
- Способы обработки нержавеющей стали: наиболее востребованные варианты
- Шлифование и полировка (сатинирование)
- Метод травления
- Другие способы обработки изделий из нержавейки
- Травление нержавеющей стали
- Процедура травления нержавеющей стали
- Применение травления
- Методы травления
- Травление кислотами
- Электролитическое травление
- Травление готовыми пастами
Способы обработки нержавеющей стали: наиболее востребованные варианты
Обработка нержавейки, которая может выполняться с использованием различных методик и технологий, позволяет не только наделить изделия из данного металла требуемыми параметрами и качественными характеристиками, но и придать их поверхности привлекательный внешний вид. Правильно подбирая и используя различные методы обработки, из нержавеющих стальных сплавов производят изделия различного назначения, которые полностью отвечают предъявляемым к ним требованиям.

Механическая обработка нержавейки элетроинструментом позволяет быстро убрать с поверхности шероховатости
Шлифование и полировка (сатинирование)
Нержавеющая сталь благодаря целому перечню достоинств одинаково успешно применяется для изготовления изделий как практического, так и чисто декоративного назначения. Чтобы придать их поверхности привлекательный внешний вид, а также добиться достижения требуемого уровня шероховатости, их часто подвергают шлифованию и полировке, которые обозначаются одним общим термином – сатинирование. Такое название данные методы обработки получили из-за того, что после их выполнения поверхность нержавейки напоминает по своей текстуре ткань атлас или сатин.
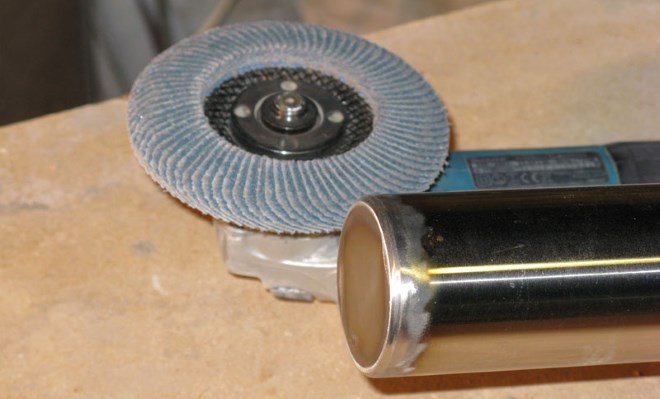
Обработка сварочного шва на нержавейке начинается с выведения поверхности до мелких рисок посредством болгарки с лепестковым кругом
Кроме придания поверхности изделия из нержавеющей стали привлекательного внешнего вида, шлифование позволяет устранить поверхностные дефекты металла или сделать их практически незаметными. Как шлифование, так и полировка нержавеющей стали может выполняться вручную или при помощи специальных устройств, работающих на электрическом или пневматическом приводе. Из наиболее распространенных аппаратов, применяемых для шлифования, следует выделить:
- пневмонапильник ленточного типа;
- шлифовальную машинку барабанно-ленточного типа;
- другие устройства, предполагающие использование шлифовальных лент.
В домашних условиях шлифование чаще всего выполняется вручную, для чего могут потребоваться шлифовальные листы или инструменты, которые называются шлифками. В отличие от условий домашних мастерских, на производственных предприятиях шлифование нержавейки выполняется с использованием специального оборудования.

Шлифовку нержавейки начинают с зерна 180, затем 320 и 600, а заканчивают полировкой войлочным кругом
Когда для шлифования нержавеющей стали применяется ручной инструмент шлифок, такая обработка выполняется в следующей последовательности.
- Если детали из нержавейки были соединены при помощи сварки, то с их поверхности удаляют прижоги и сварной шов.
- Ту часть поверхности, которая первой будет подвергнута шлифованию, следует ограничить, используя для этого клейкую алюминиевую ленту (она наклеивается в два-три слоя).
- Область поверхности, которая не заклеена защитной лентой, обрабатывается при помощи возвратно-поступательных движений шлифка, при этом давление, оказываемое на инструмент, не должно быть слишком сильным.
- После достижения требуемого результата шлифовки алюминиевой лентой заклеивается уже обработанная часть, а обработке подвергается тот участок, который с ней граничит.
В тех случаях, когда использование шлифка является нецелесообразным, для обработки нержавейки используют шлифовальные листы. Чтобы правильно подобрать такой шлифовальный инструмент по его зернистости, используют пробные черновые детали.
Для шлифования и полировки нержавейки также могут использоваться токарные станки, на которые устанавливаются специальные круги. Выполнять такие отделочные операции с применением токарного станка можно как в производственных, так и в домашних условиях, если такое оборудование имеется в оснащении вашей домашней мастерской. Для эффективного выполнения этих технологических операций могут быть использованы даже простейшие модели токарных станков.
Метод травления
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей. Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации. Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды. При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты. Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.

Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию. Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно.
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством. После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.

Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
На сегодняшний день большой популярностью пользуются травильные пасты следующих торговых марок, уже успевшие доказать свою высокую эффективность.
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
При помощи такой пасты, время воздействия которой на поверхность изделия должно составлять около 45 минут, можно не только устранить мелкие дефекты сварных соединений, но и очистить нержавейку от следов коррозии, придать ей красивый металлический блеск. Выбирая такой состав, следует иметь в виду, что использовать его для обработки нержавейки можно лишь при температуре окружающей среды не ниже +50.
Stain Clean (ESAB)
Это полностью готовая к использованию травильная паста, которая не требует особых условий применения и отличается высокой эффективностью.
Другие способы обработки изделий из нержавейки
Изделия, изготовленные из нержавеющих сталей, часто подвергают хромированию, что позволяет:
- придать им привлекательный внешний вид;
- повысить устойчивость к механическим воздействиям (трение, удары и др.);
- значительно увеличить их коррозионную устойчивость.
Между тем качественно выполнить операцию хромирования можно только в производственных условиях, так как для ее осуществления необходимы не только особые расходные материалы и специальное оборудование, но и наличие соответствующих знаний и навыков.
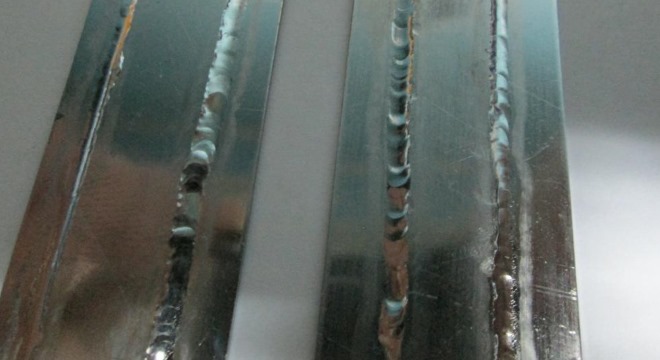
На фото показаны сварные швы нержавейки после обработки 85 % ортофосфорной кислотой – результат травления выглядит не хуже механической полировки
В домашних условиях можно выполнить другую операцию, позволяющую придать поверхности изделия из нержавейки привлекательный внешний вид, – воронение. Такая обработка может выполняться по одной из следующих методик:
- кислотное воздействие;
- использование щелочей;
- применение теплового воздействия.
Конечно, наиболее простым и доступным методом отделочной обработки стальных изделий является их покраска, которая также может выполняться с использованием различных технологий и расходных материалов.
Источник
Травление нержавеющей стали
Травление нержавеющей стали – немаловажный процесс, который обеспечивает удаление верхнего слоя материала и восстановление первоначального состояния. Суть в том, что после проведения определённых работ на поверхности нержавейки могут образоваться дефекты в виде сварных швов, оксидов и окалин, которые способны заметно подпортить внешний вид материала, а также ухудшить эксплуатационные и эстетические свойства. Отличительной чертой стали считается наличие оксидохромовой пленки, целью которой является защита верхнего слоя. Именно из-за неё и возникают вышеперечисленные дефекты, которые с трудом вступают в связь с реагентами. В случае возникновения таких неприятностей можно исправить ситуацию, воспользовавшись специальной процедурой – травление нержавеющей стали.

Процедура травления нержавеющей стали
Химическая и электрохимическая обработка или травление считается одним из лучших способов очистки верхнего слоя нержавейки. Данная процедура отлично очищает поверхность стали от сварных швов, устраняет деформации различного типа, а также способствует укреплению структуры сплава после термической обработки. Кроме очистных свойств, процедура обеспечивает восстановление пассивного слоя стали, необходимого для защиты сплава от разрушения структуры при повышенных температурах.
Суть очистки стали 12х18н10т заключается в химическом взаимодействии верхнего слоя с концентрированным кислотным раствором. В основном используются соляная либо серная кислоты, после чего в ход вступает смесь расплавленной щелочи. Процесс очистки кислотой имеет две стадии: в первую очередь металл обрабатывается основным кислотным составом, а в заключении сплав выдерживается в ванне с раствором азотной кислоты.
Обрабатывая нержавейку, стоит строго соблюдать этапы технологического процесса. Емкость с раствором, в которую помещен сплав, должна обрабатывать лишь верхние слои металла, дополнительно устраняя имеющиеся повреждения. Не рекомендуется допускать изменение макроструктуры нержавеющей стали, так как железо может потерять свои первоначальные свойства.
Применение травления
Процесс травления широко применим на производстве во время очистки верхних слоев стали от сварных швов, окалин, окислов и ржавчин. Используется во время поиска внутренних дефектов путем снятия верхнего слоя заготовки либо для изучения структуры металла.
Эта процедура обеспечивает зачистку материала, благодаря чему увеличивается адгезия верхнего слоя. Это необходимо для успешного соединения металлической заготовки с другой поверхностью, после чего наносится покрасочный, эмалированный, гальванический слой или другое защитное покрытие.

Такой вид обработки обеспечивает не только быструю очистку заготовки, но и создаёт на верхнем слое металла заданный рисунок. С помощью травления можно вырезать канал любой толщины или оформить сложное изображение. Также возможна обработка крупных заготовок и проката. Можно легко регулировать глубину обработки до микронов, благодаря чему удастся обработать поверхность со сложными участками и мелкими пазами. Процедура применяется в проведении анализа, определяющего образование межкристаллической коррозии у нержавеющей стали.
Кроме этого данный процесс широко используется во время обработки углеродистых, низколегированных и высоколегированных сталей, цветных металлов и титана. Эта технология незаменима во время обработки мелких металлических деталей, шестеренок наручных часов. С помощью неё изготавливаются полупроводниковые микросхемы и печатные платы в электронике. Этот способ обработки обеспечивает образование токопроводящего канала на микросхемах. В авиастроении травление играет важную роль, так как с помощью этого процесса уменьшается толщина металлических листов, благодаря чему снижается вес самолёта. В нанесении рисунков и надписей данная операция также играет большую роль. Травление производит рельефное изображение, полученное путем разрушения металлической поверхности согласно определенным шаблонам. В быту операция способствует очистке трубопровода.
Методы травления
В домашних условиях и на производственных участках используется следующие виды обработки:
- Кислотная очистка;
- Электролитическая очистка;
- Очистка пастами.
Травление кислотами
Наилучший результат в ходе обработки нержавеющей стали получается путем длительного выдерживания верхнего слоя нержавейки в емкости кислот из серы и азота. Как происходит данный процесс:
- Первоначальным этапом считается обезжиривание верхнего слоя стали, с последующей зачисткой заусениц и ожогов;
- Далее происходит травление в сернокислотных ваннах. Во время процесса кислотный состав разъедает шероховатость на поверхности, окалины и заусенцы. Наилучшим показателем температуры во время разъедания является 60-80 градусов по Цельсию. В течение процесса важно контролировать данный параметр. Продолжительность травления зависит от концентрации кислоты (10-12%) и маркировки стали. Стоит быть внимательней, так как истощение кислотной ванны приводит образование точечной коррозии на поверхности металла. К примеру, сталь с содержанием хрома (18%) и никеля (8%) потребует 20-40 минут обработке сернокислотной ванне. Есть возможность сократить время данной процедуры в несколько раз. Для этого следует контролировать уровень атмосферы.
- Следующий шаг — промывка заготовки в большом количестве жидкости.
- Следом стоит погрузить обрабатываемую деталь в ванну, которая наполнена азотнокислым раствором. Время процедуры занимает от 5 до 15 минут с учётом температуры ванны 50-70 градусов по Цельсию.
- Заключительный этап – повторное ополаскивание проточной водой.
Описанный метод травления считается стандартным и включает в себя несколько вариантов обработки. К примеру, выдержка в емкости с азотным раствором, который обогащен элементами плавиковой кислоты, увеличивает процедуру до получаса. Если поднять уровень концентрации плавиковой примеси до 15%, то получится провести процесс обработки при низкой температуре, при этом избежав предварительное опускание заготовки в кислоту. Ещё один доступный вариант обработки – очистка стали с помощью ортофосфорной кислоты. Для выполнения процедуры стоит следовать следующим шагам:
- Обезжирить стальную заготовку любым доступным средством;
- Промыть деталь в проточной воде и высушить;
- Залить ванну для обработки ортофосфорной кислотой по пропорции 150 мг на литр воды;
- Поместить сплав в емкость и ожидать в течение часа;
- Достать и промыть в проточной воде очищенную деталь.
Сократить время обработки в сернокислой ванне можно с помощью добавления хлористого натрия в размере 5%. Благодаря этому процесс занимает 15 минут, но стоит придерживаться соответствующего температурного режима (80 градусов).
Важно помнить, что в помещении с плохой аспирацией следует заменить состав для второго этапа обработки. Проблема в выделении вредных паров из кислоты, поэтому лучше заменить раствор, используя 8% сернокислого железа и 3% плавикового раствора.
Оказать помощь в определении метода травления может окисная пленка, расположенная на верхнем слое нержавейки. Преимущество в том, что внешнее состояние подсказывает о составе плёночного слоя. Если цвет окалины зелёный, это свидетельствует о высоком уровне хрома в составе. В результате может затрудниться взаимодействие стали и кислотной ванны, следовательно, на обработку уйдет больше времени.
Электролитическое травление
Суть электролитической очистки заключается в неравномерной анодной обработке различных структурных элементов, а также в избирательной окраске металла из-за появления пленок. Отличительной чертой данной обработки считается имение внешних источников тока.
Максимально эффективна электролитическая обработка во время определения макроструктуры металлов, сплавов подвергшихся деформации, а также высоколегированных сталей, которые отличаются высокой химической устойчивостью. Электролитическая обработка имеет три вариации травления:
- Очистка посредством анодного растворения;
- Анодная пленочная очитка;
- Катодная пленочная очистка.
Самым распространённым методом электротравления считается анодное растворение, благодаря которому рельеф на поверхности образуется в результате отдельных границ или фаз зерен.
Травление готовыми пастами
На данный момент современный рынок обеспечен огромным ассортиментом различных паст для травления нержавеющей стали. Главная задача пасты – изменение неровностей окрашенной поверхности в результате высоких перепадов температуры, а также очистка сварных швов. Процесс использования травильной пасты достаточно прост и может быть применён даже в домашних условиях. Нержавейка после сварки хорошо очищается пастой густой концентрации, ведь её эффективность уже начинает проявляться при температуре 80 градусов. Перед травлением металлическую поверхность необходимо очистить от коррозии и прочих дефектов.

Процесс травления пастой состоит из следующих шагов:
- Обработка верхнего слоя заготовки пастой слоем до нескольких сантиметров;
- Выдержка в течение полутора часа;
- Промывка под проточной водой.
Травление пастой идеально подходит для обработки сварных швов на нержавеющих марках стали. После правильной обработки поверхность способна выдерживать коррозийные атаки в самых неблагоприятных условиях.
Источник



