
- Приставка TIG (осциллятор, возбудитель дуги) к любому сварочному аппарату
- Самодельная сварка аргоном. Осциллятор своими руками
- Осциллятор для инвертора своими руками — схемы, устройство
- Зачем нужен самодельный осциллятор
- Взаимодействие с инвертором
- Какие бывают сварочные осцилляторы
- Осциллятор непрерывного действия
- Осциллятор импульсный
- Осциллятор с накопительными конденсаторами
- Сварочный осциллятор своими руками
- Правила эксплуатации осцилляторов
Приставка TIG (осциллятор, возбудитель дуги) к любому сварочному аппарату

Для изготовления приставки вам понадобятся детали старого телевизора
ТДКС
Конденсаторы
Отклоняющая система
Реле.
Также:
Балласт старой энергосберегающей лампы
Дроссель со сварочного аппарата или подобный (возможно исключить)
Блок питания (Адаптер) 12В
Провода
Свеча зажигания.
Отрезок фанеры или подходящий корпус.
Варить нержавеющую сталь и алюминий очень удобно не плавящемся электродом в среде инертного газа. В простонародье аргоновая сварка, хотя газы могут быть и другие, например, гелий или смеси.
Практически к любому сварочному аппарату можно подключить рукав с такой горелкой.
Проблема заключается в поджоге дуги, если на нержавеющей стали возможно, но очень неудобно поджигать касанием, то на алюминии это невозможно.
Умельцы зажигают дугу касанием графитовой щётки от электродвигателя, но это тоже не удобно, влияет на качество шва и сильно падает скорость работы.
Для качественной сварки и удобства пользования из того что было я собрал приставку, осциллятор которая позволяет зажигать дугу высокочастотным импульсом в лучших традициях этого вида сварки
Тушине не предусмотрено и производиться резким удлинением дуги.
Осциллятор имеет не завистное питание от сети. Подключается силовыми проводами к любому сварочному аппарату.
Для работы с нержавеющей сталью я использую инверторный сварочный аппарат с постоянным током.
Для сварки алюминия, трансформаторный сварочный аппарат с переменным током (Алюминий почти невозможно варить постоянным током). Есть возможность варить постоянным токам полуавтоматическим аппаратом (MIG) но не всегда это приемлемо, и качество оставляет желать лучшего.
Собрал устройство на подходящем отрезки фанеры. Так как использую в стационарных условиях корпус пока делать не стал. Планируется ряд доработок и усовершенствований, (режим дежурной дуги, импульсного режима и принудительное тушение дуги, клапан подачи газа) после этого возможно изготовлю корпус.
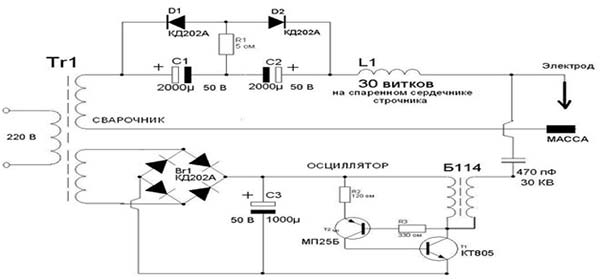
Осциллятор построен по классической схеме с последовательным высокочастотным возбуждением дуги.
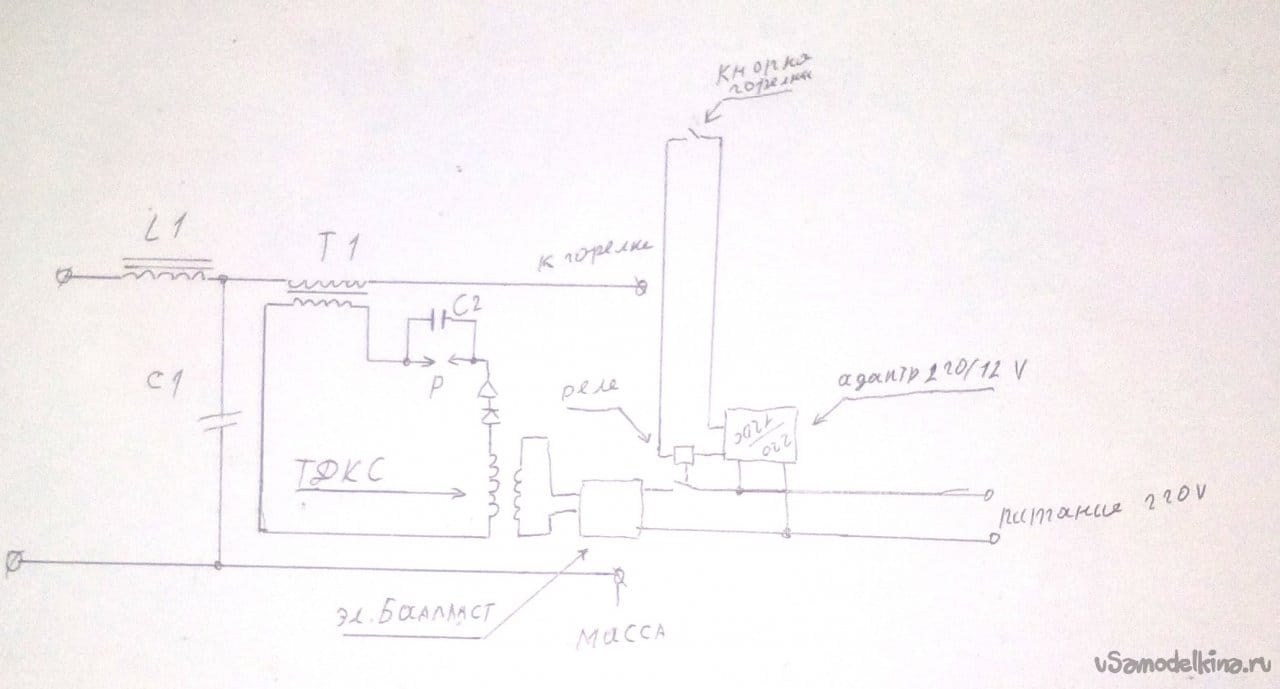
Вход. Дроссель L1 установлен первое для зашиты сварочного аппарата, вторе для более плавного горения дуги аргоновой горелки.
Конденсатор С1 выполняет главную защиту сварочного аппарата шунтируя высокочастотные колебания.
Дроссель применил от неисправного сварочного аппарата, можно использовать и другие рассчитанные на ток сварки (80-150А), или совсем его исключить.



Я проверил около десятка разных конструкций. Установлен трансформатор, намотанный на магнитопроводе отклоняющей системы старого телевизора.
Силовая обмотка содержит 20 витков сварочного провода. У мня не нашлось куска провода достаточного сечения в итоге намотал тремя сложенными в месте сетевыми гибкими проводами. Сечение каждого проводника 8м2. Импульсная обмотка содержит 5 витков провода, равномерно расположенного по всему кольцу. Сечение 1мм2, но может быть больше или меньше. В этом проводе присутствуют импульсное с напряжением более тысячи вольт, изоляция должна этому соответствовать.

В качестве разрядника установлена свеча зажигания. Можно применить практически любую свечу зажигания. Для скептиков, которые утверждают, что правильный разрядник можно сделать только из вольфрамовых электродов, скажу, что свеча зажигания в двигателях работает куда в более суровых условиях на протяжении продолжительного времени. Здесь работа ограничивается секундами с долгими паузами.
В промышленных аппаратах разрядник из вольфрамовых электродов применяется по причине его низкой стоимости и малых размеров.
У свечи нужно выставить зазор 1мм, это будет соответствовать напряжению пробоя примерно 1000В. При настройке возможно уменьшать зазор для наилучшего зажигания дуги. Устанавливать зазор более 1мм не стоит так, как возрастет напряжение и конденсатор С2 будет пробит.
В моем случае используется 0.01 микрофарада и напряжение 1300В. Возможно применять пленочные или керамические. 1300 минимально допустимое напряжение конденсатора для данного случая. Лучше устанавливать с более высоким рабочим напряжением. Подбором этой емкости регулируется частота и естественно устойчивость зажигания дуги. Если в процессе работы такой конденсатор ощутимо греется его, следует заменить на конденсатор другого типа.
Высоковольтное напряжение допустимо использовать как переменный низкой частоты (50 герц), так и постоянный. В классической схеме советского производства используется повышающий трансформатор. Умельцы ставят от микроволновой печи (МОТ). Я встречал схемы с умножителем сетевого напряжения или на катушках зажигания.
Я выбрал вариант с постоянным током. В качестве трансформатора и выпрямителя применён ТДКС от старого телевизора. Можно использовать любого производителя.
Высоковольтный вывод соединен с частотозадающими элементами (Разрядник конденсатор). Питается от балласта энергосберегающей лампы, тоже подойдет любой.
Высокочастотное напряжение подается на первичную обмотку трансформатора, так как у разных производителей цоколевка разная, то нумерацию выводов не даю.
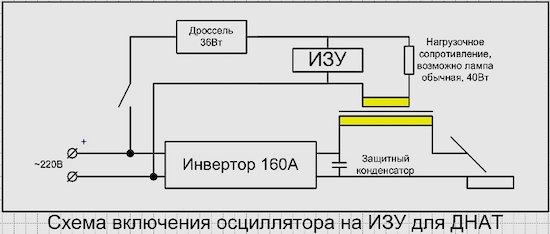
Для настройки последовательно с электронным балластом подключается лампа накаливания примерно 60Вт. Эта мера защитит элементы в случае ошибки при настройке. Выход балласта подключается к первичным обмоткам трансформатора и опытным путем определяется нужные, по завершению настройки лампа накаливания исключается.
Это устройство нужно для включения возбудителя с кнопки на горелке и обеспечения безопасности работы. Так как подавать на кнопку управления сетевое напряжение опасно, то установлен маломощный блок питания на 12В и реле. У меня установлен маломочный сетевой адаптер, тоже строгих требований нет.
Реле управления 12В и контактами, рассчитанными на переменное напряжение 220В 2А. Можно применять и иные.
Источник
Самодельная сварка аргоном. Осциллятор своими руками
Прикупил себе товарищ сварочный инвертор аргонно-дуговой сварки для разных металлов. В основном таких как нержавейка и алюминий в среде газа аргон, но вот незадача такой тип сварки не подходит для сварки алюминия. Задал я вопрос на форуме, рекомендовали менять местами массу и держак, но при таком подключении вольфрамовый электрод просто сгорает. Рекомендовали варить переменным сварочником, якобы алюминий лучше варить переменным током, при таком токе шов получается качественный. Было решено купить сварочник переменного тока, но для него нужен осциллятор. Вот и дал он мне такую задачку собрать для него осциллятор
Осциллятор это такой прибор, который нужен для бесконтактного розжига дуги. Дуга разжигается за счет высоковольтного напряжения между контактами, к примеру как в свече двигателя внутреннего сгорания искра пробивается на расстоянии. По такому же принципу работает осциллятор
В поисках хорошей схемы долго я скитался по просторам рунета, схемы все время чем то не нравились, но вот наткнулся на каком то форуме на схему от Евгения. Выкладываю схему в оригинале 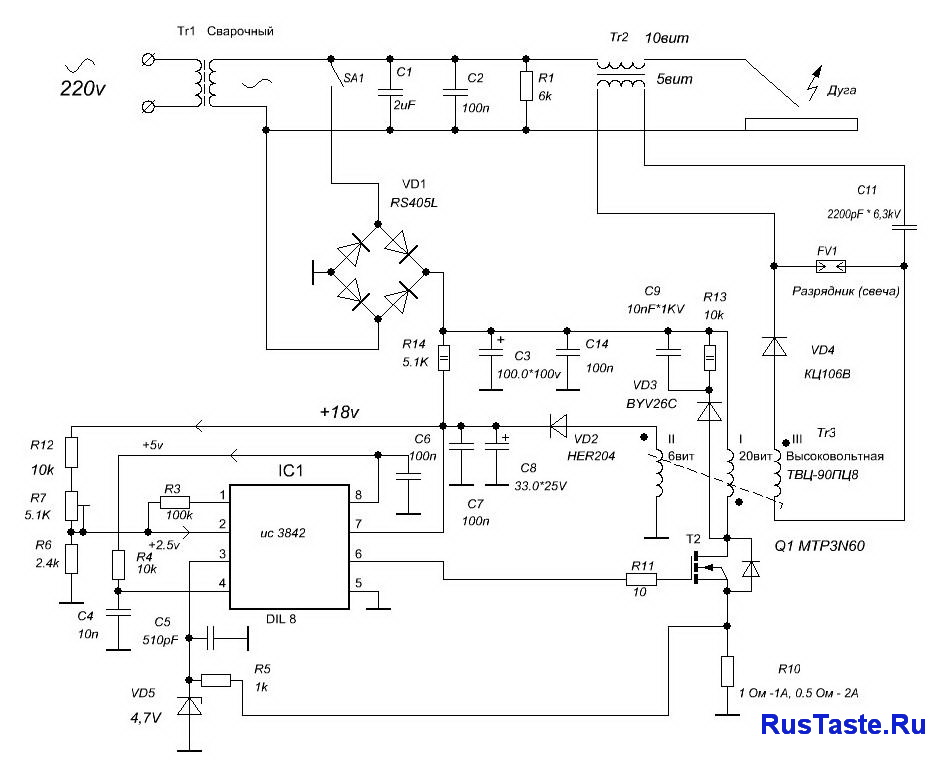
Человек построил схему на базе принципиальной схемы обратнохода на UC3842-5 и трансформатора строчника телевизора. Мне эта идея очень понравилась, но к сожалению у меня нет этой микросхемы и я решил сделать схему на базе таймера NE555.
На базе NE555 можно собрать неплохой генератор прямоугольных импульсов, усилить его драйвером на транзисторах для управления полевым транзистором и гонять преобразующий трансформатор.
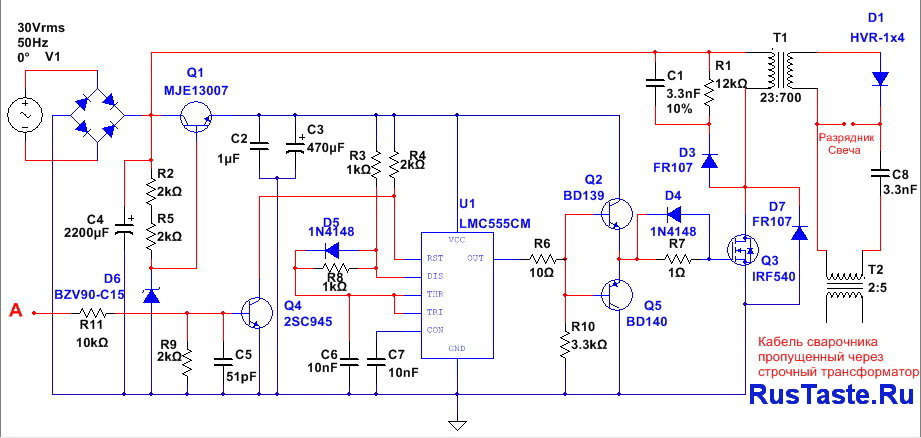
Разберу схему с начала. Питать осциллятор решил от отдельного блока питания 30В, после диодного моста напряжение примерно 45В. На Q1R2R5D6C2C3 собран источник опорного напряжения для питания генератора и драйвера. На R3R4R8D5C6C7 и таймере 555 собран генератор прямоугольных импульсов скважностью 60%, R6Q2Q5 драйвер для управления Q3. C1R1D3 RCD клампер для подавления выбросов с трансформатора.
После трансформатора высокое напряжение свыше 1000В поэтому установлен высоковольтный диод HVR-1×4, такой диод можно найти в микроволновке, он способен выдержать до 12кВ. Между плюсом и минусом установлен разрядник из свечи с мопеда, после через конденсатор установлен развязывающий трансформатор, через который пропускается сам сварочный кабель. Второй трансформатор уже подает высоковольтное напряжение на держак и массу
В точке А схема осциллятора соединяется с датчиком тока, он необходим для работы осцилятора в нужный момент. То есть когда дуга не зажжена и ток не течет через кабель, осциллятор работает выдавая высоковольтное напряжение. Когда дуга зажигается, через датчик тока на трансформаторе проходит какой то ток, с трансформатора на компаратор поступает напряжение, компаратор открывает транзистор C945 и работа осциллятора останавливается. Эта мера необходима, что бы осциллятор работал только для розжига и поддержания дуги когда она затухает, все остальное время осциллятор как бы в режиме ожидания
Датчик тока построен на повторителе из первого ОУ, для согласования напряжения с датчика и компаратора, и собственно самого компаратора, который сравнивает опорное напряжение с напряжением с датчика тока. В качестве датчика тока выступает обычный трансформатор 50ГЦ, как расчитать его описано в статье Расчет трансформатора тока
Со схемой немного определился и принялся за разводку платы, кусок текстолита взял 160*100мм 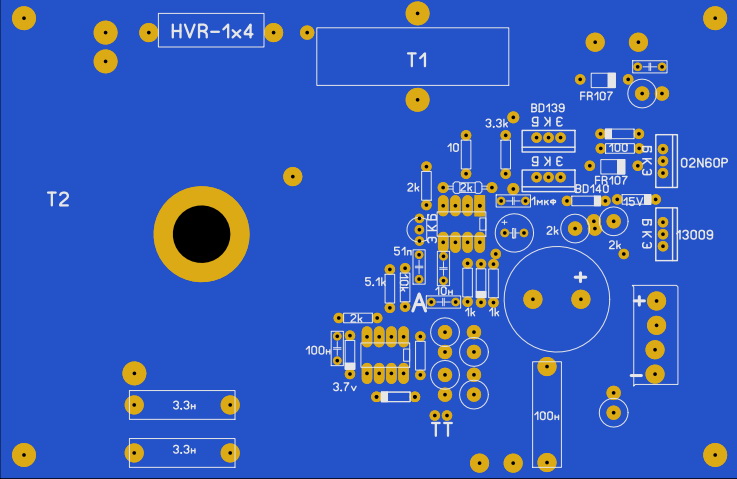
Разводя печатную плату стремился сделать ее как можно компактней, но добиться этого удалось только в управляющей части схемы, в высоковольтной части все компоненты разместил подальше друг от друга, что бы избежать пробоя ведь напряжения немалые
Пока печатка травилась в растворе медного купороса решил заняться трансформатором. Для расчета использовал программку Flyback 8.1, замерил размеры магнитопровода и ввел все в программку.
Задал напряжение питания 30В и частоту генератора 48кГц, напряжение на вторичке выставлял таким образом, что бы количество витков вторички равнялось примерно 700, по паспорту это количество витков внутри залитой эпоксидкой катушке
Нажав на кнопку рассчитать я получил точное количество витков первички и диаметр кабеля, а так же зазор на магнитопроводе 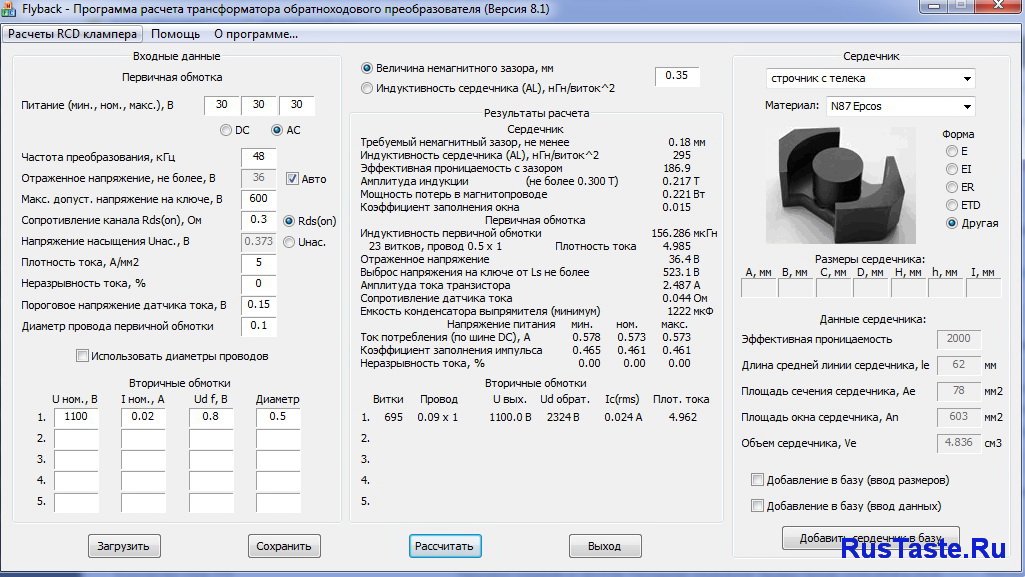
На ферритовый магнитопровод намотал пару витков молярного скотча, поверх него намотал 23 витка проводом диаметром 0,63 и сверху намотал скотчем еще пару слоев для изоляции
После намотки принялся за сборку платы. Собрал ИОН и генератор. Установил трансформатор Т1 и диод с разрядником, установлено все кроме RCD клампера. Клампер рассчитываю в той же программе. Задаю емкость конденсатора и рассчитываю диод и сопротивление резистора 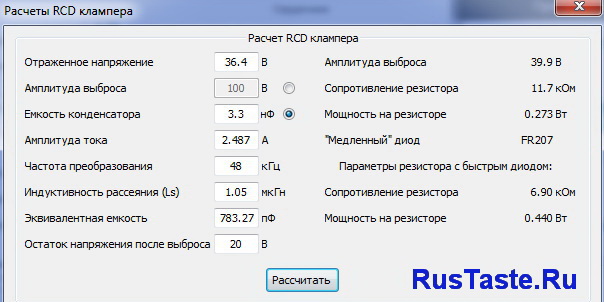
Собрал все в кучу, прикрутил на радиатор через прокладки транзисторы, теперь можно и пробное включение сделать. 
Включил через лампу на секунду другую. Лампа светится, но не в весь накал, искра стала пробиваться, значит генератор работает. Удалил лампу с цепи, сделал замеры на ИОН там 15В как и надо.
На генераторе есть импульсы, искра пробивается значит можно продолжать сборку и собирать датчик тока.
Установил второй трансформатор и временно установил последовательно два конденсатора 1600В 2,2нФ, так как не было подходящего. На второй трансформатор временно намотал витков для проверки работы схемы 
Схема работает отлично, осциллятор работает. Осталось только доработать датчик тока, но так как товарищ еще не привез сварку, испытывать нечем. О его работе я расскажу в следующей статье, а пока устройство лежит ждет своего времени 
Не хотите тратить время на сборку платы и настройку, закажите готовый модуль из Китая
для питания от переменного напряжения 220В модуль стоит 1200 рублей, ссылка вот 
Так же вы можете приобрести осциллятор с питанием от 24В стоимостью 1500 рублей, ссылка вот 
Если вы серьезно заинтересованный этой темой, рекомендую прочитать последнюю статью по самодельному аргонодуговому аппарату для алюминия, так же можете прочитать про первый горький опыт Самодельная сварка аргоном. Переделка переменного сварочного аппарата
Источник
Осциллятор для инвертора своими руками — схемы, устройство

Многие начинающие сварщики сталкиваются с проблемой розжига дуги. Опытные мастера так же не прочь облегчить этот процесс. Чтобы сварка всегда начиналась ровно и стабильно, придуман осциллятор. Особенно он полезен при сварке нержавеющей стали или цветных металлов.
Зачем нужен самодельный осциллятор
Осциллятор как генерирующее устройство способен работать на постоянном и переменном токе. Предназначение прибора – возбуждение сварочной дуги без контакта электрода с объектом сварки и стабилизация горения. Вид электрода: вольфрамовый наконечник горелки или стандартный в обмазке — не имеет значения. Эффект достигается трансформацией сетевого тока в частотные импульсы высокого напряжения, с характеристиками параметров:
- Напряжение сети 220 В – напряжение на выходе — 2,5–3 тыс. В;
- Частота тока 50 Гц – частота на выходе — 15–30 тыс Гц;
- Мощность осциллятора – 250–400 Вт.
Электрическая схема осциллятора
Принцип работы самодельного осциллятора, включённого в схему сварочного устройства с долей упрощения:
- Подача сетевого напряжения на сварочное устройство;
- Напряжение проходит обмотки повышающего трансформатора и начинает заряжать конденсатор колебательного контура;
- Конденсатор-накопитель аккумулирует высокочастотное высоковольтное напряжение разряда;
- Параллельно блок управления системой открывает газовый клапан;
- Блок управления высвобождает импульс при наполнении ёмкости конденсатора на разрядник, происходит пробой;
- Колебательный контур закорачивается, возникают резонансные затухающие колебания, идущие на сварочную дугу;
- Предохранитель при пробое конденсатора размыкает электрическую цепь;
- При падении напряжения формируется следующий разряд;
- Дуга вспыхивает в облаке газа в 3–5 мм над деталью;
- При разрыве дистанционного контакта схема управления дублирует импульс поджога дуги.
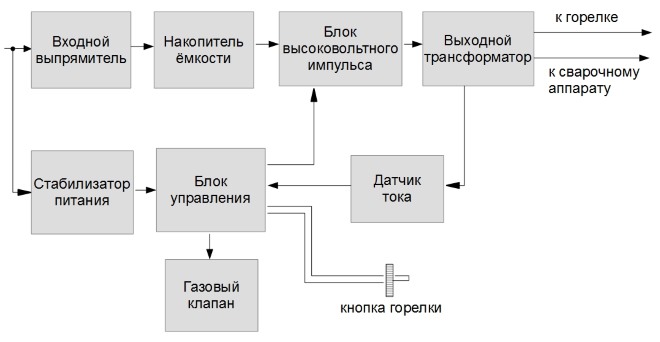
Функциональная схема осциллятора
Взаимодействие с инвертором
Принцип действия аппаратуры, стабилизирующей работу инвертора, состоит в дополнительной подаче высокого напряжения к электроду. Оно поступает периодически, вместе с основным выходным напряжением самого сварочного агрегата. Напряжение поступает в виде импульсов, имеющих характерную амплитудную модуляцию. Их параметры могут достигать 6 кВ, а частота находится в пределах 150-500 кГц.
Продолжительность сформированных импульсов незначительная, поэтому они отличаются очень маленькой скважностью, вполне достаточной для получения необходимой мощности – до 300 Вт. Их воздействие приводит к образованию кратковременного электрического пробоя между деталью и электродом, повышающего надежность контакта. Осциллятор запускается в тот момент, когда электрод приближается к металлу примерно на 5 мм. Под действием электрических импульсов воздушный промежуток ионизируется, после чего возникает мгновенный разряд.
Управление осциллятором производится специальной кнопкой, удобно расположенной на держателе. Если используется аргоновая сварка, то управляющая кнопка размещается непосредственно на горелке.
Благодаря высокой степени ионизации, электропроводность воздуха существенно повышается. Через этот промежуток происходит мгновенное течение дугового тока, сформированного в инверторе. В результате, сварочная дуга появляется и затем продолжает гореть в рабочем режиме. За счет импульсов этот процесс поддерживается непрерывно и не прекращается даже при случайном увеличении воздушного зазора. Ток, произведенный осциллятором, объединяется с током инвертора, и их совместных усилий вполне хватает для поддержания дуги в любых условиях.
Какие бывают сварочные осцилляторы
Сварочный осциллятор не является основным устройством для проведения сварочных работ. Использовать его самостоятельно не представляется возможным, так как он не обладает большой мощностью, способной расплавлять и соединять металлы. Основная его функция – зажечь дугу без прикосновения электрода к рабочей поверхности, и далее поддерживать ее стабильное состояние.
Такой эффект возможен благодаря генерации прибором высокочастотного высоковольтного напряжения, способного осуществлять пробой воздушного промежутка между электродом и металлом. По мостику этого пробоя уже начинает течь основной сварной ток. Различают такие типы сварочных осцилляторов:
- Аппарат с непрерывным режимом действия;
- Аппарат с питанием импульсным режимом;
- Аппарат с накопительными конденсаторами.
Схема сварочного осциллятора
Осциллятор непрерывного действия
Прибор такого типа выдает ток, частота которого доходит до 250 кГц, и амплитуда напряжения может достигать 6 киловольт. Это электричество дополнительно накладывается на основной ток сварки, дуга мгновенно зажигается на расстоянии от заготовки и держится стабильно при любых амплитудных значениях силы основного тока за счет высокой частоты. Ток сварочного осциллятора не представляет реальной угрозы для оператора, так как мощностью обладает небольшой.
Схема включения прибора в общую сеть со сварочным аппаратом может быть выполнена параллельно и последовательно. Последовательное включение более целесообразно. Здесь не нужно применять дополнительную защиту устройства по высокому напряжению.
Осциллятор импульсный
Конструкция осциллятора этого типа удобна в использовании, если сварка осуществляется током переменного значения. Оборудование способно удержать дугу в момент перехода полярности электричества, что наблюдается постоянно. Схема осциллятора непрерывного действия в этом смысле проигрывает. Импульсный прибор также без физического контакта зажигает дугу в первоначальный момент времени.
Осциллятор с накопительными конденсаторами
Прибор, в схеме которого имеются накопительные конденсаторы, работает по режиму заряд-разряд. Для насыщения конденсаторов используется специальный зарядный модуль. В первоначальный момент времени заряженные конденсаторы отдают энергию дуге и, отключаясь от схемы разряда, соединяются с зарядным модулем. При угрозе срыва дуги синхронизирующий модуль вновь переключает разрядники на рабочую линию сварочного аппарата.
Сварочный осциллятор своими руками
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».

Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;

Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.

Правила эксплуатации осцилляторов
Применение осциллятора для сварки алюминия, других цветных металлов или нержавеющей стали требует соблюдения ряда несложных правил, которые сделают работу с таким устройством комфортной и безопасной.
- Использовать осцилляторы можно как в помещениях, так и вне их.
- Не рекомендуется применение сварочных осцилляторов на открытом воздухе, если на улице идет дождь или снег.
- Работать с такими устройствами разрешается при температуре окружающего воздуха от –10 до +40 градусов Цельсия.
- Использовать осцилляторы допустимо при уровне влажности окружающего воздуха, не превышающей 98%.
- Атмосферное давление, при котором можно использовать такие устройства, должно находиться в интервале 85–106 килопаскалей.
- Не рекомендуется использовать такое устройство в помещениях, атмосфера которых сильно загрязнена пылью, едкими парами и газами, которые могут разрушить изоляцию и металл.
- Начинать работу со сварочным осциллятором можно лишь в том случае, если он надежно заземлен.
- Перед началом работы всегда следует проверять, правильно ли устройство подключено в сварочную цепь и исправны ли его контакты.
- Кожух осциллятора в процессе выполнения сварочных работ всегда должен быть надет на него, снимать его можно только тогда, когда устройство отключено от электрической сети.
- Рабочая поверхность разрядника должна всегда содержаться в чистоте, на ней не должно быть следов нагара. В случае появления нагара от него необходимо избавиться с помощью шлифовальной шкурки.
Такое устройство, которое поможет вам выполнять сварку цветных металлов и нержавейки, можно не только купить, но и сделать своими руками.
Источник



