
Формы для изготовления пенобетонных блоков
Пеноблок – один из наиболее востребованных материалов на строительном рынке. Это обуславливает высокую потребность в его производстве, а значит, и возрастает спрос на формы.

Производство заключается в заливке смеси в специальные ячейки, где она находится на протяжении 12-14 часов до полного застывания. Изготовление может проводиться в промышленных или домашних условиях. В последнем случае самодельные сооружения позволяют снизить себестоимость блоков.
1. Пластиковые формы.
Конструкции из пластмассы не пользуются большой популярностью в промышленных масштабах. Существует лишь типовой размер – 390х190х188 мм. Пластик не выдерживает большого количества заливок. Это существенно ограничивает сферу применения, поэтому не многие изготовители выпускают их, а только Китай, Днепропетровск и Чернигов.
Несмотря на то, что для масштабного производства требуется закупать сотни, а то и тысячи секций, в перерасчете на 1 куб.м. продукции такие формы оказываются вполне дешевыми. Они просты в эксплуатации и не требуют предварительной смазки перед заливкой пенобетона.

Ламинированная фанера часто используется как в промышленном, так и «домашнем» производстве. Она позволяет свести к минимуму затраты, особенно когда не планируется масштабная стройка.
Конструкция напоминает ящик, созданный из листов ламинированной фанеры и рассчитанный на один блок. Для придания жесткости используются струбцины, которые стягивают стенки. Но данный материал чувствителен к влаге, поэтому заливку нужно проводить на свежем воздухе и хранить сами изделия в сухом месте. Но чтобы пенобетон меньше разрушал стенки, изнутри ящик застилают полиэтиленом.
- легко изготовить своими руками;
- стоимость намного ниже металлического аналога;
- конструкция имеет небольшой вес, за счет чего ее легко транспортировать по участку;
- выдерживает до 50 заливок.

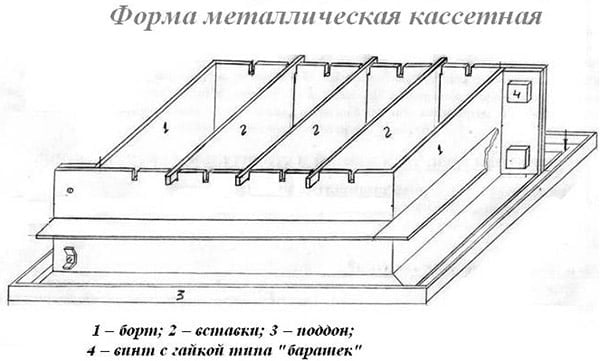
Бывают двух видов – с днищем или без. Это обуславливает еще одну классификацию – цельные и разборные металлоформы. Для складных секций без дна используют прокатный лист (4 мм), обработанный лазерной резкой. Эта технология ускоряет изготовление кассет, при этом обеспечивая точность габаритов.
Блок может иметь различные размеры, но базовый параметр всегда сохраняется – 600х300х200 или 600х300х100 мм. Металлические формы для пеноблока без дна не имеют достаточной жесткости, из-за чего есть риск нарушения геометрии изделия. Поэтому даже в домашнем производстве рекомендуется делать секции с днищем.
Для секций с дном используются листы толщиной в 6 мм, благодаря чему конструкция становится жестче и прочнее. Дно дополнительно укрепляется при помощи швеллеров. Самыми популярными размерами являются контейнеры на 35, 63 и 70 блоков стандартных объемов.
Современные производители стали использовать специальные металлические вставки, которые позволили создать пазогребневые формы. Они предназначены для создания перегородочных плит. Также всегда есть возможность сэкономить и купить не новые, а б/у изделия.
Чтобы пенобетон не прилипал к металлическим стенкам, когда он заливается, поверхность покрывают саморазрушающейся смазкой. Специалисты рекомендуют использовать средство фирмы Компил, так как его консистенция не оставляет жирных пятен, сохраняет эстетичный вид и не влияет на уровень адгезии материала.
На сегодняшний день популярностью и надежностью пользуются металлические конструкции завода Строй-Бетон, компании ПромСпектр и ООО Интэк.
Изготовление блоков своими руками
В домашних условиях лучше делать формы из ламинированной фанеры. Она позволяет легче достать элемент и проще в обработке. От количества ячеек зависит, сколько готовых блоков получится на выходе. Для домашнего производства рекомендуется делать многоместные опалубки с размером 200х300х600 мм. Хотя если есть возможности и знания, то выйдет самостоятельно изготовить и металлическую конструкцию. В сборке деревянной формы для заливки пенобетона есть два основных этапа – создание каркаса и разбивка на ячейки.
Сначала делается чертеж, его можно составить самостоятельно или найти готовый в интернете. На эскизе указываются необходимые параметры, а также рассчитывается количество секций. Этот вопрос решается по своему усмотрению, но специалисты рекомендуют делать контейнер не более, чем на 40 блоков. Это позволит иметь практически беспрерывный конвейер – пока одна партия застывает, вторую заготавливают. Для создания ящика потребуются влагостойкие фанерные листы толщиной 6-8 мм. Этого хватит, чтобы стенки не прогибались под давлением пенобетона, из-за чего произойдет деформация.

Ориентируясь на чертеж, проводится вырезка дна ящика. В зависимости от расположения секций необходимо контролировать, чтобы длина и ширина днища была кратной размером блока. Сразу на заготовке расчерчивается место перемычек. На этом же этапе из листов вырезают боковые и торцевые стенки. Важно, чтобы высота формы равнялась уровню элементов, так как пенобетон заливается «заподлицо».
На следующем этапе приступают к сборке каркаса. Для этого стенки фиксируются на основании, а для придания жесткости торцы оформляются металлическими уголками. Их устанавливают вертикально, ориентируясь на внешние углы ящика, и пропускают по верхнему краю опалубки. После этого перемычки закрепляются внутри в заранее заготовленных пазах в боковых стенках.
В обязательном порядке стенки обиваются полиэтиленовой пленкой для их защиты от влаги. Важно проконтролировать, чтобы на поверхности не возникало заломов, пузырей или складок. Если этого не сделать, то после высыхания поверхность пенобетонных блоков будет покрыта неровностями.
Вынимать готовые элементы можно только через сутки. При этом важно, чтобы температура окружающей среды была не ниже +5°C. Если пенобетон заливают в формы в домашних условиях, то нужна защита от воздействий окружающей среды – попадания пыли, грязи, атмосферных осадков.
Стоимость готовых форм
Размер, материал и количество ячеек – главные составляющие цены.
| Наименование, размеры | Цена, рубли |
| Контейнер фанерный 0.5 м3 (14 штук) | 9000 |
| Контейнер металлический 588Х300Х188 (24 ячейки) | 11 000 |
| Контейнер металлический кассетный 590х360х120 (40 блоков) | 35 400 |
| Пластиковая форма 390х190х188 мм (1 штука) | от 300 |
| Наборная форма из древесины 600х300х400 | от 7 000 за 1 куб.м |
| Наборная деревянная форма 600х300х100 | от 12 000 за 1 куб.м |
| Металлический контейнер на 24 пеноблока без дна 588х300х188 | 11 000 |
| Металлический контейнер на 40 шт без дна 590х360х120 | 35 000 |
| Форма с дном 35 шт 600х300х200 (металл) | 62 000 |
| Форма с дном 63 шт 600х300х100 (металл) | 48 000 |
| Контейнер с перегородками на 36 блоков (0,54 м3) 500х300х100 | 5 900 |
| Контейнер с перегородками на 30 блоков (0,85 м3) 498х295х198 | 3 000 |
| Наборная из полипропилена 600х300х200 мм, ширина 1,5 м | от 35 000 за куб.м. |
| Наборная из полипропилена 600х300х400 мм, ширина 1,5 м | от 29 000 за куб.м. |
| Кассетная форма для пазогребневых блоков 600х300х200 на 30 шт | 35 000 |
Это ориентировочные цены на формы, так как у каждого производителя они могут разниться в зависимости от качества материала и сложности оборудования. Многие фирмы предлагают приобрести б/у изделия, но их стоимость нужно уточнять отдельно.
Источник
Формовочные контейнеры для получения пенобетонных блоков
Пенобетонные блоки привлекают частных застройщиков высокими физико-техническими характеристиками и небольшой стоимостью. Многие предпочитают их не покупать, а мастерить своими руками, так как цена промышленных изделий намного выше изготовленных частным образом. Некоторым приходится заниматься производством собственными силами из-за нужды в нестандартных размерах.

Технически сложного оборудования не требуется. Главное, чтобы было помещение и каркас.
Виды и особенности
Пенобетон – результат взаимодействия водной цементно-песчаной смеси и пенообразователя (иногда с пластификаторами или затвердителями). Полученный раствор заливается в специальные формовочные контейнеры, там он и застывает.
Емкости могут быть одноместными без перемычек и многоместными. Первые не очень популярны в частном производстве, так как изготовленные с их помощью большие монолитные блоки приходится распиливать, что ведет к увеличению себестоимости. Гораздо выгоднее иметь ячеистые формы.
Немалое значение в надежности и долговечности играет материал, из которого они собираются: из металла, пластика или ламинированной фанеры.
Металлические наиболее дорогие, но самые долговечные. Создаваемые с их помощью элементы имеют:
- точную геометрию и размеры;
- ровную поверхность.
В металлической оснастке для пенобетонных блоков различаются два типа контейнеров: неразъемный или сборный.
Сборные имеют основание, откидывающиеся стенки и перегородки, болты и зажимы, которые используются для удаления из емкости «созревших» кирпичей. Металлические формы для пенобетонных блоков легко монтируются и разбираются, что создает оперативность в работе и сокращает время производственного процесса. Но ускоренная технология ведет к быстрому искривлению элементов. Это увеличивает риск получения бракованной продукции с измененной геометрией и размерами.
Иногда неразъемные металлические емкости выпускаются без дна, но они менее прочные, чем те, у которых оно имеется. Жесткость конструкции в этом случае обеспечивается швеллером. Из цельных контейнеров изготовленные блоки вытряхиваются, чему способствует смазывание металлического каркаса специальным составом, куда не входят жировые ингредиенты.

Металлические виды отличаются практичностью, удобством хранения и транспортировки. Но их стоимость выше, чем у пластиковых, которые можно купить только поштучно. Цена форм из полимерных материалов, не имеющих дна, невысокая, но эти изделия требуют для установки исключительно ровной поверхности. Не все помещения индивидуального производства,могут иметь абсолютно гладкий пол, где нужно установить несколько десятков контейнеров, усредненный размер которых составляет 39х19х18,8 см.
Пластиковые емкости имеют свои преимущества:
- Низкая себестоимость изделий, для производства которых нет необходимости в специальных помещениях и многочисленном обслуживающем персонале. Из-за небольшого веса для работы достаточно одного человека.
- Невысокая стоимость формы позволяет приобрести то количество, которое понадобится для 2-х цикличной закладки.
- Пенобетон не липнет к пластиковым стенкам и поэтому их не нужно ничем смазывать.
- Емкости можно применять до 2000 раз.
- Компактные габариты готовых элементов занимают мало места, что позволяет экономить полезную площадь рабочего помещения.
Хрупкость полимерных материалов и неустойчивость к механическим воздействиям является серьезным недостатком.

Формы из ламинированной фанеры используются и домашними мастерами, и на предприятиях. Деревянные элементы не дефицитные, цена – невысокая, сделать их своими силами не представляет особой трудности.
Чисто конструктивно каркас представляет собой ящик, собранный из ламинированной фанеры, для изготовления одного пеноблока. Он весьма громоздкий и неудобный в хранении, а также склонный к разбуханию во влажных условиях. Последний отрицательный факт диктует применение полиэтиленового покрытия внутри контейнера для защиты древесины от деформации. Увеличение циклов тоже отрицательно сказывается, и нередко возникает необходимость заменить стенки или перегородки. Часто для поддержания геометрии используются струбцины, стягивающие борта опалубки.
Несмотря на слабые стороны деревянных систем, должный уход и правильный монтаж обеспечивают некоторые преимущества оснастки из фанеры, а именно:
- простота в изготовлении;
- небольшая стоимость;
- малый вес конструкции;
- относительная точность размеров;
- способность выдержать 50 заливок.

Как сделать своими руками контейнеры для изготовления пеноблоков?
Металлические каркасы более долговечны и удобны, но емкости из фанеры не требуют заводского оборудования, поэтому справится и непрофессионал. По схеме с указанными размерами рассчитывается нужное количество ячеек. Оптимальный вариант – это когда в одном цикле используется 20 штук. Для сменной бесперебойной работы их необходимо приблизительно 40. Теоретический расчет откорректируется в процессе работы скоростью образования пенобетона и быстротой его схватывания, а также оперативной заливкой.
Для каркаса должна быть фанера толщиной более 8 мм, которая выдерживает давление смеси и сохраняет требуемую геометрию. Последовательность производства такова:
- Согласно эскизу из фанеры вырезается дно ящика с учетом толщины внутренних перемычек.
- Готовятся другие стенки и перемычки такой высоты, чтобы пенобетон заливался «заподлицо» с контейнером, то есть, Нкаркаса = Нпеноблока. Во внутренних плоскостях прорезаются желоба для разделительных элементов.
- Между собой скрепляются все заготовки, используя для жесткости металлические уголки.
- Перемычки вставляются в пазы.
- Полученные ячейки ровно, без морщин и заломов покрываются полиэтиленовой пленкой. В противном случае все будет отражено на поверхности.
Контейнер из металла выполняется по этой же схеме, только с использованием сварочного аппарата.

Нюансы заливки пеноблоков
Песок для смеси нужно просеивать. Это обеспечивает удаление мусора и крупных фракций, так как здесь необходимы размеры зерен, не превышающие двух единиц.
На сушку блоков уходит около 2-х суток при температуре 50–60°C. Но это время можно сократить, если для уменьшения периода застывания ввести хлористый кальций в процентном соотношении к цементу как 1:2.
Источник



