
Сварочный аппарат своими руками

Сварочный аппарат своими руками
И хотя на сегодняшнее время в продаже существует немалое количество разнообразных моделей сварочных аппаратов, начиная от нерегулируемых и заканчивая инверторными аппаратами, многие пытаются сделать сварочный аппарат своими руками.
Как выглядит самостоятельная сборка аппарата для электродуговой сварки? Что нужно знать для того, чтобы сделать сварочный аппарат? Читайте в строительном журнале samastroyka.ru .
Сварочный аппарат переменного тока своими руками
Сварка переменным током в быту получила наибольшее распространение по целому ряду причин. В первую очередь, это связано с большей надёжностью сварочных аппаратов переменного тока и их дешевизной. На производстве, в основном, используются сварочные аппараты постоянного тока.
К тому же, сделать простой сварочный аппарат переменного тока куда проще, чем постоянного. Для его самостоятельного изготовления, потребуются:
- Листовой текстолит толщиной в 2 мм, для изготовления каркаса обмоток трансформатора;
- Провод ПЭВ-2 (1,9 или 2,7 мм) для намотки первичной обмотки трансформатора;
- Алюминиевая шина 5 на 6 мм (30 мм 2 ), будет использоваться для намотки вторичной обмотки трансформатора;
- Пропиточный лак, для промазки каждого слоя первичной обмотки трансформатора сварочного аппарата;
- Киперная лента или тонкая хлопчатобумажная ткань, для изоляции вторичной обмотки.
- Пластины холоднокатаной трансформаторной стали, шириной не более 40 мм и толщиной в 0,35 мм, будут нужны для сборки сердечника трансформатора.
Можно заменить холоднокатаную трансформаторную сталь листовой. Сначала сталь нужно порезать болгаркой на полосы, а затем разделить их на равные фрагменты длиной в 108 и 186 мм. Обязательно заусеницы на краях полос, следует аккуратно снять посредством надфиля.
Сборка сварочного аппарата
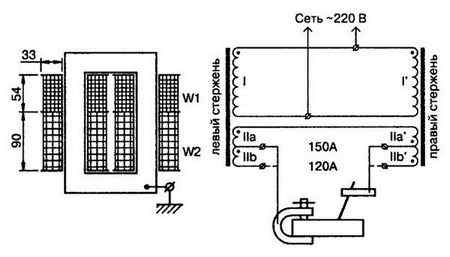
Приведённый в данной статье сварочный аппарат переменного тока даёт возможность получить два фиксированных значения сварочного тока, на 150 и 120 А. Обмотки трансформатора мотаются на двух стеклотекстолитовых каркасах с обязательным разделением первичной и вторичной обмотки, посредством изолирующего слоя.

Размеры стеклотекстолитовых каркасов должны быть несколько большими, чем стального сердечника трансформатора. Только так можно будет впоследствии без проблем насадить обмотку на сердечник. Чтобы усилить каркас перед намоткой первичной обмотки его лучше всего насадить на деревянную оправку, и только после этого продолжать выполнение работ.
Первичная обмотка сварочного аппарата
Сначала наматывается первичная обмотка трансформатора, которая будет состоять из двух отдельных секций по 230 витков, которые впоследствии соединяются параллельно друг с другом. В данном случае для намотки первичной обмотки используется провод 1,9 мм. Если под рукой оказался провод 2,7 мм, то первичные обмотки будут иметь не 230 витков, а 115, к тому же, соединять их нужно будет уже последовательно.
Каждый слой обмотки в обязательном порядке промазывается пропиточным лаком, а в качестве изоляции применяется тонкий прессшпан, толщиной в 0,5-1 мм. Также, после намотки каждого слоя провода, его нужно тщательно уплотнить, используя для этих целей деревянную киянку.
Вторичная обмотка трансформатора
Вторичная обмотка сварочного аппарата переменного тока наматывается из алюминиевой шины, сечением в 30 мм 2 . Перед тем, как наматывать шину, её нужно тщательно заизолировать, используя для этих целей киперную ленту или тонкую хлопчатобумажную ткань, порезанную на узкие полоски, шириной не более 20 мм.

Вторичная обмотка трансформатора для сварочного аппарата, точно так же, как и первичная, располагается на нескольких каркасах и содержит по 34 и 8 витков алюминиевой шины. Также как и при намотке первичной обмотки трансформатора, каждый слой алюминиевой шины простукивается и уплотняется деревянным молотком.
Сборка трансформаторного сердечника
Сердечник для трансформатора, как было сказано выше, набирается из пластин трансформаторной стали, толщиной до 0,35 мм. Для сборки сердечника допускается использовать листовую сталь от трансформаторной подстанции (трансформатора).
После этого, собранный и намотанный трансформатор помещается в защитный корпус с вентиляционными отверстиями. Внимание! Для изготовления корпуса сварочного аппарата можно использовать только немагнитный металл, например, алюминий. Можно взять для этих целей и текстолит.

Чтобы подключить первичную обмотку трансформатора к сети 220 Вольт, необходимо воспользоваться медным кабелем, сечение которого будет не менее 6 мм 2 . Розетка для подключения сварочного аппарата, должна быть рассчитана на силу тока не менее чем в 63 А, имеющая в своей конструкции специальный заземляющий нож.
Концы вторичной обмотки сварочного аппарата подсоединяются к 8-10 мм, латунным шпилькам, закреплённым через диэлектрическую основу к корпусу трансформатора.
Источник
Обмотка сварочного трансформатора
Учитывая высокую мощность, для обмоток сварочного трансформатора понадобится провод относительно большого сечения. Развивая в режиме сварки значительный ток, трансформатор постепенно нагревается. Скорость нагрева зависит от ряда факторов, важнейшим из которых является диаметр или площадь поперечного сечения провода его обмоток. Чем толще провод, тем лучше он пропускает ток, тем меньше нагревается и, наконец, тем лучше он рассеивает тепло. Основной характеристикой здесь является плотность тока (А/мм 2 ), чем выше значение плотности тока в проводах, тем интенсивнее будет происходить разогрев трансформатора. Наиболее распространенным материалом для провода является медь, хотя обмоточный провод может быть и алюминиевым. Обмотки из медного провода получаются компактнее, так как медь позволяет использовать в 1,6 раз большую плотность тока, нежели алюминиевый провод. Зато алюминиевый провод дешевле, а обмотки из него получаются легче.
В промышленных трансформаторах плотность тока не превышает значения 5 А/мм 2 для медного провода. Но для самодельных трансформаторов удовлетворительным результатом можно считать для меди даже 10 А/мм 2 . С увеличением плотности тока резко ускоряется нагрев трансформатора. Нередки случаи, когда в самоделках для первичной обмотки используются провода, выдерживающие токи более высокой плотности — до 20 А/мм 2 . Но в этом случае трансформатор нагреется до температуры порядка 60 градусов уже после использования подряд 2-3 электродов, потом придется ждать, пока обмотки остынут. Время перерыва на охлаждение будет сильно зависеть от конструкции аппарата: как у него организовано охлаждение и насколько хорош теплоотвод из катушек. Если варить предполагается немного, а лучших материалов все равно не предвидится, то можно намотать проводом и с сильной перегрузкой. Хотя это, конечно, неизбежно уменьшит надежность сварочного трансформатора. Оптимальным для самодельных трансформаторов можно считать плотность тока до 7 А/мм 2 .
Кроме сечения и металла, другой важной характеристикой провода является способ его изоляции. Провод может быть просто покрыт лаком, умотан в один или два слоя нитки или ткани, которые в свою очередь могут быть пропитаны или нет лаком. От типа изоляции сильно зависит надежность обмотки, ее максимальная температура перегрева, влагостойкость, изоляционные качества. Наилучшим вариантом является изоляция из стеклоткани, пропитанной теплостойким лаком.
Наименее желательным, но самым доступным материалом для самоделок являются обычные провода ПЭЛ, ПЭВ 1,6-2,4 мм в простой лаковой изоляции. Такой провод легче всего достать, он наиболее распространен: его можно снять с катушек дросселей и трансформаторов отслужившего свой век оборудования. Осторожно снимая старые провода с катушек, необходимо следить за состоянием их покрытия и слегка поврежденные участки дополнительно изолировать. Хуже, когда катушки с проводом были дополнительно пропитаны лаком или закрашены, их витки между собой склеились и, при попытке рассоединения, затвердевшая пропитка часто срывает и собственное лаковое покрытие провода, оголяя металл. В редких случаях, при отсутствии других материалов, мотают обмотки даже монтажным проводом в хлорвиниловой изоляции. Их недостатки: лишний объем изоляции и плохой теплоотвод.
ПЭВ, ПЭМ — провода, эмалированные высокопрочным лаком (соответственно, винифлекс и металвин), выпускаются с тонким (ПЭВ-1, ПЭМ-1) и усиленным изоляционными слоями (ПЭВ-2, ПЭМ-2); ПЭЛ — провод, эмалированный лаком на масляной основе; ПЭЛР-1, ПЭЛР-2 — провода, эмалированные высокопрочным полиамидным лаком, соответственно с тонким и усиленным слоями изоляции; ПЭЛБО, ПЭВЛО — провода на основе проводов типа ПЭЛ и ПЭВ с одним слоем, соответственно, хлопчатобумажной пряжи или лавсана; ПЭВТЛ-1, ПЭВТЛ-2 — провод, эмалированный высокопрочной полиуретановой эмалью, теплостойкой, с тонким и усиленным слоями изоляции; ПЛД — провод, изолированный двумя слоями лавсана; ПЭТВ — провод, эмалированный теплостойким высокопрочным полиэфирным лаком; провода типа ПСД- с изоляцией из бесщелочного стекловолокна, наложенного двумя слоями с подклейкой и пропиткой теплостойким лаком (в обозначениях марок: Т — утонённая изоляция, Л — с поверхностным лаковым слоем, К — с подклейкой и пропиткой кремнийорганическим лаком); ПЭТКСОТ — провод, изолированный теплостойкой эмалью и стекловолокном; ПНЭТ-имид — провод изолированный высокопрочной эмалью на полиимидной основе. Под толщиной изоляции в таблице принимается разность между максимальным диаметром провода и номинальным диаметром по меди.
Качеству укладки первичной обмотки сварочного трансформатора всегда следует уделять наибольше внимание. Первичная обмотка содержит большее количество витков, чем вторичная, плотность ее намотки выше, чаще всего она больше греется. Первичная обмотка находится под высоким напряжением, при ее межвитковом замыкании или пробое изоляции, скажем, через попавшую влагу, вся катушка быстро «сгорает». Как правило, восстановить ее без разборки всей конструкции невозможно.
Провод обмотки может состоять и из кусков, даже метров по десять, если получилось достать только такой. В этом случае он наматывается частями, а концы соединяются между собой. Для этого пролуженные кончики соединяются (не скручивая) и скрепляются несколькими витками тонкой медной жилы без изоляции, потом окончательно пропаиваются и изолируются. Такое соединение не дает трещин в проводе и не занимает большого объема.
Вторичная обмотка, требующая очень толстый провод, мотается единым или многожильным проводом, сечение которого обеспечивает необходимую плотность тока. Существует несколько способов решения этой проблемы. Во-первых, можно использовать монолитный провод сечением 10-24 мм 2 из меди или алюминия. Такие провода прямоугольного сечения (обычно называемые шиной) используются для промышленных трансформаторов. Монолитным проводом удобно мотать на отдельном каркасе катушки, куда после завершения укладки обмотки набивается пакет трансформаторной стали. Однако во многих самодельных конструкциях с неразборным магнитопроводом, провод обмоток приходится много раз протягивать через узкие окна. Попробуйте себе представить, как это проделать примерно 60 раз с твердым медным проводом сечением, скажем, 16 мм 2 . В этом случае лучше отдать предпочтение алюминиевым проводам — они намного мягче, да и стоят дешевле. Второй способ — намотать вторичную обмотку многожильным проводом подходящего сечения в обычной хлорвиниловой изоляции. Он мягкий, легко укладывается, надежно изолирован. Правда, слой синтетики занимает лишний объем в окнах и препятствует охлаждению. Иногда для этих целей используют старые многожильные провода в толстой резиновой изоляции. Резину легко удалить, а вместо нее провод наматывается слоем какого-нибудь тонкого изоляционного материала, например тканевой изолентой. Третьим способом можно изготовить вторичную обмотку из нескольких одножильных проводов — примерно таких, которыми моталась первичная обмотка. Для этого 2-5 проводов диаметром 1,6-3 мм аккуратно стягиваются вместе, скажем, тканевой изолентой и используются как один многожильный. Такая шина из нескольких проводов занимает небольшой объем и обладает достаточной гибкостью, что облегчает ее укладку. Если же с проводом уж очень туго, то вторичную обмотку можно изготовить и из тонких, наиболее распространенных проводов ПЭВ, ПЭЛ диаметром 0,8-1,2 мм.
Для начала нужно выбрать ровное прямое пространство, где жестко устанавливаются два колышка или крючка, с расстоянием между ними, равным длине провода вторичной обмотки — 20-30 м. Потом между ними протягивается без прогиба несколько десятков жил тонкого провода — получается один вытянутый пучок. Далее один из концов пучка отсоединяется от опоры и зажимается в патрон электродрели. На небольших оборотах весь пучок, в слегка натянутом состоянии, за несколько приемов закручивается в единый провод. В процессе закручивания пучок проводов необходимо периодически встряхивать, держась за один конец, дабы закрутка равномерно разошлась по всей длине провода. После скручивания длина немного уменьшится. На концах получившегося многожильного провода нужно будет аккуратно обжечь лак и зачистить кончики каждого проводка отдельно, а потом их залудить и надежно спаять все вместе. После всего провод желательно изолировать, обмотав его по всей длине, например, тканевой изолентой.
Во многих конструкциях трансформаторов объем окон магнитопровода, в которые необходимо укладывать несколько обмоток толстыми проводами, сильно ограничен. Поэтому в этом пространстве магнитопровода дорог каждый миллиметр. При малых размерах сердечников изоляционные материалы должны занимать как можно меньший объем, т.е. быть как можно тоньше и эластичнее.
Распространенную ПВХ-изоленту можно сразу же исключить из применения на греющихся участках трансформатора. Даже при незначительном перегреве она становится мягкой и постепенно разлазится или продавливается проводами, а при значительном перегреве плавится и пенится. Для изоляции и бандажа можно использовать фторопластовые, стекло- и лакотканевые, киперные ленты. Хороший изоляционный материал стоит дорого, и его применение может сильно удорожить изготовление сварочного трансформатора.
Каждый слой провода необходимо надежно фиксировать. Для этого под слой провода в 3-4 местах с разных сторон поперек виткам ложатся отрезки киперной ленты из ткани или грубые веревочки, после завершения слоя лента стягивается и завязывается, таким образом витки надежно фиксируются друг к другу.
Между слоями провода укладывается изоляция. Это может быть лакоткань, киперная лента или лента из стеклоткани.
Не очень хорошей изоляцией является стеклоткань без пропитки. С одной стороны, она не горит, выдерживает высокую температуру, хорошо проводит тепло, но с другой: волокна непропитанной стеклоткани, будучи неплотными и скользкими, под нагрузкой расходятся, таким образом, внутри обмоток эта изоляция может продавливаться проводами, теряя свои свойства.
В некоторых случаях межслоевая изоляция может занимать значительный объем и препятствовать охлаждению трансформатора, что особенно актуально для компактных конструкций с ограниченным объемом магнитопровода. ПВХ-изоленту лучше внутри обмоток не использовать, так как при нагреве она становится мягкой и может постепенно продавливаться проводами.
Иногда рекомендуют пропитывать готовые обмотки специальным пропиточным лаком или же покрывать слои провода эмалевой краской. Но здесь нужно учитывать, что пропиточный лак по технологии сохнет только при высокой температуре, для чего используются сушильные шкафы. Применение красок и лаков может привести к отрицательным последствиям в будущем, если предполагается перемотка катушек, полностью такую возможность в самодельном трансформаторе исключить нельзя. Высохшая краска намертво склеивает витки обмотки и часто их рассоединение возможно только вместе с сдиранием собственной изоляционной оболочки провода, после чего провод приходит в негодность.
Между слоями провода рекомендуется вставлять поперечные планки толщиной 5-10 мм. Планки служат прежде всего для образования внутри обмоток воздушных зазоров, через которые будет выходить теплый воздух, таким образом, улучшится вентиляция и температурный режим трансформатора. Кроме того, зазоры увеличивают объем катушек, а значит, и магнитное рассеивание трансформатора, что самым положительным образом сказывается на его сварочных характеристиках. Планки могут быть изготовлены из дерева или какого-либо другого диэлектрического материала. Их ставят несколько штук по длине витка катушки с определенными интервалами. В компактных магнитопроводах с внутренней стороны планки не ставятся, чтобы не занимать дополнительный объем окна. Имеет смысл устанавливать планки через каждые два слоя провода (кроме первого слоя), тогда каждый слой одной стороной будет выходить на воздушный зазор.
Принципиальное значение имеет способ соединения между собой находящихся на разных плечах обмоток.
Это значит, что направление течения тока в витках катушек на разных плечах должно быть в разные стороны: в одной — по часовой стрелки; в другой — против часовой. Имеет смысл намотать все обмотки в одну сторону — сделать их одинаковыми. Тогда для осуществления вышеуказанных условий обмотки на разных плечах нужно будет соединить между собой началами, что удобно. Последние же верхние витки будут включаться в питающую или сварочную цепь, соответственно для первичной или вторичной обмоток. Если обмотки соединить неправильно — в противофазе, то в случае первичной — трансформатор возьмет непомерный ток и будет сильно гудеть при включении; для вторичной — выходное напряжение будет близко к нулю.
При изготовлении П-образного трансформатора, катушки можно изготовить отдельно от магнитопровода. В некоторых других типах самодельных сварочных трансформаторов так поступить нельзя, что, конечно же, усложняет процесс изготовления. Перед намоткой катушек сначала для них необходимо изготовить каркасы, куда и будет укладываться провод. Каркас вместе с готовой катушкой одевается на магнитопровод. В простейшем случае каркас может быть сделан из нескольких слоев толстого картона, свернутого в виде короба. Но лучше каркас сделать из более жесткого материала: ДВП, текстолита, фанеры и т.д. Внутренние размеры каркаса делаются несколько большими, чем сечение магнитопровода, хотя бы по бокам, так чтобы между ними оставались зазоры по несколько миллиметров. В зазоры потом забиваются фиксирующие колышки.
При намотке катушки, внутрь каркаса необходимо временно поместить какой-нибудь жесткий материал, заполняющий весь его внутренний объем, обычно дерево. При укладке жесткого провода придется прилагать значительные усилия, это может деформировать и испортить каркас, именно поэтому и требуется временная внутренняя набивка. Ни в коем случае нельзя использовать один сплошной деревянный брус — если его сильно ужмет, то потом невозможно будет извлечь из каркаса без риска повреждения готовой обмотки. Лучше вставить 2-3 сложенных вместе доски, тогда одну из них всегда можно будет безболезненно удалить, после чего выйдут и остальные.
В некоторых случаях, если размеры магнитопровода позволяют, легче изготовить каркас для обмоток круглого сечения, особенно если есть отрезки подходящей картонной или пластмассовой трубы. Мотать на круглом каркасе легче, тем более обеспечивается лучшая сохранность провода, так как теперь отсутствуют прямые изгибы на углах. Увеличенные зазоры между каркасом и магнитопроводом заполняются деревянными вставками соответствующих размеров и формы.
Конечные участки первичной обмотки имеет смысл выполнить с несколькими отводами через 15-25 витков, тогда можно будет подрегулировать мощность трансформатора.
Вторичную обмотку следует рассчитать так, чтобы при включении в сеть максимального количества витков первичной обмотки, т.е. при минимальной мощности, выходное напряжение приближалось к 50В, в крайнем случае к 42В. Тогда при уменьшении, через отводы, количества работающих витков первичной обмотки, напряжение на выходе будет повышаться вместе с увеличением мощности.
Источник



