
- Устройство осциллятора для сварочных работ
- Принцип работы
- Устройство
- Подключение
- Применение
- Примеры схем
- Приставка TIG (осциллятор, возбудитель дуги) к любому сварочному аппарату
- Сборка сварочного осциллятора своими руками по схеме
- Принцип работы осциллятора
- Функциональная схема
- Последовательность процесса сварки
- Виды осцилляторов
- Сборка в бытовых условиях
- Правила эксплуатации
Устройство осциллятора для сварочных работ
При работе с аппаратами электродуговой сварки возбуждение электрической дуги осуществляется соприкосновением электрода и заготовки. Не всегда зажечь дугу удается с первого касания.
Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки.
Выполнение тонких сварочных работ с цветными металлами производится на малых токах, усугубляющих нестабильность зажигания дуги. Для решения проблем подобного рода используется так называемый осциллятор. Его используют при сварке в среде аргона, которая как раз и применяется к цветным металлам и сплавам.

Принцип работы
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому аппарату электродуговой сварки, и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.
 Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.
Устройство
Таким образом, применение осциллятора для сварки позволяет повысить стабильность работы сварочного аппарата и качество выполняемой работы за счет обеспечения следующих возможностей:
- дистанционный розжиг электрической дуги;
- сохранение устойчивости дуги при случайном изменении величины воздушного зазора.
Основными элементами осциллятора являются: трансформатор, обеспечивающий повышение сетевого напряжения 220 Вольт до 3 – 6 кВ, колебательный контур, генерирующий колебания высокой частоты, а также искровой промежуток.
Очень часто осцилляторы используются совместно с аппаратами аргонодуговой сварки, поскольку именно такими аппаратами производятся работы с цветными металлами. В этом случае, включение прибора синхронизируется с клапаном, открывающим каналы подачи аргона.
Подключение
 Схема подключения осциллятора к основному сварочному аппарату зависит от конструкции прибора. Прежде всего, осциллятор должен быть подключен к питанию 220 Вольт.
Схема подключения осциллятора к основному сварочному аппарату зависит от конструкции прибора. Прежде всего, осциллятор должен быть подключен к питанию 220 Вольт.
Подключение к сварочному аппарату может быть двух типов: параллельное и последовательное. На рисунке ниже представлены варианты подключения осциллятора, а также пример компоновки прибора, выполненного в виде отдельного блока.
При параллельном подключении, выводы осциллятора присоединяются к сварочному электроду и заготовке. При последовательном варианте, осциллятор включается в разрез кабеля, питающего сварочный электрод.
Можно найти большое количество схем и описаний этого полезного прибора, пользуясь которыми, его несложно сделать своими руками. Устройство не содержит дорогих и дефицитных деталей и доступно для исполнения человеку с начальными познаниями в электротехнике.
Применение
Основное применение данного прибора, как уже было сказано выше, относится к сварке цветных металлов, хотя и не ограничивается этой сферой. Описываемое устройство с успехом может применяться в сочетании со сварочными аппаратами любого типа.
Использование осциллятора с трансформатором для сварки переменным током, позволяет устранить недостатки этого вида сварки, порождающие нестабильное горение дуги.
Более того, в этом варианте становится возможным кроме штатных электродов, использовать при сварке электроды, предназначенные для работы с постоянным током.
Это расширяет технические возможности сварочных трансформаторов переменного тока и позволяет с их помощью выполнять сварочные соединения, по качеству не уступающие тем, которые выполнены сваркой на постоянном токе.
Использование осциллятора для работы с инвертором дает возможность производить сварочные работы с меньшими значениями токов, следовательно, работать с более тонкими и деликатными заготовками.
Осциллятор, предназначенный для сварки алюминия, часто сочетается с аппаратом аргонодуговой сварки. Алюминий является одним из самых «капризных» цветных металлов, не прощающих сварщику малейшей ошибки.
Он склонен к разбрызгиванию и быстрому сквозному прогару благодаря низкой температуре плавления. По этой причине, именно для работы с этим металлом актуально применение технологий, позволяющих работать малыми токами с высокой стабильностью сварочной дуги.
Примеры схем
Если есть желание сделать осциллятор самостоятельно, то стоит обратить внимание на самые простые схемы.
На приведенной ниже схеме представлен аппарат непрерывного действия, поэтому подключение к сети осуществляется исключительно через трансформатор. Чтобы собрать данную схему, не придётся использовать дорогостоящие элементы.
Недостатком является выбор тиристоров. Их надо подбирать, что называется, методом «тыка», пробовать, при каких тиристорах сварочная дуга наиболее устойчива.

Вторая схема самодельного осциллятора для сварки так же достаточно проста и лишена недостатков предыдущей. Собрать по ней устройство можно с минимальными навыками в монтаже электросхем.

На третьей схеме более подробно представлены элементы сборки.

При сборке надо помнить о технике безопасности, поскольку устройство работает с большими токами.
Источник
Приставка TIG (осциллятор, возбудитель дуги) к любому сварочному аппарату

Для изготовления приставки вам понадобятся детали старого телевизора
ТДКС
Конденсаторы
Отклоняющая система
Реле.
Также:
Балласт старой энергосберегающей лампы
Дроссель со сварочного аппарата или подобный (возможно исключить)
Блок питания (Адаптер) 12В
Провода
Свеча зажигания.
Отрезок фанеры или подходящий корпус.
Варить нержавеющую сталь и алюминий очень удобно не плавящемся электродом в среде инертного газа. В простонародье аргоновая сварка, хотя газы могут быть и другие, например, гелий или смеси.
Практически к любому сварочному аппарату можно подключить рукав с такой горелкой.
Проблема заключается в поджоге дуги, если на нержавеющей стали возможно, но очень неудобно поджигать касанием, то на алюминии это невозможно.
Умельцы зажигают дугу касанием графитовой щётки от электродвигателя, но это тоже не удобно, влияет на качество шва и сильно падает скорость работы.
Для качественной сварки и удобства пользования из того что было я собрал приставку, осциллятор которая позволяет зажигать дугу высокочастотным импульсом в лучших традициях этого вида сварки
Тушине не предусмотрено и производиться резким удлинением дуги.
Осциллятор имеет не завистное питание от сети. Подключается силовыми проводами к любому сварочному аппарату.
Для работы с нержавеющей сталью я использую инверторный сварочный аппарат с постоянным током.
Для сварки алюминия, трансформаторный сварочный аппарат с переменным током (Алюминий почти невозможно варить постоянным током). Есть возможность варить постоянным токам полуавтоматическим аппаратом (MIG) но не всегда это приемлемо, и качество оставляет желать лучшего.
Собрал устройство на подходящем отрезки фанеры. Так как использую в стационарных условиях корпус пока делать не стал. Планируется ряд доработок и усовершенствований, (режим дежурной дуги, импульсного режима и принудительное тушение дуги, клапан подачи газа) после этого возможно изготовлю корпус.
Осциллятор построен по классической схеме с последовательным высокочастотным возбуждением дуги.
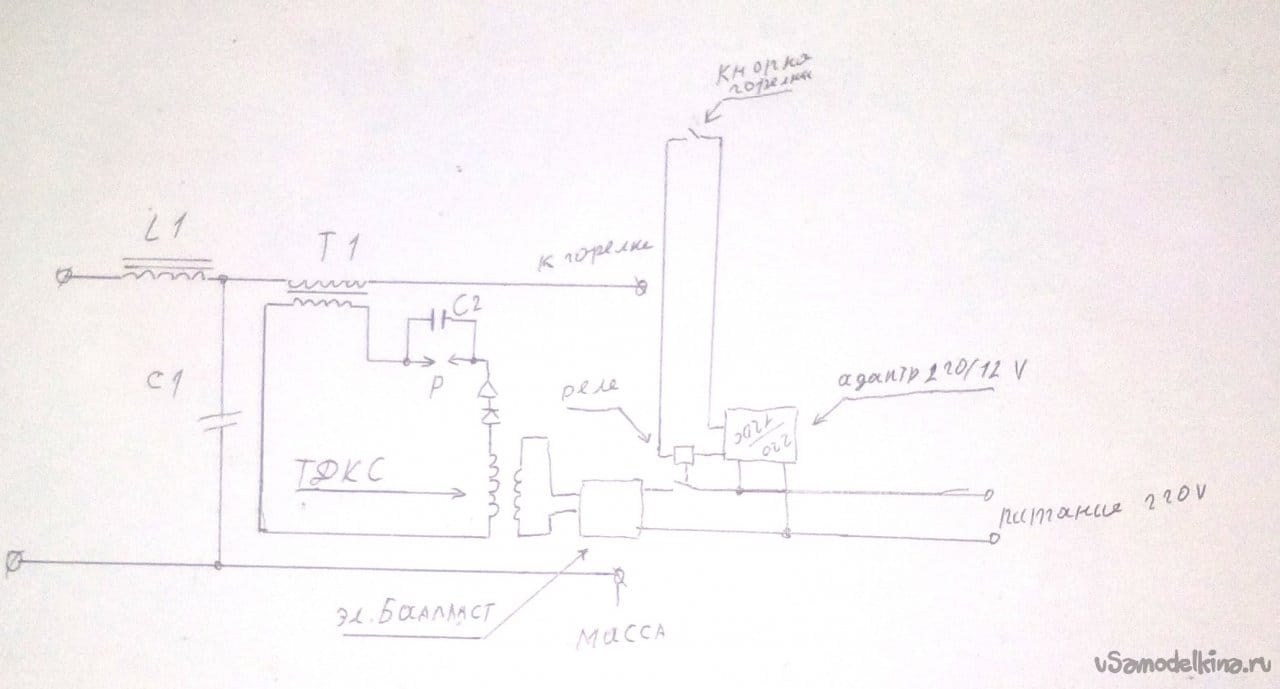
Вход. Дроссель L1 установлен первое для зашиты сварочного аппарата, вторе для более плавного горения дуги аргоновой горелки.
Конденсатор С1 выполняет главную защиту сварочного аппарата шунтируя высокочастотные колебания.
Дроссель применил от неисправного сварочного аппарата, можно использовать и другие рассчитанные на ток сварки (80-150А), или совсем его исключить.



Я проверил около десятка разных конструкций. Установлен трансформатор, намотанный на магнитопроводе отклоняющей системы старого телевизора.
Силовая обмотка содержит 20 витков сварочного провода. У мня не нашлось куска провода достаточного сечения в итоге намотал тремя сложенными в месте сетевыми гибкими проводами. Сечение каждого проводника 8м2. Импульсная обмотка содержит 5 витков провода, равномерно расположенного по всему кольцу. Сечение 1мм2, но может быть больше или меньше. В этом проводе присутствуют импульсное с напряжением более тысячи вольт, изоляция должна этому соответствовать.

В качестве разрядника установлена свеча зажигания. Можно применить практически любую свечу зажигания. Для скептиков, которые утверждают, что правильный разрядник можно сделать только из вольфрамовых электродов, скажу, что свеча зажигания в двигателях работает куда в более суровых условиях на протяжении продолжительного времени. Здесь работа ограничивается секундами с долгими паузами.
В промышленных аппаратах разрядник из вольфрамовых электродов применяется по причине его низкой стоимости и малых размеров.
У свечи нужно выставить зазор 1мм, это будет соответствовать напряжению пробоя примерно 1000В. При настройке возможно уменьшать зазор для наилучшего зажигания дуги. Устанавливать зазор более 1мм не стоит так, как возрастет напряжение и конденсатор С2 будет пробит.
В моем случае используется 0.01 микрофарада и напряжение 1300В. Возможно применять пленочные или керамические. 1300 минимально допустимое напряжение конденсатора для данного случая. Лучше устанавливать с более высоким рабочим напряжением. Подбором этой емкости регулируется частота и естественно устойчивость зажигания дуги. Если в процессе работы такой конденсатор ощутимо греется его, следует заменить на конденсатор другого типа.
Высоковольтное напряжение допустимо использовать как переменный низкой частоты (50 герц), так и постоянный. В классической схеме советского производства используется повышающий трансформатор. Умельцы ставят от микроволновой печи (МОТ). Я встречал схемы с умножителем сетевого напряжения или на катушках зажигания.
Я выбрал вариант с постоянным током. В качестве трансформатора и выпрямителя применён ТДКС от старого телевизора. Можно использовать любого производителя.
Высоковольтный вывод соединен с частотозадающими элементами (Разрядник конденсатор). Питается от балласта энергосберегающей лампы, тоже подойдет любой.
Высокочастотное напряжение подается на первичную обмотку трансформатора, так как у разных производителей цоколевка разная, то нумерацию выводов не даю.
Для настройки последовательно с электронным балластом подключается лампа накаливания примерно 60Вт. Эта мера защитит элементы в случае ошибки при настройке. Выход балласта подключается к первичным обмоткам трансформатора и опытным путем определяется нужные, по завершению настройки лампа накаливания исключается.
Это устройство нужно для включения возбудителя с кнопки на горелке и обеспечения безопасности работы. Так как подавать на кнопку управления сетевое напряжение опасно, то установлен маломощный блок питания на 12В и реле. У меня установлен маломочный сетевой адаптер, тоже строгих требований нет.
Реле управления 12В и контактами, рассчитанными на переменное напряжение 220В 2А. Можно применять и иные.
Источник
Сборка сварочного осциллятора своими руками по схеме
Без сварочных работ трудно представить современный мир. Даже в быту время от времени приходится выполнять некоторые сварочные работы. Для облегчения сварочного процесса нержавейки или цветных металлов необходим осциллятор.
Этот аппарат может зажигать электрическую дугу без контакта с поверхностью детали и поддерживать горение, необходимое для сварки. Для бытовых нужд необязательно приобретать промышленное изделие, поскольку вполне можно собрать осциллятор своими руками в условиях дома или небольшой мастерской.

Принцип работы осциллятора
При сварках где участвуют цветные металлы обычно применяют аргонодуговые аппараты, в которых вольфрамовые электроды подплавливают края и создают своеобразную ванну. Алюминиевый материал и нержавеющую сталь сшивают, когда источником напряжения и тока является инвертор.
В любых случаях наблюдается одна и та же проблема — первоначальное разжигание дуги. При работе с цветными металлами постукивают электродом по поверхности, в результате чего образуются трещины и следы, которые требуют дальнейшей обработки. Осциллятор — это то, что нужно для аргонной сварки.
Если лист металла тонкий, то при работе на небольших токах дуга постоянно тухнет. Неоднократное и постоянное её возбуждение забирает рабочее время. Для предотвращения подобных ситуаций тоже необходим осциллятор.
Сборка этих приборов может быть разная, но все они необходимы для возбуждения сварочной дуги между электродом и изделием на расстоянии около пяти миллиметров. Осциллятор размещают между источником тока и горелкой с электродом из вольфрама.
Принцип работы заключается в изменении входящего напряжения в высокочастотные короткие импульсы. Эти импульсы суммируются со сварочным током и принимают активное участие в розжиге. Можно собрать такой осциллятор для инвертора своими руками.
Эти устройства могут питаться от переменного или постоянного тока и повышают как значение напряжения, так и частоту электротока. Если на вход прибора подать напряжение 220В с частотой тока в 50 Герц, то на выходе получится напряжение от 2500 до 3000В при частоте от 150 000 до 300 000 Герц. Полученные импульсы имеют продолжительность десятков микросекунд.
Номинальная мощность таких устройств примерно 250–350 Ватт.
Функциональная схема
Технические характеристики каждого прибора зависят от его конструкции и свойств элементов на схеме. Принципиально агрегат состоит из таких элементов:
- Колебательный контур. Он собран из индуктивной катушки и конденсатора. Катушка представляет собой вторичную обмотку трансформатора высокой частоты. Сам контур генерирует необходимые искры.
- Разрядник.
- Катушки дроссельные. Их количество — две единицы.
- Высокочастотный повышающий трансформатор. Он преобразует входные параметры напряжения в высокочастотные колебания.

Прибор также содержит вспомогательные электрические детали, которые отвечают за безопасность использования агрегата. Это защитный конденсатор, предохраняющий работника от поражения электрическим током и предохранитель.
Предохранитель должен срабатывать при коротком замыкании и пробое конденсатора.
Входное напряжение, проходя через обмотки повышающего трансформатора, проходит через колебательный контур и начинает зарядку конденсатора. Затем, после зарядки последнего до необходимой ёмкости, происходит разряд и возникает пробой. Пробой вызывает короткое замыкание колебательного контура, вследствие которого возбуждаются резонансные колебания. Ток высокой частоты, создающий эти колебания, через защитный конденсатор и обмотки катушки доходит до сварочной дуги.
Защитный конденсатор свободно пропускает высокочастотный ток, который отличается также большой величиной напряжения. Но этот блокировочный конденсатор не способен пропускать ток низкой частоты, так как обладает большим сопротивлением. Это свойство мешает пройти низкочастотному току от сварочного прибора и является надежной защитой от короткого замыкания.
Последовательность процесса сварки
Невзирая на некоторые отличия в сборке, использование устройств этого класса проходит по одному сценарию. Можно так представить последовательность работы прибора:
- Сварщик на горелке нажимает кнопку «Пуск».
- Выпрямитель на входе получает напряжение из сети, выпрямляет и отправляет на накопитель.
- Накопительный узел заряжается.
- После срабатывания накопительного конденсатора, освобождается импульс.
- Импульс поступает на высокочастотный трансформатор и преобразовывается в высоковольтный импульс.
- Одновременно срабатывает клапан газа и выходит аргон из аргонно содержащей камеры.
- После короткого разряда тока, дуга зажигается в газовом облаке и начинается процесс сварки.
- Когда начинает работать сварочный ток с силой, превышающей пять ампер, то импульс затухает. Происходит процесс сварки с установленными на аппарате значениями. При потере контакта возникает следующий импульс для возрождения дуги.
- Когда сварка заканчивается, прибор завершает процесс.
При изготовлении аргоновой горелки своими руками, конструкция может быть упрощена и прибор становится полуавтоматом. В этом случае при случайном завершении процесса сварки надо вручную включать бесконтактный поджиг, нажимая кнопку «Пуск».
Виды осцилляторов
Устройства этого типа в зависимости от вида работ, могут быть кратковременного или постоянного действия. Таким образом, осцилляторы делятся на:
- Устройства непрерывной работы.
- Аппараты с импульсным питанием.
При сварке тонких листовых материалов лучше подходит прибор постоянного действия, так как розжиг будет производиться сразу при поднесении к заготовке. В процессе сварки горение будет ровное и все время поддерживаться. В результате получится чистый и аккуратный шов.
Для безопасности рекомендуется последовательное соединение устройства. Если предусмотрено параллельное подключение, то надо установить защиту от напряжения. При выполнении работ с алюминием, которые выполняются исключительно на переменном токе, применяют импульсные аппараты.
Сборка в бытовых условиях
Для сборки прибора аргонной сварки своими руками из инвертора чаще всего используют распространенную и несложную схему.

В этой схеме главным элементом является повышающий трансформатор. Именно он увеличивает величину стандартного напряжения до трёх тысяч вольт. Самым проблемным узлом при сборке этого устройства является разрядник, который вырабатывает сильную искру. Разрядник и катушка индуктивности обеспечивают главное — они генерируют затухающие высокочастотные импульсы, которые зажигают дугу и поддерживают равномерное горение. Катушка и разрядник совместно с блокировочным конденсатором образуют узел колебательного контура.
Самодельные аппараты тоже могут быть выполнены по двум различным схемам. Они могут быть импульсного или непрерывного действия. Приборы, использующие принцип непрерывного действия менее эффективны и в их конструкцию надо обязательно включать блок защиты от напряжения. Импульсные устройства считаются лучше, удобнее и производительнее.
Основной деталью узла управления является кнопка. Она выполняет две функции: включение разрядника и контролирование подачи защитного газа в область сварки. Первичными данными при самостоятельной сборке являются детальные ответы на следующие вопросы:
- Применение для алюминия или нержавейки.
- Вид электрического тока — переменный или постоянный.
- Какое напряжение предусматривается.
- На какую мощность будет рассчитан прибор.
- Какая величина вторичного напряжения.
Сборка деталей производится на прямоугольной плате. Слева обычно располагается трансформатор высокой частоты, блок управления и предохранительный узел. В центральной части логично расположить разрядник с конденсатором колебательного контура и блокировочный конденсатор. Последний становится преградой для низкочастотного тока на пути к сварке. Место справа остается для дросселя.
Трансформатор выбирают исходя из потребностей по величине тока во вторичной обмотке. При этом катушку индуктивности лучше сделать сдвоенной. Тогда напряжение и величина тока оказываются более стабильными, а защита аппарата надежнее. Контуры подобны друг другу и состоят из:
- Конденсатора, запас которого по напряжению в первой части должен быть не менее 500В и 5–6 кВ для второй. Емкость первого конденсатора должна составлять не менее 0.3 мФ, а второго до 1 мФ.
- Варистора с напряжением во вторичной обмотке около 90–100 В (для первого каскада) и до 140–150 В во второй линии.
- Катушки индуктивности. Обе катушки имеют ферритовый стержень с намотанной на него медной проволокой сечением около 20 миллиметров квадратных с зазором не менее 0.8 миллиметров. В первом каскаде количество витков от семи, а во втором — меньше. Катушка второго каскада является фильтром и защитой от колебаний тока. Ток различной амплитуды может привести к нестабильному горению.
Для разрядника находят плату с ребрами теплоотвода. Эта плата охлаждает при срабатывании разряда. Электроды из вольфрама иногда заменяют на обычные. Главное, чтобы их диаметр составлял не менее двух миллиметров. Кончики электродов должны быть строго параллельны. При помощи специального винта делают возможной регулировку расстояния между электродами.
Чтобы получить максимальную стабильность, ко второй обмотке второго каскада подключают катушку от любого электрошокера. Для этого в схему устройства приходится подключать аккумулятор напряжением в шесть вольт. Он обеспечивает питание этой катушки.
Наличие аккумулятора не дает забыть, что время от времени всё устройство нужно осматривать и проводить регламентные работы. Первый каскад подключается к инвертору, а второй предназначен для сварочной горелки и заготовки, которую надо сварить. Корпус прибора должен иметь вентиляционные отверстия и быть влагозащищенным.
Правила эксплуатации
Применение осцилляторов несложно, но требует выполнения ряда правил. Тогда работа с прибором становится безопасной, удобной и продуктивной. Правила использования следующие:
- Применение этих устройств разрешено как в помещениях, так и на воздухе.
- В случае обильного снегопада или дождя лучше воздержаться от включения прибора при работе на улице.
- Температурный режим окружающей среды должен быть от -10 до +40 градусов по Цельсию.
- Влажность воздуха не должна быть больше 98%.
- Крайне не рекомендуются работать со сварочным аппаратом в помещениях где сильно накопилась пыль или едкие газы способные повредить металл или изоляцию.
- Обязательно перед включением нужно убедиться в наличии заземления.
- Защитный кожух прибора можно снимать только в выключенном состоянии. Во время сварки кожух должен быть надет.
- На рабочей поверхности разрядника не должно быть следов нагара или грязи. В случае загрязнения нужно вычистить кончики разрядника тонкой наждачной шкуркой.
При сборке осциллятора для инвертора своими руками необходимо также соблюдать правила поведения с электрическими устройствами. Необходимо строго соблюдать основные правила сборки электрических схем и использовать только те детали, которые обладают нужными характеристиками.
Источник



