
- Электрооборудование, свет, освещение
- Вопросы безопасности
- Подготовительные работы
- Изготовление электролита
- Режимы обработки
- Ванна для анодирования
- Процесс анодирования
- Как обрабатывать алюминий: Все, что вам нужно знать! [часть 1 из 2]
- Почему обработка алюминия может быть сложной?
- Различные виды алюминия:
- Режущие инструменты для алюминия:
- Материал режущего инструмента:
- Концевые фрезы с 3 канавками:
- Угол наклона спирали:
- Полезные функции:
Электрооборудование, свет, освещение
В защите от ржавчины и коррозии нуждается каждый металл, в том числе и алюминий, который очень часто используется обывателями в домашних условиях. Если создать на поверхности алюминия плотную и толстую окисную пленку, этого будет вполне достаточно для торможения дальнейшей коррозии, что получается в процессе проведения анодирования алюминия. Самые механически прочные и стойкие пленки получаются при низкотемпературном тонкослойном анодировании алюминия, чем вы и будете заниматься.
Содержание:
Вопросы безопасности
Провести качественно анодирование в домашних условиях — несложно. Безопаснее и удобнее заниматься данной работой на улице или балконе. В ходе процесса вас ждет несколько опасных для здоровья моментов.
Кислота является очень едкой штукой. Хотя она и находится в сильно разбавленном виде и вызывает при попадании на кожу всего лишь слабый зуд, но если она попадет в глаза — может спровоцировать серьезнейшие травмы! Потому желательно при анодировании стали работать в защитных очках и под рукой всегда иметь ведро с водой или слабым содовым раствором.

Во время процедуры анодирования совершается выделение на аноде кислорода, а на катоде — водорода. После смешивания этих газов они образуют известный гремучий газ, который, в принципе, является тем же динамитом. Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
Подготовительные работы
Помните, что детали после анодирования становятся больше по размерам. Толщина защитного анодного слоя обычно составляет 0,05 миллиметров. К примеру, резьбы, что раньше закручивались впритирку, после процесса анодирования вообще перестанут закручиваться, так как болту в гайке в этом случае станет теснее на 0,2 миллиметра. А шлифовать анодированную практически невозможно.
Полезно отполировать изделия до зеркального блеска на полировочном кругу. Таким образом, сильно выиграет эстетика детали и снизится вероятность при анодировании «прогара». К слову сказать, анодный слой не маскирует дефекты поверхности — они будут заметны и на обработанном изделии.
Перед гальваникой алюминий нужно хорошо обезжирить. Не стоит держать металл в горячем едком натрии или калии, как это рекомендуется в заводских технологиях, потому что заметно портится чистота поверхности. Лучше использовать кусок хозяйственного мыла и зубную щетку, ведь вам предстоит работать с мелкими деталями. Сначала промойте изделие в теплой воде, затем в холодной.
Очень эффективно действует стиральный порошок: его нужно растворить в горячей воде в пластиковой емкости. Затем следует высыпать туда изделия и хорошо потрясти посудину. После промывки тщательно высушите детали горячим воздухом. Не переживайте за мелкие следы жира: после обезжиривания изделие в руки брать можно, потому что слой жира с пальцев окисляется кислородом моментально.
Изготовление электролита
Электролитом для анодирования в домашних условиях служит раствор в дистиллированной воде серной кислоты. Можно использовать и обычную воду из крана, но если можете взять дистиллированную – лучше выбрать её, так как в первом случае немного портится равномерность процесса — распределение на поверхности детали плотности тока.
Серную кислоту глупо делать самостоятельно, а вот дистиллированную воду — очень просто! Если на улице нет снега или дождя, то лед в морозильнике найдется всегда. Добыть дистиллированную воду и серную кислоту можно в местном автомагазине запчастей, ведь эти ингредиенты применяются с целью обслуживания аккумуляторов автомобилей.
Однако там продается кислота в разбавленном виде до плотности 1,27 грамм на сантиметр кубический под названием «Электролит для свинцового аккумулятора». Вам нужно этот электролит смешать с дистиллированной водой в пропорции 1:1.

Если вы возьмете стандартную 5-литровую канистру с электролитом и столько же воды, то в результате вы получите 10 литров раствора для анодирования. Этого хватит для мелких деталей, а для крупных стоит удвоить это количество.
Помните, что при смешивании кислоты с водой будет выделяться много тепла. Если налить воду в кислоту, она моментально вскипит, брызгая в лицо! Именно поэтому рекомендуется лить электролит в емкость с водой тонкой струей, постоянно помешивая стеклянной палочкой. И лучше одеть защитные очки! При попадании кислоты на одежду или кожу следует её немедленно смыть струей воды и промыть раствором соды.
Режимы обработки
Температура процесса анодирования металла составляет -10 — +10 градусов Цельсия. Растущий слой ниже -10 вполне хорош, однако не хватит напряжения, которое выдается блоком питания, для поддержания необходимой силы тока. Выше +10 градусов защитная пленка хоть и будет формироваться, но она получится нетвердой и бесцветной.
Однако рекомендуется прекращать процесс анодирования уже при 5 градусах выше нуля. А дело вот в чем, в углу ванны и на поверхности детали наблюдается разная температура, а при анодировании выделяется много энергии в виде тепла.
Но если не обеспечено принудительное перемешивание електролита, нельзя верить термометру! Однако перемешивать электролит стоит постоянно, ложкой, воздухом, насосом, это нужно для выравнивания температуры на поверхности изделия из алюминия. Иначе на детали образуются участки местного перегрева, а затем — пробои и растрав детали.
Анодная плотность тока должна находиться в пределе 1,6 — 4 Ампер на квадратный дециметр. В таких пределах будет нарастать красивый, окрашенный и плотный защитный анодный слой. Лучше всего додерживаться плотности тока от 2 до 2,2 Ампера/дм2. При меньшей силе тока покрытие будет расти медленно нетолстое. При большей силе тока, чем 4 Ампера/дм2 может возникнуть электрический пробой, и изделие будет быстро растравливаться.
Катодная плотность тока должна быть низкой. Чем ниже этот показатель, тем лучше, потому что это обеспечивает равномерный и мягкий режим распределения плотности тока по поверхности обрабатываемой детали, особенно если она большая. Поэтому запомните, что площадь катода из свинца должна быть в два раза больше площади детали (анода).
Процесс анодирования алюминиевого профиля не оговаривает значения напряжения анод-катод. Однако если ваша цепь имеет ненулевое сопротивление, то нужен приличный вольтаж блока питания. Причем желательно, чтобы вы использовали блок питания с несколькими выходными напряжениями. И вот почему.
Защитный слой, который растет на изделии, диэлектрик. По мере его возрастания постоянно растет его электрическое сопротивление. Чтобы поддерживать требуемую плотность тока, на протяжении всего процесса необходимо регулировать несколько раз силу тока при помощи переменного резистора.
Однако напряжения может не хватить, когда анодный слой станет достаточно толстым. В этом случае нужно добавить напряжения. Поэтому блок питания должен обеспечить на выходе хотя бы два напряжения.
Ванна для анодирования
Перед работой необходимо подготовить оборудование для анодирования. Обычно требуется несколько ванн: для обработки маленьких деталей, недлинных и длинных изделий. Они должны быть из алюминия. Подходящим вариантом также является полиэтилен. В качестве маленькой емкости можно использовать пищевой контейнер или длинный цветочный пластиковый горшок.
Дно и стенки пластиковой ванны желательно покрыть листами алюминия. Можно из листа алюминия вырезать выкройку и согнуть импровизированную «емкость». Смысл этого заключается в обеспечении равномерной плотности тока со всех сторон изделия.
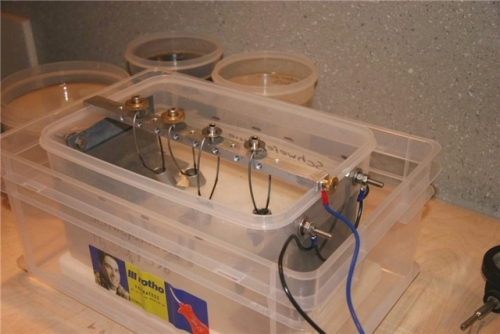
Ванна должна отличаться хорошей теплоизоляцией корпуса, иначе в противном случае электролит будет в ней нагреваться слишком быстро, и его придется чаще менять. Самым простым решением станет оклейка ванны толстым слоем пенопласта – 2-4 сантиметра. Также можете закрепить ванну внутри коробки и промежуток залить строительной пеной.
После этого следует изготовить для ванны свинцовый катод. Его можно сделать из листового свинца, сняв последний с толстых электрокабелей. Напомним, что площадь катода должна в два раза превышать площадь поверхности обрабатываемого изделия. При этом не учитывается поверхность катода, которая прислонена к стенке. В катодной пластине должны присутствовать отверстия для выхода газа.
Вы можете собрать катод из нескольких кусков свинца, если нет одного. Куски рекомендуется паять мощным паяльником, толстым швом вдоль стыков. Постарайтесь, чтобы катод повторял конфигурацию поверхности детали, обращенной к нему. Вывод из ванны контакта выполните полоской того же материала. Хотя также принято использовать и толстый медный провод в изоляции. Место припайки изолируйте силиконовым герметиком.
Процесс анодирования
Итак, в пластиковую ванну вы залили электролит, на выходе имеется блок питания с током. Для регулирования силы тока к цепи при анодировании титана или алюминия подключите проволочный переменный резистор. В емкости находятся 2 предмета: свинцовый катод в виде пластины и анод – обрабатываемое изделие. При подаче на них тока происходит выделение кислорода и начинает расти анодный защитный слой.
При создании качественного электрического контакта между свинцом и деталью вы будете наблюдать микропузырьки кислорода, что медленно поднимаются со всей поверхности изделия. Их диаметр крайне мал, их течение напоминает струйки дыма. Длительность процесса стоит контролировать визуально — по окрасу детали.
Для мелких деталей она составляет 20-30 минут, для больших изделий — час-полтора.
После того, как деталь полностью покроется налетом серо-голубого цвета, её следует достать из ванной, вымыть под струей холодной воды и протереть ваткой, что смочена в крепком марганцовом растворе, для удаления побочных продуктов реакции. Поверхность должна быть блестящей, светло-серой, гладкой.

После процесса анодирования дома некоторые изделия приобретают темно-матовый оттенок, все зависит от режима анодирования. Для окраски анодированных изделий погрузите их в раствор анилинового красителя, что подогрет до 50—60 градусов по Цельсию. Перед работой раствор профильтруйте, потому что мелкие крупинки нерастворившегося красителя способны образовывать на поверхности металла пятна. Интенсивность окраски обычно составляет не больше 15—20 минут.
После того, как деталь приобрела красивый оттенок и твердый, не рыхлый защитный слой, необходимо его зафиксировать. Дело в том, что это покрытие на микроуровне имеет пористую структуру, которая является проницаемой для воздуха и воды. Такой слой металл хорошо защищает от механических повреждений, но слаб против химического.
Существует несколько методов, которые помогают закрыться микропорам. Самый простой – проварить после анодирования детали в кастрюле в воде в течение полчаса. Лучше использовать дистиллированную воду. Также детали можно подержать на паровой бане, также на протяжении получаса.

Вы уже знаете, что существует несколько технологий анодирования алюминия и деталей из него. Они отличаются условиями рабочего процесса, а если быть конкретнее – то температурой електролита, которая является основным фактором, который влияет на качество анодного защитного слоя. В домашних условиях предпочтительнее выбрать вариант холодного анодирования, ведь в этом случае покрытие получается качестве и толще, а деталь приобретает красивый оттенок и блеск.
Источник
Как обрабатывать алюминий: Все, что вам нужно знать! [часть 1 из 2]

Алюминий является основным элементом в любом механическом цехе. Это один из самых часто обрабатываемых металлов, его можно обрабатывать быстро и эффективно. Поскольку алюминий режут все, его обработка — это действительно конкурентное пространство. Особенно это касается производственной обработки. В этой статье я расскажу обо всем, что вам нужно знать, чтобы начать работать, чтобы вы могли получить хорошие заказы и справляться с ними как профессионал.
Примечание: данная статья является переводом.
Почему обработка алюминия может быть сложной?
Для начала давайте разберемся, с чем вы сталкиваетесь. Если вы делаете кронштейн для фермера, то не имеет значения, насколько эффективно вы снимаете материал. Но если вы делаете 10 000 кронштейнов в неделю для продажи в другие предприятия, вам нужно делать работу как следует. Почему обработка алюминия может быть сложной?
Основная проблема эффективной обработки алюминия заключается в том, чтобы просто добиться максимальной скорости съема материала без разрушения инструмента. Алюминий может расплавиться и прилипнуть к инструменту при сильном нагреве. Поэтому, даже если он режется как масло, это ненадолго, если алюминий прилипнет к инструменту, то в итоге вместо обработки вы будете заниматься сваркой трением.
Помимо того, что трение должно быть минимальным, дребезжание может быть просто чудовищным, когда вы задеваете станок. Это особенно проблематично, когда вы пытаетесь обработать чистые выемки. Ладно, хватит ныть. Давайте перейдем к тому, как вы можете с этим справится
Различные виды алюминия:
Не все марки алюминия обладают одинаковой обрабатываемостью. Одни режутся как в сказке, другие настолько вязкие, что засорившиеся сломанные инструменты становится кошмаром. Главное здесь — понять, с чем вы работаете.
Вот список некоторых распространенных типов алюминия и некоторые замечания по обработке:
| 2011 | Самый масляный из масляных. Это самый хорошо поддающийся обработке материал из всех марок алюминия. Коррозионная стойкость ужасная, поэтому его обычно нужно анодировать, но, если серьезно, вы не найдете более легкого материала для работы. |
| 2024 | У данного материала отличное соотношение прочности к весу, поэтому его можно использовать в тех случаях, когда он находится под напряжением. Он отлично справляется, но есть одна вещь, за которой вам нужно следить: он может скалываться в конце тяжелых пропилов с выходом инструмента из строя. Примером возможной проблемной области является выполнение прорези полного диаметра. Возможно, вам придется настроить траектории перемещения инструментов, чтобы смягчить выпуски, дабы предотвратить это. Стружка обычно получается хорошей, не слишком жилистой (но все относительно). Еще одна вещь, за которой нужно следить, — это коррозия. Коррозия у аллюминия 2024 на самом деле очень плохая штука, поэтому будьте осторожны, оставляя его в тонкой охлаждающей жидкости или в тумблерах для деталей. Нет смысла в отличной отделке, если она вся проржавела. В целом, однако, это отличный материал для работы. Лучше всего разрезать его в состоянии T351 или отожженным. |
| 5052 | Это очень мягкий материал, который обычно используется для формования. Обычно он поставляется в виде листов. Вы также можете найти его в судовом производстве, поскольку он обладает отличной коррозионной стойкостью. Он не ужасен, но нужно следить за липкостью при обработке материла. Убедитесь, что ваши инструменты бритвенно остры для работы с этим материалом, и что у вас есть отличная смазка, иначе поверхность будет повреждена, и вы рискуете испортить инструмент. Поддерживайте инструменты острыми, и у вас не будет проблем с получением яркого зеркального покрытия. |
| 6061 | Это отличный материал для резки. Пожалуй, самый распространенный материал, который можно встретить в механической мастерской. Все же следует быть осторожным с выходом из материала при очень сильных резах; существует небольшой риск сколов. Чем тверже этот материал, тем легче его обрабатывать. Т4 идеально подходит для обработки, но Т6 занимает близкое второе место. По сравнению с алюминием 2011 индекс обрабатываемости этих марок составляет 90% и 80% соответственно. |
| 6063 | По своим функциям он очень похож на 6061, но его чаще можно увидеть в виде штамповок . Однако данная марка алюминия не такая жесткая. Поэтому 6063 немного сложнее обрабатывать; он более мягкий и липкий. Когда вы режете алюминиевые штамповки, используйте действительно острые инструменты, хорошую смазку и следите за зазором для стружки. |
| 7075 | Он чрезвычайно популярен в конструкционных компонентах, таких как лонжероны крыльев самолетов и велосипедные рамы. Это очень жесткий алюминий. Он довольно хорошо обрабатывается; не так хорошо, как 6061, но и не так плохо, как 5052. Однако получить яркое покрытие из этого материала непросто; скорее всего, вы получите что-то более похожее на гладкий, но тусклый серый цвет. |
Главное помнить, что все марки алюминия хорошо поддаются обработке. Единственное, когда вы заметите разницу между этими сортами, — это когда вы сильно нагрузите свой станок. Если вы производите небольшие объемы продукции, вряд ли вы что-то заметите.
Стоит отметить, что существует заметная разница между литым и кованым алюминием. Литой всегда более жесткий, поэтому держите инструменты острыми и работайте с осторожностью.
Основные проблемы, с которыми вы столкнетесь, связаны с трением и нагревом. В следующем разделе мы рассмотрим, как справиться с этими проблемами, чтобы вы могли точно настроить свой процесс.
Режущие инструменты для алюминия:
Ни в коем случае не используйте для резки алюминия универсальный резак. Технически он будет работать, но алюминий совершенно отличается от стали.


Вот несколько аспектов выбора инструмента, которые помогут вам получить максимальную отдачу от вашего станка.
Материал режущего инструмента:
Режущий инструмент из карбида. Даже в непроизводственных областях применение твердого сплава превосходит быстрорежущую сталь как по стоимости инструмента в течение срока службы, так и по качеству обработки поверхности. Тем не менее, о твердом сплаве необходимо знать несколько полезных вещей, которые помогут вам подобрать идеальный инструмент для конкретной работы. По сути, нам просто нужно понять, что мы хотим получить от инструмента. Алюминий режется мягко, то есть инструмент не испытывает сильных ударных нагрузок при резке. Критически важным является сохранение остроты кромки. По этой причине для характеристики материала мы предпочтем твердость, а не вязкость. Есть две основные вещи, которые влияют на это свойство: размер зерна карбида и соотношение связующих веществ.
Изображение фрезеровки алюминия для визуального облегчения
Что касается размера зерна, то при более крупном зерне получается более твердый материал, в то время как при более мелком зерне — более ударопрочный, прочный материал. Для алюминия мы хотим сохранить остроту кромки, поэтому нам нужен мелкий размер зерна для максимального сохранения кромки.
Другой фактор — соотношение связки. Для твердосплавных режущих инструментов связующим веществом является кобальт. Содержание кобальта может составлять от 2% до 20%. Поскольку кобальт мягче, чем зерна твердого сплава, то при увеличении количества кобальта растет жесткость инструмента, а при его уменьшении растет твердость инструмента. Если по простому — твердость это способность материала противостоять проникновению в него более твердого тела, а прочность это способность материала противостоять приложенным нагрузкам и при этом не разрушаться.
Поэтому мы ищем твердосплавную фрезу с крупными зернами и низким содержанием кобальта.
Концевые фрезы с 3 канавками:
Концевые фрезы с 3 канавками — это оптимальный вариант для твердосплавных концевых фрез в 98% случаев. Зазор для стружки — это главное в работе с алюминием, а 3 канавки обеспечивают идеальный баланс прочности инструмента и зазора для стружки.
2 канавки могут быть приемлемым вариантом, когда силы резания ниже и зазор для стружки является более важным фактором. Это также может быть способом снижения силы резания для легких, некачественных резов. Это имеет смысл, если у вас очень длинный инструмент, склонный к вибрации. Фрезы с 2-мя канавками режут легко, поэтому это может помочь справиться с вибрациями.
Однако, в конечном итоге, 3 канавками — это промышленный стандарт. Для более крупных инструментов, таких как колпачковые фрезы, оптимальное количество канавок зависит от диаметра. Главное здесь — иметь большой зазор для стружки, чтобы ничего не забивалось. Никому не нужен заклиненный инструмент при 700 IPM.
Угол наклона спирали:
Вот баланс, который мы пытаемся найти: меньший угол спирали уменьшает нагрев, так как резание происходит в течение меньшего времени. Более высокий угол спирали обеспечивает более гладкую резку, дает отличную обработку поверхности, но при этом выделяется больше тепла.
Если ваш инструмент нагреется, алюминий приварится к нему, и игра окончена. Это происходит менее чем за секунду; все, что вы слышите, это резкий рост нагрузки на шпиндель и треск!
Поэтому вот надежное правило, которое работает для меня уже много лет:
Для черновой обработки отлично подходит меньший угол спирали — около 35 градусов. Это сохраняет инструмент холодным, и никто не заботится о чистоте поверхности при черновой обработке.
Для чистовой обработки понадобится больший угол спирали, угод в 45 градусов — это просто рок-звезда. Конечно, он выделяет больше тепла, но для легких чистовых резов на высоких скоростях подачи, кого это волнует? Гладкий рез оставляет красивую и точную поверхность.
Для того, чтобы и черновая, и чистовая обработка выполнялись достаточно хорошо, выбирайте угол спирали 40 градусов.
Черновая обработка: угол спирали 35 градусов.
Финишная обработка: угол спирали 45 градусов.
Многоцелевая: угол спирали 40 градусов.
Полезные функции:
Помимо этих основных принципов, есть еще несколько вещей, которые могут дать вам дополнительное преимущество.
Один лайфхак, с которой я добился большого успеха, — это полированные инструменты. Когда режущие канавки отполированы, алюминий скользит по ним плавно. Поскольку трение минимально, срок службы инструмента увеличивается, и вы можете работать быстрее.
Это действительно имеет смысл, если вы занимаетесь фрезерованием алюминия с высокой производительностью.
Еще одна вещь, о которой стоит упомянуть, — это покрытие инструмента. В целом, лучше всего использовать инструменты без покрытия. Специальные покрытия не дадут большой производительности, а более «стандартные» покрытия принесут больше вреда, чем пользы.
Вот краткий список некоторых хороших и плохих покрытий для резки алюминия:
| AlTiN | Ужасная идея №1. Это покрытие подойдет для стали, а не для алюминия. Поверхность инструмента с таким покрытием не особенно гладкая, а тут еще и алюминий! Это означает, что материал, который вы режете, будет иметь тенденцию привариваться к покрытию, что даст вам ужасное качество поверхности и, вероятно, приведет к поломке инструмента. |
| TiN | Ужасная идея №2. Не так плохо, как AlTiN, но и не намного лучше. |
| ZrN | Хорошая идея №1. У этого материала очень низкий коэффициент трения, поэтому он может помочь в обтекании стружки и сохранении режущего инструмента и материала холодными. |
| TiB2 | Хорошая идея №2. Многие парни предпочитают его вместо ZrN. Он имеет низкую схожесть с алюминием, что означает, что при обработке алюминий сразу соскальзывает. |
Хорошо, если быть до конца честным с вами, я не нашел покрытий, которые бы сильно отличались от алюминия. По крайней мере, не так, как со сталью. Я предпочитаю просто полированную голую концевую фрезу. Я буду больше экспериментировать с фрезами с нанесенными покрытиями, когда продавцы будут предлагать их мне бесплатно для экспериментов.
На этом на сегодня всё, в скором времени в нашем блоге выйдет вторая часть данной статьи.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Источник



