
Отливка картечи своими руками
quote: Изготовим картечници по типу ли
quote: Originally posted by AS 34:
Не многие хотят потом отделять картечины
quote: Originally posted by евгений 725:
из стали цена будет другая так фрезеровка очень дорогая
quote: Originally posted by евгений 725:
А чем вам дюраль авиационная не подходит
quote: . Стальные картечницы многим будут интересны.
Однозначно, очередь за такими будет.
Я, во всяком случае, в ней (очереди) буду присутствовать.
Как только определитесь с ценой, прошу известить.
Может даже стоит сделать двухстороннюю, по тиру шарп шутер. На два диаметра.
quote: Originally posted by Griggen:
Может даже стоит сделать двухстороннюю, по тиру шарп шутер. На два диаметра.
quote: Originally posted by евгений 725:
Цена латуни за 1кг 980 руб в изделие будет стоять 6000 руб кто будет брать если проще будет купить готовую картечь
quote: Originally posted by евгений 725:
[B]
Если у людей есть доступ к бесплатному материалу вполне реально.
[/B
quote: Originally posted by евгений 725:
размеры любые изготовим
Я пришёл к выводу что это геморой когда начинаешь отрезать литники от картечи. Сам пользуюсь картечнецей двойной пиндосовской на 8,3 и на 6,1 мм. Сейчас заказал 12 местную на 5,6 мм в которой сразу из под ножа будет выходить готовый продукт без кусачек как говорится.
quote: Originally posted by евгений 725:
По поводу ручек к лейкам сегодня отдал образец на плазму если все получится то цена картечницы с ручками будет в пределах 4000
Источник
ЮЖНЫЙ РЫБОЛОВНО-ОХОТНИЧИЙ КЛУБ
Охота и рыбалка на Юге России. Форум охотников и рыболовов WWW.YUROK-CLUB.RU
- Текущее время: 26 сен 2021, 04:49
- Часовой пояс: UTC+03:00
Литьё картечи

Литьё картечи
Сообщение oborot » 05 окт 2009, 18:29

Сообщение A.V.X.1960 » 05 окт 2009, 18:59

Сообщение Доцент » 05 окт 2009, 18:59
и нужно заморачиваться? хотя если сделать хорошо послужит. У нас делают любые пулелейки и дроболейки. если бы поближе к нам заказали бы на завод. И кстати тут по моему стас был. говорил, что формы под пулю может выточить. может и картечелейку смог бы? Подшипник не трудно найти. А вообщеу нас на координатром станке их делали с хорошей точностью.
По мне если не много нужно лучше в трубочки полить. сам так лил и нормально получалось.

Сообщение N.N. » 05 окт 2009, 19:08
Сообщение oborot » 06 окт 2009, 23:05

Сообщение buch1967 » 24 окт 2009, 22:03

Сообщение Александр_Д » 01 июн 2011, 10:54
Сейчас — межсезонье — время заняться техосмотром и ремонтом всего снаряжения, сделать заготовки на предстоящий сезон. Я вот решил картечь про запас отлить, та что была — закончилась. Ну и фото своей «оснастки» решил выложить — может кому пригодиться сделать что-то подобное
Для литья картечи я в свое время сделал такую форму. Она из двух пластин, с одной стороны пластины соединены петлей, с другой стороны со внутренней стороны одной из пластин зачеканен шарик от широкоподшипника — когда две пластины закрываются для отливки картечи — этот шарик входит в сферическое углубление во второй половинке и тем самым, обеспечивает точное, фиксированное положение пластин относительно друг друга
Источник
Согласованная картечь, литье картечи и зарядка патронов
Во времена Аксакова и Сабанеева крупной картечью стреляли лосей, медведей, кабанов, а мелкой — дроф, рысей, волков, перефразируя известную поговорку, можно сказать, что на всякого зверя своя картечь найдется.

Ну, а теперь опишем главного «героя» этого материала. Итак, картечью называется дробь, диаметр которой превышает 5 мм. То есть, все крупнее 0000 — это уже картечь. В лексиконе охотников, которые мало интересуются теоретической частью охоты, бытует слово «полукартечь», хотя это в корне неверно. Картечь согласно ГОСТу СССР выпускалась следующих размеров (мм): 5,25; 5,60; 5,70; 5,80; 5,90; 6,20; 6,50; 6,80; 6,95; 7,15 ; 7,55; 7,70; 8,00; 8,50; 8,80; 9,65; 10,00.
Но даже такое разнообразие не устраивало настоящих охотников и они самостоятельно разными способами отливали «свой» размер, согласовывая с дульными сужениями стволов своих ружей, таким образом способствовали наилучшему качеству боя.
Издавна считается, что лучше для стрельбы картечью пользоваться стволами с цилиндрическим сверлением. И это, я вам скажу, верно. В «цилиндре» можно использовать картечь большего диаметра, чем у «чоков» (что важно), к тому же не нужно согласовывать ее с дульным сужением. Стрельба несогласованной картечью отрицательно сказывается на кучности и других показателях боя, а также может стать причиной раздутия ствола.
По материалам: bestoxotnik.ru
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Источник
Отливка картечи своими руками
Как изготовить самодельное приспособление для изготовления картечи без токарно-фрезеровочных работ.
Прежде всего, надо заметить, что если нужна хорошая производительность при изготовлении картечи то изготавливать подобное приспособление не стоит. Самодельное приспособление было придумано не от хорошей жизни.
Для хорошей производительности следует ориентироваться на уже готовые изделия «00 Buckshot Mold Lee Precision». Цена такого решения — 63 доллара + 18 долларов стоят ручки для держания + стоимость доставки из США.
Выше описанное готовое приспособление от фирмы «Lee Precision» у нас найти не удалось да и опыта в покупках товаров за границей нет. Несколько коммерческих доставщиков-посредников — просто отказались доставлять подобную вещь несмотря на то, что данное устройство не попадало под их ограничения (наркотики, яды, взрывчатые вещества, детали оружия). При попытке общения выяснилось, что они тупо боятся. Схема их работы заключается в том, что здесь подобные фирмы набирают заказы, затем закупают необходимое и получают одной огромной посылкой. Если при «растаможке» будут проблемы даже с одной составляющей из этой большой посылки — всю посылку тормознут. А это задержки и проблемы для фирмы.
Был правда найден интернет-магазин торгующий уже у нас, но наценки там были просто конские (не меньше 100%). Всем известное зеленое земноводное (именуемое в простонародье жабой) яро воспротивилось такой покупке, и покупка была отложена до лучших времен.
Однако, где-то глубоко внутри (фоновым процессом) засела неудовлетворенность сложившейся ситуацией.
Потом как всегда — появилась идея, сделать что-то подобное самому.
Доступ к токарно-фрезеровочным работам отсутствовал, да и знакомых мастеров необходимого уровня не было.
Поиск в интернете показал, что при помощи стальных шариков от шарикоподшипника, брусков алюминия и пресса — можно получить некоторое подобие необходимого устройства. Но и пресса тоже не было. Ну, раз нечем создать разовое усилие в N-тонн, то никто не запрещает создать большое количество усилий размером в 0.01 * N
В переводе на русский язык это звучит так: «нет пресса, что бы задавить за один раз — будем забивать шарик при помощи «балды» и такой-то матери»
Дальше был приобретен за весьма небольшие деньги кусок дюралевого кругляка диаметром 35 мм.
Примечание: на будущее — не берите дюраль! Только алюминий!
И были закуплены через интернет небольшим количеством шарики для шарикоподшипников диаметра в 8.5 мм .
Затем от дюралевого кругляка были отпилены ножовкой два одинаковых по размерам цилиндра и по центру каждого из них были сделаны небольшие конусные выемки обычным сверлом по металлу. Схема (да здравствует Paint) на рисунке:
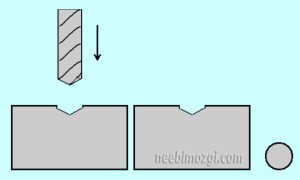
На рисунке видно, что высверленные небольшие конусные отверстия даже близко не походили формой на полусферу. Конечно же, при помощи свёрл разного размера я постарался насколько можно выбрать лишний материал.
После этого наступил черед такой-то матери. При первых же ударах обнаружилось:
1) что между цилиндрами остается еще достаточно большое расстояние
2) из-за этого цилиндры находятся в перекошенном состоянии
3) из-за перекоса — при ударе шарик имеет тенденцию выстреливать
Пришлось внести изменения в процесс «запрессовки». Для этого пришлось добавить вокруг металлического шарика кольцо из пластилина. Оно более-менее позволяло оставаться верхнему цилиндру в горизонтальной плоскости. Что бы после удара конструкция не разлеталась на составляющие — обмотал вокруг изолентой. Как это все выглядело — отображено на рисунке:
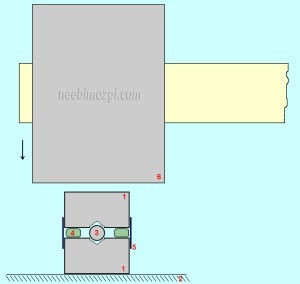
Описание составляющих
1 — цилиндры
2 — металлическая поверхность (наковальня)
3 — шарик от шарикоподшипника
4 — пластилин для лепки
5 — изолента
6 — «балда» (очень большой молоток)
Дальше процесс ударной запрессовки пошел, не так быстро как хотелось бы, но определенно не скучно.
Наносились удары, пластилин, как и положено порядочному пластилину -выдавливался, изолента вспучивалась и прорывалась, а сама наковальня от ударов подпрыгивала.
Еще раз стоит повторить — дюраль материал мало подходящий для запрессовки в неё предметов. Уж сильно этот материал сопротивляется.
Примечание: к сожалению, нельзя наносить удары прямо по шарику. Хотя эффективность удара в два раза и выше но сам шарик деформируется.
Долго ли коротко ли сказка сказывается, но действительно при помощи «балды» и «такой-то матери» получилось запрессовать шарик. Сами цилиндры немного деформировались с тех сторон, куда наносились удары. Это можно увидеть на фотографии:

Затем просверлил несколько отверстий под центрирующие штифты (из гвоздей), загнал штифты и просверлил конусное литьевое отверстие (т.н. литник) для расплавленного свинца.
Дальше при помощи спички (или свечки) необходимо обязательно закоптить те части формы, куда будет попадать расплавленный свинец. Тогда застывший свинец будет намного легче отставать от формы. Результат отливки — свинцовый шарик с конусом литника. Всё, что нужно сделать дальше это откусить бокорезами (боковые кусачки) свинцовый литник и картечина готова (дальнейшая обкатка не требуется).
На фотографии сама форма, и результат отливки — свинцовая картечина диаметром 8.5 мм:

Ну а теперь самое главное.
Минусы:
· Быстро нагревается
· Нет удобных ручек, что бы одним движением раскрывать форму
· Низкая производительность. Для того, что бы снарядить патрон 12 калибром картечью — таких картечин необходимо девять штук. Если необходимо подготовить даже пять патронов — то необходимо залить в форму свинец, подождать пару секунд, разобрать (осторожно т.к. горячо!), собрать снова. И так 45 раз.
Плюсы:
· опыт
· навыки
Комментарии: (5)
Смотри в сторону увеличения производительности. Лить картечь по одной единице — слишком долго и напряжно по усилиям. Гораздо удобнее и выгоднее добавить количество формочек и ручки для удобного раскрытия формы. Тогда процесс сразу ускоряется в N раз.
И почему бы не сделать коммерческий продукт, если рыночная ниша особо не занята? Тут правда уже понадобится другой подход к изготовлению картечелейки, я бы сказал более профессиональный и серийный.
>Лить картечь по одной единице — слишком долго и напряжно по усилиям.
>Гораздо удобнее и выгоднее добавить количество формочек и ручки для удобного раскрытия формы.
Кол-во формочек не добавить, остатки дюрали ушли на другую приспособу. Ручки? Можно попробовать сделать.
>И почему бы не сделать коммерческий продукт, если рыночная ниша особо не занята?
На самом деле — ниша занята. Посмотрите на ты-трубке видео watch?v=YfTdfdrGNRI или вот это watch?v=W_TieankI_k
За один раз — 18 картечин т.е. сразу 3 патрона.
>Тут правда уже понадобится другой подход к изготовлению картечелейки, я бы сказал более профессиональный и серийный.
Для серийности надо делать не так.
Я себе сделал двухрядную форму для отливки картечи диаметрами 7,8 и 8,8 мм. Я ее полуформы отлил из алюминия. Сначала сделал матрицу, в которую их и отливал. Это была пластина шириной 30 мм и толщиной 4 мм. Длиной около 10 см. В ней насверлил один ряд отверстий под шарики 7,8, а второй ряд отверстий — под шарики 8,8 положил ее на другую такую же пластину. Между ними, там где ряд шариков диаметром 7,8 мм положил полоску листовой стали, толщиной 0,4 мм примерно. По четырем сторонам огородил стальными вертикальными стеночками. В результате получилась матрица (а скорее даже форма) для заливки алюминия, в которой оба ряда шариков утоплены до половины и стеночки выступают вверх на нужную высоту. Далее, паяльной лампой с трубчатым коленом расплавил подходящий алюминий в патрубке с заклепанным концом, который прямо в это колено и был выставлен и грелся, находясь прямо в огне, и залил его в эту матрицу, которую тоже прогрел до красного цвета. Одновременно постукивал по матрице при заливке, чтобы пузырей не получилось. Так и получилась первая полуформа. Далее, разобрал это все и извлёк отливку. Шарики из нее вырвать — это тяжко. Благо они уже отпустились после такого нагрева и стали мягче. Их можно было угрызнуть пассатижами. Потом заново собрал матрицу, но уже перевернув пластину с отверстиями под шарики, так как на колене ее делавши, о точной симметрии даже не мечтал. Повторил процесс заливки. Получилась ещё одна полуформа, зеркально отображающая предыдущую. При застывании алюминия его немного повело, но это без проблем выправилось. Далее, опилил полуформы
большим и плоским напильником, и сделал надфилем конические литники к шариками и опять напильником сделал скосы, соединяющие литники. При складывании полуформ, скосы образуют желобок с литниками, в который легко заливать свинец. Направляющие — и так понятно как делаются. На выходе — ворса, в которой за одну заливку имеем (если заливаем с двух сторон) 7 картечин 8,8 мм и 11 картечин 7,8 мм. Взяв одними пассатижами за литниковую прибыль, а вторыми за шарик и повернув его, имеем отлично обрезавшийся от лишнего свинца шарик, который даже катать уже не нужно. Он и так правильной формы. И ровно обрезывается он потому, что конический литник имеет свое острие именно на стыке с шариком.
Бокорезы не нужны, пресс не нужен, обкатывать не нужно, производительность достаточно велика, чтобы за вечер налить картечи много килограмм.
Источник



