- Быстросъемный параллельный упор для станков своими руками
- Параллельные подкладки (параллельки) — оснастка для фрезерного станка
- Каталог
- Параллельки для фрезерного станка
- CNCCookbook’s Feeds & Speed Master Class
- Что такое Climb Milling против обычного фрезерования (Down Milling и Up Milling)?
- Преимущества и недостатки восходящего и фрезерного фрезерования (обычные и подъемные)
- Подъем фрезерный люфт
- При определенных условиях на фрезерном фрезе получается отрицательная геометрия резания
- Прогиб инструмента и точность резания при подъеме по сравнению с обычным фрезерованием
- Рассмотрим обычное фрезерование для чистовых пропусков
- Рассмотрим обычное фрезерование при микрообработке
Быстросъемный параллельный упор для станков своими руками
Здравствуйте, уважаемые читатели и самоделкины!
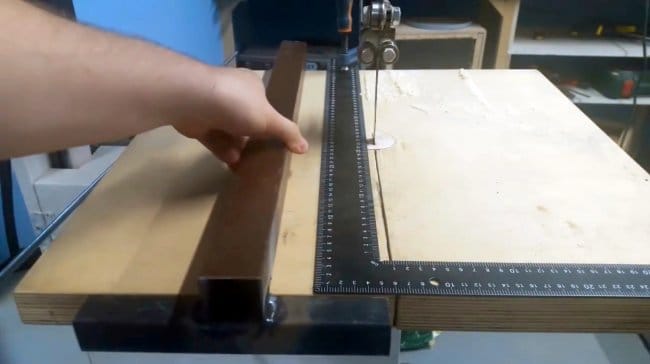
Одним из наиболее важных конструктивных приспособлений для множества разнообразных станков является параллельный упор. Без него невозможно выполнить ряд основных операций на циркулярном, фрезерном и ленточно-пильном станках.
Конечно, это приспособление почти всегда идет в комплекте с заводскими станками, однако некоторые станки можно сделать самостоятельно, это же касается и параллельного упора.
В данной статье автор YouTube канала «Crazy Workshop» расскажет Вам, как он сделал быстросъемную разновидность такого упора.

Этот проект достаточно прост в изготовлении, однако потребуется небольшой объем сварочных работ.
Материалы.
— Стальные профильные трубы 20X20 40X40 мм
— Бакелитовая барашковая гайка M8
— Листовая фанера 25 мм толщиной
— Стальная шпилька M8, гайки, шайбы, уголки
— Пружина сжатия, саморезы
— Аэрозольная эмаль, клей ПВА, наждачная бумага.












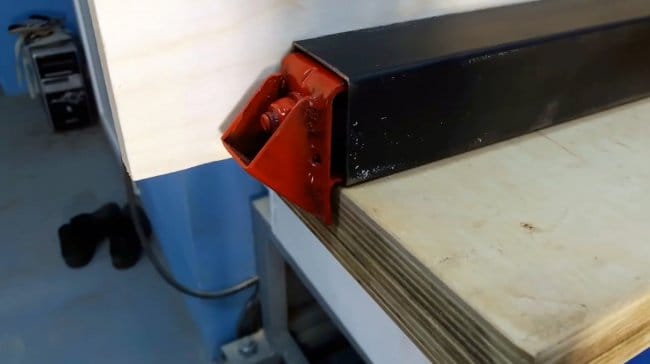
На профильную трубу наносится слой клея ПВА, и к ней прикручивается фанерная деталь. При этом автор использует саморезы с конусной головкой под потай.
Конечно, перед склеиванием этих элементов нужно зачистить раму лепестковым диском, обезжирить и покрасить ее, чтобы защитить от коррозии.


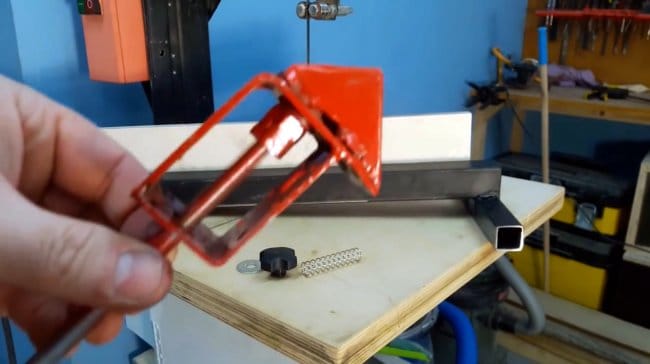
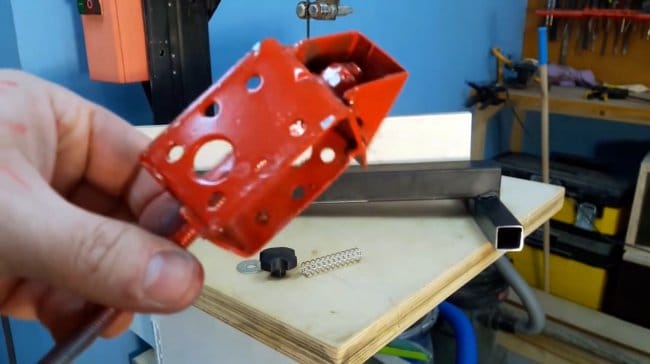
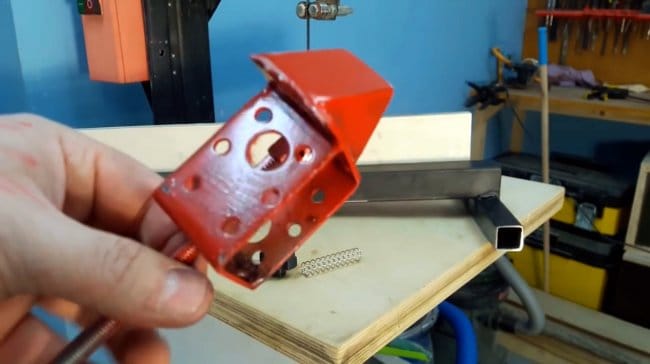







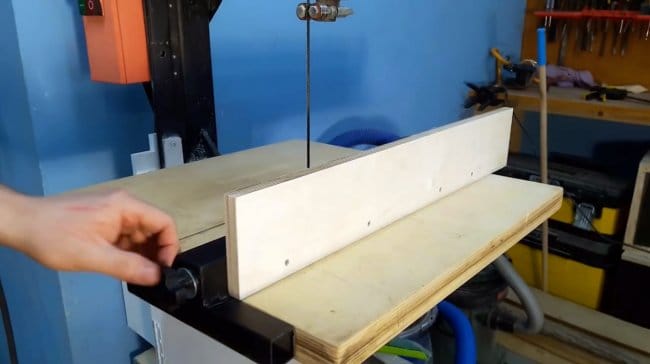
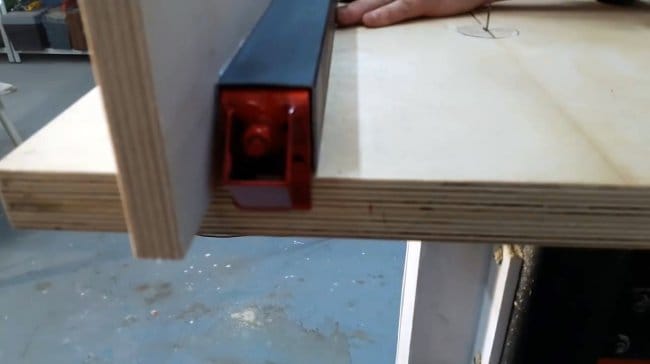
Затягивая эту гайку, будет прижиматься подвижная «губка», и вся конструкция упора будет работать как подобие длинной струбцины, фиксируясь на краях стола.
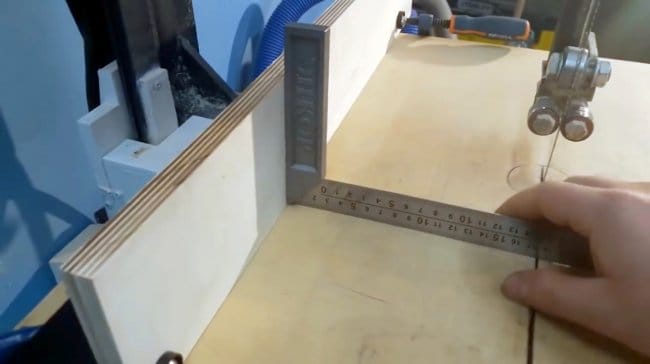
Конечно, оба края стола должны быть параллельны друг другу.





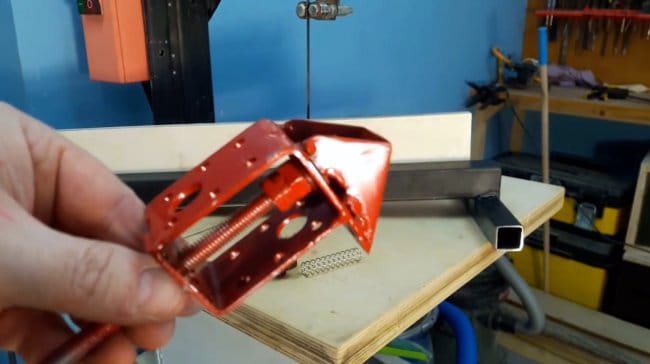
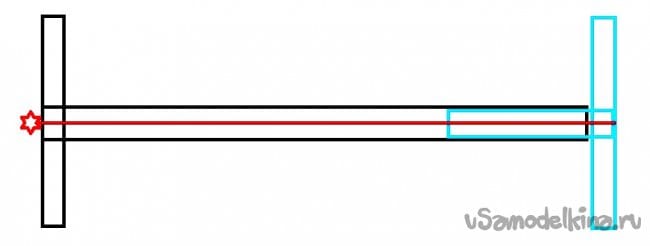
Конечно, она требует нескольких доработок.
Например, подвижный прижим стоит сделать с направляющей из 100-150 мм обрезка профильной трубы 35X35 мм, которая будет вставляться в раму практически без люфта.
К такой направляющей следует приварить трубу 20X20 мм, аналогично неподвижному упору.
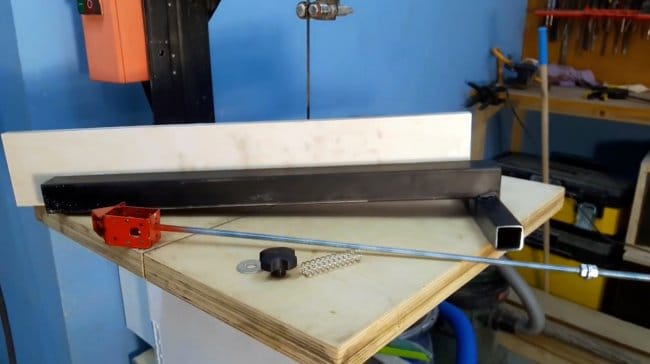
Таким образом, параллельный упор будет фиксироваться с двух сторон стола широкими «губками», что уменьшит отклонение плоскости упора от угла в 90 градусов относительно края стола.
Благодарю автора за реализацию простой конструкции быстросъемного параллельного упора для станков.
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.
Источник
Параллельные подкладки (параллельки) — оснастка для фрезерного станка

Данные приспособления используются для ориентирования зажимания детали в станочных тисках параллельно и на заданном расстоянии от базы тисков, в случаях когда ее высота меньше высоты губок, при необходимости сделать сквозное отверстие/выборку, в других случаях.
У нас еще некоторые продавцы продают под названием «призмы станочные».
Купить у нас сложно и дорого, самому делать — необходим шлифовальный станок и термообработка, коих у меня нет.
Вкусные предложения дюймовые, очень хотелось метрические.
Фото из лота: 
Что приехало 
На вид симпотичные, доставлял СПСР, по моему выбору через PickPoint, удивительно, но ящик целый. Был завернут в несколько слоев «пупырки», пленки, и еще чего-то мягкого.
Каждая пара завернута отдельно в промасленную бумагу, я уже снял. В некоторых местах имеется чуть ржавых точек, но не критично.


Микрометра на работе нет, для начала устрою входной контроль штангелем


Вот с длинной бидээ:


Параллелизм надо мерить индикатором, на глаз пары норм, проверяется складыванием, одной стороной, потом одна параллелька из пары переворачивается на 180 и опять складывается:

По толщине отдельные тоже друг с другом хорошо совпадают, руками разность уровней не ощутил.
Закалены, измерять нечем, но канцелярский нож поцарапать не в силах.
Конечно, не Starret, но примерно уровня исполнения SHARS.
Для интересующихся, пример использования.
Берем деталь, к примеру надо снять ее верхнюю часть, строго параллельно основанию, пробуем закрепить в тисках:

Деталь меньше по высоте, чем губки тисков, расчехляем параллельки, подбираем необходимую пару по высоте:
Источник
Каталог
 | Оборудование для окон пвх Yilmaz |
| |
| Оборудование для ПВХ окон ProfteQ |
| |
| Оборудование для производства алюминиевых конструкций LGF |
| |
| Оборудование для производства алюминиевых окон и конструкций Comall |
| |
| Оборудование для производства окон KABAN |
| |
| Оборудование для пластиковых окон MLA |
| |
| Оборудование для производства стеклопакетов |
| |
| |
| Оборудование для ламинации ПВХ профиля |
| |
| Комплекты оборудования |
| |
| Центры ЧПУ |
| |
| Пильные диски и фрезы по алюминию, ПВХ, пластику, металлу |
| |
| Ручной инструмент |
| |
| Запчасти для оборудования |
| |
| | Параллельки для фрезерного станкаУ нас еще некоторые продавцы продают под названием «призмы станочные». Вкусные предложения дюймовые, очень хотелось метрические. Фото из лота: Что приехало На вид симпотичные, доставлял СПСР, по моему выбору через PickPoint, удивительно, но ящик целый. Был завернут в несколько слоев «пупырки», пленки, и еще чего-то мягкого. Каждая пара завернута отдельно в промасленную бумагу, я уже снял. В некоторых местах имеется чуть ржавых точек, но не критично.
Микрометра на работе нет, для начала устрою входной контроль штангелем
Вот с длинной бидээ:
Параллелизм надо мерить индикатором, на глаз пары норм, проверяется складыванием, одной стороной, потом одна параллелька из пары переворачивается на 180 и опять складывается:
По толщине отдельные тоже друг с другом хорошо совпадают, руками разность уровней не ощутил. Закалены, измерять нечем, но канцелярский нож поцарапать не в силах. Для интересующихся, пример использования. Берем деталь, к примеру надо снять ее верхнюю часть, строго параллельно основанию, пробуем закрепить в тисках:
Деталь меньше по высоте, чем губки тисков, расчехляем параллельки, подбираем необходимую пару по высоте:
Ставим деталь, проверяем:
Зажимаем, можно работать:
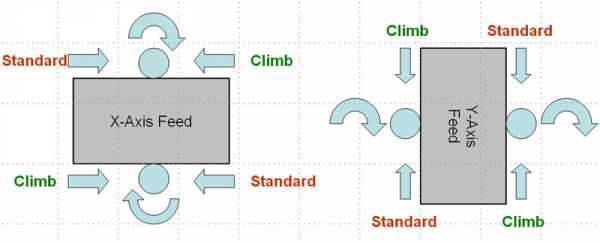
Посмотрев, как мы собираемся позиционировать и прикреплять наши Решения для крепления к рабочему столу на нашем фрезерном станке, давайте углубимся в то, какие типы зажимных приспособлений доступны. Пара фрезерных тисков сидят рядом на столе станка… Можно сказать, что самое популярное на сегодня решение Workholding — это Milling Vise.В то время как существует множество производителей таких тисков, автором плаката является Курт, который отправил свою первую «Визу Курта» в 1950-х годах. Что делает хорошие фрезерные тиски? Хорошие тиски хорошо сделаны, как правило, из чугуна. Он работает плавно, многократно и с клиновым механизмом, который тянет подвижную губку вниз на кровать, чтобы деталь не поднималась из-за прогиба, поскольку губки затянуты. Не экономьте на своих фрезерных тисках, потому что они, скорее всего, являются рабочим решением, к которому вы чаще всего обращаетесь. Очистите Стол и Трамвай Тиски Прежде чем ставить какие-либо тиски на стол станка, обязательно очистите стол от сколов. Вы не хотите ловить фишку между тисками или столом. Если у вас есть T-слот, к которому вы устанавливаете тиски, вам, вероятно, захочется и трамвай. Это процедура использования индикатора для качания челюсти тисков (вам нужна фиксированная челюсть, а не подвижная челюсть), чтобы вы могли регулировать положение тисков, пока развертка не покажет, что челюсть тисков параллельна оси при ее перемещении. Обучение трамвайным (или «квадратным») тискам является одним из тех базовых навыков, которые каждый машинист должен освоить на раннем этапе. Как потянуть тиски на мельнице 2 странных уловки, чтобы быстро трамбовать тиски Тиски Параллели и ступени челюсти После правильной установки и перемещения тисков, следующий вопрос — правильное использование. Большую часть времени мы будем хотеть сидеть заготовка довольно высоко в челюсти. Это делается как для обеспечения доступа к заготовке, так и потому, что она обеспечивает большую повторяемость, чем меньше захватывается заготовки, тем меньше места для поездки или других нарушений, которые могут повлиять на происходящее. Мы устанавливаем заготовку высоко в челюсти, как правило, либо с помощью набора тисков Parallels, либо потому, что в тисках установлены челюсти, ступень которых обработана достаточно высоко на челюсти. Мы можем либо сами обработать шаг (в случае мягких челюстей), либо купить челюсти с уже обработанным шагом. Зажимы вне челюстей и другие хитрые уловки Существует много трюков с Vise Jaw, но одним из первых, о котором следует помнить, является то, что вы можете устанавливать челюсти как внутри, так и снаружи обычных мест крепления челюстей.Монтаж снаружи позволяет легко захватывать большие пластины в тиски: При установке губок во внешнее положение можно разместить довольно большую заготовку… Увеличение жесткости всегда важно. Для этой операции в качестве удлинителя тисков используются два блока 2-4-6, которые помогают лучше удерживать пластину на конце… Использование нескольких тисков, челюстей, которые охватывают тиски, и шлифовальных тисков Существует старая поговорка, что если вы хотите в полной мере использовать свою машину, вы должны использовать каждый квадратный дюйм на столе.Большинство машинных столов могут вместить несколько листов, и очень часто можно установить несколько листов на столе мельницы. На нашей фотографии сверху рядом друг с другом показана одна такая установка. Нередко можно увидеть четыре или даже шесть тиска на более крупном доильном станке. Чем больше будет приятнее, чем дольше будет путешествовать, так как чем больше у вас тисков, тем больше деталей вы сможете обработать до того, как обработка прекратится, так что оператор сможет загружать новые детали. Если на машине установлено несколько тисков, удобно, если они совпадают по всем ключевым измерениям с приемлемым допуском.Таким образом, если вы продублируете настройки и получите тиски в другом порядке, все будет хорошо. Большинство производителей тисков подберут для вас тиски, или это довольно простая операция с шлифовальным станком для подбора пары тисков. Другой трюк, который возможен с двумя тисками, — это использование челюстей, охватывающих оба тиска, для обработки действительно длинных деталей: Соединение двух тисков с одним набором челюстей… Я сделал этот набор «Jaws of Doom» для проекта, который требовал обработки тонкой алюминиевой панели для некоторой электроники, и они отлично работали. Двойной фрезерный визир Расправив три или четыре тиска по столу фрезерования, вы довольно успешно воспользовались осью X. Но есть возможность лучше использовать ось Y с помощью Double Vises: Типичные тиски с двумя станциями похожи на 2 тиска в одном… Типичные тиски с двумя станциями похожи на 2 тиска в одном: вместо одной можно поставить две заготовки. При разумном использовании двойных тисков вы можете действительно увеличить количество деталей, которые могут обрабатываться одновременно на столе вашей мельницы. Тиски для хранения других решений Workholding Между использованием нескольких виз, двойными станционными визами, перемещением челюстей вокруг и даже использованием челюстей, которые охватывают несколько виз, достаточно много, используя только визы. На самом деле, вы даже можете использовать тиски для хранения других гаджетов Workholding. Это очень распространенная уловка — бросать синусные тиски в фрезерные, чтобы челюсти работали в другом направлении: Используйте синусные тиски, чтобы удерживать деталь под углом 90 градусов от места, где проходят челюсти фрезерных тисков… Кстати, синусоиды также называются тисками изготовителя инструмента или шлифовальными тисками. Вы также можете создавать небольшие приспособления для тарелок, предназначенные для размещения в тисках, создавая так называемый «поддон для тисков», поскольку отдельные приспособления для тарелок можно заменять из тисков, как поддоны. — это просто маленькие пластины, предназначенные для удержания в челюстях фрезерных тисков… В общем, такие решения, как Vise Pallets, созданы для того, чтобы тиски можно было оставлять на машине в цехах, где гибкость и простота удерживания тисков идеально подходят для большинства их работ. Tormach сделал отличное предложение в своем блоге о том, чтобы использовать тиски Sine (Toolmaker’s) в качестве поддона для тисков. Мягкие челюсти и специальные твердые челюсти увеличивают гибкость рабочего инструмента виза Мягкие челюсти на фрезерных тисках являются очень популярной формой обработки. Идея состоит в том, чтобы создать алюминиевые губки тисков (поскольку алюминий мягче, чем черные металлы, отсюда и название), которые были бы адаптированы для конкретных задач. Иногда выгоднее использовать более прочный материал, и в этом случае у нас есть твердые челюсти. Вот несколько примеров: Используйте мягкие челюсти, чтобы найти и удерживать большую круглую часть. Часто встречается буква «V», но она не поддерживает как часть, так и мягкие челюсти. Как упоминалось выше, мы не хотим захватывать всю высоту детали в челюстях. Особенно тонкая хватка может быть с челюстями ласточкиного хвоста. Маленький красный кружок указывает на ласточкин хвост, который фиксирует заготовку от скольжения вверх при тяжелой обработке. Это быстросменные челюсти Carvesmart. Вот общая настройка. Деталь изготавливается из блока слева (это те же челюсти Carvesmart ласточкиного хвоста). Затем деталь переворачивается в набор пользовательских мягких челюстей справа, которые являются зеркальным отражением детали. Затем фрезерная фреза снимает немного плоского материала, оставшегося от исходного материала (это уже произошло на этой фотографии). Lang Innovations делает эти аккуратные челюсти, которые позволяют при необходимости точно устанавливать заготовку в тисках под точным углом.Штифты могут быть вставлены по отдельности, чтобы создать углы и другие схемы крепления… Это всего лишь несколько примеров. При использовании пользовательских челюстей ваше воображение является единственным ограничением. Ну, почти, размер таблицы будет играть роль, равно как и количество и тип доступных вам тисков. Быстросменные челюсти Я надеюсь, что вы поняли, что Milling Vises с Custom Jaws может стать мощным решением для удержания рабочего места. На самом деле настолько мощный, что большая часть работы выполняется исключительно с этим стилем Workholding.Магазины тратят много времени на создание пользовательских челюстей и часто упаковывают их в хранилище, чтобы использовать для других работ или в случае, если клиент меняет заказ. Несмотря на то, что тиски проводят большую часть своего времени на столе, у нас все еще есть узкое место на время установки, необходимое для смены челюстей тисков. Может быть, вы видели, что это происходит, но также доступны различные челюсти Quick Change Vise Jaws. Челюсти Carvesmart, которые мы изобразили, — это одна разновидность, но их гораздо больше. Разумное использование винтов с храповым механизмом и головкой с головкой под торцевой ключ также может ускорить смену челюстей. Пластины, приспособления для пластин и зажимы Как бы ни были полезны тиски, у них есть приятное место для размера детали. Они испытывают трудности с действительно большой работой с пластинами, хотя, как уже упоминалось, вы можете переместить челюсти к внешним позициям для пластин среднего размера. И они также могут быть менее чем оптимальными для очень мелких деталей. Конечно, вы можете разместить несколько деталей в наборе мягких челюстей, но пространство между смежными витками и пространство, необходимое для механизма тисков, затрудняет полное заполнение таблицы таким количеством мелких деталей, какое вы могли бы иметь в противном случае. Трудно добиться такой плотной упаковки мелких деталей с помощью тисков, но крепление на пластине облегчает эту задачу. Этот использует зажимы Mitee Bite Pit Bull. Эффект мало чем отличается от крошечных фрезерных тисков, предназначенных для правильного размещения каждой детали. Когда приходит время обрабатывать большие пластины или большое количество мелких деталей, обычно пора снимать тиски со стола и использовать решение для крепления на основе зажимов. Ступенчатые зажимы Самым распространенным типом зажимов называют ступенчатые зажимы, потому что на них обработаны маленькие ступеньки.Они обычно используются с Т-образными пазами, хотя вы также можете использовать их на болтах. Вот некоторые типичные ступенчатые зажимы: Ступенчатый зажим, удерживающий пластину, опорный блок, поддерживающий конец зажима, и болт проходит через гайку Т-образного паза… Типичный комплект шаговых зажимов… Изображен типичный комплект зажимов Step. Может быть удобно запастись дополнительным комплектом, чтобы у вас было больше зажимных деталей для работы. Укладывая ступенчатые блоки и используя более длинные болты, вы можете зажимать довольно высокие заготовки.При использовании ступенчатых зажимов держите болт ближе к заготовке, а не к ступенчатому блоку. Кроме того, может быть полезно наклонить зажим вниз на детали, подняв его на один или два шага от уровня. Возможно, вы также захотите положить прокладку из мягкого материала между зажимом и заготовкой, если вы хотите избежать повреждения детали. Сода может сделать большую прокладку для этой цели, если вы отрежете полоски с вашими ножницами. Зажимы для пальцев Ступенчатые зажимы захватывают верхнюю часть заготовки, что иногда неудобно, поскольку вам может потребоваться обработать область захвата.Зажимы на палец захватывают сторону заготовки, чтобы обеспечить вам полный доступ к верхней части заготовки. Существует большое разнообразие доступных стилей: Этот зажим для пальца перемещает зажим вниз по аппарели, когда он затянут, чтобы прижать к заготовке… Эти зажимные кромки Mitee Bite имеют эксцентричную головку болта, которая прижимает шестигранник к заготовке при ее затягивании… : обработка с помощью программного обеспечения CAM Что, если ваше программное обеспечение CAM могло бы решить для вас некоторые серьезные проблемы с рабочим пространством, разве это не было бы замечательно? Оказывается, какое-то программное обеспечение CAM может значительно помочь в работе с инструментами, автоматически создавая вкладки.Вот видео, на котором MeshCAM создает опоры для вкладок, чтобы помочь обработать деталь, которую нужно обрабатывать с двух сторон и неудобно удерживать в противном случае: Использование MeshCAM для добавления вкладок, чтобы вы могли обрабатывать детали с двух сторон… Мы предлагаем MeshCAM на CNCCookbook, потому что это один из самых простых в использовании пакетов CAM. Двухсторонняя лента, клей, воск и сплавы с низкой температурой плавления Некоторые детали могут быть очень трудно удерживать, потому что они слишком тонкие или потому что их форма такова, что просто невозможно закрепить их.Некоторые решения для таких ситуаций представлены в виде двухсторонней ленты, клея, воска и сплавов с низкой температурой плавления. Клей должен быть чем-то, что высвобождается при необходимости. Например, Super Glue выпускается при определенной температуре, как и LocTite. Пары от него токсичны, поэтому старайтесь выпускать их при достаточной вентиляции. Двухсторонняя лента может отлично работать, особенно для действительно тонких материалов. Воск и сплавы с низкой температурой плавления (обычно сплавы висмута) можно использовать для встраивания заготовки и создания захватываемой области.Когда обработка завершена, можно расплавить воск или сплав и сохранить для повторного использования. Нужно приложить равномерное давление, чтобы удержать деталь? Может быть, вакуумный прибор является ответом. Давление воздуха на уровне моря составляет 14,7 фунтов на квадратный дюйм. Вакуумный прибор подает вакуум под деталью, так что воздух давит на каждый квадратный дюйм верхней части с давлением 14,7 фунта. Это может создать значительную удерживающую силу, если имеется достаточная площадь поверхности независимо от формы верхней части или того, насколько тонким может быть материал.У нас есть хорошая статья о том, как создавать свои собственные вакуумные приборы, которая очень популярна. Для получения более подробной информации о вакуумном держателе посетите нашу страницу вакуумных столов и нашу страницу вакуумных столов DIY. Возможно, самым большим недостатком вакуумных светильников является то, что их прижимная сила ограничена площадью поверхности, что означает, что мелкие детали могут сравнительно легко отскочить. Когда силы резания превышают усилие прижима, которое может вытянуть вакуумный стол, деталь отрывается и, как правило, разрушается. Это общая проблема для пользователей вакуумных столов, особенно для небольших деталей, которые не имеют большой площади поверхности.До сих пор исправление проблемы было неудачным, но наше программное обеспечение G-Wizard Calculator теперь имеет возможность ограничивать силы резания до того, что может выдержать ваш вакуумный стол. Для получения дополнительной информации, ознакомьтесь с нашей статьей об этой специальной функции. Патроны и цанги: для круглых деталей Несмотря на то, что мы обычно думаем о обработке круглых деталей на токарных станках, во многих случаях вам также может понадобиться их фрезеровать. Если у вас есть фрезерный станок, возможно, нет необходимости устанавливать его на мельнице, но если у вас его нет, или если вам просто нужно поработать над некоторыми круглыми деталями фрезерного станка, вы можете использовать тот же Решения для крепления на станках.Просто прикрутите их к столу мельницы. Например, используйте патрон с 3 челюстями или набор цанговых патронов. Токарные патроны особенно распространены на 4-х осях, потому что мы часто начинаем с круглого запаса. Время от времени мы помещаем круглые детали на мельницу, потому что она просто быстрее. Рассмотрим эту настройку для обработки круглых деталей: Я бы никогда не догадался, но Geof на CNCZone говорит, что следующая 4-осевая фрезерная установка смогла обработать эти алюминиевые прутки по длине, убедиться, что грани были квадратными, и сверлить и пробивать отверстие быстрее, чем он мог сделать это в токарный станокВы можете вообразить, что каждая из этих круглых частей представляет собой цангу 5C, и внезапно вы подгоняете еще несколько деталей к своей 4-й оси. Вероятно, есть место для их выполнения на всех 4 точках компаса на подобной установке. Расширяющие оправки, беседки и шпильки Зажимы на палец — это одно из решений, позволяющих удерживать заготовку подальше от фрезерования, но мы можем добиться еще лучших результатов, используя расширяющиеся оправки, оправки или шпильки. Идея состоит в том, чтобы поместить расширяющийся цилиндр в отверстие на нижней стороне заготовки и расширить его, чтобы зафиксировать заготовку на месте.Как только это будет сделано, вы сможете получить доступ к заготовке со всех сторон, кроме дна, не сталкиваясь с держателем (хотя помните, где находятся оправки, чтобы у вас не было одной в середине кармана, ожидающей удара!). Вот крепеж с использованием расширяющихся шпилек: Поверните болт, чтобы открыть расширительную шпильку, чтобы она могла зажать деталь… Существует широкий спектр этих видов штуковин, доступных для ваших нужд. Они особенно распространены для токарных станков, но, как мы уже упоминали, вы можете использовать токарный инструмент в течение всего дня, если найдете способ его крепления к столу. 5-осевая рабочая поверхность, как и большинство 5-осевых, — это целый другой мир. Я не буду здесь вдаваться в подробности, кроме как скажу, что вам нужны разные виды обработки, когда вы можете получить доступ к детали практически из любого направления. В этом виде обработки становится все труднее, чтобы рабочий не мешал фрезеровать деталь. 2шт. 25x50x75мм Блоки 23 отверстия для фрезерования Параллельный зажимной блок Фрезерный станок Аксессуары Особенности: Спецификация: Примечание: 1) Мы принимаем Alipay, западное соединение, TT. Все основные кредитные карточки принимаются через безопасный платежный процессор ESCROW. 2) Оплата должна быть произведена в течение 3 дней с момента заказа. 3) Если вы не можете оформить заказ сразу после закрытия аукциона, подождите несколько минут и повторите попытку. Платежи должны быть завершены в течение 3 дней. 1. Доставка по всему миру. (За исключением некоторых стран и APO / FPO) 8. Мы продавец не несем ответственности за импортные пошлины, покупатель несет ответственность за это. Любой спор, вызванный этим, является необоснованным. 9. BR покупатель, пожалуйста, предоставьте cpf или cnpj, для вас будет лучше получить его быстрее. Спасибо Возврат и возмещение 1. У вас есть 7 дней, чтобы связаться с нами и 30 дней, чтобы вернуть его со дня его получения.Если этот предмет находится в вашем распоряжении более 7 дней, он считается использованным, и МЫ НЕ ВЫДАЕМ ВАМ ВОЗВРАТ ИЛИ ЗАМЕНУ. Нет никаких исключений! Стоимость доставки несет продавец и покупатель пополам. Об обратной связи Мы поддерживаем высокие стандарты качества и стремимся к 100% удовлетворенности клиентов! Обратная связь очень важна. Мы просим вас немедленно связаться с нами, прежде чем вы дадите нам нейтральный или отрицательный отзыв, чтобы мы могли удовлетворительно решить ваши проблемы. CNCCookbook’s Feeds & Speed Master ClassВот хороший видео-обзор о фрезерном фрезеровании (вниз) по сравнению с обычным фрезерованием (вверх), который я сделал для своей ежемесячной рубрики CNC Chef с журналом «Инструмент для резки»: Для получения более подробной информации, продолжайте читать. Что такое Climb Milling против обычного фрезерования (Down Milling и Up Milling)?Несмотря на то, что многие пользователи станков с ЧПУ привыкли всегда указывать фрезерование по альпинизму, бывают времена, когда необходимо выполнять фрезерование по фрезе, и бывают периоды, когда предпочтительнее обычное фрезерование.Прежде чем мы начнем использовать каждый из них, давайте кратко определим различия. Первое, что нужно отметить, это терминология. Некоторые скажут «Climb Milling против обычного фрезерования», в то время как другие скажут «Down Milling vs Up Milling». Они одно и то же:
Фрезерный фрезерование — это когда направление резания и вращение фрезы объединяются, чтобы попытаться «всосать» фрезу вверх (отсюда это называется фрезерование подъёмом) или отойти от работы.Это обеспечивает лучшую чистоту поверхности. Вот диаграмма, показывающая подъем по сравнению с обычным фрезерованием для ряда ориентаций: Стрелки показывают движение детали, а не движение шпинделя! Имейте в виду, что для этой иллюстрации движется деталь, а не шпиндель. На некоторых машинах, таких как портальный маршрутизатор, шпиндель перемещается, поэтому метки меняются местами. Я придерживаюсь этого принципа, думая о шпинделе как о прижимном ролике, который может либо помочь перемещать заготовку в направлении, в котором она уже движется (фрезерование с помощью подъема), либо может бороться с этим движением (стандартное или обычное фрезерование). Попробуйте провести эксперимент на своей фрезе в обоих направлениях, и вы увидите, что фрезерование во время подъема намного плавнее и обеспечивает лучшую чистоту поверхности (в большинстве случаев бывают случаи, когда обычная обработка дает лучший результат, см. Ниже). Обратите внимание, что в зависимости от способа фрезерования, вам необходимо убедиться, что ваша заготовка хорошо поддерживается в этом направлении. Преимущества и недостатки восходящего и фрезерного фрезерования (обычные и подъемные)Преимущества обычного фрезерования (Up Milling):
Преимущества фрезерования (Down Milling):
Подъем фрезерный люфтСуществует проблема с фрезерной обработкой, которая может вызвать проблемы с люфтом, если силы резания достаточно велики. Проблема в том, что при фрезерном фрезе стол будет стремиться попасть в резак. Если есть какой-либо люфт, то это дает свободу для вытягивания в размере люфта. Если люфта достаточно, а резак работает на полную мощность, это может привести к поломке и, возможно, травме из-за летящей шрапнели.По этой причине многие магазины просто запрещают фрезерование на любых ручных станках с люфтом. Некоторые машины даже были оснащены «элиминатором люфта», основной целью которого было обеспечение фрезерования при подъеме и сопутствующих преимуществ. Один из способов думать об этом — рассмотреть концепцию загрузки чипа. Это мера того, сколько материала пытается разрезать каждый зубок фрезы. Типичные значения для финишной работы будут от 0,001 до 0,002 ″ на зуб. Для черновой работы это может увеличиться до 0.005 «. Теперь в худшем случае фрезерный подъем может захватить стол и отбросить работу в резак на полную величину люфта в тот момент, когда один зуб режет. Поэтому вы можете добавить обратную реакцию к загрузке микросхемы, чтобы увидеть, какова будет ваша новая эффективная загрузка микросхемы в этом наихудшем случае. Предположим, что вы обрабатываете 0,005 ″ на зуб и имеете 0,003 ″ люфт. В худшем случае загрузка вашего чипа возрастет до 0,008 ″. Это, вероятно, не конец света, но это напряжение. Теперь предположим, что у вас более старая машина с 0.020 ″ люфта и нагрузка на чипы 0,005 ″. Если произойдет худшее, ваша загрузка чипа возрастет до 0,025 ″, что, вероятно, приведет к поломке мельницы и является очень опасным. Второе, что нужно учитывать, это то, достаточно ли сильны силы резания, чтобы сначала натянуть стол через люфт. Многое будет зависеть от точного сценария резки вместе с вашей машиной. Если у вас есть модная линейная машина с низким коэффициентом трения, ее можно легко захватить. Если у вас в столе много железа, и, возможно, вы бежите с подтянутыми выступами, это будет сложнее.Существуют способы расчета силы резания, но, как правило, меньшие концевые фрезы, меньшая глубина резания, меньшая подача и меньшая скорость шпинделя уменьшат усилие резания и уменьшат вероятность того, что резец может вытащить люфт из вашего стола. и создать проблему. В целом, станки с ЧПУ не должны иметь заметного люфта, так что это больше касается ручных станков. При определенных условиях на фрезерном фрезе получается отрицательная геометрия резанияДо сих пор у вас, вероятно, возникла мысль, что, возможно, вам всегда следует забираться на мельницу.В конце концов, он оставляет лучшее качество поверхности, требует меньше энергии и с меньшей вероятностью отклонит резак. И наоборот, ручных машинистов часто учат никогда не лазать на мельнице, потому что это опасно делать на станке с люфтом. Истина где-то посередине. ABTools, производители популярных катеров AlumaHog и ShearHog, указывают на некоторые полезные правила: — При резке на половину диаметра фрезы или меньше, вам обязательно нужно подняться на фрезу (при условии, что ваша машина имеет низкий или нулевой люфт и это безопасно!) — до 3/4 диаметра фрезы, не имеет значения, какой способ резки. — при резке от 3/4 до 1x диаметра фрезы вы должны предпочесть обычное фрезерование. Причина в том, что геометрия фрезы вынуждает эквивалент отрицательных граблей для этих тяжелых резов диаметром от 3/4 до 1x. Похоже, что корпорация Dapra впервые обсуждала этот феномен еще в 1971 году. Теперь G-Wizard напоминает вам, с небольшим намеком, какой из них вы предпочитаете: Советы G-Wizard подскажут, что делать: «Использовать фрезерный фрезер»… Если вы никогда не играли с нашим программным обеспечением G-Wizard Speeds and Feeds, найдите время и подпишитесь на 30-дневную пробную версию. Прогиб инструмента и точность резания при подъеме по сравнению с обычным фрезерованиемКак подъем по сравнению с обычным фрезерованием влияет на прогиб инструмента и точность? На следующем рисунке показаны маленькие стрелки (часто называемые векторами), показывающие направление отклонения инструмента при движении фрезы вдоль траектории: Стрелки показывают, где сила резания пытается отклонить резак. Обычный срез сверху, лезвие срезано снизу. Обратите внимание, что вектор силы отклонения более близок к резанию при обычном фрезеровании (хотя стрелки длиннее, показывая, что силы резания выше).При фрезерном подъеме стрелка почти перпендикулярна разрезу. Если ваш резак отклоняется на 0,001 ″, разве вы не предпочли бы, чтобы он был почти в направлении движения? Альтернативой является то, что резак будет пахать глубже в стену или отрываться от стены. В любом случае будет больше ошибок в обрабатываемой детали. Суть в том, что длина векторов больше при обычном фрезеровании. Это говорит вам о том, что силы резания тяжелее, и инструмент с большей вероятностью отклонится. Попробуйте подняться для черновой обработки, потому что вы можете выполнять черновую обработку быстрее, а прогиб инструмента не влияет на точность — конечный проход обеспечит точность. Вы можете выполнять черновую обработку быстрее, потому что силы резания меньше, а профиль толстой и тонкой стружки отводит тепло на стружку. То, что от толщины к тонкости + отводит тепло, особенно важно для жестких материалов, таких как нержавеющая сталь. Это также приводит к получению лучшего качества поверхности, если вы можете позволить себе взобраться на финишный проход. Рассмотрим обычное фрезерование для чистовых пропусковЭто нелогично для многих машинистов, которые обучены для большинства своих карьер, которые поднимаются лучше, чем обычно. При прочих равных условиях это правда, но все остальные вещи редко равны! Проблема в том, что прогиб влияет и на чистоту поверхности. Если вектор почти параллелен пути, вы можете считать, что часть вектора, которая отталкивает его «от параллельной», очень мала.Следовательно, инструмент будет иметь небольшую тенденцию отклоняться и накладывать волны на стены, которые вы заканчиваете. Обратите внимание, что это может быть особенно важно при тонкостенных работах, где стены слабы! Таким образом, вам следует переключиться на обычное фрезерование для финишного прохода, если вы испытываете все трудности при прогибе (используйте G-Wizard, чтобы увидеть, приводят ли ваш диаметр инструмента и вылет к достаточному прогибу для вашего финишного прохода). По крайней мере, следует избегать слишком большой глубины резания при фрезерной обработке, чтобы не вызвать отклонения.В той же статье предлагается, чтобы при минимальном прогибе использовать не более 30% диаметра фрезы для обычного фрезерования и 5% для фрезерования при подъеме. Конечно, и здесь, если у вас есть G-Wizard, вы узнаете, какого отклонения ожидать и стоит ли беспокоиться. Восхождение к черновому и обычному финишу также соответствует консенсусу практического машиниста. Правильное управление отклонением может помочь вам избежать необходимости в дополнительной рессоре, которая экономит время и деньги. Рассмотрим обычное фрезерование при микрообработкеПо тем же причинам, но с учетом того, что отклонение является гораздо худшим микро фрезерованием, вы предпочитаете обычное фрезерование фрезерованию большую часть времени при микро фрезеровании. Посетите нашу страницу Micromachining для получения дополнительной информации. Присоединяйтесь к 100 000+ CNC’еров! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая: Источник |