
- МозгоЧины
- Изготовление воронки из жести своими руками
- Изготовление воронки из жести своими руками
- Как изготовить воронку из оцинкованной стали
- Разметка воронки на листовом металле
- Разметка воронки на листовом металле
- Как сделать водостоки и кровельные элементы из листового металла своими руками
- Как правильно гнуть металл
- Оцинковка и полимерное покрытие: в чём различия
- Первое простейшее изделие
- Ручная работа: как согнуть сегмент водостока
- Как свернуть лист в трубу
- Техника изготовления воронок
- МозгоЧины
- Изготовление воронки из жести своими руками
- Изготовление воронки из жести своими руками
Сайт про изобретения своими руками
МозгоЧины
Сайт про изобретения своими руками
Изготовление воронки из жести своими руками
Изготовление воронки из жести своими руками

Иногда приходиться переливать различные жидкости из ёмкости в ёмкость. Если горлышко узкое, то это делать не очень удобно. Для упрощения этого процесса существует воронка. Воронку запросто можно сделать из бутылки, надев на её горлышко небольшой отрезок шланга, но габариты получаются большие. Я подумал и решил сделать пару небольших воронок из жести своими руками.
Сначала набросал небольшой чертёжик и сделал выкройку:
Потом дублировал выкройку 4 раза на листе жести:
Вырезал боковинки, зачистил места спайки и изогнул:
Приступаем к спайке:
Для того, чтобы было можно вешать или удобно придерживать воронку, на одну из сторон припаял гайку:
Решил сделать совсем миниатюрную воронку, выполнена она по другому принципу и будет иметь коническую форму.
Как обычно делаем чертёжик, размечаем на жести и вырезаем:
Потом подготавливаем трубочку следующим образом:
Для удобства использования припаял шайбу:
Ну вот в принципе всё. В нюансы паяния жести я углубляться не буду, всегда может помочь поисковик. Самое главное не забываете смывать кислоту после пайки, иначе начнётся коррозия.
Источник
Как изготовить воронку из оцинкованной стали
Разметка воронки на листовом металле
Главная / Технарям / Разметка воронки на листовом металле
Разметка воронки на листовом металле
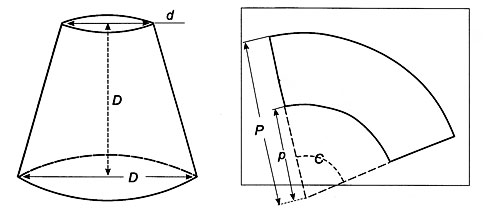
Развертка воронки (диаметр большего основания равен высоте)
| Диаметр меньшей трубы d, мм | Размеры развертки, см | Диаметр большей трубы D, мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 102 | 127 | 152 | 203 | 254 | 305 | 356 | 406 | 457 | 508 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 76 | р | 31 | 19 | 16 | 13 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | 41 | 32 | 31 | 34 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| С° | 44,7 | 70,6 | 87,3 | 107,4 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 102 | р | 51 | 31 | 21 | 18 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | 64 | 46 | 42 | 44 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| С° | 35,8 | 59,2 | 87,3 | 103,4 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 127 | р | 76 | 34 | 26 | 23 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | 92 | 55 | 52 | 54 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| С° | 29,9 | 66,3 | 87,3 | 100,8 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 152 | р | 61 | 39 | 31 | 28 | 26 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | 82 | 65 | 63 | 65 | 68 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| С° | 44,7 | 70,6 | 87,3 | 98,9 | 107,4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 203 | р | 102 | 62 | 49 | 42 | 38 | 35 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | 128 | 93 | 85 | 84 | 54 | 88 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| С° | 35,8 | 59,2 | 75,4 | 87,3 | 96,4 | 103,4 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 254 | р | 153 | 90 | 69 | 59 | 52 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | 184 | 126 | 110 | 105 | 105 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| С° | 29,9 | 50,9 | 66,3 | 78,1 | 87,3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 305 | р | 214 | 123 | 93 | 78 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Р | 250 | 164 | 140 | 130 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| С° | 25,7 | 44,7 | 59,2 | 70,6 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
для изготовления воронки из листового металла с диаметрами оснований D = 508 мм, d = 254 мм и высотой равной D = 508 мм, по таблице радиусы для разметки и угол будут равны:
Как сделать водостоки и кровельные элементы из листового металла своими руками
Кровельное железо — пожалуй, самый дешёвый способ устроить водосточную систему и защитить коньки кровли. Детали настолько разнообразны и могут быть столь уникальными, что зачастую их изготавливают «по месту». Что для этого нужно, какие навыки и оборудование, мы сегодня и расскажем.

Как правильно гнуть металл
Кровельные элементы, как правило, скрыты от глаз прохожих и какие-либо претензии по декоративной части к ним не предъявляются. Это делает возможным ручное изготовление деталей с использованием шаблонов, но приходится постоянно оправлять изделие киянкой.

Это не самый лучший подход: линии сгиба и всё изделие в целом получаются волнистыми, а работа над одной деталью может растянуться на долгое время. Для штучных изделий это вполне терпимо, но если приходится обносить водостоком весь дом — следует получить в своё распоряжение необходимое оборудование и приспособления.
Сегодня листогибы занимают собственный сегмент на рынке профессионального инструмента и доступны повсеместно. Цена их довольно высока, но ведь только на собственном, проверенном оборудовании можно изготовить детали отличного качества. Арендовать листогиб — тоже вариант, но станок, переходящий из рук в руки, не будет обладать необходимой точностью и безотказностью.
Оцинковка и полимерное покрытие: в чём различия
Для большинства современных станков нет разницы, гибка какого типа листового металла на нём выполняется. Но есть свои сложности в работе с металлом, покрытым полимерным составом. С оцинковкой проще, ибо её защитный слой более стоек к истиранию и повреждениям. Поэтому ничего не мешает гнуть оцинкованную сталь ударами или елозить ей по ржавому шаблону — главное, чтобы не было глубоких царапин.

Покрытие специальной краской имеет меньшую механическую прочность, оно более тонкое и относительно легко обдирается. Будет не лучшим решением гнуть полимер-прокат на старых листогибах с дефектами валков, поворотных балок или с расшатанными шарнирами, а уже тем более такой металл не стоит обрабатывать киянкой. Равно как не стоит пользоваться любыми подручными приспособлениями, способными повредить пленку «антикора».
Первое простейшее изделие
Для начала изготовим простейший кровельный элемент — конёк. Чтобы он впоследствии ровно и плотно лёг на крышу, сперва определите угол разворота, приложив на один из скатов длинную тонкую рейку.
Ширина полок конька — от 15 до 30 см, соответственно, понадобится полоса вдвое большей ширины с припуском по 10 мм с каждой стороны. Этот край может иметь неровности с допуском 2–3 мм, так что ровный раскрой не нужен. Нанесите разметку из трёх продольных линий: центр конька и оба его края. Уложите полосу центром на край стола и прижмите бруском под двумя струбцинами по линии разметки.

Снизу под выступающий край листа нужно подложить ровную доску и загнуть полку кверху, соблюдая отмеченный угол разворота ±10º. Теперь заготовку нужно отпустить и сместить назад, чтобы линия разметки края приходилась точно на грань бруска. Снова зажимаем заготовку и хорошо затягиваем струбцины, а затем проходим по кромке киянкой, заворачивая её перпендикулярно вверх.

Обработка кромок необходима для придания жёсткости профилю конька. Для их изготовления можно также использовать рейку-правило, прижатую через брусок: клиновидный торец планки позволит сделать дозагиб края больше, чем на 90º. После предварительного загиба обеих кромок их нужно уложить на деревянную шпалу и отбить киянкой, сплющивая загиб. Во множестве листогибов эта операция выполняется одним проходом каретки роликового кромкогиба.

Обрабатывая кромку вручную, идите от одного края к другому последовательно, а затем выровняйте визуальные неровности руками. Уже на этом этапе можно задуматься о частичной механизации и создании примитивного станка. Например, если гибочную планку изготовить из металла или твёрдого дерева и закрепить её на двухосевых шарнирах, обработка пойдёт не в пример быстрее и чётче.

Ручная работа: как согнуть сегмент водостока
Для изготовления из жести деталей с радиусным профилем следует заранее заготовить шаблон, «на коленке» вести подобную работу не реально.
Возьмите дюймовую трубку, приварите на её концах два прутка арматуры в качестве приводных рукояток. По шву трубки сделайте пропил болгаркой, затем хорошо обработайте края наждачкой, можно даже обклеить распущенным надвое силиконовым шлангом.

Зажмите полосу кровельного железа на краю стола, заведите торец в пропил и проверните трубку на 360º, чтобы «прямой» лепесток в центре скрутки расположился параллельно остатку листа.
Сформировать лоток можно реечным трубогибом, а можно по распущенной 200 мм трубе. Ровный край заготовки загибаем под 90º, прижимаем бортик к столу стенкой трубы и оправляем железо киянкой. Скрученный край доводим руками, загибая его немного внутрь дуги. Снимаем заготовку с шаблона и дожимаем прямоугольную складку.

Такой отлив может изготавливаться сегментами по 1–1,5 метра, которые затем легко стыкуются по месту монтажа и скрепляются просекателем. Наличие двух рёбер жёсткости не даст лотку прогнуться между креплениями под весом наледи, а скрытый паз позволит дополнительно укрепить водосток на крюках специальной формы.

Как свернуть лист в трубу
Что, если мы нацелены на изготовление ещё более сложных элементов: приёмных воронок и труб? Конечно, сперва лучше потренироваться на отрезках, но в остальном и эти навыки вполне постижимы.
Изделия с замкнутой поверхностью, такие как трубы, баки и воронки, собираются на так называемых фальцевых соединениях. Фальц, для простоты, это замок, которым можно соединить края достаточно прочно и даже герметично. Обычный (одинарный) фальц изготавливается как складка на краю с двумя перегибами. На разных сторонах соединения фальцы направлены в противоположную сторону.

Обычно для водосточных труб фальцы изготавливают с шириной складки от 4 до 10 мм. Края полосы отбиваются на стальном уголке, затем лист сворачивается, фальцы сцепляются и плотно запрессовываются молотком, когда труба надета на оправку.
В изготовлении труб есть лишь одна сложность — обеспечить возможность их стыкования друг с другом. Поэтому перед скручиванием листа его короткий край оправляют на площадке с небольшим порожком, чтобы один конец трубы получился утонённым на пару миллиметров. Также трубы могут соединяться на фальцах, но по месту их таким образом не скрепить: крупный сегмент водостока собирается внизу, а затем в сборе монтируется.
Конечно, производителям гибочного оборудования есть что предложить и на этот счет. Для изготовления замков существуют фальцепрокатные каретки, а металл сворачивается в трубу на продольно-роликовом листогибе. Для утонения на краю также могут использоваться зиговочные машины или отдельные пары прокатных валков.

Техника изготовления воронок
Если понимать, что фальцевое соединение — суть чуть ли не любого жестяного изделия, можно дать волю воображению и собирать сложные изделия из нескольких более простых. Пример тому — всевозможные воронки, тройники и угловые отводы.

Воронка состоит из двух коротких отрезков труб большего и меньшего диаметра. Они собираются как и обычные трубы, вот только края у них развальцовываются наружу на 8–12 мм. Впоследствии эти отогнутые бортики и используют для дальнейшего изготовления фальцев, либо, если нет претензий к герметичности, загибают жёсткие кромки и скрепляют между собой просекателем.
Техника клепания разных изделий может существенно отличаться, но на деле это не так важно, как правильное составление выкройки. Все заготовки следует вырезать только по шаблону. Например, для центральной части воронки — усечённого конуса — выкройка представляет собой сегмент кольца, где длина внутренней дуги определяется диаметром слива, а внешней — диаметром приемного раструба.

К сожалению, оборудование для производства подобных изделий имеет весьма узкую специализацию, а потому недоступно в виду как высокой цены, так и малой распространённости. Однако все изделия из жести и листового металла, будь то ведро, бак или обычный конёк, можно изготовить и вручную, станки лишь облегчают некоторые операции.
Сайт про изобретения своими руками
МозгоЧины
Сайт про изобретения своими руками
Изготовление воронки из жести своими руками
Изготовление воронки из жести своими руками
Иногда приходиться переливать различные жидкости из ёмкости в ёмкость. Если горлышко узкое, то это делать не очень удобно. Для упрощения этого процесса существует воронка. Воронку запросто можно сделать из бутылки, надев на её горлышко небольшой отрезок шланга, но габариты получаются большие. Я подумал и решил сделать пару небольших воронок из жести своими руками.
Сначала набросал небольшой чертёжик и сделал выкройку:
Потом дублировал выкройку 4 раза на листе жести:
Вырезал боковинки, зачистил места спайки и изогнул:
Для того, чтобы было можно вешать или удобно придерживать воронку, на одну из сторон припаял гайку:
Решил сделать совсем миниатюрную воронку, выполнена она по другому принципу и будет иметь коническую форму.
Как обычно делаем чертёжик, размечаем на жести и вырезаем:
Потом подготавливаем трубочку следующим образом:
Для удобства использования припаял шайбу:
Ну вот в принципе всё. В нюансы паяния жести я углубляться не буду, всегда может помочь поисковик. Самое главное не забываете смывать кислоту после пайки, иначе начнётся коррозия.
Источник



