
- Как правильно клепать заклепки молотком
- Что такое заклепочник и его виды
- Виды привода заклепочников и их стоимость
- Устройство заклепок вытяжного типа
- Этапы соединения при помощи заклепочника
- Установка заклепок
- Общая информация
- Материал изготовления
- Алюминиевые
- Стальные
- Медные
- Латунные
- Заклепки с потайной головкой
Как правильно клепать заклепки молотком
В промышленности одной из основных операций является соединение элементов конструкций и деталей.
Одним из способов является соединение с помощью заклепок. Он используется, когда нет возможности выполнить сварку элементов конструкций, и имеет много преимуществ перед ней. Для выполнения такой технологии существует специальный инструмент для клепания заклепок.
Что такое заклепочник и его виды
Заклепочником называют специальный инструмент (клещи), работающий по принципу пистолета, который предназначен для соединения элементов конструкций и их отдельных деталей, когда их толщина при соединении не превышает 10 мм.
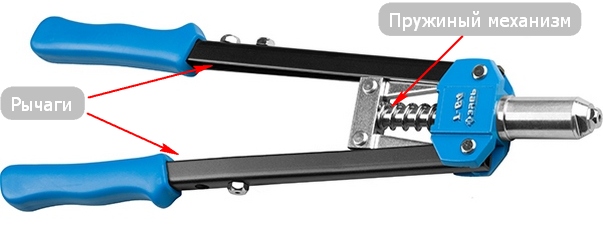
В основном с помощью такого механического пистолета фиксируют детали с внутренней стороны. Ручной заклепочник представляет рычажный инструмент в виде пистолета, состоящего из 2 частей:
- пружинного механизма, предназначенного для втягивания заклепки внутрь;
- рычажной системы, служащей для создания усилия.
Сегодня в продаже есть два типа заклепочных инструментов: резьбовые и вытяжные.


Ручной клепальник вытяжного типа работает на основе использования тягового усилия для фиксации заклепки. Под действием усилия рычага стержень заклепки втягивается в ее трубчатую часть и распирает ее головкой стержня. С внешней стороны шляпка заклепки также расплющивается и создает прочное фиксирование деталей.
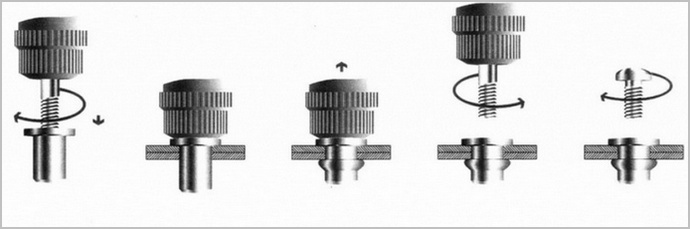
Принцип работы ручного заклепочника резьбового типа такой же, только втягивание шарика в рабочей части происходит не за счет усилия, а путем вращения резьбы в трубчатой части заклепки. То есть в нем использован способ фиксации головки с помощью закручивания рукоятки. Этот способ применяется не часто и в основном необходим для фиксации деталей, имеющих небольшую толщину.
В комплекте с пистолетом обычно продаются насадки разного диаметра и хвостовой длины.
Смотрите видео-обзор резьбового заклепочника:
Виды привода заклепочников и их стоимость
По виду устройства привода заклёпочники подразделяют на:
- пневматические;
- механические (ручные);
- электрические;
- аккумуляторные;
- пневмогидравлические.
Наиболее востребованными в быту являются устройства с механическим способом привода. Такие инструменты имеют две модификации исполнения. Одна предусматривает работу с помощью одной руки, а другая – при мощи использования двух рук.
К «одноруким» устройствам относят также модель инструмента под названием «гармошка».

Стоимость заклепочников зависит от производителя, способа соединения, модели, а также устройства привода. Раскрученные марки инструментов стоят дороже изделий неизвестных производителей.
Также пневматические, электрические, пневмогидравлические и аккумуляторные устройства стоят намного дороже ручных, т. к. имеют более сложную конструкцию. В основном они используются в промышленных масштабах.
Устройство заклепок вытяжного типа
Чтобы понять, как пользоваться ручным заклёпочником вытяжного типа, нужно знать устройство крепежных деталей, которыми служат заклепки, специально предназначенные для такого способа крепежа.
Такая заклепка представляет крепежное изделие, состоящее из двух элементов: полой цилиндрической трубки, имеющей на конце головку и металлического стержня. Полый цилиндр называют заклепочным телом (втулкой). Диаметр этого цилиндра обозначает размер заклепочного метиза.
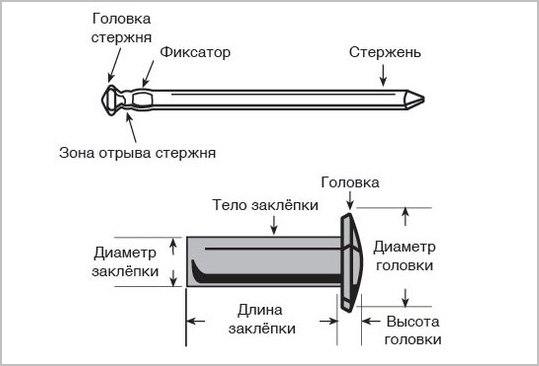
Полое отверстие внутри цилиндра проходит через все тело, включая его головку. Металлический стержень представляет вид гвоздя с закругленной шляпкой. Он вставляется в цилиндрическое отверстие и втягивается до упора головки с помощью фиксатора.
Резьбовые заклепки, предназначенные для вытяжного ручного клепальника, внутри цилиндрического тела имеют резьбу. Стержень также имеет резьбовую нарезку и вставляется в цилиндр путем вкручивания.
Для создания прочного соединения внутрь чаще всего вкручивают болт или винт. Иногда такую заклепку называют вытяжной глухой. Она считается более прочной, чем просто вытяжная.
Заклепки для вытяжного соединения изготавливают из разных материалов. Для гильзы применяют стальные, алюминиевые или медные сплавы. Очень важно, чтобы материал гильзы не вызывал коррозии металла, из которого выполнены соединяемые детали. Это значит, что при соприкосновении они не должны образовывать пару катод – анод.
Стержень должен изготавливаться из стали, прочность которой намного превосходит прочность тела. Цилиндр заклепочного тела может иметь разные размеры диаметра и длины. Эти размеры являются главными характеристиками таких изделий. На них обращают внимание в первую очередь при выборе. Диаметр цилиндрического тела должен соответствовать отверстиям для крепежа.
Чтобы цилиндр входил в отверстие свободно, оно должно быть немного больше диаметра тела заклепки. Обычно погрешность составляет 0,1 – 0,2 мм. Длина тела должна состоять из общей толщины соединяемых частей и припуска на величину расклепки. К этому нужно предусмотреть припуск до 1 мм.
Этапы соединения при помощи заклепочника
Как пользоваться заклепочником, можно рассмотреть на примере выполнения ручного крепежа деталей. Процесс выполнения соединения должен выполняться с соблюдением следующего порядка:
- подготовка поверхностей;
- проведение разметки и сверление отверстий;
- монтаж крепежей.
Подготовка поверхностей включает их тщательное выравнивание, чтобы детали максимально притирались между собой.
Для того чтобы точно провести сверление отверстий без смещения, их нужно положить на ровную плоскость, лучше взять заготовку из дерева, и надежно на ней фиксируют. Затем делают разметку мест расположения отверстий. После этого с помощью дрели выполняют их просверливание, соблюдая максимальную точность расположения на всех соединяемых деталях.
Чтобы размер отверстия отвечал нужным параметрам, необходимо брать сверло диаметром чуть больше. Например, для получения отверстия диаметром 3,8 мм сверло должно иметь диаметр 4 мм.
После просверливания отверстий нужно «примерить» выбранные крепежные элементы. Головка заклепки должна плотно прилегать к поверхности вокруг кромки отверстия и полностью его закрывать.

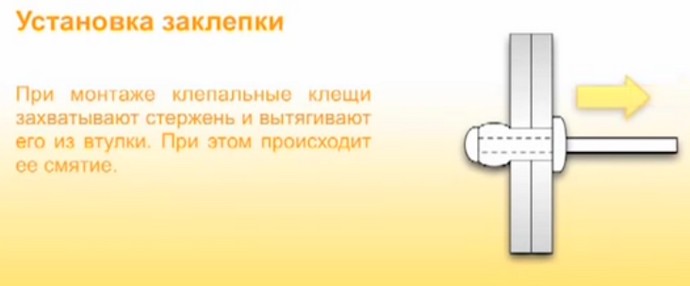
Установка заклепок
Монтаж заклепок осуществляется так:
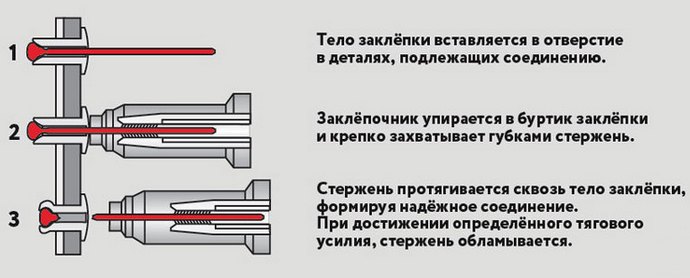
- цилиндрическое тело заклепки вставляется в просверленные отверстия соединяемых деталей;
- стержень, проходящий сквозь все тело, захватывается губами или клепальной головкой заклепочного инструмента у основания головки цилиндра;
- с помощью усилия стержень постепенно вытягивается сквозь тело заклепки, расширяя его своей шляпкой (головкой) и деформируя конец цилиндра. Таким путем формируется обратная широкая часть заклепки на внутренней поверхности соединенных деталей.
- Когда усилие заклепочника достигает определенного значения и соединение деталей будет достаточно прочным, остатки вытянутого стержня отламывают.
При работе с помощью ручного заклепочника, как правило, требуется выполнение нескольких нажиманий на рычаг для достижения нужного результата. После окончания процесса одна сторона соединения будет иметь головку тела заклепки, а другая – расплющенный конец цилиндра в виде лепестков.
Следы коррозии удаляются волосяными жесткими щетками, а в случае необходимости наждачной шкуркой с м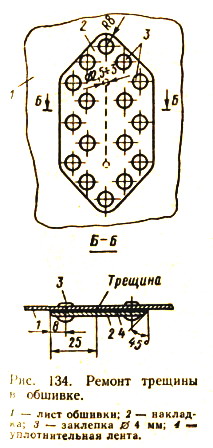 аслом. Зачищенные участки протираются бензином Б-70 и после 15 минут выдержки — тряпкой, смоченной в ацетоне. Затем чистый металл дважды покрывается грунтом и красится.
аслом. Зачищенные участки протираются бензином Б-70 и после 15 минут выдержки — тряпкой, смоченной в ацетоне. Затем чистый металл дважды покрывается грунтом и красится.
Дефектные заклепки необходимо высверливать (а не обрубать головки зубилом). Для этого сначала надо накернить центр на закладной головке, затем сверлом (дна-метром, равным диаметру стержня заклепки) высверлить отверстие на глубину, равную высоте закладной головки; после этого головка легко отламывается, а оставшаяся часть заклепки выбивается бородком.
Царапины на листах, имеющие глубину не более 0,2 мм, а также самые мелкие забоины (без трещин) достаточно зачистить наждачной бумагой и восстановить защитное лакокрасочное покрытие.
Глубокие вмятины выправляют после нагрева поврежденного участка обшивки и подкрепляющих его угольников набора до температуры 600—700° С. Для нагрева используют паяльную лампу или газовую горелку. После охлаждения на воздухе металл становится пластичным, и деформированную деталь можно править без опасения, что она даст трещину. Ответственные части корпуса, например листы днища, шпангоуты и днищевые ребра, после правки нужно будет снова нагреть, а затем охладить водой.
При обнаружении трещины ее распространение ограничивается путем сверления по концам отверстий диаметром 2,5—3 мм. Затем
(изнутри корпуса) ставится накладка из того же металла, что и ремонтируемая деталь. Накладка должна на 20—25 мм перекрывать трещину со всех сторон. Перед постановкой заклепок под накладку необходимо проложить уплотнительную ленту (рис. 134).

Мелкие (размером до 70 мм) пробоины в обшивке заделывают накладками изнутри корпуса и вкладышами (рис. 135). Диаметр накладки должен быть больше диаметра выреза на 50—60 мм, чтобы обеспечить по всему периметру перекрой, необходимый для клепки двухрядным шахматным швом с шагом заклепок 15—20 мм. В вырез заподлицо с обшивкой ставится круглая заделка-вкладыш так, чтобы зазор между вкладышем и кромкой выреза не превышал 1 мм. Вкладыш проклепывается с накладкой однорядным швом шагом 20 мм.
Более крупные пробоины заделываются аналогично, но накладку изнутри корпуса делают не сплошной, а кольцевидной — с внутренним диаметром на 50—60 мм меньше диаметра вкладыша.
При значительных повреждениях обшивки приходится заменять весь лист или большую его часть. При замене части листа дополнительные стыки лучше располагать на шпангоутах. Величину перекроя и все остальные элементы соединения делайте такими же, как и на ближайшем стыке (см. также совет 148).
При повреждениях деталей поперечного или продольного набора (сквозные трещины, обрыв) на ремонтируемые участки накладываются дублирующие угольники. При замене участка детали (например, стрингера) устанавливают вкладыш, который подгоняется к обоим концам остающихся частей деталей как можно более плотно (зазор не должен превышать 0,2 мм) и соединяется с ними при помощи стыковых накладок-коротышей (рис. 136).

После ремонта обшивки нужно проверить водонепроницаемость заклепочных швов керосином.
Как правильно клепать.
Приведем некоторые общие сведения по холодной клепке вручную.
Существуют прямой и обратный способы клепки; при первом удары молотком наносят со стороны замыкающей, г. е. расклепываемой головки, при втором — со стороны закладной головки. Обратный способ применяют тогда, когда, например, неудобно наносить удары изнутри корпуса (как правило, закладывают заклепки снаружи).
При клепке применяются такие инструменты (рис. 137):

оправка 1 — заточенный на конус стальной стержень, с ее помощью совмещают отверстия при сборке деталей;
поддержка 2 — массивный стальной или чугунный стержень, служащий для прижатия закладной головки в процессе клепки прямым способом;
обсадка 3—стальной стержень с отверстием (по центру), диаметр которого на 0,5—1,0 мм больше диаметра заклепки; употребляется для уплотнения соединяемых деталей вокруг стержня заклепки 4;
обжимка 5 — стальной стержень с лункой по форме замыкающей головки; нанося по обжимке удары ручником, расклепывают выступающий конец стержня заклепки.
Лучше применять при ремонте корпусов из алюминиево-магниевого сплава заклепки из сплавов марок АМг-5 или АМц, а для корпусов из дюралюминия — заклепки из сплава В65.
Клепка набора к обшивке обычно выполняется однорядным цепным швом; водонепроницаемых соединений обшивки — двух- и трехрядными шахматными прочно-плотными швами.
Детали можно соединять внакрой либо встык на односторонних или двусторонних планках-подкладках.
Диаметр заклепок d может быть принят равным удвоенной толщине материала, из которого изготовлены соединяемые детали. При клепке деталей разной толщины в расчет принимается меньшая; если же разница в толщине значительна (2 мм и более), диаметр заклепки определится формулой d = 2 (корень из S ), где S — суммарная толщина листов. Последняя не должна превышать 4 d .
Длина стержня заклепки должна равняться общей толщине склепываемых листов, сложенной с величиной Р, необходимой для образования замыкающей головки; для полукруглой головки Р = 1,5 d , конической — 1,3 d , полупотайной — 1,1 d , потайной — 0,9 d .
Расстояние С между рядами заклепок, обуславливающее прочность и плотность соединения, принимается равным в зависимости от типа соединения 2—5 d (например, для соединений листов обшивки расстояние между рядами должно быть —3 d ).
Шаг t , т. е. расстояние между центрами соседних заклепок в одном ряду, для прочноплотных швов следует брать от 3 до 5 d ( и для других соединений — от 8 до 10 d . Отстояние центра заклепки от кромки листа, профиля или накладной планки принимается равным 1,8—2 d .
Отверстия под заклепки аккуратно высверливаются ручной или электрической дрелью. Диаметр отверстий d отв должен быть несколько больше диаметра заклепок:
dmm 3,0 4,0 5,0 6,0 7,0
d отв 3,1 4,1 5,2 6,2 7,2
Гнезда под закладные головки потайных и полупотайных заклепок зенкуют на угол 90°. Глубина гнезд для потайной закладной головки при обратном способе клепки должна быть на 0,1 мм меньше высоты головки заклепки, а при прямом способе — равна высоте головки.
Перед клепкой детали собирают на монтажные (сборочные) болты, устанавливаемые через каждые 10—12 отверстий. Клепку ведут от середины шва к краям; под конец сборочные болты снимают, заменяя их заклепками.
Процесс клепки прямым способом выполняется так: под закладную головку заклепки, введенной в отверстие, устанавливают поддержку, на стержень заклепки надевают обсадку, затем уплотняют соединение несколькими ударами молотка, после чего формируют замыкающую головку, ударяя молотком по выступающему из соединения стержню заклепки. При необходимости замыкающую головку формируют обжимкой.

Заклепки под молоток являются неотъемлемым компонентом набора каждого строителя довольно длительное время. По своей сути они являются неким стержнем, наверху которого расположена особая головка, которая может быть выполнена в виде различных форм (самые распространенные – круглой формы).

Общая информация
Заклепки под молоток применяют для создания надежного соединения. Для этого строитель должен иметь доступ ко всем сторонам элементов, которые следует соединить. Важно отметить, что отверстия в соединяемых материалах должны быть аналогичными диаметру заклепки (возможные погрешности определяются ГОСТом).

Размеры заклепок могут значительно варьироваться. Так, диаметр находится в диапазоне от 1 до 36 миллиметров, а длина – в диапазоне от 2 до 180 миллиметров. Такой разброс дает возможность использовать детали в различных сферах для соединения материалов различной толщины. Однако в то же время стоит помнить, что размер должен соответствовать нагрузкам, которые буду испытывать заклепки в процессе эксплуатации. Именно поэтому опытные строители чаще советуют и рекомендуют использовать заклепки с «размерным запасом» – лучше взять деталь больше, чем меньше.
В целом все требования, выдвигаемые к данным строительным элементам, прописаны в соответствующих строительных ГОСТах, принятых Российской Федерацией, а также установлены различными документами, узаконенными на международном уровне (например, изготовление пустотелой заклепки регулирует ГОСТ 12639-80).

Материал изготовления
Заклепки под молоток могут быть изготовлены из различных материалов. К рассмотрению — самые популярные разновидности.
Алюминиевые
Данный вид строительных деталей также часто называют вытяжным. Их изготовление регламентируется несколькими отечественными стандартами:
- с потайной головкой – ГОСТ 10300-80;
- с полукруглой – ГОСТ 10299-80;
- с плоской – ГОСТ 10303-80;
- полупустотелые – ГОСТ 12641-80.
Размерная сетка довольно разнообразна: диаметр – от 1 до 10 миллиметров, длина – от 5 до 45 миллиметров. Причем данные показатели могут разниться в зависимости от вида заклепок (под молоток, вытяжные, резьбовые).




Важно также отметить и тот факт, что такие алюминиевые детали могут быть изготовлены из материала нескольких марок. Так, самым популярным исходным сырьем считается алюминий марок Д18, В65, АМц, Д19П, АМГ 5П. Также они могут быть дюралевыми.
Стальные
Особое место среди всех заклепок под молоток занимают детали из нержавеющей стали. Производство данных элементов осуществляется не только в России, но и за рубежом.
Чаще всего стальные заклепки производятся без какого-либо дополнительного покрытия, а их размеры могут различаться. Так, например, диаметр шляпки может быть от 1,8 до 55 мм, высота шляпки – от 0,6 до 24 мм, высотка всего элемента – от 2 до 180 мм.
В связи с такими разнообразными показателями данные детали могут использоваться для соединения листов, изготовленных из металла, для закрепления фасадных пластин к подконструкциям, а также для соединения металлических конструкций с деталями из других материалов.

Медные
Строительные детали, изготовленные из данного материала, характеризуются несколькими отличительными чертами:
- в связи с антимагнитными свойствами они широко применяются в радиопромышленности;
- благодаря тому, что медь не ржавеет, заклепки, изготовленные из нее, востребованы практически во всех сферах (особенно в тех случаях, когда материалы, скрепляемые с помощью них, часто соприкасаются с водой и воздухом);
- медные элементы применяются для сборки аппаратов и инструментов для химической промышленности, так как являются довольно устойчивыми к действию различных веществ, изготовленных искусственным путем.

Большинство производителей изготавливают медные заклепки стандартных размеров: от 2 до 8 мм в диаметре.
Латунные
Латунные детали являются довольно пластичными, но в то же время прочными. А благодаря своему внешнему виду они могут выполнять не только свои прямые функции, но и служить декоративным или оформительским элементом. Чаще всего такие элементы используют в промышленной и приборостроительной сферах.
Длина латунных заклепок достигает 4–70 мм, а диаметр – 2–8 мм.

Для того чтобы правильно подобрать обжимку (оправку) для латунных деталей с полукруглой головкой, следует выбирать такие обжимки, у которых:
- долгий срок службы;
- равномерная закалка;
- рабочие концы отполированы;
- ударные головки индуктивно отожжены.

Заклепки с потайной головкой
Подобные элементы имеют и другие названия – ударные, забивные. Клепка с данной деталью осуществляется в нескольких случаях:
- когда запрещено применять сварку;
- когда соединяют неметаллические материалы.
Заклепки можно клепать внахлест, встык, а также цепным и шахматным методом.

Больше о заклепках под молоток смотрите в видео ниже.
Источник



