
- Как сделать приспособление для заточки и наточить нож рубанка или стамеску своими руками
- Определение необходимости заточки
- Заточка ножей рубанка на станке и их регулировка
- Как правильно наточить нож для рубанка
- Ручная заточка с нерегулируемым фиксатором
- Ручная заточка с регулируемым фиксатором
- Ручная заточка с кондуктором для наждака
- Механизированные способы заточки
- Завершающим этапом является правка ножа
- Заточка ножей электрорубанков
- Как наточить нож рубанка
- Что усложняет работу заточной тележки
- О высоте корпуса
- О ширине расстояния между колёсами
- Другие рекомендации
- Технология заточки
- Как сделать приспособление для заточки и наточить нож рубанка или стамеску своими руками
- Конструкция ножа
- Проверка регулировки лезвия
- Особенности проведения работ
- Обзор видов
- Прямые
- Закругленные
- Фигурные
- Спиральные
Как сделать приспособление для заточки и наточить нож рубанка или стамеску своими руками
Определение необходимости заточки
Актуальность этого вопроса в первую очередь касается инструментов столярного характера, ведь работа с древесиной не терпит неточностей. В случае если что-то срезано лишнее либо срез косой и не соответствует заданным параметрам, то всю работу придется переделывать.
Поэтому такие характеристики, как исправность и качество, являются основополагающими и требующими своевременного определения. Это касается и всех видов рубанков, а точнее сказать, их ножей, которые обязаны быть всегда заточенными и готовыми к применению.
Что выявить необходимость заточки, необходимо обратить внимание на следующие тонкости:
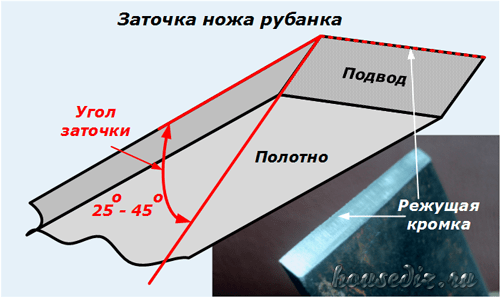
- Лезвие ножа находится в постоянном контакте с разными материалами, что приводит к их постепенному затуплению. Нужно помнить, что оно располагается под определенным углом, и его острота обеспечивает точность и правильность среза.
- В электрорубанке ножи находятся непосредственно на вращающемся барабане и имеют две режущие кромки. Когда затупляется хотя бы одна из них, то нож начинается переворачиваться. Невзирая на тот факт, что такие ножи сделаны из стали, наделенной высокими показателями прочности (карбид вольфрама), ни также успешно становятся со временем тупыми.
Известно, что различная форма – показатель, присущий всевозможным моделям рубанков. Они могут быть прямыми, закругленными и волнообразными. Некоторые дилетанты считают, что тупятся больше всего ножи прямой формы, но это неверно, данный процесс способен коснуться любой конструкции, поэтому следить за состоянием необходимо.
Люди, которые в силу своих профессиональных обязанностей работают практически постоянно с обработкой древесины, сталкиваются чаще с этим явлением. Обычно изменения отражаются на качестве и быстроте выполняемой работы и сопровождается такими признаками:
- затруднение производимых движений;
- поверхности, с которыми ведется работа долгое время, не меняют своих очертаний;
- появление блестящей нитеобразной полоски на фаске (режущей кромке).
Заточка ножей рубанка на станке и их регулировка
Ножи для электрорубанка являются расходным материалом.
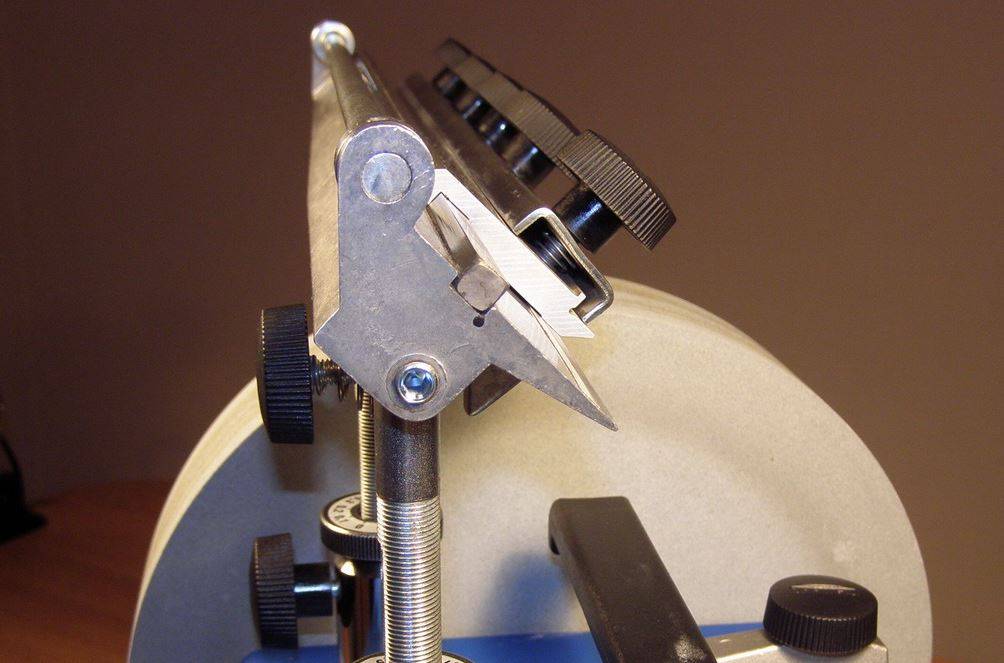
В большинстве случаев при заточке рубанка пользуются специальным станочком. Научиться правильно затачивать инструмент на нем довольно просто – достаточно лишь ознакомиться с инструкцией. К такому оборудованию относится станок Tormek (изображение 4). Он оснащен мощным двигателем, имеет низкие обороты, может затачивать инструмент на протяжении довольно большого промежутка времени. Высокая чистота и точность заточки обеспечивает водяное охлаждение кромки ножа.
Затачиваемые ножи зажимаются держателями, которые крепятся на опоре. При работе станка есть возможность регулировки прижима, ширины фаски, скорости вращения круга. На станке возможна заточка инструмента из любого металла. Сам процесс работы на станке очень прост, нужно лишь соблюдать некоторые правила техники безопасности.
Распространенной разновидностью ручного рубанка является электрический его вариант. Ножи у него относятся к расходным материалам. Их, как правило, бывает 2 штуки. Они крепятся на специальном барабане и снимают верхний слой древесины на заготовке. Изготавливают эти изделия из особого сорта инструментальной стали. Они хорошо поддаются заточке. Для некоторых моделей они изготовлены из карбида вольфрама, который обладает особой прочностью.
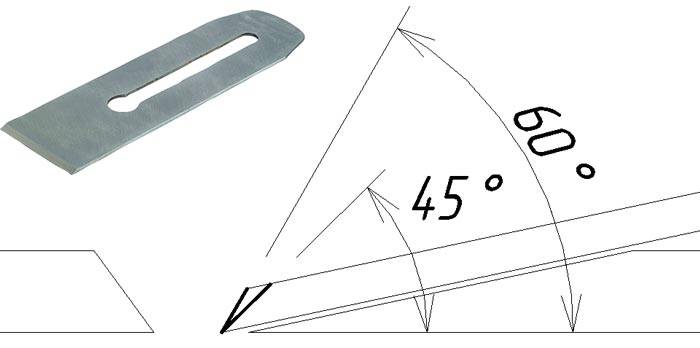
Угол рубанка должен быть заточен под углом от 45 до 60 градусов.
Отличаются ножи и своими формами. Они бывают:
Прямые лезвия используются для обработки узких заготовок и выборки четвертей. Закругленными лезвиями обрабатывают широкие плоскости. Закругления на концах делают аккуратными переходы между линиями прохода рубанка. Волнообразные фигурные лезвия нужны для имитации различных состаренных поверхностей. Перед началом работы с рубанком необходимо проверить правильность установки ножей. Для этого нужно перевернуть рубанок вверх подошвой и посмотреть на лезвие: его режущая кромка должна выступать над подошвой на 0,3-0,5 мм.
Рубанки Интерскол и Байкал имеют очень хорошее качество, относительно других производителей.
При необходимости лезвия регулируют. Для регулировки ослабляются крепежные винты, затем регулировочные винты поворачиваются в разные стороны до того момента, пока ножи не займут своего места. После этого остается их закрепить. Новые электрические рубанки чаще всего идут с завода отрегулированными. Ими можно пользоваться сразу. Но настройки необходимо периодически проверять, ведь они могут измениться в моменты встречи лезвия с сучком или с гвоздем. После регулировки рубанок проверяют на ненужном бруске или доске.
Очень надежные и прочные лезвия имеют рубанки Байкал и Интерскол. Они немного шире остальных моделей, толщина их тоже несколько больше. Затачиваются они обычными способами. Угол заточки равен примерно 30 градусам. Чтобы качество строгания было высоким, режущая кромка не должна иметь никаких заусенцев. Для этого заточенные ножи нужно править, используя шлифовальный круг. Железку устанавливают в приспособление и двигают им из одной стороны в другую. Давление на круг или оселок должно быть минимальным, чтобы не перегреть деталь. Благодаря этой манипуляции нож получит особую остроту.








При доводке с использованием разного рода оселков применяют в качестве охладителя воду, масло, керосин. Если оселок имеет разную структуру на каждой стороне, то сначала пользуются крупнозернистой стороной, затем мелкозернистой. Оселок нужно периодически промывать, чтобы он не засалился.
Как правильно наточить нож для рубанка
И так, обе стороны ножа выработали свой ресурс остроты, приступаем к заточке. Общее правило – от первого движения до финишной правки, угол соприкосновения ножа и точильного инструмента должен оставаться неизменным. Движение наждака должно производиться поперек режущей поверхности.
Существует несколько способов:
Ручная заточка с нерегулируемым фиксатором
Используется специальное приспособление для заточки – держатель ножей (кондуктор). С равномерным усилием совершаем круговые движения по точильному камню или оселку, внимательно следя за тем, чтобы обработать всю режущую кромку.

Можно использовать наждачную бумагу, разложенную на ровной поверхности. Такой вариант подойдет лишь для коротких ножей.
Подобные держатели часто идут в комплекте с электрорубанком. Существенный недостаток – отсутствие возможности отрегулировать угол заточки. Ножи из твердых сплавов таким способом заточить не удастся.
Ручная заточка с регулируемым фиксатором
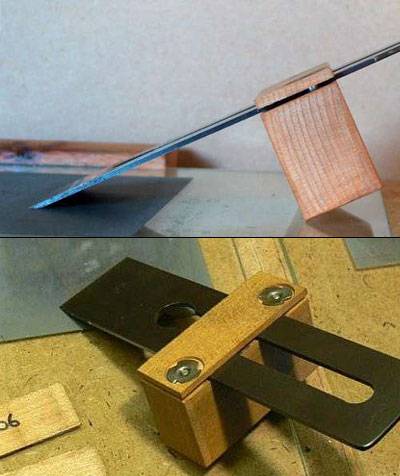
Этот метод относится к полупрофессиональному. Качество обработки на высшем уровне, но при этом не используется малая механизация. В роли приспособления, фиксирующего угол – выступает упор с регулируемой высотой. Для удобства его можно снабдить роликом.

- Продольно перемещая нож по абразивной поверхности, можно добиться высокого качества обработки.
- Давление регулируется усилием руки.
- Такое приспособление позволяет затачивать в домашних условиях ножи любой ширины, все зависит от площади наждака.
Главное условие – идеально ровная поверхность. Удобно в качестве подложки использовать толстое стекло. На нем фиксируется водостойкая наждачная бумага, смоченная водой. Процесс начинается с грубой фракции, постепенно переходя к «нулевке». Угол заточке должен быть порядка 25-30 градусов, его легко контролировать высотой упора.
Недостаток данного метода – большие временные затраты. Это с лихвой окупается высоким качеством работ. Заточка твердосплавных ножей таким методом практически невозможна.
Ручная заточка с кондуктором для наждака
В этом случае жестко фиксируется нож, а наждачный камень имеет возможность перемещаться по обрабатываемой поверхности под постоянным углом.
Если обеспечить перпендикулярность направления движения наждака относительно затачиваемой поверхности – результат будет качественным. Один из вариантов исполнения приведен на схеме.

Процесс кропотливый, зато для изготовления приспособления фактически не требуется финансовых затрат. Необходимо отметить, что такой вариант не подходит для обработки твердых сплавов.
Механизированные способы заточки
Применяются малые точильные станки с регулируемым кондуктором. Их можно приобрести в магазине, но стоимость подобных изделий высока. Поэтому большинство домашних мастеров предпочитают изготавливать такие станки самостоятельно.

При помощи направляющей, расположенной вдоль оси вращения – нож перемещается поперек наждака, не меняя «угол атаки». Заточка получается высокого качества, временные затраты минимальны. Меняя круги, можно как точить, так и править ножи.

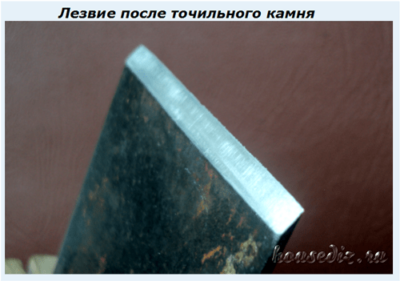
Точить необходимо до появления еле заметных заусенцев, похожих на фольгу. Они убираются оселком, которым надо провести по обратной стороне среза параллельно ножу.









Недостатком данного способа является сложность конструкции и относительно высокая стоимость комплектующих. При этом нет ограничений, как по размеру, так и по твердости обрабатываемых резцов.
Завершающим этапом является правка ножа
При этом поверхность доводится практически до зеркального блеска. Острота кромки проверяется бумагой. Она должна разрезаться как лезвием бритвы. Правка производится такими же способами, как и заточка.
Поправить острие ножа электрорубанка можно в ручную, как это сделать смотрите в этом видео.
Только зернистость абразива должна быть практически нулевой. Идеальный вариант – использование на финальном этапе японских водостойких наждачек, с зерном 2000-3000.
Можно довести поверхность до зеркального блеска с помощью полировочной пасты и войлочного круга. Но не стоит увлекаться внешним видом, чтобы не затупить кромку.
Заточка ножей электрорубанков
Основными особенностями ножей для рубанков приводного типа является их двухсторонность, а также работа исключительно вдоль волокон древесины. Если ножи выполнены из инструментальных сталей, то они поддаются заточке, в то время как твердосплавные ножи придётся заменять. При затуплении одной части ножа, его переворачивают на противоположную сторону и продолжают эксплуатировать.
Различают следующие исполнения ножей электрорубанков:
- Прямые – они используются для работ с узкими пазами изделиями;
- Закруглённые – подходят при строгании более широких поверхностей;
- Фигурные или волнообразные, которые применяются для образования фактурных поверхностей на изделии.
Ножи отличаются и своими размерами, в частности, длиной. У импортного инструмента стандартным считается размер 82 мм, такие ножи в практике именуются «пластинами». Впрочем, некоторые отечественные производители изготавливают ножи, совместимые с инструментами зарубежного производства. Электрорубанки повышенной мощности (предназначенные для работ с более прочной древесиной) комплектуются более толстыми ножами шириной 110 мм. Особенность таких ножей – наличие крепёжных отверстий.
Чем длиннее нож, тем легче его заточить
Как и в предыдущем случае, важно знать материал, из которого изготовлен нож. Процесс заточки ножей для электрорубанков заключается в следующем
Вначале определяют текущее состояние режущей кромки. Если на фаске ножа отчётливо видна блестящая полоска, то такой инструмент нуждается в заточке. Её проводят под углом заточки в 30 ° , используя шлифовальный круг с направляющим кондуктором, предварительно смоченный водой. Шлифовку можно выполнять как возвратно-поступательными, так и круговыми перемещениями ножа. В первом варианте движения должны выполняться поперёк рабочей поверхности лезвия. Охлаждение в процессе шлифовки обязательно: ножи электрорубанков работают при гораздо более высоких скоростях, а потому крайне чувствительны к уменьшению твёрдости. Именно это и произойдёт, если шлифовку вести на обычном воздухе: сталь отпускается, и её твёрдость падает.

Следует отметить, что все модели электрорубанков комплектуются специальными держателями. Закрепив в таком держателе нож, можно сравнительно удобно затачивать его и на обычном шлифовальном бруске. В процессе заточки визуально контролируют состояние поверхности лезвия: рабочая кромка должна иметь зеркальную поверхность.
После окончания работ поверхность шлифовального круга или бруска следует тщательно очистить от жировых загрязнений.
Как наточить нож рубанка
Первая попытка правки режущей кромки показала хорошую работоспособность созданного приспособления для заточки столярного инструмента, но сразу указала на его недостатки, которые были допущены в спешке.
Что усложняет работу заточной тележки
О высоте корпуса
Для создания качественной режущей кромки необходимо правильно выставить угол заточки. Он формируется выдвижением ножа рубанка, используемого в качестве гипотенузы прямоугольного треугольника.

Этот фактор необходимо учитывать при создании высоты тележки. Для формирования самых острых углов мне потребовалось максимально выдвигать нож из заточного приспособления, а это не очень удобно.










Поэтому при наладке я уменьшил высоту приспособления до минимума, обрезав часть корпуса. На это ушло всего несколько минут, а возможности и удобство пользования инструментом расширились.
О ширине расстояния между колёсами
Здесь тоже была допущена ошибка. Широкая тележка требует крупногабаритного точильного камня или наждачной бумаги большой площади. Это не экономно.
Я по возможности уменьшил расстояние между шарикоподшипниками, и они стали помещаться на самодельном точильном камне, сделанном мною из керамической плитки. С его помощью удобно осуществлять доводку режущей кромки после ее правки на крупнозернистой шкурке.
Другие рекомендации
Сделанный мною корпус из бруска удобнее выполнять из трех составных частей:
- нижней, служащей осью крепления колес и прикрепленной на верхнем переходнике;
- средней прямоугольной;
- верхней из закрепленной крепежной пластины.
Нижнюю заготовку с подшипниками можно делать уже, чем ширина полотна рубанка и крепить отдельными шурупами к средней, а шпильки располагать в средней и верхней частях. В этом случае режущий инструмент станет удобнее.
Технология заточки
В этом вопросе ничего сложного нет, если правильно установить нож рубанка. Его плоскость подводов должна точно лежать на поверхности точильного камня в тот момент, когда тележка находится в рабочем положении
Надо обратить внимание на:
- плотность и равномерность прилегания поверхностей;
- строго перпендикулярное положение режущей кромки относительно направления движения заточной тележки;
- отсутствие препятствий на пути колес.
Сама заточка выполняется быстро. Мой помощник — школьник начальных классов с большим интересом выполнил эту несложную работу, покатав подготовленное приспособление по ровно расстеленной полосе наждачной бумаги.

У него получился довольно удовлетворительный результат: вполне нормальная ровная режущая кромка, но не до конца сформированная плоскость скоса внизу.

Мне осталось немного поработать, чтобы устранить указанный дефект. Затем довел режущую поверхность до хорошего состояния на самодельном точильном камне с мелким зерном.

Качество поверхности улучшилось. Дальше требуется правка на коже или резине с пастой ГОИ.
Но даже в таком состоянии рубанок стал хорошо строгать древесину, создавая тонкую и равномерную стружку.
Заканчивая изложение материала хочу обратить внимание, что приспособления для заточки ножей рубанка, стамески и другого столярного инструмента имеют различные конструкции. Самые простые создаются из обычного деревянного бруска, в котором делается пропил под углом для крепления режущего лезвия
Этим бруском ведут по точильному камню. Заточка вполне удовлетворительная, но возникает дополнительное трение древесины, которая к тому же постепенно стачивается. А в описанной конструкции подшипники качения снимают эту нагрузку.









Рекомендуемая мной конструкция предназначена для начинающих мастеров без практического опыта. Профессиональные столяры пользуются дорогими и высокоточными приспособлениями.
О них подробно рассказывает Андрей Ярмолкевич в своем видеоролике «Заточка ручного рубанка».
- Лезвия для резьбы по дереву
- Инструмент для вскрытия корпуса планшета
- Лазерный нивелир на 3 режима работы
Как сделать приспособление для заточки и наточить нож рубанка или стамеску своими руками
Если один угол железки выступает, то его подправляют легким ударом молотка по железке со стороны выступающего угла (рис. 4в).
После правильной установки железки ее окончательно закрепляют клином. Клин не следует забивать очень сильно, чтобы не расколоть заплечики.
Рис. 4 Настройка рубанка: а — правильная хватка; б — прием выбивания ножа (железки); г — исправление перекоса железки (вид спереди)
Настройку металлических стругов производят с помощью прижимного винта. После настройки инструмент следует опробовать на дощечке. Хорошо настроенный рубанок легко снимает стружку, строгает гладко, без задиров и царапин.
Плотничное дело. Уроки мастерства. Содержание
Конструкция ножа
Нож ручного рубанка состоит из рабочей и опорной части. В конфигурации рабочей части ножа различают:
- Фаску, которая образуется на тыльной части лезвия. Она обеспечивает снижение усилия врезания ножа в древесину за счёт исключения трения тыльной части о материал заготовки.
- Передний угол, который в большинстве случаев совпадает с принятым наклоном ножа в корпусе рубанка.
- Задний угол самой фаски.
- Рабочий угол заострения, который равен разности значений угла фаски и угла наклона ножа в рубанке.
Для долговечности рассматриваемого инструмента наибольшее значение имеет передний угол: именно он определяет гладкость простроганной поверхности, условия удаления стружки из зоны обработки и нагрузку на лезвие.
При выборе оптимального значения для данного угла учитываются следующие факторы:
- Физико-механические свойства обрабатываемого материала. В частности, с повышением твёрдости угол необходимо увеличивать. Для обработки мягкой древесины (липа, осина, сосна, лиственница) рекомендуется устанавливать нож под углом 45±5°, для работ по более твёрдому дереву (граб, дуб, груша) — 60±5°, а при обработке ещё более твёрдых материалов – даже до 80°. Такие рекомендации связаны с абразивным действием, которое производит проход стружки при его подъёме из зоны строгания;
- Вид строгания. Практически каждый вид древесины требует определённого угла наклона рубанка к плоскости обрабатываемой заготовки. Например, сосна лучше всего строгается при наклоне инструмента на угол заточки ножей ручного рубанка 40…50 ° от оси доски. Менее мягкие сорта обрабатываются под углами заточки 25…30°. Этот приём обеспечивает лучшее качество строгания, но нож при этом сильнее нагревается, и, следовательно, быстрее затупиться;
- Материал и твёрдость ножа. Более всего для этих целей подходят быстрорежущие стали Р12 или даже Р18 (по этой причине некоторые домашние мастера для изготовления ножей рубанков используют части пильных дисков фрикционных пил, которые работают в схожих условиях). Менее стойкими будут ножи для рубанков, изготовленные из обычной инструментальной стали типа У7 или У8.
Проверка регулировки лезвия
После заточки нельзя сразу запускать нож в работу. Требуется проверить и отрегулировать положение лезвия в рубанке. Когда лезвия будут обработаны и установлены, необходимо внимательно осмотреть рубанок и оценить расстояние, на которое выходит нож из своего положения. Оптимальные параметры такие.
- Выступ лезвия не должен превышать расстояние в 0,5 мм. Если требуется грубая обработка, тогда можно выдвинуть режущий элемент на 1 мм.
- Сильный зазор приводит к появлению большой стружки. Чтобы улучшить качество работы, следует уменьшить зазор между поверхностью дерева и лезвием. Тогда стружка будет минимальной, и это снизит износ металла.
Дополнительно стоит учитывать, что при сравнении рубанка с другими инструментами он будет отличаться от них возможностью использования для проведения тонкой обработки. Добиться этого можно только правильной регулировкой расположения ножей в конструкции инструмента и за счет выбора подходящего угла. Когда будут завершены все процедуры по заточке и настройке ножей, необходимо оценить работоспособность рубанка. Для этого стоит попробовать обработать поверхность древесины. Если она становится гладкой в процессе обработки, значит, заточка была выполнена правильно.
Нюансы заточки ножа ручного рубанка в видео ниже.
Особенности проведения работ
Ножи рубанка в условиях завода затачиваются под наиболее подходящим углом, а вот когда возникает необходимость заточить инструмент, потерявший остроту, требуется сохранить существующие особенности заточки
Если осуществлять ведение работ без применения соответствующих приспособлений, то предстоит уделить особое внимание верному положению затачиваемой поверхности при воздействии абразива. А вот если есть необходимость поменять угол заточки, здесь предстоит использовать специальные приспособления
Их описание будет представлено ниже, а предназначаются они для проведения ручной заточки неслучайно, так как точила, работающие за счет электричества, не позволяют добиться высоких результатов. Большие обороты абразивной поверхности становятся причиной того, что обрабатываемое лезвие после очередной заточки становится мягким и тупится в более короткие сроки. Ряд специалистов давно не использует электроточила при заточке инструмента собственноручно.










Обзор видов
В зависимости от качества ножей для рубанка, определяется скорость работы инструмента, а также окончательный результат.
Также тип лезвия влияет на способ обработки поверхности и форму, которую можно получить по окончании работ. Производители станочного оборудования выпускают несколько видов рубанков, каждый из которых отличается в основном по типу предусмотренного в конструкции лезвия.

Если классифицировать рубанки по способу обработки поверхности, то выделяют следующие типы ножей.
Прямые
С их помощь удается обработать заготовки небольших размеров. При желании можно выбирать четверть для проведения необходимых работ. Лезвия имеют классическую прямую форму и располагаются под определенным углом для создания нужного результата.

Закругленные
Востребованы для обработки поверхностей большой ширины. Такие лезвия задействуют, когда необходимо между строгальными плоскостями организовать аккуратный и плавный переход.

Фигурные
К этой категории относятся рубанки, ножи которых позволяют добиться сложных геометрических форм при обработке деревянной поверхности. Конструктивно лезвия напоминают ножи классических рубанков, однако, у них есть ряд особенностей. Посредством использования фигурных ножей создают волнообразную форму поверхности, выполняют имитацию «состаренного» дерева. Для определения подходящего ножа производители используют специальную маркировку, обнаружить которую можно на поверхности. Таким образом, при покупке лезвия удастся быстро выбрать подходящий вариант.

Спиральные
Обеспечивают максимально точный срез. Устанавливаются преимущественно в легкие модели рубанков, которые отличаются простотой в эксплуатации. Преимуществом является возможность настройки глубины строгания. Ножи, встроенные в конструкцию деревообрабатывающего оборудования, отличаются не только по форме заточки поверхности, но также по ряду других параметров.
Источник



