оксидной пленки на металле, что приводит к развитию коррозионного процесса на всей его поверхности (т.е. общей коррозии).
Щелевая коррозия нержавейки возникает в тех случаях, когда детали из такого металла длительное время соприкасаются между собой. Коррозия данного типа, что характерно, часто начинает развиваться в местах крепежа. Различают также точечную коррозию, которую часто называют питтинговой. Она возникает в тех случаях, когда оксидная пленка на нержавейке повреждена механическим способом.

Коррозия нержавейки под водой проявляется в большей степени в местах соединения деталей
Если нержавейка контактирует с разнородным для нее металлом в токопроводящей среде, начинает развиваться коррозия, которая получила название гальванической. Этому процессу наиболее подвержены изделия из нержавеющих сталей, эксплуатируемые в морской воде и при этом контактирующие с металлами, отличающимися меньшей степенью легирования.
Межкристаллитная коррозия – очень распространенное явление, возникающее в тех случаях, когда изделие из нержавеющей стали было подвергнуто значительному перегреву. При сильном нагреве (свыше 500°) на границах кристаллической решетки нержавеющей стали формируются карбиды хрома и железа, которые и становятся причиной снижения прочности металла.

Коррозия нержавеющей стали может возникать из-за применения хлоросодержащих чистящих составов
Различают также эрозивную коррозию, которая возникает, если нержавейка постоянно находится под воздействием абразивной среды. Постоянно воздействуя на поверхность металла, частички такой среды разрушают защитную оксидную пленку, которая не успевает восстанавливаться.
Пассивирование нержавейки
Обеспечить такие условия эксплуатации изделий из нержавеющей стали, чтобы они не контактировали с другими металлами и агрессивными средами, а также не подвергались механическим повреждениям, практически невозможно. Именно поэтому необходима упомянутая выше технологическая операция – пассивирование. Дополнительную степень защиты, которую обеспечивает пассивирование (пассивация), часто стараются обеспечить:
- трубным конструкциям из нержавейки;
- крепежным элементам;
- корпусным элементам конструкций и механизмов, эксплуатируемых в морской воде.
Между тем пассивация не всегда целесообразна даже для изделий подобного назначения.

Пассивирование сварочного шва нержавейки
Пассивирование, хотя и является методом обработки нержавеющей стали, способным обеспечить ее дополнительной защитой от коррозии, во многих случаях является нецелесообразным и даже может ухудшить защитные свойства стали. Поэтому прежде чем выполнять пассивацию, следует проанализировать условия, в которых будет эксплуатироваться изделие, чтобы однозначно решить, нужна ли его поверхности дополнительная защита.
Пассивация, если решение о ее выполнении принято, должна обеспечивать получение цельного и равномерного по толщине защитного слоя, что достигается строгим соблюдением технологического процесса. Как правило, пассивацию выполняют в тех случаях, когда дополнительная защита необходима внешней, а не внутренней поверхности изделия из нержавеющей стали.
Суть такого процесса, как пассивация, заключается в том, что поверхность изделия из нержавеющей стали обрабатывают специальным раствором, основу которого составляет азотная, а в некоторых случаях и лимонная кислота. Иногда такой раствор могут дополнять незначительным количеством (2-6%) бихромата натрия. Химический состав такого раствора, а также такие параметры, как температура нагрева и время выдержки, зависят от марки обрабатываемой нержавеющей стали.
Источник
Осветлить сварной шов. Миссия выполнима.
Выполнима несколькими способами.
![]()
Сварной шов на трубе после TIG сварки
Нержавейка сегодня очень популярный материал. Она применяется как в технических изделиях, так и в декоративных.
Мы много раз рассказывали о том, как зачистить сварной шов полностью. Чтобы деталь выглядела монолитной и однотонной.
А сегодня я расскажу как осветлить или очистить сварной шов, не прибегая к дорогому оборудованию, например к электрохимической пассивации.
Осветление сварного шва электрохимическим способом
Такой способ является очень удобным и эффектиным. Но он весьма дорогостоящий, и оправдан при больших объемах работ.
Зачем нужно осветлять сварные швы?
Это может быть необходимо чтобы визуально проконтролировать качество сварного шва или для создания красивого внешнего вида или чтобы повысить корозионную стойкость участка подвергшегося термовлиянию после сварки.
Итак, какие существуют способы недорогой обработки сварных швов. Один из самых распространенных путей — это травильная паста.
Это смесь нескольких кислот, в гелеобразной форме. Она наносится на сварной шов, выдерживается необходимое время (обычно 5–10 минут) и затем смывается водой.
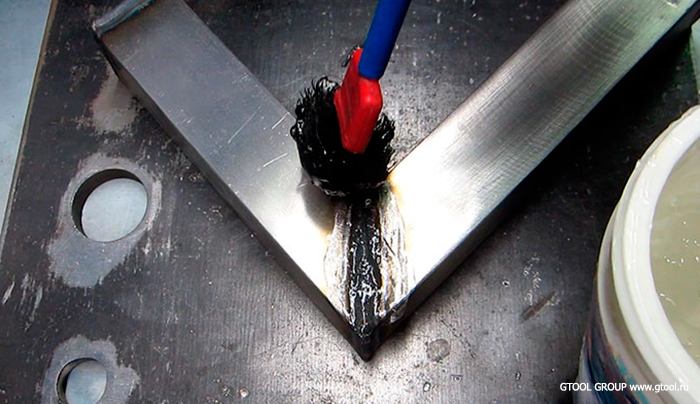
Нанесение Polinox на деталь из нержавейки
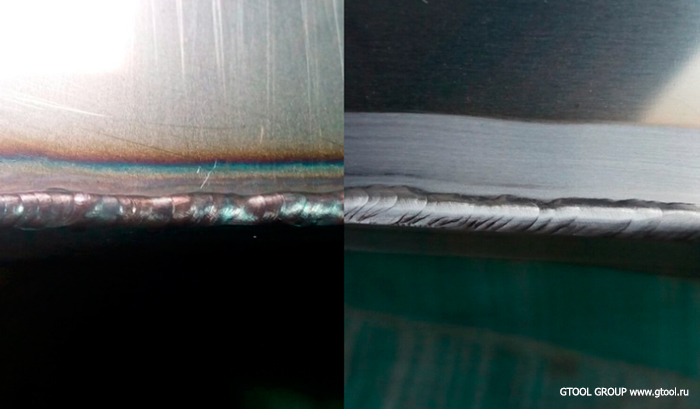
После этой процедуры шов осветляется и приобретает белый оттенок.
Шов после кислоты Polinox
Подробное описание процедуры здесь.
Способ неплохой, особенно когда нужно подобраться в глубокие углы, куда механическими средствами не залезть.
Есть конечно минусы:
- Это кислота — требуются особые условия хранения и соблюдение требований безопасности при работе.
- Требуется тщательно промывать деталь, а значит нужно больше места и специальные ванны.
Но в целом, способ один из самых распространенных и экономичных.
А теперь давайте рассмотрим варианты механической обработки сварных швов от побежалости.

Материалы для удаления побежалости на нержавейке
Круги и щётки 3M и Scotch-Brite™ Bristle
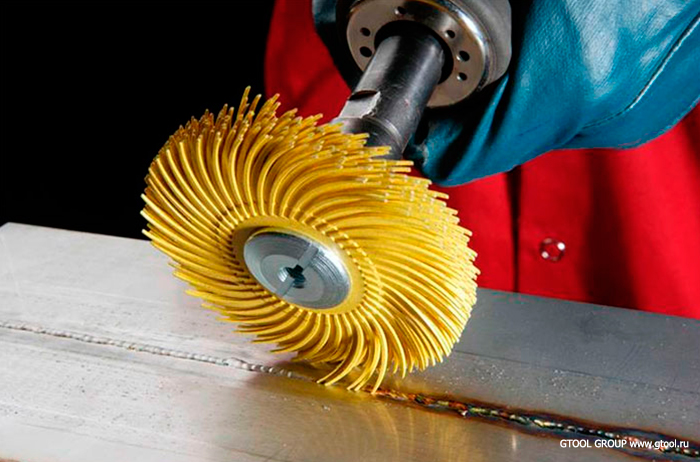
BRISTLE — круг радиальный d75, зерно 80
На сегодняшний день это наверное самый распространенный способ механической очистки сварного шва на нержавейке среди профессионалов.
Круги Scotch-BriteTM Bristle с гибкими щетинками отливаются из полимерного материала, по всему объему которого равномерно распределены зерна керамического оксида алюминия — агрессивного и износостойкого абразивного минерала.

Равномерное распределение абразивных зерен в Scotch-Brite™ Bristle
Очень высокая износостойкость щетки Scotch-BriteTM Bristle достигается тем, что шлифовка происходит стойким керамическим абразивным зерном на конце щетинки, а не самой полимерной щетиной. Тонкие гибкие щетинки мягко огибают самые сложные поверхности и, в то же время, проникают во внутренние углы, обеспечивая вышлифовку даже в самой глубине профиля, не изменяя его геометрии. Благодаря своему строению, Scotch-BriteTM Bristle не засаливаются.
Осветление сварного шва кругами Bristle 3M
Содержащееся абразивное зерно в щетках бывает разного размера. Для легкой идентификации каждое оно имеет свою цветовую маркировку.

Цветовая маркировка зернистости 3Mтм Bristle
Эти щетки могут иметь разные диаметры и разные способы посадки на иснтрумент. И могут использвать как на УШМ с регулировкой оборотов, на прямых машинах и даже на стационарных точилах.
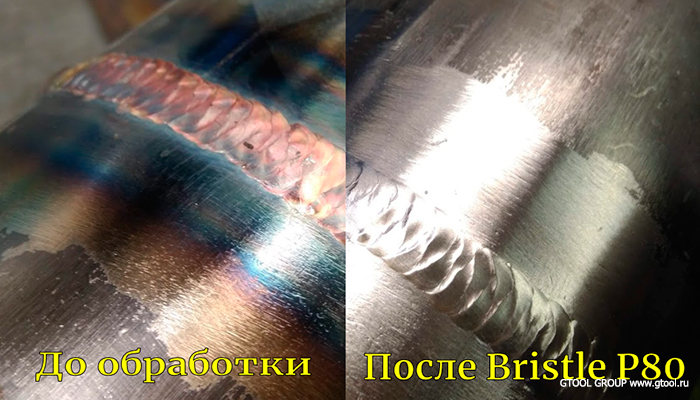
Шов до и после обработки 3Mтм Bristle
Более подробно о применении этих щеток и их разнообразии в нашей статье .
Нержавеющие металлические щетки

Именно нержавеющие щетки. Известно не мало случаев, когда люди покупают недорогие щетки из обычной стали и обрабатывают изделия из легированной стали. В результате, через какое-то время швы начинают “цвести” — ржаветь. Частички металла с самой щетки остаются в поверхности металла и начинают корозировать.
Щетки могут быть из гофорированной проволоки или жгутовые. Для более деликатной работы следует выбирать гофрированную проволоку минимальной толщины — 0,15–0,2 мм.
Но в любом случае металлические щетки обрабатывают поверхность более агрессивно, чем полимерные щетки или другие мягкие материалы. Поэтому они годятся даже для зачистки швов после полуавтоматической сварки.

Зачистка шва щеткой после MIG сварки
Обычно их не используют для обрабоки перил или ограждений из нержавейки, из-за грубой поверхности получаемой после обработки. Но тем не менее — это очень распространенный и рабочий варинат.

Бывают разных размеров и форм, и для разных инструментов, с посадкой под гайку на УШМ или под резьбу М14, и конечно с хвостовиком 6 мм для дрелей и ПШМ.
Доводочные круги CIBO.

Самые часто применяемые материалы среди доводочных — это круги с зернистостью 5 (SAG5, EAG5 и так далее). Такие круги сочетают мягкую структуру, которая “облизывает” сварной шов и залазит в сложные места, а абразивное зерно из карбида кремния придает красивый блеск.
SA5 (EA5)
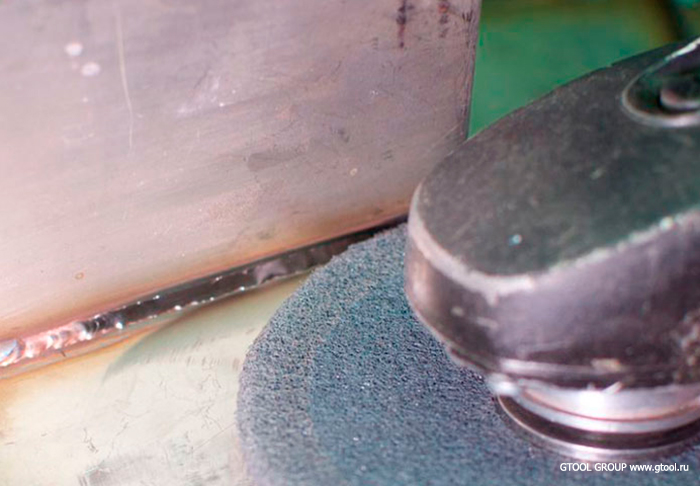
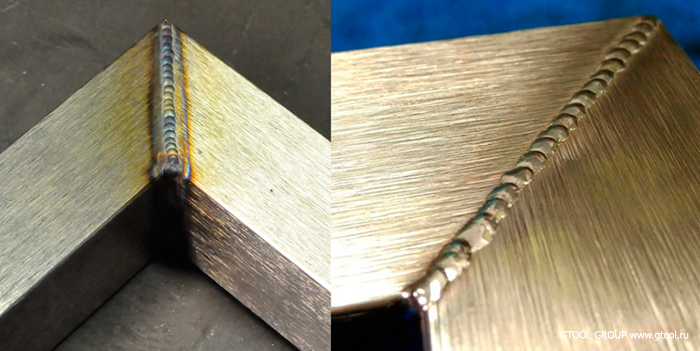
Осветление сварного шва в углу кругами SA5
Круги SA5 и ЕА5 имеют рамзеры 150х6 мм и мягкую структуру, что позволяет им комфортно работать в угловых соединениях.
SAG 5 (EAG5)

Осветление сварного шва на нерждавейке на плоскости кругами SAG5
Круги SAG5 и EAG5 отлично работают на внешних сварных швах, на плоскости или на круглой трубе.

FAG 5

Это отдельный вид доводочных кругов. Его отличает более агрессивное абразивное зерно из оксида алюминия и более мягкая и пористая структура.

Он работает еще мягче, еще лучше обхватывает сварной шов. Превосходное решение для открытых участков.
Сварной шов после FAG5
Круги, валики и головки из нетканых материалов.
Нетканые материалы (или Скотч-Брайт) — это один из самых распространенных материалов для работы с нержавеющей сталью.

Рулон из нетканго материала для ручной обработки.
Это очень мягкий материал, и может принимать форму изделия и сварного шва на нем. Кроме того, скотч-брайт может иметь в составе абразивное зерно разного размера. Поэтому вы можете подобрать оптимальное для вас решение.
Для своей задачи выберите наиболее удобный вариант, учитывая форму и расположение шва и имеющееся у вас оборудования.
Шлифовальные валики из Scotch-Brite.

Не часто используется для осветления шва, но спаравлется с такой задачей хорошо. Неудобство валиков заключается в их большой ширине — 100 мм. Но в Gtool.ru есть отличное решение — это валики шириной 50 мм. Такой размер очень удобен для обработки сварных швов например на больших емкостях, позволяет получить ровную зону обработки шва.
Шлифовальные головоки из нетканого материала

Принцип работы и материал абсолютно идентичен валикам. Но используется на другом инструменте — прямые шлифовальные машины или дрели. И размеры головок поменьше, ширина от 30 до 50 мм. Один из самых простых и бюджетных способов.

Но ни головки ни валики не смогут обработать внутренний сварной шов, из-за своего прямого профиля.
Нетканый материал для шлифования FEIN

А вот это уже то что нужно. Тот же самый материал, но собранный листами вдоль.

Это позволяет ему лучше охватывать сварной шов и забираться во внутренний угол. Диаметр 150 или 200 мм дает подобраться даже в глубокие пазы, как на фото.

Но и не стоит забывать, что вы можете все это сделать и руками, правда чуть дольше.
Рулоны и листы для шлифовки металла

Можно взять просто небольшой кусочек скотч-брайт и им очистить сварной шов снаружи или внутри.
Так же из него можно собрать самостоятельно приспособления для шлифовки. Например на разнообразные граверы, вроде Dremel. Получается очень бюджетно.

В целом получается — скотч-брайт всему голова.

Но есть еще запасной вариант.
Полировальные круги с пастами.
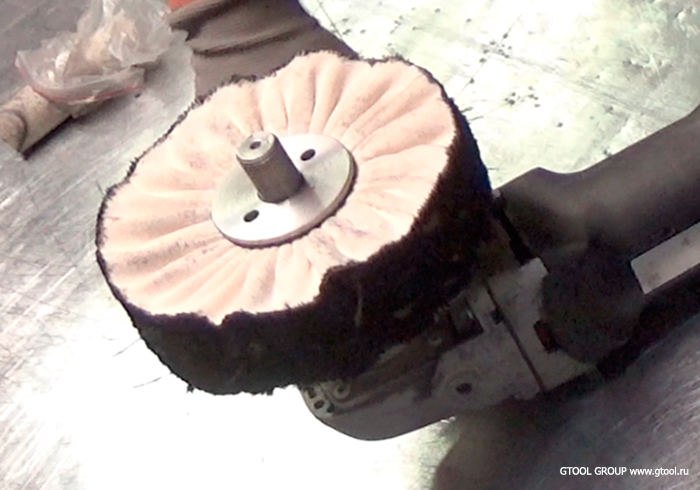
Оптимальными для такой задачи будут сизалевые круги или ХБ. За счет мягкости и многослойности они “оближут” шов со всех сторон, а полировальная паста выполнит роль абразива.
Вот так выглядит результат.
Но есть нюанс — частицы полировальной пасты попадают в чешуйки и поры шва, и остаются там виде черного налета. Поэтому после полировки придется обработать каким-то жидким растворителем, чтобы вымыть эту грязь. Неплохо справится и спрей 3М.

Как видите — вариантов очистить побежалось есть немало. Поэтому смело выбирайте тот что вам по душе и по карману.
Самые актуальные новости в наших соцсетях и на нашем канале:
Источник



