
- Как обрезинить металл своими руками? Простой, быстрый и главное дешёвый способ!
- Материалы для работы
- Шаг 1. Подготавливаем поверхность
- Шаг 2. Обрезиниваем поверхность
- Обрезинивание своими руками
- Как «облить» резиной рукоятку?
- Обрезинивание металлических изделий резиновым покрытием
- Методы обработки
- Сферы использования
- Производство работ
- Обрезиненная поверхность своими руками
Как обрезинить металл своими руками? Простой, быстрый и главное дешёвый способ!
Многие из вас сталкивались с проблемой нежелательного скольжения предметов по металлической, либо любой другой подобной поверхности. Да и на ощупь такие поверхности холодные и неприятные. В нашей статье мы расскажем, как обрезинить металл своими руками. Этот метод не потребует больших физических усилий и финансовых затрат, да и подходит он практически к любым другим поверхностям, не реагирующим на силикон. Вы заинтересованы? Тогда читайте дальше.
Материалы для работы
Для того, чтобы обрезинить металл, вам понадобятся:
- стальная полоса либо другая поверхность (в примере – станина от точилки для ножей);
- самоклеящаяся армирующая сетка для швов гипсокартона;
- малярный скотч;
- силиконовый герметик;
- рамочный пистолет для герметика;
- обезжириватель;
- антикоррозийная грунтовка по металлу (если обрабатываемая поверхность подвержена коррозии);
- кисточка, шпатель;
- поролоновая губка;
- фен.
Шаг 1. Подготавливаем поверхность
Обезжирьте поверхность, которую предполагается обрезинить, любым обезжиривателем.
Если поверхность подвержена коррозии, нанесите на нее слой специальной грунтовки.
После высыхания грунтовки обклейте поверхность армирующей сеточкой.

Границу будущего обрезиненого слоя обклейте малярным скотчем.
Шаг 2. Обрезиниваем поверхность
Вставьте силиконовый герметик в пистолет и равномерно нанесите на обрабатываемую поверхность с одной стороны.

Шпателем разравняйте слой силикона.

Аналогичные операции проводите при необходимости и с другой стороной поверхности.
Высушиваем поверхность феном.
Повторяем процесс нанесения силикона, его выравнивания и просушивания до тех пор, пока силикон полностью не покроет армированную сеточку.
Наносим еще немного силикона и поролоновой губкой макательными движениями придаем ему красивую матовую структуру.

После полного высыхания силикона, обрезаем и снимаем малярный скотч. В результате получается вот такой красивый и приятный на ощупь слой.
Обрезинивание своими руками
Как обрезинить металл своими руками? Простой, быстрый и главное дешёвый способ!
Источник
Как «облить» резиной рукоятку?
Здравствуйте. Подскажите, может есть «домашний» способ сделать обрезиненную рукоятку у инструмента? В идеале, как я понимаю, это жидкая мастика, в которую погрузили предмет, достали и повесили сушиться. Только надо чтобы потом какой-нибудь битум на руках не оставался. Есть такое?
2ac_52 Есть, у буржуев, у нас не встречал  Если инструмент допускает некоторый нагрев, обматываем сырой резиной, формируем на сколько получится, вулканизируем, обрабатываем напильником.
Если инструмент допускает некоторый нагрев, обматываем сырой резиной, формируем на сколько получится, вулканизируем, обрабатываем напильником.
Спасибо.
Это не совсем инструмент  , скорее металлическая рукоятка. А это можно сделать в домашних условиях, не разворачивая производство? На коленке? В нашей стране ?
, скорее металлическая рукоятка. А это можно сделать в домашних условиях, не разворачивая производство? На коленке? В нашей стране ?
2ac_52 Про сырую резину я уже писАл, можно подходящую термоусадку (если надо — с подмоткой), цель не ясная — что есть и что хочется получить.
Есть ключ, головку которого хочу окрасить. Как самый простой вариант — автоэмаль и т.п. А как не простой: возникла мысль сделать обрезиненную . Вот и подумал — может кто сталкивался с мастиками, типа резинобитумных, только более «декоративных». Ну как в воск окунуть, только тот непрочный.
ac_52 написал :
Есть ключ, головку которого хочу окрасить. . А как не простой: возникла мысль сделать обрезиненную.
Если речь идет про ключ от обычного дверного цилидрического замка, то в мастерских где делают дубликаты ключей есть куча разноцветных пластиковых нахлобучек.
Мда, я в своих мыслях пропустил: дверной от сувальдного замка. Про нахлобучки, спасибо, я в курсе. Так или иначе я задачку решу, но уже интерес возник: а мой вариант технологии неужели никто никогда не пробовал? На заводах-то формы обливают резиной легко (по-моему, даже метод производства презервативов такой был), а вот дома.
2ac_52
может в герметик силконовый макнуть?
Хмм. скорее акриловый, и подкрасить его. А чем можно развести пожиже? Спасибо за идею — попробую
ac_52 написал :
Как «облить» резиной рукоятку?
Найти пальму-каучуконос, просверлить дырочку, и держать ключ под струйкой.
BV написал :
Найти пальму-каучуконос, просверлить дырочку, и держать ключ под струйкой.
Вот-вот. Я же помню, что читал про такой способ изготовления резины
Насчет презервативов на заводах не знаю, но так появилась первая резиновая обувь у негров, . хотя может мы не всё знаем 
А резино-битумным антигравием из баллончика (или подобным)? Там ведь разные основы есть.
Есть такая гидроизоляционная мастика на битумной основе, кажется, Техноэласт. Точно не вспомню. При высыхании образуется великолепное резиновое покрытие. Сам был в первый раз удивлен. Можно ее пробануть.
2 truten & Работяга:
Спасибо, я именно про такие мастики и спрашивал, только названия не знал.
есть спец. средства. в банках как краска.
открываешь банку, макаешь туда ручки пассатижей, вынимаешь, они высыхают и получаютсуя обрезиненными. где продают не знаю, я видел только на картинках.
делаею по моему loctite.
2ac_52 Обмажьте цветных акриловым герметиком. Мокрым пальцем сформируйте поверхность.
ac_52 написал :
Здравствуйте. Подскажите, может есть «домашний» способ сделать обрезиненную рукоятку у инструмента? В идеале, как я понимаю, это жидкая мастика, в которую погрузили предмет, достали и повесили сушиться. Только надо чтобы потом какой-нибудь битум на руках не оставался. Есть такое?
если подойдет не съемная, то можно развести в банке эпоксидку, пропитать хорошенько ею вату, вывалить эту массу в целофановый пакет, воткнуть в массу инструмент нужным концом и сверху, по целофану взяться рукой с небольшим нажимом. отпечаток ладони останется после схватывания эпоксидки и будет в дальнейшем очень удобно. также можно придать любую другую форму.
также можно натянуть на инструмент специальные резиновые или каучуковые рукоятки для руля спортивного велосипеда. они смачиваются в воде, натягиваются и после высыхания очень плотно облегают. стоимость около 0.5 доллара одна рукоятка. если диаметр под рукоятку нужно увеличить, то наматывается изолента до нужной величины.
Источник
Обрезинивание металлических изделий резиновым покрытием
С целью сохранности металлических поверхностей деталей машин, подвергающихся во время работы трению, вращению, ударам, деформации, производят обрезинивание металла. Эта операция осуществляется в гуммированных аппаратах острым паром либо горячим воздухом при давлении до 3 кГ/см². Материалом для покрытия металла служат листы сырой резины, помещаемые в установку в два либо более слоя.
Методы обработки
Внутренние полости котлов аппаратов заполняются водными растворами солей, кипящей водой, в результате чего, от воздействия температуры выше 100º С, сырая резиновая смесь становится прочной эластичной массой, надежно сцепляясь с поверхностью металла, заполняя поры и трещины, обволакивая детали криволинейной конфигурации.
Гуммирование металла рассчитано на идеальную плотность прилегания резиновой массы к поверхности, не допуская образования воздушных пузырьков. Обрабатываемые детали тщательно готовят перед нанесением резины и обезжиривают. Покрытия из резины и каучуковых материалов имеют ряд положительных характеристик:
- высокая химическая стойкость;
- износостойкость;
- невысокая стоимость;
- стойкая адгезия к металлу;
- простота нанесения.
Кроме гуммированных аппаратов, обрезинивание металла осуществляется обкладкой поверхности металла резиновыми листами, нанесением пастообразных материалов и последующей вулканизацией, латексом и другими каучуковыми дисперсиями. Существует технология газоплазменного напыления порошкообразного каучукового покрытия. Подобными операциями создается пленочный защитный слой.
Сферы использования
Гуммирование металла широко используется для защитных покрытий во всех промышленных сферах. Этим методом обрабатывают внутреннее пространство емкостей, резервуаров, наносят на колонны, центрифуги, трубопроводы, смесители, мешалки. Перед покрытием закругляются углы, удаляются раковины, сколы, трещины. Резиновые листы наклеиваются специальными клеями на тщательно очищенную, обезжиренную поверхность.
Далее следует процесс вулканизации. Резиновое покрытие выдерживается при температуре 130ºС 15…25 часов. Вулканизируют в автоклавах водяным паром давлением 2,5…3 атм. Внутренние поверхности больших агрегатов вулканизируют горячим воздухом либо раствором соли температурой 105…110ºС.
Производство работ
Заказать обрезинивание металлических поверхностей любой сложности, конфигурации, объема на площадях компании ООО «Резинотехника», г. Москва, можно на сайте предприятия. Мы производим высокотехнологичное гуммирование любых металлических изделий по индивидуальным заявкам клиентов.
Работы выполняются быстро, качественно, с гарантией. После выполнения работ изделия служат долго, без сбоев и простоев. Имеется транспорт для доставки по Москве и региону. Обращайтесь к нам – выполним любые операции по наращиванию, реставрации, изготовлению гуммированных деталей, узлов, агрегатов.
Источник
Обрезиненная поверхность своими руками
1. Введение.
С развитием техники, созданием новых машин и аппаратов появилась потребность в деталях, совмещающих механические свойства металлов с вибростойкостью, прочностью на истирание, антикоррозионной стойкостью и другими свойствами, присущими резиновым смесям. Таким образом, возникла задача прочного и надёжного соединения двух материалов, совершенно различных по структуре и свойствам: резины и металла.
Прочность крепления разнородных тел обусловлена силами межмолекулярного или химического взаимодействия, возникающего между контактирующими поверхностями, т.е. адгезионными свойствами мате-риалов. Для того чтобы адгезия могла проявиться, необходим полный контакт прилегающих поверхностей.
Независимо от способа крепления деталей адгезия во всех случаях зависит в основном от природы склеиваемых материалов и характера адгезионной связи. Прочность крепления материалов определяют по предельной нагрузке, при достижении которой происходит одновременный отрыв одной склеиваемой поверхности от другой по всей площади контакта или постепенное расслоение соединения. Резины крепят к материалам различными способами: или невулканизованную (сырую) резиновую смесь соединяют с другими материалами в процессе вулканизации (горячее крепление), или вулканизованную резину крепят адгезивами (т.е. клеями) к поверхности другого материала (холодное крепление). Способы крепления резины к металлам показаны на схеме1. Прочность крепления в значительной степени зависит от подготовки поверхности склеиваемых материалов.
Перед креплением резины к металлу поверхность металла подвергают механической обработке песком, металлической дробью — для очищения поверхности от загрязнения и повышения шероховатости, что значительно увеличивает площадь соприкосновения металла с резиной. Металлы до или после обработки поверхности очищают от смазок и жиров, т.е. обез-жиривают, промывая поверхности растворителем или обрабатывая насыщенным водяным паром в котле.
Также подготовку поверхности металлов к обрезиниванию часто производят химическим способом: травлением их в растворах кислот или щелочей с последующей промывкой водой. На очищенную и высушенную поверхность металла наносят жидкий клей, с помощью которого производится крепление.
Крепление резины к металлам было открыто более 100 лет назад, но разностороннее промышленное применение получило только в последние 25-30 лет, особенно эта тема актуальна в авто- , авиа- и судостроении.
Если между металлом и резиной возникает химическое взаимодействие, прочность крепления высокая и не ухудшается с повышением температуры даже на 100°С. Если прочность крепления определяется только силами межмолекулярного взаимодействия, то прочность связей между резиной и металлом с повышением температуры значительно уменьшается.
2. Горячее крепление.
2.1. Крепление с применением латунирования.
Крепление с применением латунирования (крепление через промежуточный слой латуни) является наиболее современным, известным методом, дающим высокую прочность и температуростойкость крепления. С помощью этого метода крепят резину к стали, алюминию, бронзе и другим металлам.
Способ основан на способности резины прочно крепиться к поверхности латуни, электроосаждённой на металле. Основной подготовительной операцией при этом способе является латунирование арматуры.
Поверхность металла перед электроосаждением обезжиривают и травят. Обезжиривают арматуру сначала растворителем, а затем раствором щёлочи. Арматуру подвешивают на электрод и через раствор щёлочи пропускают постоянный ток. Пузырьки газа, образующиеся на поверхности детали способствуют механическому отрыванию частиц жира. Далее арматуру промывают горячей водой.
Травлением арматуры в кислоте удаляют оксиды железа. Обычно используют 5% -ный раствор серной кислоты. После травления изделие промывают холодной водой, затем механически удалаяют «травильный шлам», снова промывают водой и декалируют, т.е. химически обрабатывают для удаления тонких оксидных плёнок.
Самая ответственная операция — осаждение латуни. Латунирование проводят в электролизёрах при определённых условиях. Для получения однородного слоя латуни раствор электролита должен иметь постоянную концентрацию электр. составляющей из комплекса солей меди и цинка.
Анодами при электрическом осаждении латуни служат латунные пластины, содержащие 60-70% меди и 30-40% цинка. Толщина слоя латуни должна быть 0,0125 … 0,0015 мм. Арматуру промывают холодной водой, затем горячей в течение 1-2 минут.
После промывки и сушки латунированная арматура поставляется на вулканизацию. Резиновая смесь должна быть свежекаландрованной или свежеэкструдированной. Формы с латунированными деталями иногда заполняют резиновой смесью методом литья под давлением.
Достоинства метода: высокая прочность, наибольшая температуростойкость, хорошее сопротивление вибрациям и ударам.
Недостатки: метод пригоден в основном для крепления резины к небольшим деталям, т.к. на поверхность больших деталей сложной конфигурации трудно равномерно и прочно осадить латунь. Также метод требует сложных подготовительных операций, требующих специального оборудования.
2.2. Крепление через слой эбонита.
Основным звеном, связывающим металл с каучуком является сера. Эбонит содержит 30-40% серы и более.
Сначала поверхность металла подготавливаю: очищают от оксидных плёнок, обрабатывают наждачной бумагой или делают пескоструйную обработку. Затем обезжириваю (протирают бензином).
На подготовленную поверхность наносят тонкий слой клея, приготовленного из эбонитовой смеси и сушат при 20° С. Просохший слой клея покрывают листами эбонитовой смеси и тщательно прикатывают к металлу. Затем наклеивают и прикатывают резиновую смесь, после чего изделие идёт на вулканизацию.
Метод крепления резины к металлу через слой эбонита даёт прочность крепления на отрыв 15-20 Мпа. Этим способом крепят резину к стали, дюралюминию, латуни, бронзе и другим сплавам.
Недостатки метода: вулканизация эбонита — процесс длительный, что снижает производительность оборудования и плохо отражается на свойствах резины. Эбонит хрупок, чувствителен к ударам и вибрациям, что исключает использование изделий с эбонитовой прослойках в условиях динамического нагружения. Эбонит не температуростоек. При повышении температуры до 70° С прочность крепления падает. Кроме того, из-за различий в коэффициентах линейного расширения при нагреве эбонита и стали происходит отслаивание эбонита.
2.3. Крепление с помощью клеев.
Горячее крепление резины к металлу с помощью клеев широко распространено, т.к. не требует сложной и дорогостоящей подготовки металлической поверхности (как при латунировании), обеспечивает динамическую и температуростойкость изделия. Клеями крепят резину к стали и другим металлам.
Технологический процесс крепления сводится к очистке металлической поверхности, обезжириванию и нанесению на неё тонкого слоя клея. После просушки арматуры с нанесённым слоем клея на неё накладывают резиновую смесь и проводят вулканизацию детали.
2.3.1. Крепление с помощью латексно-альбуминных и термопреновых клеев.
Плёнка альбумина обладает хорошей адгезией к металлу, но она не эластична. Поэтому к ней добавляют латекс, получая эластичную плёнку с хорошей адгезией.
На очищенную поверхность металла наносят 1-2, а иногда и большее число слоёв клея. Общее число слоёв клея при этом должно составлять толщину 2…3 мм. Каждый слой клея сушат при температуре 65-70°С в течение 30-60 минут, а затем металлическую деталь с нанесённым на неё клеем нагревают в термостате при 100-120° С также в течение 30-60 минут. После охлаждения детали на неё накладывают резиновую смесь передают деталь на вулканизацию.
Достоинства метода: нетоксичность латексно — альбуминных клеев.
Недостатки: необходимость тепловой обработки клеевых плёнок, нестабильность самого клея, необходимость применения натурального латекса.
Термопреновые клеи были открыты в 1927 году Г. Фишером.
Очищенную поверхность металла покрывают слоем жидкого термопренового клея (78%-ного). После сушки этого слоя на него наносят ещё 1-2 слоя обычного резинового клея и сразу накладывают и прикатывают невулканизированную резину, поверхность которой предварительно «освежают» бензином.
Изделие бинтуют влажным бинтом и вулканизуют в котле. По окончании вулканизации в котёл вводят сжатый воздух под давлением 2-3 атм и дают остыть изделию до 50-60 °С.
Данным способом можно крепить и вулканизованную резину. Её накладывают на покрытую термопреновым клеем поверхность металла, затем деталь нагревают в воздухе или в воде при 100° С.
Охлаждения под давления в таком случае не требуется, т.к. при 100° С не происходит образования газов и размягчения термопрена не происходит.
Способ применяют для крепления резины к стали и алюминию. Состав резиновой смеси особого значения не имеет.
Удовлетворительная прочность крепления при использовании термопреновых клеев достигается только при охлаждении под давлением детали после вулканизации.
Недостатки: понижение прочности крепления с повышением температуры, т.е. невысокая теплостойкость.
Методы горячего крепления резины к металлу посредством латексно-альбуминных и термопреновых клеев в промышленности на данный момент практически не используются.
2.3.2. Крепление посредством клеёв на основе хлорированного и гидрохлорированного каучуков.
В 50-х годах прошлого века были разработаны клеи на основе хлорированного (ХК) и гидрохлорированного (ГХК) каучуков, которые обеспечивали такую же просность крепления резины к металлу, как латунь, а также такую же масло- и теплостойкость.
С 1946 года метод крепления резины к металлу посредством ХК и ГХК стал конкурировать с методом крепления посредством латунирования.
Из данных об устойчивости ХК следует, что для приготовления клеев следует брать ХК с содержанием хлора около 60%. Такой ХК во время вулканизации резинометаллической детали в течение 20-60 минут при 140-150° С сохраняет достаточную устойчивость. Он не горюч, стоек к действию холодной и горячей воды, кислот (серной, соляной, азотной), к действию щелочей и окислителей.
Раствор ХК (клей) применяют для крепления резины к чугуну, стали, алюминию и его сплавам, магнию, цинку и другим материалам.
Прибавление серы к клеям из ХК способствует повышению адгезии при креплении. С их помощью крепят резины из неопрена к латуни.
Клеями из ХК можно крепить к металлам резины из хлоропренового каучука (неопрена) и бутадиен-нетрильного каучука (СКН, Пербунан). При креплении резин из натуральных каучуков и бутадиен-стирольных каучуков между клеем и резиной вводиться промежуточный слой клея из хлоропренового каучука или прослойка резины из него. Резины из бутил-каучука крепятся плохо.
Достигаемая прочность крепления резины к металлу при испытания на отрыв: 40-60 кг/см 2 . С повышением температуры прочность падает до 20-30% начальной.
Достоинства метода: хорошая сопротивляемость старению, стойкость к действию кислот, щелочей и морской воды (в этом способ крепления резины к металлу посредством ХК превосходит даже крепление латунированием).
Недостатки: крепление неустойчиво к воздействию ароматических углеводородов, животных и растительных масел, эфиров и кетонов.
Гидрохлорированные каучуки впервые были получены при пропускании влажного HCl через хлороформенный раствор каучука. По окончании реакции происходит резкое падение вязкости раствора. Теоретическое содержание хлора в ГХК равен 33,9%. В технических продуктах содержится 28 … 30% хлора.
Клеи на основе смеси ХК и ГХК.
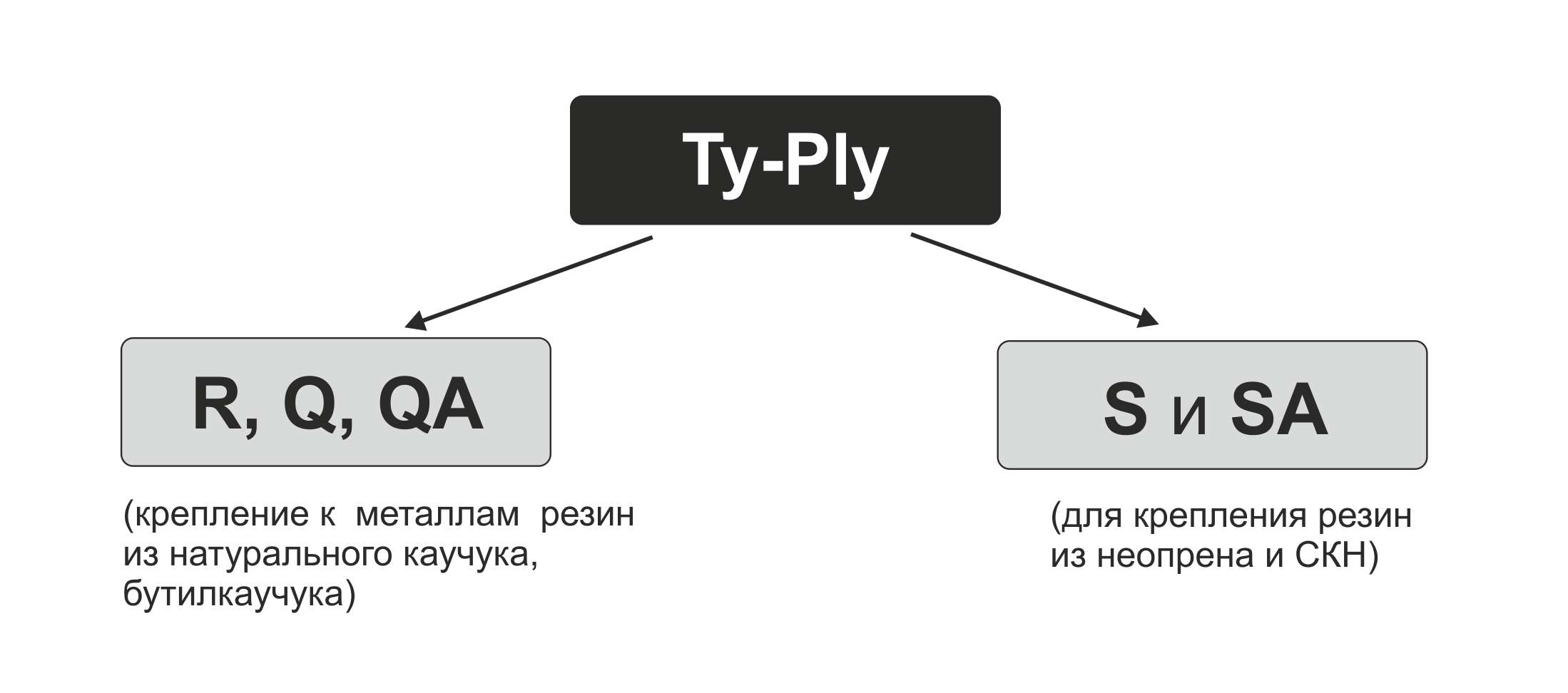
В состав некоторых клеев наряду с ХК входит ГХК. Одна из марок такого клея — Тай-Плай (Ty-Ply). Плёнка из ГХК способствует более прочному креплению резины 5 металлу. На схеме 2 показаны разновидности клей марки Ty-Ply.
При изготовлении резинометаллических деталей на металл наносится только один слой клея, для высушивания которого при комнатной температуре требуется 20-30 минут, при нагреве до 50° С — 10 минут, а при 60-80° С всего лишь 5 минут. Нанесённая на металл плёнка клея, защищённая от пыли может сохранять свои клеящие свойства в течение нескольких дней.
Прочность крепления клеями на основе ХК и ГХК на отрыв достигает 70 кг/см 2 и выше.
При хранении детали прочность увеличивается. Пескоструйная обработка поверхности металла не способствует повышению прочности крепления, но прочность зависит от толщины плёнки.
Достоинства: высокая теплостойкость крепления (можно вынимать детали из горячих форм), крепление хорошо переносит тепловое старение и устойчиво к воздействию спирта, тяжёлых масел, щелочей и некоторых кислот.
Клеи смешанного состава.
Возможно применение клеев, на основе ХК совместно с клеями из других каучуков, например, на основе неопрена.
Хороший клей на основе ХК должен содержать два компонента: один- для связи с металлом, другой — для связи с резиной. Лучше всего, если компонент, обладающий хорошей адгезией к металлу оседал и концентрировался на поверхности металла, тогда другой, верхний слой будет является хорошим компонентом для крепления к резине.
Клеи на основе ХК и ГХК нашли широкое применение для крепления резин к металлам и считались лучшими до появления клеев на основе изоциантов.
2.3.3. Крепление посредством клеев на основе синтетических смол .
Этот метод разрабатывался одновременно с методом крепления посредством клеев на основе ХК и ГХК.
Определённые фенольные, эпоксидные и некоторые другие смолы обладают хорошей адгезией и к резинам, и к металлам. Особенно применимы эти смолы для крепления резин на основе полярных каучуков: неопренов, бутадиен-нитрильных (СКН, Пербутан).
При применении одной синтетической смолы образуется хрупкая плёнка клея, поэтому, чтобы получить эластичную плёнку, применяют композиции из каучука и синтетической смолы.
Существует множество запотентованных клеев и методов крепления резины к металлам, основанных на различных синтетических смолах. Пример: смола Дюрез № 12987 — термореактивная фенолформальдегидная смола, растворимая в спиртах и кетонах. Используется для крепления к металлам резин из бутадиеннитрильных каучуков горячим креплением, хотя так же используется для крепления вулканизованной резины к металлу при нагреве.
Слой такого клея наносят на чистую поверхность металла, плёнку высушивают, после чего на неё накладывают резиновую смесь и деталь отправляют на вулканизацию. Применяют для крепления резины к обычной и нержавеющей стали, латуни, меди, олову.
Клеи на основе синтетических смол не получили такого широкого применения, как клеи на основе ХК и ГХК. Причинами этого являются: несовместимость большинства синтетических смол с каучуками, прибавляемыми для придания плёнкам из смолы эластичности, нерастворимости синтетических смол в тех растворителях, в которых растворяются каучуки и необходимость термической обработки клеевых плёнок при 90 — 120° С (иногда даже неоднократном) после их нанесения на металл. Кроме того, актуальность внедрения этого метода снизилась в связи с появлением клеев на основе изоциантов.
2.3.4. Крепление клеями на основе изоцианатов.
Изоцианаты были впервые использованы для крепления резин к металлам О. Байером в Германии. До этого они были известны как органические соединения.
Процесс получения изоцианатов состоит в конденсации аминов в виде свободных оснований с фосфогеном. Технический интерес для целей крепления представляют ди- и триизоцианты органических соединений.
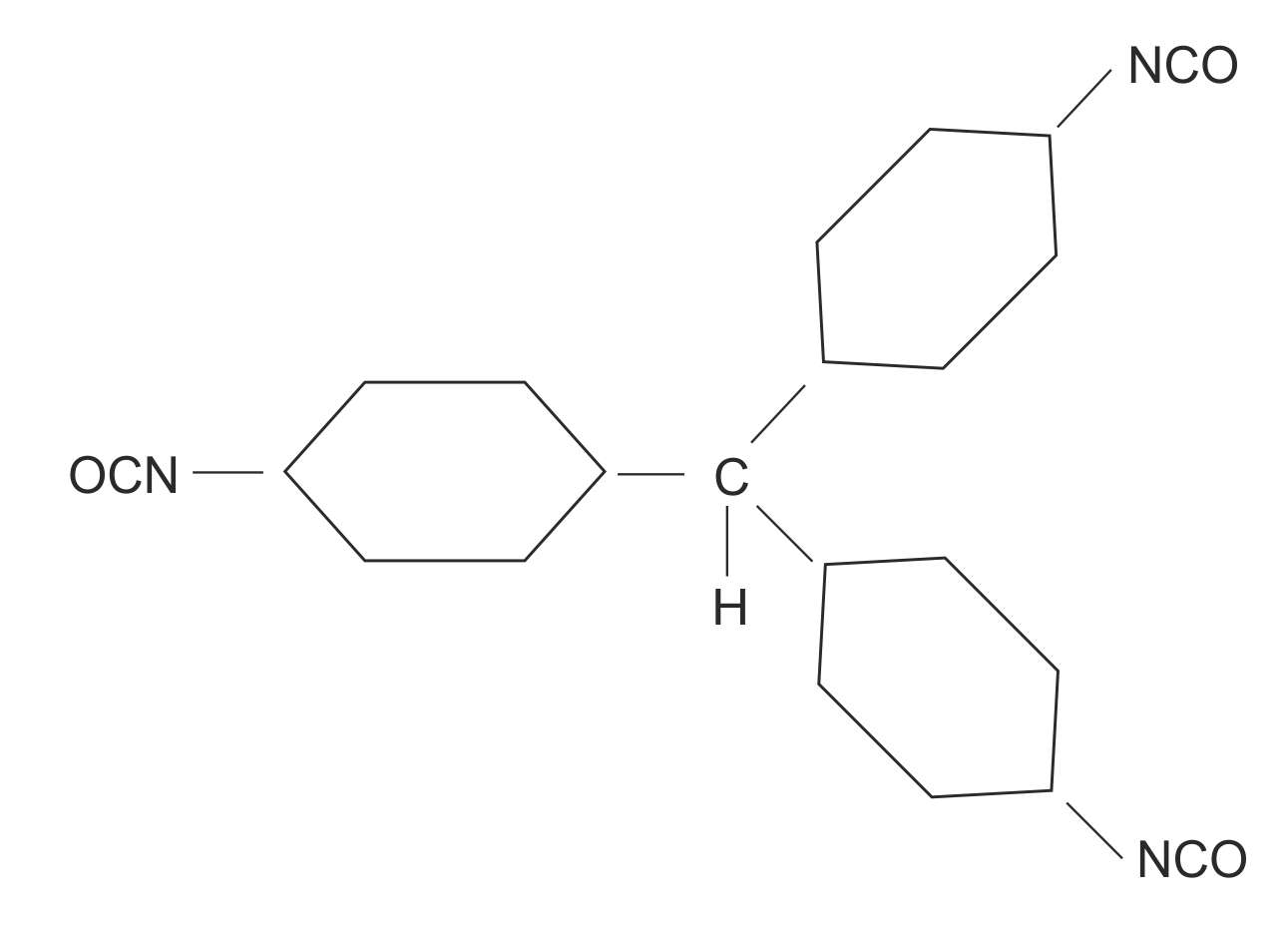
Один из первых клеев на основе изоцианатов был получен в Германии и назывался Десмодур R. В нашей стране получил распространение клей Лейконат. Оба этих клея основаны на растворе n, n’, n» — триизоцианаттрифенилметане (Лейконат — в дихлорэтане, Десмодур R — 20% ный в метиленхлориде). Формула n, n’, n» — триизоцианаттрифенилметана приведена на рис.3.
Изоцианатные клеи неустойчивы. Основная причина этого — влажность, из-за которой изоцианат разлагается, поэтому в помещениях, где идут работы с изоцианатами, влажность не должна превышать 60 — 70%, а клеи должны использоваться в течение короткого времени. Однако практикой установлено, что при правильном обращении эти клеи можно хранить годами.
При работе с изоцианатами могут применятся только такие растворители, которые не содержат групп NH2 и OH, т.к. иначе изоцианат вступит в реакцию. Пригодные растворители: дихлорэтан, бензол, хлорбензол, толуол, ксилол. Непригодные: спирт, ацетон, бензин.
Изоцианаты и применяемые для изоцианатных клеев растворители ТОКСИЧНЫ. Поэтому при работе с ними должны быть соблюдены все соответствующие правила охраны труда.
Посредством Десмодура R резины хорошо крепятся к сталям, чугуну, алюминию и его сплавам, бронзам, латуни. Плохо крепятся к меди, магнию и его сплавам.
Прочность крепления резины к металлам посредством Десмодура R при испытаниях на отрыв составляет около 50 кг/см 2 . При применении твёрдых резиновых смесей этот показатель возрастает.
Прочность крепления резины на основе СКН к стали посредством Лейконата достигает 100 кг/см 2 .
В отличие от крепления посредством латунирования, крепление Десмодуром R не чувствительно к действию паров серной кислоты, воздействию которой подвергаются, например, резинометаллические детали на подводных лодках. Данный факт позволил этому клею широко распространиться во время Второй Мировой Войны.
Большое значение при креплении изоцианатными клеями имеет то, как тщательно подготавливалась поверхность металла. Высокая прочность при креплении резины к металлам посредством клеев Лейконат или Десмодур R достигалась при выполнении следующих подготовительных операций:
— обезжиривание поверхности металла растворителем, водой, паром.
— пескоструйная обработка.
— промывка растворителем (бензином или бензолом).
— сушка.
Клей наносят на металл кистью, распылением или маканием. Достаточно нанести один тонкий слой клея. Резиновый клей или резину можно накладывать сразу после высыхания изоцианатного клея (т.е. через 30-40 минут). Однако плёнка клея под действием воздуха, влаги и света может потерять свои свойства, поэтому металлическую арматуру, покрытую клеем необходимо сразу же обернуть бумагой или целлофаном. При длительном хранении покрытой клеем арматуры прочность крепления к ней резины резко падает, поэтому вулканизацию резино-металлической детали рекомендуется проводить не позднее, чем через 6-8 часов после нанесения клея на металл.
Вулканизацию проводят в формах под давлением (в прессе) или в вулканизационных котлах в среде горячего воздуха.
Достоинства метода: чрезвычайная стойкость крепления к действиям масел, жидкого топлива, растворителей. Стойкость к воздействию холодной и горячей воды, кислот, щелочей. Крепление превосходит по теплостойкости крепления, сделанные посредством ХК и ГХК, синтетических смол, уступая только креплению посредством латунирования.
Для крепления резины к металлам применяют также клеевые композиции на основе изоцианатов.
3. Холодное крепление резины к металлам.
Крепление вулканизированной резины холодным способом (при 25-30 ° С) также является важным, так как многие материалы не выдерживают длительного нагревания при высоких температурах; кроме того, холодное крепление широко применяют при изготовлении крупногабаритных изделий.
Процесс холодного крепления резины к металлу состоит из тех же стадий, что и при горячем методе крепления, за исключением стадии вулканизации.
Первыми клеями для холодного крепления были клеи на основе бутумов и нефтяных пеков, иногда в смеси с каучуком или гуттаперчей. Широкое применение находят клеи на основе хлоропренового каучука.
Отсутствие стадии вулканизации даёт холодному креплению определённые преимущества перед горячим, но развитие холодного крепления тормозится отсутствием таких клеев для холодного крепления, которые давали бы прочность при отслаивании более 15-20 кН/м. Также, резинометаллические изделия, изготовленные методом холодного крепления уступают изделиям, изготовленным методом горячего крепления по тепло- и маслостойкости, по стойкости к агрессивным средам и вибрациям.
Подготовка поверхности металла к холодному креплению состоит прежде всего в обезжиривании, а затем в очистке её механическими способами или пескоструйной обработкой (шероховатость играет важную роль).
Подготовка поверхности резины сводится к шероховке её наждачной бумагой вручную или на шероховальном станке незадолго до начала склеивания. Перед нанесением клея поверхность резины промывают растворителем.
Одной из особенностей метода холодного крепления является то, что клей наносится одновременно на поверхность металла и на поверхность резины. Число слоёв определяется заранее опытным путём. Если нужно нанести 2-ой слой, то первому слою дают высохнуть, наносят второй, но сушат его не до полного высыхания, а до тех пор, пока образованная им плёнка ещё сохраняет липкость. В этот момент резину накладывают на металл, прикатывают к нему с помощью роликов для создания хорошего контакта. Если есть такая возможность, то после прокатки на резину накладывают груз из расчёта 0,1 … 0,2 кг/см 2 и оставляют соединённую деталь на 24 … 48 часов (до полной полимеризации клея).
Первая стадия полимеризации клея измеряется часами, вторая длится несколько суток, третья, последняя, может происходить в течение нескольких месяцев.
Источник



