
- Как изготовить винтовые сваи самостоятельно
- Конструкция винтовых свай
- Изготовление винтовых свай – пошагово
- Тело сваи
- Варианты наконечников
- Наконечник из тела трубы
- Сварной наконечник
- Крестообразный наконечник
- Изготовление лопастей
- Антикоррозионная обработка
- Видео
- Комментариев 1 Добавить комментарий
- Особенности и предназначение оголовков для винтовых свай
- Предназначение
- Подгонка свай
- Стоимость
Как изготовить винтовые сваи самостоятельно

Несмотря на простую конструкцию СВС, сделать винтовые сваи своими руками достаточно сложно. Для легкого вкручивания в грунт необходим определенный наклон спиральной лопасти, ее правильное расположение на конусе наконечника.
Для винтовых свай не существует ГОСТов, поэтому даже промышленные производители часто реализуют продукцию с неправильными размерами, геометрией наконечника. Чтобы обеспечить высокий эксплуатационный ресурс фундамента, необходимо придерживаться размеров в нижеприведенных чертежах.
Конструкция винтовых свай
Несмотря на многообразие конструкций, заводские и самодельные винтовые сваи имеют несколько элементов:
- тело – труба диаметром 76 – 350 мм, стенкой от 4 мм;
- наконечник – литая, сварная пика (рекомендуемая длина 2 диаметра) или изготовленный из тела трубы конус;
- лопасти – одна двухзаходная или однозаходная спираль либо два винта на расстоянии 0,4 – 0,7 м друг от друга (для пластов со слабой несущей способностью);
- оголовок – актуален для деревянных ростверков (срубы, каркасные, панельные, щитовые дома), представляет собой пластину с отверстиями, усиленную ребрами жесткости, приваренную к катушке из трубы, внутренний диаметр которой чуть больше наружного размера тела сваи.
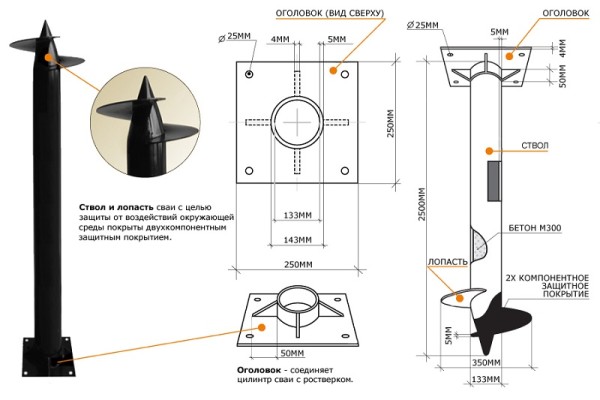
Чертеж конструкции винтовой сваи.
Фундамент из металлического ростверка по винтовым сваям собирается без оголовков. Швеллер, двутавр привариваются непосредственно к телу сваи, выступающему над поверхностью земли.
Изготовление винтовых свай – пошагово
При конструировании вышеуказанных элементов СВС необходимо ориентироваться на чертеж любого производителя винтовых свай. Это позволит не ошибиться в посадочных размерах лопастей и минимизировать количество сварных швов, каждый из которых ослабляет металл в непосредственной близости к месту соединения.
Тело сваи
Изготовление СВС начинается с выбора труб, из которых состоит фундамент. Специалисты рекомендуют придерживаться ТУ производителей:
- Ст20 – соответствует ГОСТ 8732;
- 09Г2С – соответствует ГОСТ 19281.
Трубы из этих материалов достаточно легко кроить, изгибать лепестки при изготовлении пики наконечника. Стандартная длина СВС составляет 2 – 3 м, при необходимости погружения на большие глубины для гарантированного достижения несущих пластов свая наращивается трубой после вкручивания на 1,5 – 2 м.
Варианты наконечников
Существует три варианта наконечника для самодельной винтовой сваи. Все они отличаются технологией изготовления, размерами деталей. Для плотных грунтов оптимально подходят сварные пики либо наконечники, изготовленные из тела трубы. При вкручивании СВС в торф, песок или супесь могут применяться крестообразные наконечники. На ресурс фундамента конструкция пики практически не влияет, изменяется лишь усилие затяжки на рычагах.
Наконечник из тела трубы
Изготовление по данной технологии потребует увеличения тела трубы на длину двух ее диаметров, поскольку в наконечник превращается один конец заготовки сваи. Метод состоит из последовательности операций:
- изготовление шаблона – из картона, паронита или трубы вырезается треугольник;
- разметка – конец трубчатой заготовки размечается по шаблону на несколько секторов;
- крой трубы – по меловым линиям на конце трубы изготавливаются зубчатые лепестки;
- загиб – полученные на предыдущем этапе лепестки загибаются в конус, вершина которого должна совпадать с осью трубы;
- сварка – лепестки привариваются друг к другу двойным швом.

Заготовка наконечника винтовой сваи из тела трубы.
При разметке шаблона необходимо учесть:
- для труб диаметра 108 – 200 мм лучше изготовить 5 лепестков;
- для 76 – 89 мм труб достаточно 4 лепестков;
- короткая сторона треугольника равна πD/n, где n – количество лепестков, D – диаметр трубы;
- высота треугольника равна или чуть больше двух наружных диаметров трубы.
Получившаяся пика имеет форму конуса, что очень удобно для приваривания заготовки лопасти. Чтобы сделать СВС по этой технологии потребуется сварочный аппарат (инвертор), плазморез/газорезка или УШМ с оснасткой по металлу (отрезной диск). Фундамент гарантированно погружается до проектного пласта, пика легко раздвигает мелкие камни, крошит крупные валуны.
Сварной наконечник
Для фундаментов малых архитектурных форм и легких построек могут использоваться сварные наконечники, изготавливаемые по схожей технологии:
- крой лепестка – развертка треугольника выполняется аналогичным способом из листовой стали (4 – 5 мм) либо трубы такого же диаметра, что и тело сваи;
- сборка наконечника – лепестки устанавливаются вплотную друг к другу, получившийся конус прихватывается сваркой;
- изготовление – двойной сварной шов по прихваткам.

Наконечник сваренный из 4-х треугольных заготовок (пирамидкой).
Лопасти удобнее стыковать к пикам из лепестков, вырезанных из труб, нежели к пирамидкам из листовой стали. В любом случае используется чертеж, приведенный ниже.
Крестообразный наконечник
Третий метод изготовления наконечника использует другие чертежи. Технология имеет вид:
- крой деталей – треугольник + ребра жесткости + круглая пластина-заглушка для трубы;
- сборка конструкции – на заглушку устанавливается большой треугольник, два ребра жесткости (под прямым углом к пластине), прихватываются в нескольких местах;
- сварочное соединение – все стыки обвариваются двойным швом.
Свая с крестообразным наконечником.
Большой треугольник имеет размеры:
- нижняя сторона равна диаметру круглой заглушки (наружный размер трубы);
- высота составляет π х D.
При выборе крестообразного наконечника необходимо учесть, что лопасти (шнек сваи) в этом случае привариваются выше пики. Это единственный недостаток данной конструкции, увеличивающий усилие затяжки.
Изготовление лопастей

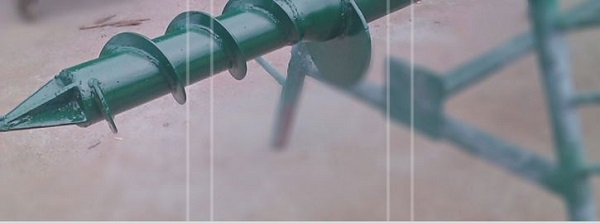
Легче всего закручиваются сваи, винт которых начинается в нижней трети наконечника, шаг лопасти составляет 5 – 7 см. Этот элемент СВС имеет сложную конфигурацию, выполняется из толстой листовой стали от 5 мм. Поэтому сделать лопасти можно несколькими способами:
- сплошной однозаходный винт – крой листовой заготовки согласно приведенному чертежу, разводка лопасти ломом, монтировкой до необходимого размера шага;
- сборный винт из нескольких заготовок – крой отдельных сегментов (половина окружности максимум), последовательная сварка каждого из них на пику, тело сваи.
В первом случае физически невозможно выполнить больше одного захода винта. Зато элемент обладает максимальной пространственной жесткостью, стабильной геометрией.
Во втором варианте можно собрать многозаходный шнек, однако сложно сохранить конфигурацию спирали.
Однозаходная лопасть создается следующим способом:

Резка лопасти для сваи ручным плазморезом по меловой разметке.
- разметка – внешний диаметр заготовки 15 – 30 см в зависимости от нагрузки на сваю (обычно 20 – 25 см), внутренний диаметр равен наружному размеру трубы (для самодельных свай чаще 76 – 108 мм), в произвольном месте отчерчивается отрезок, соединяющий внутреннюю окружность с наружной;
- крой – деталь вырезается из 5 – 7 мм листа плазморезкой, газорезкой либо сваркой с учетом ширины реза, последующей обработки посадочного места (внутренний диаметр);
- разводка – участок напротив разреза между наружным/внутренним диаметром зажимается в тиски или щель в массивной конструкции (крыльцо, ворота, столб с секцией забора), края лопасти разжимаются монтажкой или ломом с постоянным контролем шага витка шнека.

Гибка лопасти для винтовой сваи с помощью лома.
Сделать многозаходные лопасти шнека можно по технологии:
- разметка – внутренний диаметр равен наружному размеру трубы (тело сваи), наружный составляет 20 – 30 см, получившееся кольцо делится двумя отрезками на одинаковые полукольца;
- фигурный крой – резка по разметке в любой последовательности профессиональным инструментом;
- установка на сваю – на пике, трубе необходимо создать винтовую разметку, приложить первое полукольцо, прихватить его, проверив перпендикулярность телу сваи, затем разместить по линии остальные полукольца в зависимости от необходимого количества витков шнека СВС. При необходимости, полукольцо немного подгибают.

Проще всего приварить шнек или сегменты сборного винта к телу сваи, так как сечение трубы постоянно на всем ее протяжении. Конусный наконечник сужается, поэтому внутренний диаметр лопасти должен иметь на этом участке меньший размер. Поэтому шаблон для этого элемента можно подгонять непосредственно по месту, используя листовой материал достаточной жесткости (паронит или картон).
Антикоррозионная обработка
Для максимального эксплуатационного ресурса элементы свайного фундамента необходимо защитить от коррозии. Ежегодно трубы, лопасти теряют 0,01 мм толщины стенок из-за ржавчины металла, погруженного в землю. Специалисты рекомендуют покрывать СВС после удаления окалины со сварных швов следующими составами:
- эмаль полиуретановая – производители Хемпел, Маско, наносится на грунт ВЛ05, обладает 30 – 60 летним ресурсом;
- эмаль двухкомпонентная – модификации IR02 или Зинга Металл, ресурс 60 – 90 лет, созданы для защиты подземных металлических конструкций;
- стеклопластик – наносится на холодное цинковое покрытие (IR02 + грунт ВЛ05), обеспечивает 300 – 400 летний ресурс, успешно противостоит электрохимической коррозии.
Для бюджетных построек обычно используют двухкомпонентные лакокрасочные покрытия на основе эпоксидных смол.
Следуя приведенным рекомендациям можно изготовить винтовые сваи своими силами, обеспечив максимально возможный для домашних условий эксплуатационный ресурс фундамента.
Видео
Совет! Если вам нужны строители для возведения фундамента, есть очень удобный сервис по подбору спецов от PROFI.RU. Просто заполните детали заказа, мастера сами откликнутся и вы сможете выбрать с кем сотрудничать. У каждого специалиста в системе есть рейтинг, отзывы и примеры работ, что поможет с выбором. Похоже на мини тендер. Размещение заявки БЕСПЛАТНО и ни к чему не обязывает. Работает почти во всех городах России.
Если вы являетесь мастером, то перейдите по этой ссылке, зарегистрируйтесь в системе и сможете принимать заказы.
Комментариев 1 Добавить комментарий
Свайно-винтовой фундамент гораздо сложнее в исполнении, чем свайный забор. Поэтому сначала придется произвести некоторые подготовительные работы, цель которых – определить типоразмер свайных опор на данном грунте, затем расстояние между сваями и составить план-схему свайного поля под план здания . Только тогда можно будет приступать к монтажу фундамента.
Источник
Особенности и предназначение оголовков для винтовых свай

При строительстве фундамента среди прочих видов опор часто применяются винтовые сваи. Главным достоинством этого типа свай является их умеренная стоимость. К тому же такие опорные элементы дают возможность регулировать высоту основы всего строения и возводить здания на местности с неоднородным рельефом. На завершающем этапе строительства фундамента производится установка оголовков на верхние концы опорных конструкций.


Предназначение
Строительный элемент под названием оголовок представляет собой металлическую пластину с приваренной к ней короткой трубой и ребрами жесткости. Оголовком накрывается верхний торец сваи после ее заглубления. Он крепится к опорному элементу при помощи сварки или болтовым соединением.
Функция оголовков состоит в том, чтобы стать опорой для последующих уровней надстройки и равномерно распределять нагрузку на фундамент от всего строения. На плоскость оголовков будут опираться строительные плиты и балки. Также на них может производиться крепление бруса. В связи с этим все опорные элементы должны быть расположены на одном уровне относительно друг друга.


Но в большинстве случаев загнать сваи на строго одинаковую глубину просто невозможно. Чтобы обеспечить ровную плоскость для установки плит и балок, верхние концы свай срезаются на одном уровне с единой горизонталью.


Также благодаря установке торцового наголовника степень повреждения сваи коррозией значительно снижается.
Оголовки могут быть разной формы и типа в зависимости от вида и конфигурации используемых при строительстве свай.
Изготавливаются торцовые элементы из высокопрочной конструкционной стали. Для дополнительной защиты оголовки покрывают грунтовками на основе алкидов.


Виды опорных элементов:
- Винтовые. Такие сваи представляют собой металлические трубы различного диаметра, имеющие винтовое основание. При вращении металлической опоры она погружается в грунт на нужную глубину. Для закрепления опорного элемента после заглубления в полость трубы заливается бетонный раствор. Размеры диаметра таких опорных конструкций варьируются от 108 мм до 325 мм.
- Буронабивное или бетонное основание. Для установки требуется пробивание почвы буром. В углубления помещается каркас из арматуры и заливается бетон.


Преимущества винтовых свай:
- хорошо удерживают строение при обширных паводках;
- могут использоваться для строительства на неустойчивых почвах и неоднородном рельефе;
- установка опорных элементов может производиться при любых погодных условиях, включая морозы;
- равномерное распределение нагрузки от всего строения, исключение – перегрузки фундамента и перекосы;
- позволяют осуществлять регулируемый подъем строения над уровнем грунта.


Оголовки для винтовых свай имеют основание в виде круглой короткой трубы различного диаметра.
Торцовые элементы для свай, прежде всего, различаются по форме верхней пластины. Они могут быть П- и Т-образными.
П-образные элементы имеют на своей поверхности скобы. Они монтируются на сваи для последующей укладки на них балок или бруса. Причем важно подобрать ширину скоб, строго подходящую под размеры балок.
Второй тип оголовков имеет полностью гладкую поверхность. На него может укладываться и плиточный ростверк.


Следующий параметр наголовников на сваи – это диаметр пластины и трубчатого основания. Эти размеры зависят от диаметра опорных элементов, установленных в основе фундамента возводимого строения.


Минимальный диаметр круглой трубы нижней части оголовка составляет 57 мм. Максимальная нагрузка, которую можно возложить на подобную основу, – не более 800 кг. Такие тонкие сваи используют обычно для строительства облегченных зданий и конструкций: гаражей, сараев, беседок.


Наиболее распространены в частном строительстве средние по размеру и прочности сваи. Их диаметр составляет 89 мм. Они применяются даже на торфяных и заболоченных местностях для возведения дачных домов, бань, заборов, гаражей.
Максимальный размер основы оголовка составляет 108 мм. Он монтируется на толстую и прочную опору. Такие конструкции выдерживают массу до 3,5 тонн. Они могут заглубляться в любой тип грунта. Используются для строительства опоры под тяжелые здания и конструкции, в том числе мосты.
Также наголовники могут быть приварными или съемными. Первый вид крепится к основе при помощи сварки. Съемные торцовые элементы могут закрепляться болтами.


Подгонка свай
Для придания опорным элементам одинаковой высоты применяется их обрубка или обрезка. Этот процесс несколько трудоемок и требует сноровки, но все же вполне выполним своими руками.
Этапы работ:
- В начале следует выбрать контрольную опорную сваю. Именно на ее высоту надо будет ориентироваться при коррекции длины других опорных элементов.
- На остальных опорах маркером наносится линия, по которой будет производиться обрубка или обрезка трубы. Единство горизонтали следует сверять с лазерным или гидравлическим уровнем.
- Срубка концов опорных элементов выполняется с помощью тяжелого отбойного молотка. Предварительно линия обрубки зачищается напильником. Удар наносится горизонтально по верхнему краю трубы.
- Для обрезки труб основания можно использовать болгарку или абразивную пилу. Срез производится по намеченной маркером линии движением вдоль диаметра основы либо к центру сваи.
- Еще одним вариантом для среза концов свай является применение гидравлического оборудования. Его аренда, а тем более покупка, стоят недешево. Однако этот способ дает возможность сделать срез очень ровно, без повреждения или скола всей основы.


Установка торцов:
- Подготовленные сваи следует зачистить от краски при помощи шлифовального оборудования.
- Оголовок насаживается на основу. При помощи уровня следует проверить его горизонтальность.
- Осуществляется предварительная приварка элемента в 3-4 местах точечной сваркой.
- Сварочным аппаратом оголовок приваривается по всей окружности. Следует оставить не приваренным небольшой участок в 5-10 см. Он необходим для прохода воздуха и вентиляции внутри трубы основания.
- Шов от сварки следует зачистить и нанести краску или грунтовку.


Стоимость
Цена на каждый конкретный оголовок для винтовой сваи может существенно колебаться. В первую очередь, его стоимость будет зависеть от размеров, качества материала и месторасположения производителя. Зарубежные торцовые элементы зачастую дороже из-за затрат изготовителя на перевозку своей продукции.
В среднем, наголовники круглого сечения стоят от 200-250 рублей. Усиленные оголовки большого диаметра имеют нижнюю границу цены от 350 рублей.

Планируя расходы на строительные работы, следует также включить в них стоимость доставки до места. Если в распоряжении нет своего оборудования для сварочных работ и обрезки свай, его придется арендовать.
О том, как обрезать винтовые сваи, смотрите в видео ниже.
Источник



