
- Пассивация металлов.
- Существует несколько теорий механизма пассивации металлов:
- Технология пассивации металла, виды и составы
- Суть и описание процесса пассивации металла
- Свойства пассивированного металла и его применение
- Виды пассивирования
- Химическое
- Электрохимическое
- Содержание составов для пассивации
- Аппарат для пассивации нержавеющей стали своими руками
- Пассивация нержавейки
- Сущность процесса
- Какие окислители требуются для пассивации
- Последовательность проведения пассивации
- Пассивирование металла: назначение, технология, методы
- Чем обусловлена высокая коррозионная устойчивость нержавеющих сталей
- Причины возникновения коррозии
- Виды коррозии
- Пассивирование нержавейки
Пассивация металлов.
Процесс пассивации металлов означает создание на поверхности тонких пленок с целью защиты от коррозии. Эти пленки, образующиеся под воздействием растворов, создают плотный, почти непроницаемый барьер, благодаря чему коррозия сильно тормозится или полностью прекращается.
Существует несколько теорий механизма пассивации металлов:
- Пленочная теория причину пассивности поверхности металла процессу коррозии объясняет образованием тончайшего, часто невидимого слоя из соединений металла;
- По адсорбционной теории механизм защиты металлов объясняется насыщением валентности поверхностных атомов путем образования химических связей с адсорбирующимися атомами кислорода;
- По электрохимическому механизму предполагается ионизация адсорбированного кислородного атома, вызывающего сдвиг электродного потенциала металла в положительную сторону, что способствует пассивации поверхности.
Процесс пассивации металлов чаще проводят с целью кратковременной защиты стальных деталей от воздействия окружающей среды. Эффективность такого метода защиты от коррозии определяется условиями пассивирования, составом металла, а также состоянием его поверхности.

Травление детали перед пассивацией.
Наибольшее повышение стойкости против коррозии достигается при пассивировании легированных сталей.
Пассивация металлов может проводится химически или электрохимически. Для химической пассивации малоуглеродистых сталей рекомендуется 9 – 10% -ный раствор бихромата калия. При комнатной температуре обработку ведут в течение 1 часа, а при нагреве до 60ºС – в течение 20 минут.
Электрохимически пассивацию металлов проводят для холоднокатаной стали в электролите, содержащем 20 – 30 г/л бихромата калия, 20 – 25 г/л фосфата натрия и 5 г/л едкого натрия, при температуре 80 – 85ºС в течение 3 – 5 секунд. Анодная плотность тока 8 – 10 А/дм 2 .
Для защиты стальных изделий при межоперационном хранении используют растворы, содержащие 0,2 – 0,5% NaNO2 и 0,3 – 0,5% Na2CO3. При комнатной температуре время обработки 30 – 40 минут, при 60 – 70ºС достаточно 5 – 10 минут.
В нейтральной среде детали можно обрабатывать 25 – 30% — ным раствором NaNO2. После высыхания на поверхности металла остается слой кристаллов нитрита натрия, который хорошо предотвращает коррозию в атмосфере с высокой влажностью.
Для временной консервации деталей рекомендуется применять растворы нитрита натрия с добавкой глицерина, что повышает их вязкость и способствует образованию на поверхности металла тонкого пассивирующего слоя.
Пассивирование легированных сталей производят в концентрированных растворах азотной кислоты, которая является сильным окислителем, иногда добавляют двухромовокислый калий.
Для стали Х18Н9Т раствор содержит азотную кислоту 400 – 800 г/л, время обработки при комнатной температуре 30 – 60 минут; для стали 2Х13 в составе раствора: азотная кислота 270 – 300 г/л, бихромат калия 20 – 25 г/л, температура 40 – 45ºС, время 15 – 20 минут.
После пассивации металлов внешний вид поверхности не меняется.

Необходимо следить, чтобы во время пассивации металлов не происходило газовыделения, которое свидетельствует о начале процесса травления.
Перед операцией пассивации металлов необходимо детали подготовить: провести обезжиривание (см. «Обезжиривание поверхности») и травление («Травление поверхности. Часть1»). С поверхностей деталей, прошедших термическую обработку, должна быть удалена окалина (см.«Травление поверхности. Часть 2»).
После пассивации металлов проводят тщательную промывку в проточной воде и нейтрализацию слабым (20 – 30 г/л) раствором аммиака.
Процесс пассивирования металлов широко применяется для защиты внутренней поверхности трубопроводов и теплообменного оборудования путем внешнего воздействия электрического поля, в результате чего металл на внутренней поверхности трубопровода пассивируется и не поддается коррозии.
Источник
Технология пассивации металла, виды и составы
Пассивация — это защита металла стойкими к коррозии тонкими поверхностными пленками. Свойства и применение пассивированных металлов и сплавов. Виды пассивирования и состав электролитов. Особенности и поэтапное описание технологии.

Пассивация — это формирование на поверхности металла тонких оксидных или солевых пленок, которые защищают его от внешней коррозии. Такое покрытие препятствует контакту металла с кислородом и агрессивными средами. При пассивировании защитные пленки могут образовываться на металлической поверхности как естественным, так и искусственным путем. В первом случае они состоят из оксидов химических элементов, входящих в состав самого металла, а во втором могут включать в себя оксиды и соли других химических элементов. Например, чистый алюминий естественным способом образует очень стойкую оксидную пленку, поэтому устойчив к большинству видов коррозии. А вот изделия из его сплавов, содержащих химически активные компоненты, уже нуждаются в искусственной коррозионной защите и поэтому подвергаются пассивированию в солевых растворах.
Пассивацию широко применяют для защиты поверхностей изделий из стали, меди, никеля, алюминия и их сплавов. Даже защитные цинковые и кадмиевые покрытия пассивируют солями хрома для повышения их коррозионной и механической стойкости. Пассивирование металла вызывает образование на его поверхности слоя оксидов или солей толщиной в несколько микрон, что практически не влияет на геометрические размеры изделий. С другой стороны, такие пленки могут снижать контактную проводимость основного материала, но, как правило, в меньшей степени, чем слой корродированного металла.
Суть и описание процесса пассивации металла
При пассивировании поверхности металлических изделий обрабатывают растворами химических соединений, обладающих окислительными свойствами. В этой роли чаще всего выступают кислоты, нитриты и растворы солей хрома (реже — молибдена). Нанесение раствора на поверхность металлических заготовок производится методом погружения или вручную, с помощью специального оборудования. Применяемые при пассивировании растворы обычно состоят из основного реагента и нескольких добавок, ускоряющих и стабилизирующих процесс пассивации.
В общем виде процесс пассивирования состоит из следующих этапов:
- Механическая очистка поверхностей изделия.
- Химическое обезжиривание в растворе едкого натра и кальцинированной соды.
- Промывка в проточной горячей, а затем холодной воде.
- Пассивирование в течение заданного времени.
- Нейтрализация в растворе кальцинированной соды.
- Промывка путем многократного погружения в проточную холодную воду.
- Сушка в сушильном шкафу или обдувом теплого воздуха.
- Контроль качества поверхности после пассивирования производится визуальным или инструментальным способом. При неудовлетворительном результате процесс пассивирования повторяется, начиная с п. 1.

Свойства пассивированного металла и его применение
Пассивация железа и его сплавов в виде конструкционных и специальных сталей обычно проводится по покрытию из никеля, цинка или кадмия с использованием солей хрома. Такое пассивирование укрепляет поверхностный слой и позволяет эксплуатировать стальные изделия в течение длительного периода без опасности коррозии, а в случае ее проявления обрабатывать только пораженные участки. Пассивирование меди и ее сплавов (бронзы и латуни) выполняется как в защитных, так и в декоративных целях с применением хроматных растворов. В этом случае на поверхности медного изделия образуется тонкая прозрачная пленка, предохраняющая металл от окисления и сохраняющая его товарный вид.
Пассивирование серебра проводят для этих же целей с применением аналогичных технологий.
Виды пассивирования
Химическое
Химическое пассивирование происходит в результате притяжения отрицательных ионов растворенных в воде солей к поверхности металла, атомы которого имеют положительный потенциал. Для этого металлические изделия, предварительно очищенные и обезжиренные, помещаются в специальную ванну, заполненную соответствующим раствором. Основным компонентом в таком электролите является соль металла, образующего защитную пленку на поверхности изделия. Химическая пассивация также может выполняться по месту установки изделия. В этом случае все процессы, начиная от очистки и заканчивая пассивацией, нейтрализацией и обмывкой, выполняются вручную с помощью специального оборудования.
Электрохимическое

Содержание составов для пассивации
Все соли хрома (особенно шестивалентного) очень токсичны. Поэтому проводить хромовую пассивацию металлических изделий можно только на специализированных производствах, имеющих соответствующие системы очистки и водоотведения, а также специально обученный персонал.
Нигде не пишут, каким образом выполняется пассивирование солями хрома непосредственно в местах установки оборудования. Как в этих случаях удаляют химические реагенты? Или при такой обработке применяют другие составы? Если кто-нибудь располагает информацией по данному вопросу, поделитесь, пожалуйста, в комментариях к нашей статье.
Источник
Аппарат для пассивации нержавеющей стали своими руками
Пассивация нержавейки
В практике получения стальных деталей и конструкций, работающих в условиях повышенной влажности, часто требуется своевременно удалять ионы свободного железа с поверхности. Эту функцию выполняет пассивация.
Сущность процесса
Пассивация не относится к операциям электролитической отделки, при которой увеличивается коррозионная стойкость нержавеющих сталей. В процессе пассивации обычно используется разбавленная азотная или лимонная кислота, способствующая образованию инертного защитного оксидного слоя. Он более инертен к воздуху, поэтому замедляет последующую коррозию.

Кислота химически удаляет – растворяет — свободное железо с поверхности нержавеющей стали, заменяя его тонкой поверхностной плёнкой, состоящей из менее химически активных оксидов. Поскольку в составе любой нержавеющей стали присутствует большое количество хрома, то в результате пассивации образуется именно оксид хрома, имеющий повышенную толщину. Поверхность пассивируется, а защита от ржавчины улучшается. Одновременно происходит удаление поверхностных загрязнений.
Какие окислители требуются для пассивации
Главным условием пассивации нержавеющей стали является то, чтобы пассивация не разрушала основной металл. Поэтому окислитель должен быть «мягким», с относительно малым рН. При таких условиях защитная пассивная плёнка образуется самопроизвольно. В качестве таких веществ лучше использовать лимонную кислоту, поскольку органические кислоты работают мягче, чем минеральные, к тому же они не нуждаются в специальной подготовке.
Можно ли обойтись без пассивации? Нержавеющая сталь обладает коррозионно-стойкими свойствами благодаря содержанию в ней хрома, однако не является абсолютно непроницаемой для коррозии. Окисляясь в присутствии лимонной кислоты, хром образует стойкую к влаге поверхностную плёнку.

Провоцировать коррозию нержавеющей стали могут:
- Инородный материал в производственной среде;
- Сульфиды, которые часто добавляют в нержавеющую сталь для улучшения её обрабатываемости;
- Частицы железа от режущих инструментов, перемещающиеся переносятся на поверхность деталей в процессе механической обработки.
Последовательность проведения пассивации
Рекомендуется следующий порядок проведения рассматриваемой технологии:
- Предварительная очистка поверхности пассивируемой детали от любых загрязнений.
- Химическая обработка путем погружения материала в ванну с лимонной кислотой.
- Промывка в воде.
- Нейтрализация остатков кислоты в водном растворе карбоната натрия.
- Сушка.
- Тестирование готовой поверхности (используется электроконтактный метод измерения, поскольку проводимость пассивированного слоя хуже, чем обычного).
Пассивацию рекомендуется выполнять для всех марок нержавеющих сталей, которые содержат в своём составе более 0,02% серы (даже, если визуально поверхность кажется чистой и блестящей). Особенно желательной является обработка сталей, содержащих сульфиды, а также титан и тантал – металлы, оксиды которых сравнительно быстро разрушаются во влажной атмосфере.
Для усиления эффективности пассивации в растворы кислотных ванн обычно добавляют дихромат натрия. Более производительны варианты с одновременным наложением ультразвуковых колебаний: в таких условиях интенсифицируется образование оксида хрома, которое начинается ещё тогда, когда обрабатываемый материал находится в кислотной ванне.
Толщина пассивирующей плёнки весьма мала – до 5 мкм, но этого достаточно для надёжной защиты поверхности нержавеющей стали от коррозии.
Пассивирование металла: назначение, технология, методы
Несмотря на то, что нержавеющая сталь отличается высокой устойчивостью к коррозии, дополнительная защита, которую позволяет получить такая технологическая операция, как пассивация, для нее желательна. В отдельных случаях, когда большому риску развития коррозии подвержены даже изделия, изготовленные из нержавеющей стали, необходимость в выполнении такой процедуры не вызывает сомнений.
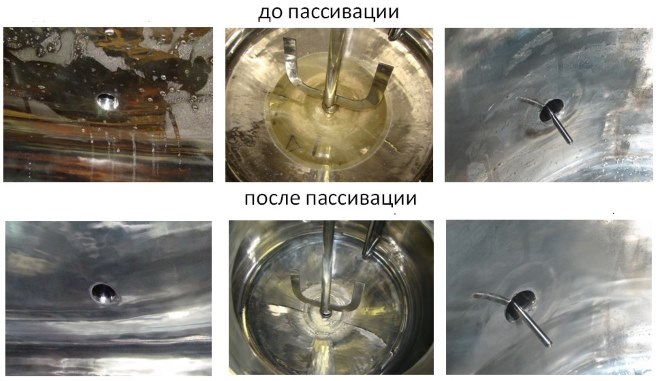
Примеры нержавеющих поверхностей, подвергнутых коррозии, и результаты проведенной пассивации
Чем обусловлена высокая коррозионная устойчивость нержавеющих сталей
Суть такого явления, как коррозия, состоит в том, что поверхность металла под воздействием негативных внешних факторов и окружающей среды начинает разрушаться. Что характерно, коррозия из-за постоянного окисления поражает металл слой за слоем, постепенно разрушая внутреннюю структуру стали. Во многих случаях локализовать пораженные участки внутренней структуры металла уже не имеет смысла, поэтому стальные изделия приходится заменять на новые.
Пассивирование (или пассивация) как технология, позволяющая обеспечить надежную защиту стали от коррозии, лежит в основе создания такого уникального металла, каким является нержавеющая сталь. В химическом составе преимущественного большинства сталей, относящихся к нержавеющей категории, могут содержаться различные элементы:
Однако основным легирующим элементом таких сталей, количество которого в их составе может варьироваться в пределах 12–20%, является хром. Добавление различных легирующих элементов в состав нержавеющих сталей позволяет придать им требуемые физико-химические характеристики, но именно хром отвечает за коррозионную устойчивость стального сплава.
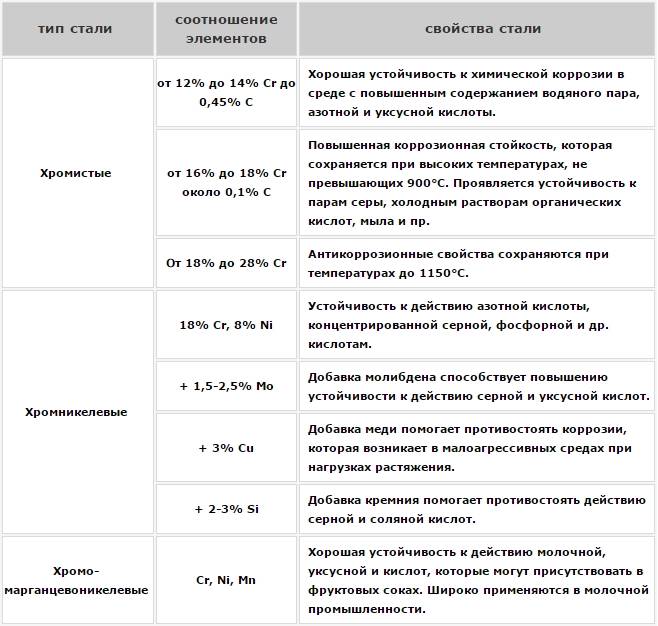
Влияние хрома на свойства нержавеющей стали
Нержавеющие стальные сплавы, в составе которых содержится 12% хрома, проявляют высокую коррозионную устойчивость только при взаимодействии с окружающим воздухом. Если количество хрома в химическом составе нержавеющей стали увеличить до 17%, то изделия из нее смогут спокойно взаимодействовать с азотной кислотой, не утрачивая при этом своих эксплуатационных характеристик.
Чтобы сделать металл устойчивым к еще более агрессивным средам, к числу которых относятся соляная, серная и другие кислоты, в нем не только увеличивают количественное содержание хрома, но и добавляют в его состав такие элементы, как медь, молибден, никель и др. Иными словами, выполняют пассивирование металла, то есть увеличивают его пассивность к коррозионным процессам.
В процессе пассивации зоны сварочного шва образуется прочная пленка
Пассивация, при которой в химический состав нержавеющей стали добавляют соответствующие легирующие элементы, – это не единственное условие высокой коррозионной устойчивости металла. Чтобы защитные свойства нержавеющей стали оставались на высоком уровне, оксидная пленка на ее поверхности, состоящая преимущественно из оксида хрома, должна быть целой, иметь однородный химический состав и толщину.
Причины возникновения коррозии
Несмотря на то, что в химическом составе нержавеющей стали должны содержаться пассиваторы, значительно повышающие ее коррозионную устойчивость, ее поверхность и внутренняя структура могут подвергаться коррозии.
Основной причиной, по которой нержавеющая сталь начинает разрушаться, является недостаточное или неравномерное содержание в ее химическом составе хрома. Вызвать коррозию также может контакт с металлом, который отличается значительно меньшей устойчивостью к окислению. Часто подвергаются разрушению изделия из нержавейки, которые были соединены между собой по технологии сварки.

Коррозия труб полотенцесушителя, возникшая по причине недобросовестного исполнения сварочного шва производителем
Что характерно, даже если нержавеющая сталь отличается очень высоким качеством, после сварки она может покрыться слоем ржавчины. Чтобы избежать таких негативных явлений, сварные швы, при помощи которых выполнено соединение изделий из нержавейки, необходимо тщательно зачищать и полировать. Такая процедура позволяет удалить с поверхности сварного шва и самих изделий из нержавейки остатки менее устойчивого к коррозии металла, который был использован для выполнения сварочных работ.
Очень часто на поверхность нержавейки частички менее устойчивого к коррозии металла попадают и в тех случаях, когда его обработка выполняется в непосредственной близости от стальных изделий. Так, если рядом пилят, шлифуют или выполняют другие виды обработки обычного металла, то его частички, попав на нержавеющую сталь, обязательно станут источниками ее коррозии. На нержавейке они могут появиться и в том случае, если вы решите выполнить ее обработку инструментом, который до этого взаимодействовал с обычным металлом. Именно поэтому инструменты, особенно относящиеся к режущему типу, желательно использовать для выполнения обработки только однотипных материалов.

Коррозия вытяжки из нержавеющей стали, произошедшая вследствие чистки изделия железной щеткой
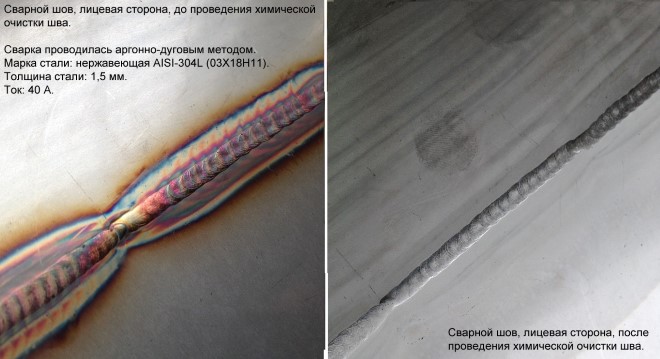
Однако, конечно, наиболее критичным местом на поверхности изделий из нержавейки с точки зрения возникновения и развития коррозионных процессов является сварной шов. Именно поэтому важны не только тщательная зачистка, шлифовка и полировка места сформированного сварного соединения, но и его пассивация, для чего используются различные кислотные растворы.
Пассивация (химическое пассивирование), как правило, выполняется с применением раствора, основу которого составляет азотная кислота. Обработка таким раствором тщательно подготовленного участка изделия из нержавеющей стали позволяет сформировать оксидную пленку, отличающуюся высокой пассивностью к коррозионным процессам.
Обработка сварных соединений на нержавейке, после которой и выполняется химическое пассивирование, осуществляется при помощи металлической щетки и шлифовальной машинки. При этом, как уже говорилось выше, важно следить за тем, чтобы используемые при пассивации инструменты не реагировали до этого с обычным металлом, частички которого могут стать источником развития коррозионных процессов.
Чтобы проверить, не присутствует ли на поверхности нержавейки включений обычного металла, можно воспользоваться двумя способами.
Обработка водным раствором азотной кислоты и ферроцианида калия
Места на поверхности изделия, на которых присутствуют включения свободного железа, после выполнения такой обработки сразу окрасятся в синий цвет. Следует отметить, что такой способ проверки используют преимущественно в условиях производственных лабораторий.
Изделие выдерживают в таком состоянии на протяжении нескольких часов. Если на нержавейке присутствуют включения свободного железа, то участки с такими включениями начнут покрываться ржавчиной.
Виды коррозии
Несмотря на то, что коррозионный процесс приводит практически к одинаковым последствиям, причины, ее вызывающие, могут быть различными. Наиболее частой причиной коррозии изделий из нержавейки, используемых в бытовых условиях, является применение для их чистки средств, содержащих в своем химическом составе значительное количество хлора. Такие средства активно способствуют разрушению оксидной пленки на металле, что приводит к развитию коррозионного процесса на всей его поверхности (т.е. общей коррозии).
Щелевая коррозия нержавейки возникает в тех случаях, когда детали из такого металла длительное время соприкасаются между собой. Коррозия данного типа, что характерно, часто начинает развиваться в местах крепежа. Различают также точечную коррозию, которую часто называют питтинговой. Она возникает в тех случаях, когда оксидная пленка на нержавейке повреждена механическим способом.

Коррозия нержавейки под водой проявляется в большей степени в местах соединения деталей
Если нержавейка контактирует с разнородным для нее металлом в токопроводящей среде, начинает развиваться коррозия, которая получила название гальванической. Этому процессу наиболее подвержены изделия из нержавеющих сталей, эксплуатируемые в морской воде и при этом контактирующие с металлами, отличающимися меньшей степенью легирования.
Межкристаллитная коррозия – очень распространенное явление, возникающее в тех случаях, когда изделие из нержавеющей стали было подвергнуто значительному перегреву. При сильном нагреве (свыше 500°) на границах кристаллической решетки нержавеющей стали формируются карбиды хрома и железа, которые и становятся причиной снижения прочности металла.

Коррозия нержавеющей стали может возникать из-за применения хлоросодержащих чистящих составов
Различают также эрозивную коррозию, которая возникает, если нержавейка постоянно находится под воздействием абразивной среды. Постоянно воздействуя на поверхность металла, частички такой среды разрушают защитную оксидную пленку, которая не успевает восстанавливаться.
Пассивирование нержавейки
Обеспечить такие условия эксплуатации изделий из нержавеющей стали, чтобы они не контактировали с другими металлами и агрессивными средами, а также не подвергались механическим повреждениям, практически невозможно. Именно поэтому необходима упомянутая выше технологическая операция – пассивирование. Дополнительную степень защиты, которую обеспечивает пассивирование (пассивация), часто стараются обеспечить:
- трубным конструкциям из нержавейки;
- крепежным элементам;
- корпусным элементам конструкций и механизмов, эксплуатируемых в морской воде.
Между тем пассивация не всегда целесообразна даже для изделий подобного назначения.

Пассивирование сварочного шва нержавейки
Пассивирование, хотя и является методом обработки нержавеющей стали, способным обеспечить ее дополнительной защитой от коррозии, во многих случаях является нецелесообразным и даже может ухудшить защитные свойства стали. Поэтому прежде чем выполнять пассивацию, следует проанализировать условия, в которых будет эксплуатироваться изделие, чтобы однозначно решить, нужна ли его поверхности дополнительная защита.
Пассивация, если решение о ее выполнении принято, должна обеспечивать получение цельного и равномерного по толщине защитного слоя, что достигается строгим соблюдением технологического процесса. Как правило, пассивацию выполняют в тех случаях, когда дополнительная защита необходима внешней, а не внутренней поверхности изделия из нержавеющей стали.
Суть такого процесса, как пассивация, заключается в том, что поверхность изделия из нержавеющей стали обрабатывают специальным раствором, основу которого составляет азотная, а в некоторых случаях и лимонная кислота. Иногда такой раствор могут дополнять незначительным количеством (2-6%) бихромата натрия. Химический состав такого раствора, а также такие параметры, как температура нагрева и время выдержки, зависят от марки обрабатываемой нержавеющей стали.
Источник



