
- Отрезные станки для рвд своими руками
- Какими бывают станки для РВД и как их выбрать?
- Обзор видов
- Обжимные станки (прессы, опрессовщики)
- Отрезные машины
- Зачистные станки (окорочные)
- Толкатели для фитингов (агрегаты для предварительной сборки фитингов)
- Промывочное и фильтрационное оснащение
- Испытательные стенды
- Маркировочные устройства
- Перфорационные машины
- Популярные модели
- Советы по выбору
Отрезные станки для рвд своими руками
Внимание! Администрация форума (включая модераторов) не продает тех.документацию, запчасти или технику. Если пользователь форума предлагаем вам какой-либо товар от лица администрации форума, то он — мошенник. Не перечисляйте ему деньги!
| Страница 1 из 2 | 1 | 2 | > |
Отвечу на все вопросы, по оборудованию для РВД.
Давайте поговорим поподробнее.
Для примера посмотрите на эту фотографию. На ней станки марки Gates, Parker, HansaFlex и Uniflex. Они очень похожи друг на друга. Я бы сказал они просто копии Uniflex.
Так и есть. Некоторые компании продают оборудование Uniflex под своей маркой.
Вряд ли знаменитые и уважающие себя компании стали бы ставить свои лейблы на оборудовании низкого качества. Uniflex — это компания, зарекомендовавшая себя, как надёжный и качетсвенный поставщик оборудования для сборки и ремонта рукавов высокого давления. Она на протяжении более 40 лет разрабатывает, производит и продаёт свои инновационные системы.
Предположим, что Вы захотели приобрести оборудование для опрессовки рвд. Прежде всего Вам нужно определиться со следующими параметрами:
1. Какой тип рукавов Вы будете опресовывать 1sn, 1sc, 2sn, 2sc, 4sp, 4sh, r12, r13, r15
2. Диаметр рукавов.
3. Объём рукавов. Какое количество рукавов в смену вы намерены собирать.
Обжимные станки можно разделить на следующие группы:
1. Мобильные прессы – чаще всего встречаются с ручным помпы, но бывают также с приводом от сжатого воздуха, с электроприводом от 12 или 24В. Применяются в основном для изготовления рукавов в полевых условиях и в малых количествах. Станки с ручным приводом помпы имеют принцип работы схожий с гидравлическим домкратом и предназначены для изготовления рукавов SAE 100R15 до 1″, 4SP до 1.1/4″, 2SN до 1.1/2″
Например серия прессов S2 Но сюда же можно отнести и пресс S7 серии, который может работать от 12 волт и обжимать 4SH до 2″ и SAE 100R15 до 1.1/2.
2. Стационарные сервисные обжимные прессы – предназначены для стационарной установки в мастерских, изготавливающих до 100 рукавов в день. Привод электрический, 220 или 380В.
Например пресс HM200 ecoline — может работать от 12 вольт, 220 и 380. Разница только в скорости работы.
3. Промышленные обжимные станки – отличаются от сервисных иной конструкцией обжимного узла и гораздо большим ресурсом. Предназначены для серийного выпуска рукавов (до 1000-2000 шт. в сутки). Существуют варианты прессов с боковой загрузкой.
Конечно есть и другие производители опрессовочного оборудования, например O+P или FinnPower. Поэтому необходимо выделить качественные стороны Uniflex.
Особые преимущества обжимного оборудования Uniflex перед конкурентами:
1. В прессах Uniflex не используется смазка. Там установлены вкладыши пластин скольжения за счёт которых достигается высока мощность обжатия, снижение потерь на трении на 20%, защита от загрязнения смазкой, отсутствие износа.
Это очень удобно! Вам не придётся постоянно следить за смазкой, а весь мусор будет просто падать вниз, а не оставаться на кулачках, подвергая ещё большему износу.
2. Отсутствие шума благодаря новой гидравлической системе (не для HM 325 B, HM 660 i)
3. Возможность модернизации, съемные взаимозаменяемые электронные устройства управления.
Например на прессы можно установить компьютерное управление с сенсорным экраном, в память которого можно задавать параметры обжатия рукавов. Скорость обжатия, давление, конечный диаметр обжатой муфты, амплитуду силы давления пресса.
Надежное хранение арматуры на неподвижных кулачках “6 часов”
4.На промышленных станках рукав будет лежать ровно посередине обжимного отверстия, кулачок на 6 часов стоит на месте, пока остальные обжимаются. Например на FinnPower неподвижный кулачок находится сверху на 12 часов, и при обжатии придётся держать рукав с фитингом, что не очень удобно.
5. Оборудование Uniflex при одинаковых характеристиках на порядок легче FinnPower
Например hm325 750 кг, FinnPower 120 -845 кг плюс отдельно станция 182 кг.
Ручной мобильный пресс Uniflex S2M вести 32 кг, а FP P20HP 66кг.
Так же заливается различный уровень гидравлического масла, как правило в Uniflex масла требуется меньше.
Источник
Какими бывают станки для РВД и как их выбрать?

Оборудование для рукавов высокого давления (РВД), их еще называют гибкими шлангами, имеет обширное применение не только в крупных промпредприятиях, но и в частных организациях, занимающихся сервисной поддержкой и обслуживанием гидравлики и иных гидравлических устройств. Оснащение способно выполнять все операции, которые требуются для ремонта и ротации гибкого либо жесткого трубопровода. Посредством этой оснастки можно без труда обрезать рукав, выполнить наружную либо внутреннюю зачистку резинового слоя шланга, смонтировать фитинг на шланг, задать опрессовку РВД, очистить и испытать изготовленное изделие.

Обзор видов
Полная линия оснащения для изготовления РВД имеет в своем составе ряд составляющих.
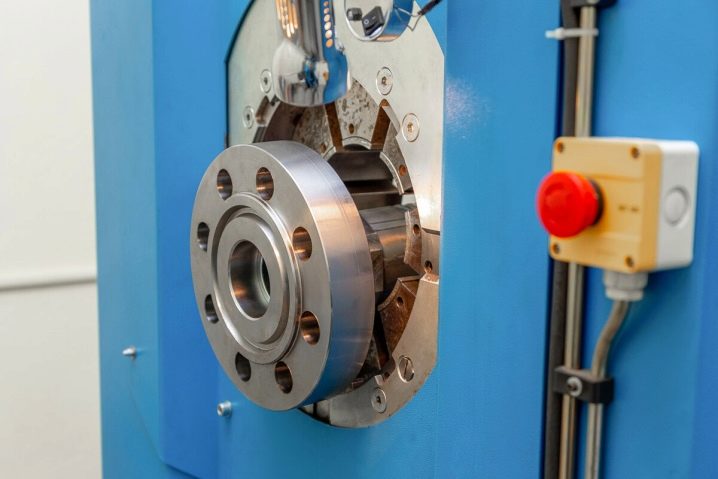
Обжимные станки (прессы, опрессовщики)
Обжимные агрегаты можно разбить на такие группы.
Мобильные сервисные обжимные агрегаты – обычно встречаются с ручным приводом насоса, но могут быть с приводом посредством сжатого воздуха, с электрическим приводом от 12 либо 24 В. Механизмы с ручным приводом насоса несут в себе принцип действия, аналогичный гидравлическому домкрату, и предназначаются для производства рукавов до 1.1/4 дюйма (иногда до 1.1/2 дюйма) – 1-2 слоя оплетки и 1 дюйм (иногда 1.1/4 дюйма, однако необходимо прилагать довольно большие усилия на рычаге) – 4 навивки.
Стационарные станки – предназначаются для стационарного монтажа в мастерских, производящих до 100 рукавов в день. Электропривод, 220 либо 380 В.
Промышленные обжимные агрегаты – разнятся с сервисными устройством обжимного узла и намного большим ресурсом. Предназначаются для массового производства рукавов (до 1000-2000 штук в день).


Отрезные машины
Процедура изготовления РВД начинается с обрезки рукава. Для этого производственная линия непременно должна содержать отрезное оснащение. Обрезка производится посредством диска, который ставится на перемещающейся каретке. Диск может обладать сплошной кромкой либо кромкой с пазами (для лучшего охлаждения). Агрегаты отличаются габаритами, мощностью электродвигателя и в соответствии с этим размерами разрезаемых шлангов. Принцип работы у всех агрегатов одинаковый – шланг подается на отрезной диск и, расклиниваясь, обрезается. Расклинивается шланг для предупреждения заклинивания диска и предотвращения его излишнего нагрева.


Привод у агрегатов исключительно электрический, однако допускается как стационарное исполнение агрегата, так и мобильное, в качестве электропитания у которого можно применять постоянный электроток напряжением 12/24 В.
Зачистные станки (окорочные)
Для установки отдельных видов фитингов необходимо снятие наружного слоя резины со шланга до навивки либо оплетки, армирующей шланг, на длину, равную либо немного меньше длины муфты. Для этого практикуют окорочные станки (операция называется окоркой). В них шланг, удерживаясь вручную, подается по направляющей, одинаковой по диаметру внутреннего сечения этого шланга, а крутящийся нож снимает внешний слой резины. Агрегаты бывают с электрическим и ручным приводом.

Толкатели для фитингов (агрегаты для предварительной сборки фитингов)
Зачастую, в особенности на рукавах большого диаметра, фитинги заходят в шланг с немалым усилием. Приходится смазывать хвостовик фитинга мыльным раствором (либо пластичной смазкой) и забивать резиновым молотком. Станки для установки фитингов оснащены пневматическим приводом и устанавливают фитинг за 1-2 минуты (включая время установки шланга в агрегат).

Промывочное и фильтрационное оснащение
После обрезки рукава, его зачистки и установки фитингов в шланге остается какое-то количество резиновой муки, стружки и мыльного раствора. Чтобы все это не попало в гидравлическую систему и не привело к ее засорению, нужно удалить это из готового рукава. Для этого практикуются промывочные агрегаты, которые посредством моющего раствора на основе воды, подаваемого с высокой скоростью, вымывают это загрязнение из рукава.

Испытательные стенды
Лишь немногие производители РВД могут гарантировать, что их рукав, собранный с использованием их фирменных фитингов и их технологии способно выдержать заявленное разрывное и рабочее давление. Контроль качества является обязательным этапом для обнаружения некачественных РВД. Изделия должны изготавливаться согласно ГОСТу. Для проверки используется вода либо масло. Когда испытание успешно проходит, и отсутствуют трещины либо иные недостатки, изделие признается годным. По окончании испытания рукав опять чистят.
Маркировочные устройства


Перфорационные машины
Если резиновые рукава предполагают практиковать для подведения к рабочему механизму не гидромасла, а газа либо воздуха под давлением более 17 бар, то требуется перфорация внешнего слоя шланга. Если этого не выполнять, то воздух (либо газ), утекая через внутренний слой шланга, накапливается под его наружным слоем.
Это провоцирует пузырение либо отслоение внешнего слоя резины, как результат – сокращается ресурс рукава, возникают протечки и свищи.


Заключительная фаза: на шланги наносится маркировка с названием изготовителя и датой выпуска, и они отправляются на сортировку и упаковку. Для нанесения этой маркировки используются или маркировочные кулачки, или специализированные маркировочные агрегаты.
Популярные модели
Востребованностью у российского потребителя пользуются станки следующих моделей.
Стационарный станок с электрическим приводом DSG 51B, изготовитель – китайская компания Raoyang Hongyuan Machinery. Для рукавов высокого давления с внутренним диаметром 6-51 миллиметр.


- Стационарный станок с электрическим приводом Neotech NK-40 PRO Paket для рукавов с внутренним диаметром 6-51 миллиметр. Производитель компания Neotech Marken (Франция).

- Мобильный ручной станок модель SAMWAY P16HP. Производитель компания SAMWAY (Китай). Для рукавов с внутренним диаметром 6-25 миллиметров.

- Гидравлический агрегат H25 Eco QC 3 PHASE. Производитель компания Hydralok (Англия). Для рукавов с внутренним диаметром 6-25 миллиметров.

- Опрессовочный агрегат для производства и ремонта рукавов высокого давления ОС-25А-380 (Россия).

Советы по выбору
Промышленное либо ремонтное оснащение обладает определенными техническими характеристиками. Они являются ключевым критерием выбора. Следовательно, прежде всего рекомендуется узнать характеристики готового продукта и выбрать пресс-станок, который бы отвечал им.
Ключевые параметры выбора:
усилие обжатия соединений (тонны);
наибольший и наименьший диаметр рукавов высокого давления, принимается в расчет количество покровов оплетки;
для электрических модификаций – напряжение в электросети;
предельное значение раскрытия кулачков (миллиметры);
размеры и масса.

Принципиальное значение придается плашкам. Они могут быть как опрессовочными, так и маркировочными. В определенных ситуациях понадобятся специализированные конструкции для ограниченной опрессовки РВД. Они производятся на заказ.
Выбор опрессовщика, отрезного и зачистного агрегатов, для изготовления рукавов высокого давления
Для обрезки шланга практикуется ручной станок рукавов высокого давления. Приобрести желательно то оснащение, которое оборудовано фиксатором для заготовки. Брак способна спровоцировать даже незначительная погрешность в размерах.

Подбирая опрессовщик для обжима рукавов высокого давления, стоимость которого будет находиться в зависимости от его параметров, требуется сосредоточить внимание на следующих показателях:
число обжимов, выполненных в установленное время;
предельный диаметр раскрытия.

Опрессовочный агрегат для рукавов высокого давления должен обладать несколькими съемными насадками для того, чтобы устанавливать фитинги разнообразной формы.
Подбирая агрегаты для обрезки шлангов высокого давления, следует сосредоточить внимание на таких характеристиках, как диаметр шланга и метод управления агрегатом. Как правило, он приводится в действие посредством ножной педали. Функция фиксирования заготовки обеспечивает отсутствие погрешностей в работе агрегата, которые способны спровоцировать появление бракованной продукции.
Плюсом опрессовочного агрегата является его многофункциональность.
При его использовании можно не только производить качественные РВД, но и выполнять обжим самых разных изделий. Главное, чтобы они отвечали характеристикам оснащения.
Источник



