
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ВОЗДУШНЫХ ВИНТОВ
Аэросани, аэроглиссеры, всевозможные аппараты на воздушной подушке, экранопланы, микросамолеты и микроавтожиры, различные вентиляторные установки и другие машины не могут действовать без воздушного винта (пропеллера). Поэтому каждый энтузиаст технического творчества, задумавший построить одну из перечисленных машин, должен научиться изготовлять хорошие воздушные винты.
А поскольку в любительских условиях их проще всего делать из дерева, речь пойдет только о деревянных пропеллерах. Однако следует учесть, что по деревянному (если он окажется дачным) можно изготовить совершенно аналогичные винты из стеклопластика (методом формования в матрицу) или металла (отливкой).
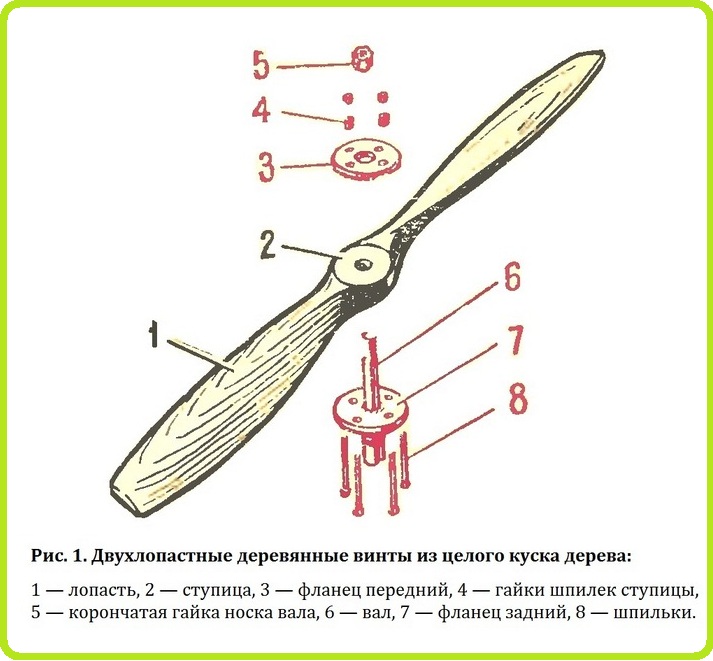
Наибольшее распространение благодаря своей доступности получили двухлопастные винты из целого куска древесины (рис. 1). Трех и четырехлопастные воздушные винты сложнее в изготовлении.
ВЫБОР МАТЕРИАЛА
Из какого дерева лучше всего сделать винт? Такой вопрос часто задают читатели. Отвечаем: выбор дерева прежде всего зависит от назначения и размеров винта.
Винты, предназначенные для двигателей большей мощности (порядка 15—30 л. с), также можно изготовлять из монолитных брусков твердой породы, но требования к качеству древесины в этом случае повышаются. При выборе заготовки следует обращать внимание на расположение годичных колец в толще бруска (оно хорошо просматривается по торцу, рис. 2-А), отдавая предпочтение брускам с горизонтальным или наклонным расположением слоев, выпиленным из той части ствола, Которая ближе к коре. Естественно, что заготовка не должна иметь сучков, кривослоя и других пороков.
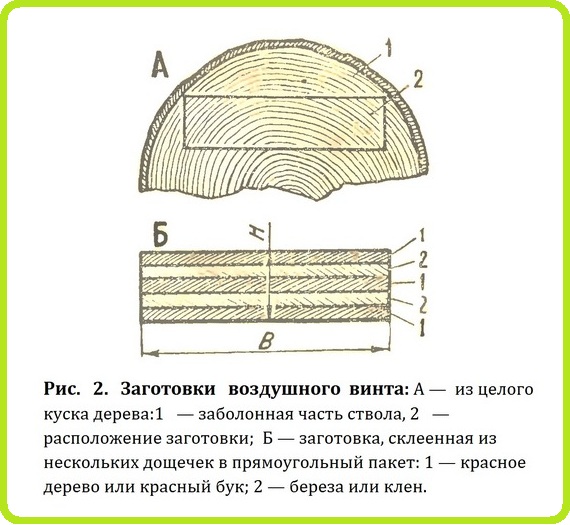
Рис. 2. Заготовки воздушного винта
Если подходящего по качеству монолитного бруска найти не удалось, придется склеить заготовку из нескольких более тонких дощечек, толщиной 12—15 мм каждая. Такой способ изготовления винтов был широко распространен на заре развития авиации, и его можно назвать «классическим». По соображениям прочности рекомендуется применять дощечки из древесины разных пород (например, береза и красное дерево, береза и красный бук, береза и ясень), имеющие взаимно пересекающиеся слои (рис. 2-Б). Винты, изготовленные из клееных заготовок, после окончательной обработки имеют очень красивый внешний вид.
Некоторые опытные специалисты клеят заготовки из многослойной авиафанеры марки БС-1, толщиной 10—12 мм, собирая из нее пакет нужных размеров. Однако рекомендовать этот способ широкому кругу любителей мы не можем: слои шпона, расположенные поперек винта, при обработке могут образовать трудно устранимые неровности и ухудшить качество изделия. Концы лопастей винтов, изготовленных из фанеры, получаются весьма хрупкими. Кроме того, у высокооборотного винта в корне лопастей действует очень большая центробежная сила, доходящая в некоторых случаях до тонны и более, а в фанере поперечные слои на разрыв не работают. Поэтому фанеру можно применять только после расчета площади корневого сечения лопасти (1 см 2 фанеры выдерживает на разрыв около 100 кг, а 1 см 2 сосны — 320 кг.) Винты приходится утолщать, а это ухудшает аэродинамическое качество.
В ряде случаев ребро атаки воздушного винта закрывают полоской тонкой латуни, так называемой оковкой. Она крепится к кромке мелкими шурупами, головки которых после зачистки опаиваются оловом, чтобы предотвратить самоотворачивание.
ПОСЛЕДОВАТЕЛЬНОСТЬ ИЗГОТОВЛЕНИЯ
По чертежу воздушного винта прежде всего необходимо изготовить металлические или фанерные шаблоны — один шаблон вида сверху (рис. 3-А), один шаблон вида сбоку и двенадцать шаблонов профиля лопасти, которые будут нужны для проверки винта на стапеле.
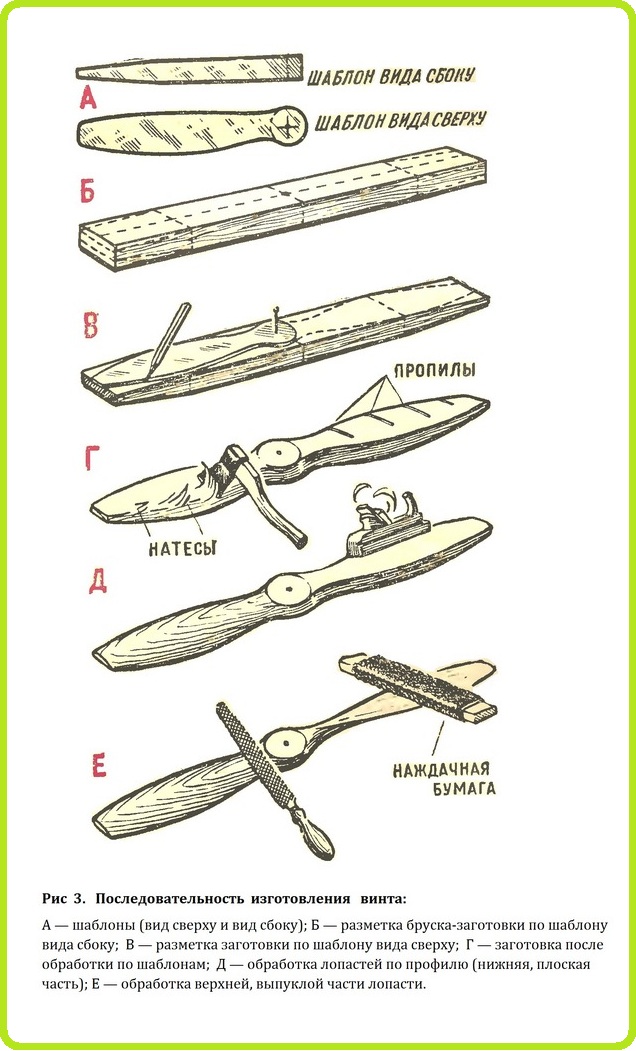
Рис. 3. Последовательность изготовления винта
Заготовку винта (брусок) нужно тщательно отфуговать, соблюдая размер со всех четырех сторон. Затем наносят осевые линии, контуры шаблона вида сбоку (рис. 3-Б) и удаляют лишнюю древесину, сначала маленьким топором, потом рубанком и рашпилем. Следующая операция — обработка по контуру вида сверху. Наложив шаблон лопасти на заготовку (рис. 3-В) и укрепив его временно гвоздиком по центру втулки, обводят шаблон карандашом. Затем поворачивают шаблон строго на 180° и обводят вторую лопасть. Лишняя древесина удаляется на ленточной пиле, если ее нет — ручной выкружной мелкозубой пилой. Эта работа должна быть выполнена очень точно, поэтому торопиться не следует.
Изделие, приобрело очертания винта (рис. 3-Г). Теперь начинается самая ответственная часть работы — придание лопастям нужного аэродинамического профиля. При этом следует помнить, что одна сторона лопасти плоская, другая выпуклая.
Главный инструмент для придания лопастям нужного профиля — остро отточенный, хорошо присаженный топор. Это отнюдь не значит, что выполняемая работа — «топорная»: топором можно делать чудеса. Достаточно вспомнить знаменитые Кижи!
Древесину удаляют последовательно и не спеша, сначала делая мелкие короткие натесы во избежание отщепления по слою (рис. 3-Г). Полезно иметь также небольшой двухручный стружок. На рисунке показано, как можно ускорить и облегчить работу по обтесыванию профильной части лопасти, сделав несколько пропилов мелкозубой ножовкой. Выполняя эту операцию, надо быть очень осторожным и не пропилить глубже, чем требуется.
После грубой обработки лопастей винт доводится до кондиции рубанками и рашпилями с проверкой в стапеле (рис. 4-А).
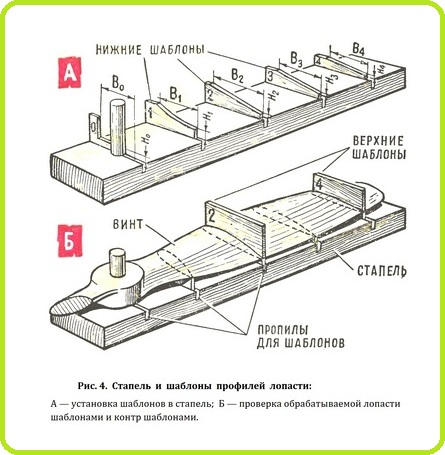
Рис.4. Стапель и шаблоны профилей лопасти
Для изготовления стапеля (рис. 4) надо найти доску, равную по длине винту и достаточно толстую для того, чтобы в ней можно было сделать поперечные пропилы глубиной 20 мм для установки шаблонов. Центральный стержень стапеля изготовляется из твердого дерева, его диаметр должен соответствовать диаметру отверстия в ступице винта. Стержень вклеивается строго перпендикулярно к поверхности стапеля. Надев на него винт, определяют количество древесины, которое предстоит удалить для соответствия лопасти шаблонам профиля. Выполняя эту работу в первый раз, нужно быть очень терпеливым и осторожным. Умение приобретается не сразу.
После того как нижняя (плоская) поверхность лопасти будет окончательно доведена по шаблонам, начинается доводка верхней (выпуклой) поверхности. Проверка ведется с помощью контршаблонов, как показано на рисунке 4-Б. От тщательности выполнения этой операции зависит качество винта. Если неожиданно выяснится, что одна лопасть получилась немного тоньше другой — а это часто бывает у неопытных мастеров, — придется соответственно уменьшить толщину противоположной лопасти, в противном случае и весовая и аэродинамическая балансировки винта будут нарушены. Мелкие изъяны можно исправить наклейкой кусочков стеклоткани («заплаток») или подмазкой мелкими древесными опилками, замешенными на эпоксидной смоле (эту мастику в просторечии называют хлебом).
При зачистке поверхности деревянного винта следует учитывать направление волокон древесины; строгание, циклевку и ошкуривание можно вести только «по слою» во избежание задиров и образования шероховатых участков. В некоторых случаях, помимо цикли, хорошую помощь при отделке винта могут оказать стеклянные осколки.
Опытные столяры после ошкуривания натирают поверхность гладким, хорошо отполированным металлическим предметом, сильно нажимая на него. Этим они уплотняют поверхностный слой и «заглаживают» оставшиеся на нем мельчайшие царапины.
БАЛАНСИРОВКА
Изготовленный винт должен быть тщательно отбалансирован, то есть приведен в такое состояние, когда вес его лопастей совершенно одинаков. В противном случае при вращении винта возникает тряска, которая может повлечь за собой разрушение жизненно важных узлов всей машины.
На рисунке 5 изображено простейшее приспособление для балансировки винтов. Оно позволяет выполнить балансировку с точностью до 1 г — этого практически достаточно в любительских условиях.
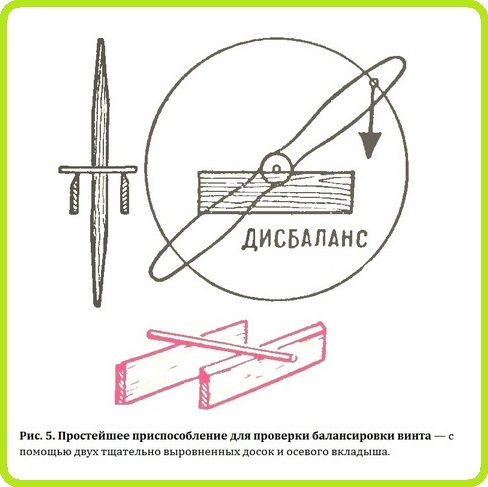
Рис. 5. Простейшее приспособление для проверки балансировки винта
Практика показала, что даже при очень тщательном изготовлении винта вес лопастей получается неодинаковым. Это происходит по разным причинам: иногда вследствие разного удельного веса комлевой и верхней частей бруска, из которого изготовлен винт, или разной плотности слоев, местной узловатости и т. п.
Как быть в этом случае? Подгонять лопасти по весу, сострагивая с более тяжелой какое-то количество древесины, нельзя. Надо утяжелять более легкую лопасть, вклепывая в нее кусочки свинца (рис. 6). Балансировку можно считать законченной, когда винт будет оставаться неподвижным в любом положении лопастей относительно балансировочного приспособления.
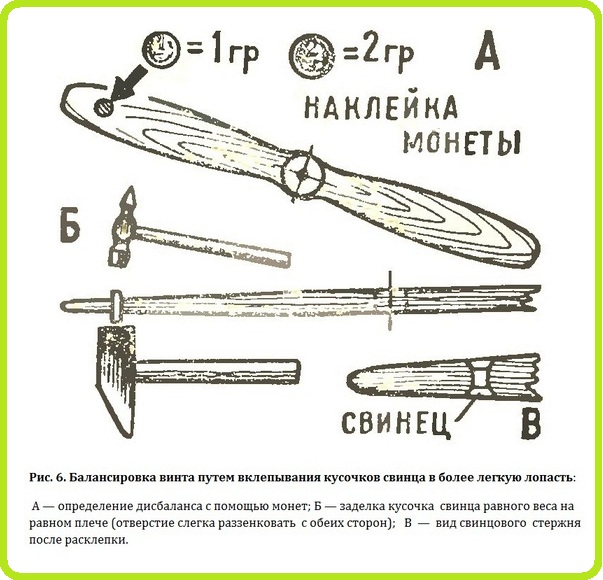
Рис. 6. Балансировка винта путем вклепывания кусочков свинца в более легкую лопасть
Не менее опасно биение винта. Схема проверки пропеллера на биение показана на рисунке 7. При вращении на оси каждая лопасть должна проходить на одинаковом расстоянии от контрольной плоскости или угла.

Рис. 7. Схема проверки винта на биение
ОТДЕЛКА И ОКРАСКА ВИНТА
Готовый и тщательно отбалансированный винт должен быть окрашен или отлакирован для предохранения его от атмосферных воздействий, а также для защиты от горюче-смазочных материалов.
Для нанесения краски или лака лучше всего применять пульверизатор, работающий от компрессора при минимальном давлении в 3—4 атм. Это даст возможность получить ровное и плотное покрытие, недостижимое при кистевой окраске.
Лучшие краски — эпоксидные. Можно также применять глифталевые, нитро- и нитроглифталевые или появившиеся в последнее время алкидные покрытия. Они наносятся на предварительно загрунтованную, тщательно отшпаклеванную и ошкуренную поверхность. Обязательна междуслойная сушка, соответствующая той или иной краске.
Лучшее лаковое покрытие — так называемый «химо-твердительный» паркетный лак. Он отлично держится и на чистом дереве, и на окрашенной поверхности, придавая ей нарядный вид и высокую механическую прочность.
Источник
НЕСУЩИЙ ВИНТ АВТОЖИРА
Можно без преувеличения сказать, что главное в планёре-автожире -это несущий винт. От правильности его профиля, от массы, точности центровки и прочности зависят лётные качества автожира. Правда, безмоторный аппарат на буксире за автомобилем поднимается всего на 20 – 30 м. Но и полёт на такой высоте требует обязательного соблюдения всех ранее высказанных условий.
Лопасть (рис. 1) состоит из главного, воспринимающего все нагрузки элемента – лонжерона, нервюр (рис. 2), промежутки между которыми заполнены пластинами из пенопласта, и задней кромки, изготовляемой из прямослойной сосновой рейки. Все эти части лопасти склеиваются синтетической смолой и после надлежащего профилирования оклеиваются стеклотканью для придания дополнительной прочности и герметичности.
Материалы для лопасти: авиационная фанера толщиной 1 мм, стеклоткань толщиной 0,3 и 0,1 мм, эпоксидная смола ЭД-5 и пенопласт ПС-1. Смола пластифицируется дибутилфталатом в количестве 10 – 15%. Отвердителем служит полиэтиленполиамин (10%).
Изготовление лонжерона, сборка лопастей и их последующая обработка производятся на стапеле, который должен быть достаточно жёстким и иметь прямолинейную горизонтальную поверхность, а также одну из вертикальных кромок (их прямолинейность обеспечивается строжкой под линейку типа лекальной, не менее 1 м длиной).
Стапель (рис. 3) делают из сухих досок. К вертикальной продольной кромке (прямолинейность которой обеспечена) на время сборки и склейки лонжерона крепятся винтами металлические установочные пластинки на расстоянии 400 – 500 мм друг от друга. Верхний край их должен возвышаться над горизонтальной поверхностью на 22 — 22,5 мм.
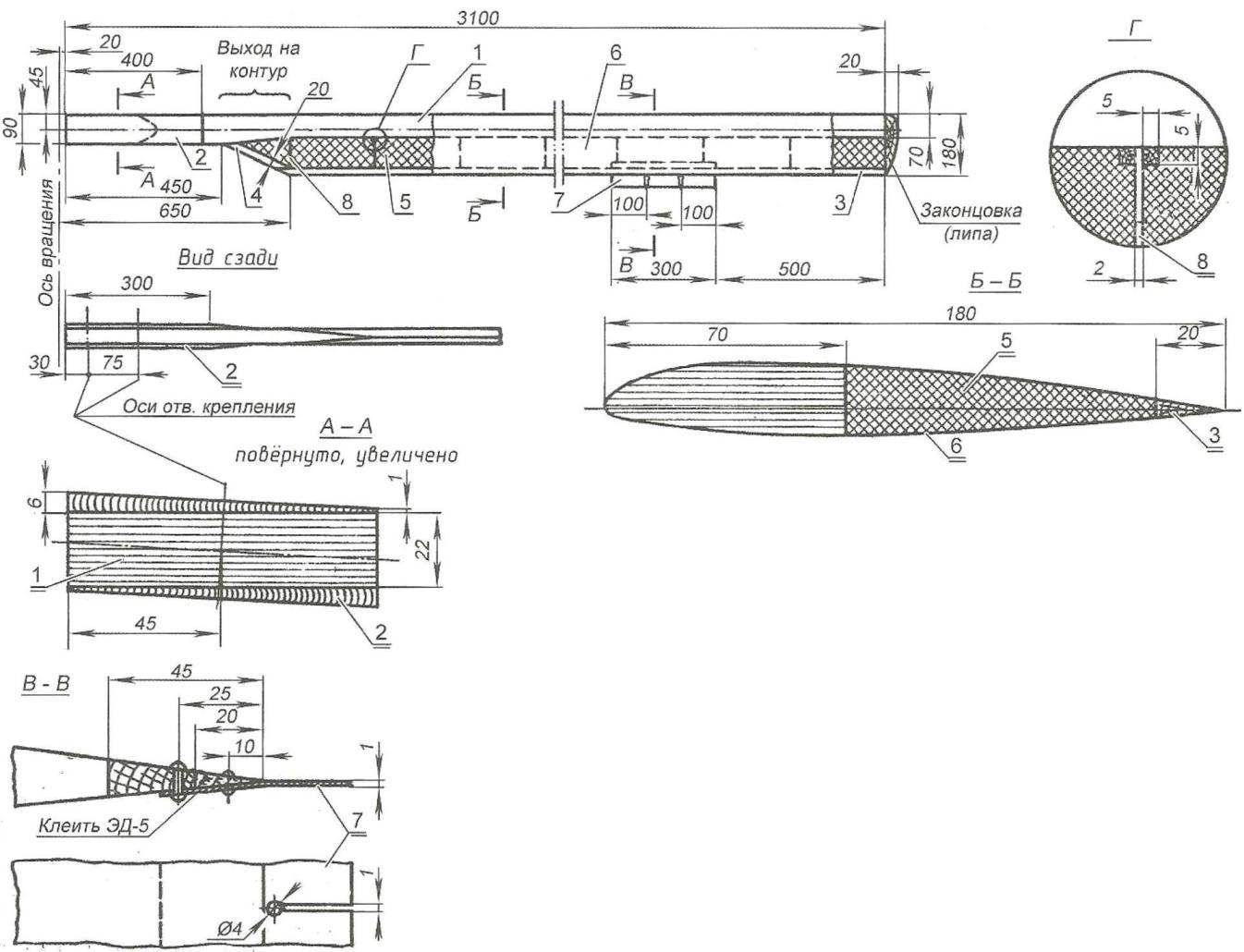
Рис. 1. Сборочный чертёж лопасти:
1 – лонжерон (фанера, склеенная со стеклотканью); 2 – накладка (дуб или ясень); 3 – задняя кромка (сосна или липа); 4 – планка (сосна или липа); 5 – заполнитель (пенопласт); 6 – обшивка (2 слоя стеклоткани s0,1); 7 – триммер (дюралюминий марки Д-16М s,2 шт.); 8 – нервюра (фанера s2, слой вдоль)
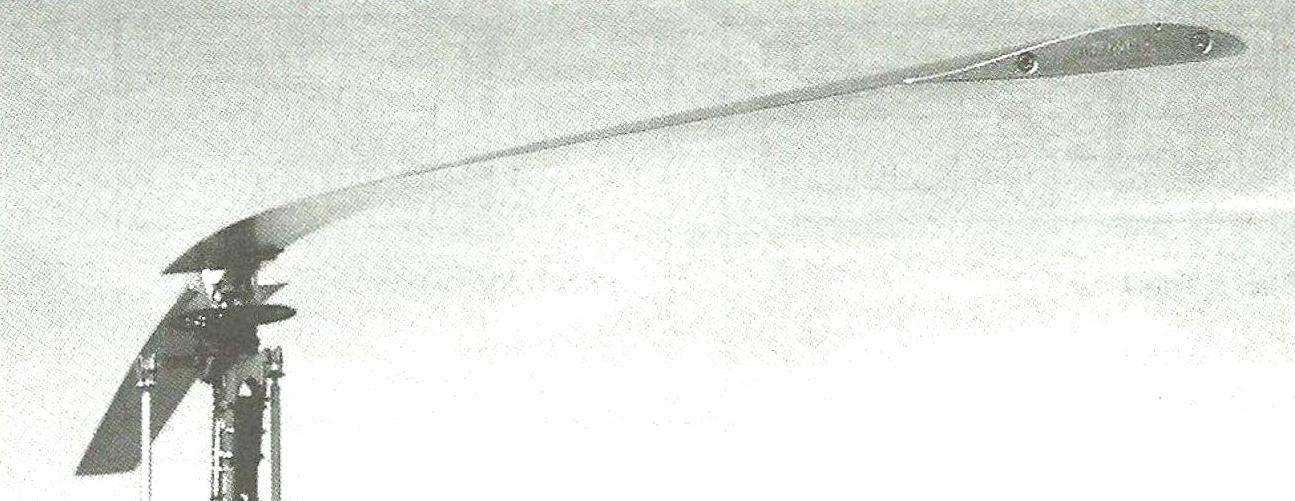
Лопасть ротора (винта) автожира
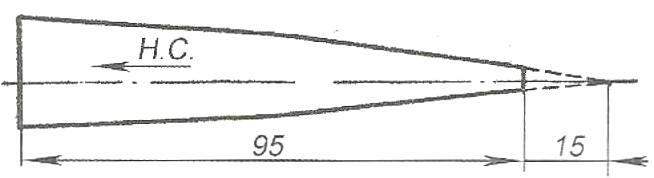
Рис. 2. Нервюра

Рис. 3. Стапель
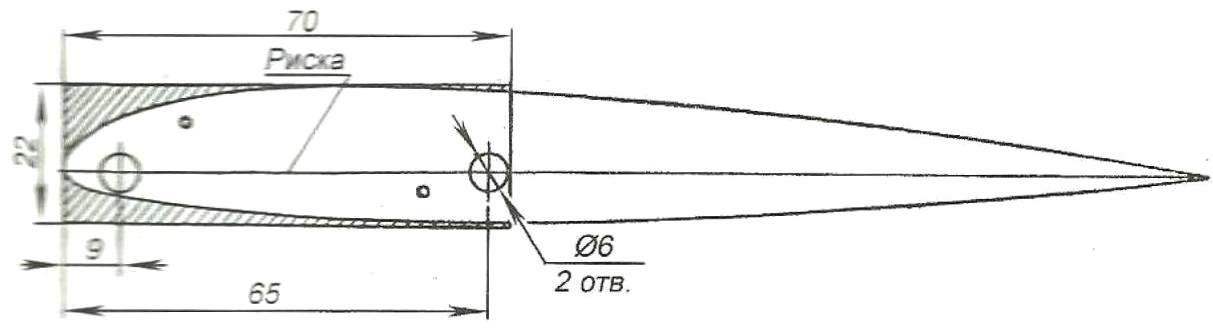
Рис. 4. Шаблон (дюралюминий)
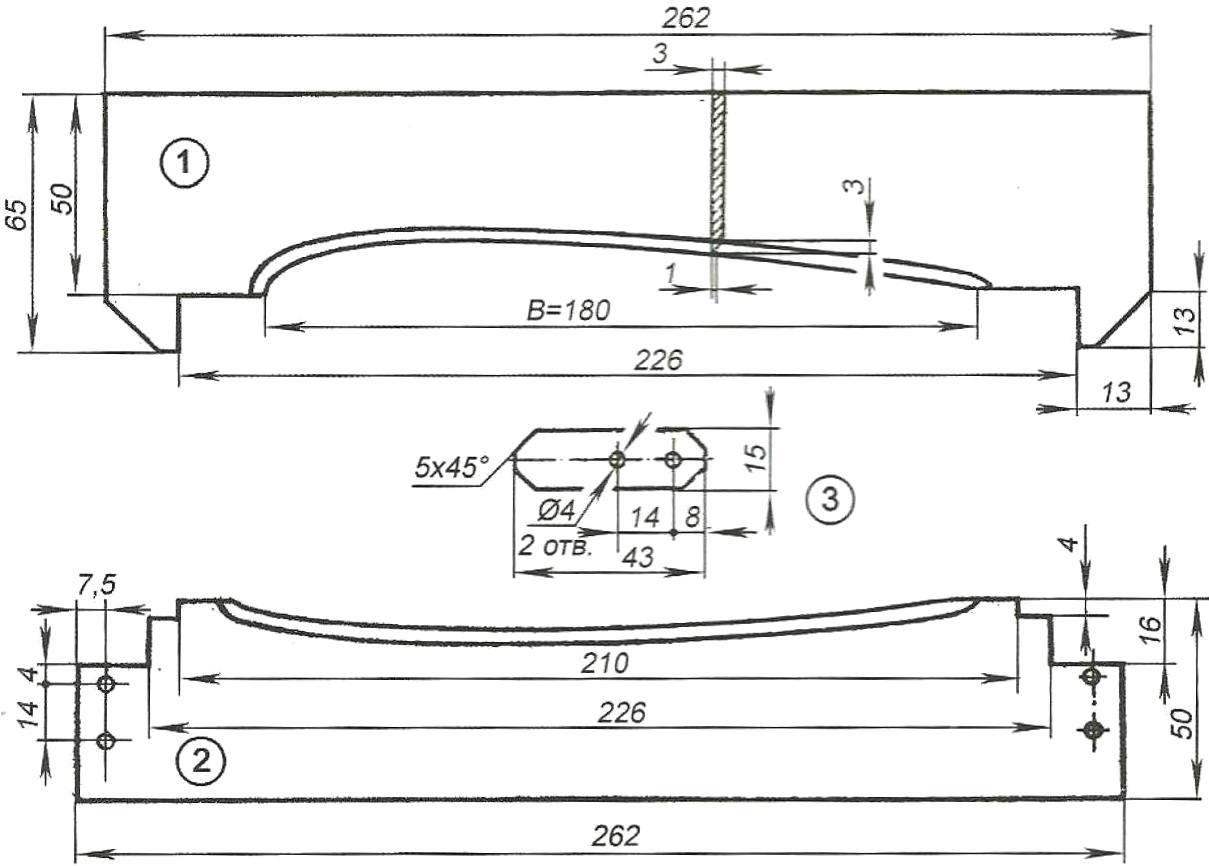
Рис. 5. Основной шаблон (сталь)
Рис. 6. Триммер
Для каждой лопасти следует заготовить 17 полос фанеры, раскроенных по чертежу лонжерона наружным слоем вдоль, с припусками на обработку по 2 – 4 мм на сторону. Поскольку размеры листа фанеры 1500 мм, в каждом слое неизбежна склейка полос на ус не менее чем 1:10, а стыки в одном слоедолжны отстоять от стыков в другом, следующем за ним на расстоянии 100 мм. Отрезки фанеры располагаются так, что первые стыки нижнего и верхнего слоёв отстоят от комлевого торца лонжерона на 1500 мм, второго и предпоследнего слоёв – на 1400 мм и т. д., а стык среднего слоя будет на расстоянии 700 мм от торца комлевой части лопасти. Соответственно будут распределяться вдоль лонжерона вторые и третьи стыки заготовляемых полос.
Кроме того, нужно иметь 16 полос стеклоткани толщиной 0,3 мм и размерами 95×3120 мм каждая. Предварительно они должны подвергнуться обработке для удаления замасливателя.
Склеивать лопасти нужно в сухом помещении при температуре 18 – 20°С.
ИЗГОТОВЛЕНИЕ ЛОНЖЕРОНА
Перед сборкой заготовок стапель выстилается калькой, чтобы к нему не прилипали заготовки. Затем укладывается и выравнивается относительно установочных пластин первый слой фанеры. Его прикрепляют к стапелю тонкими и короткими гвоздями (4-5 мм), которые вбивают у комля и у конца лопасти, а также по одному с каждой стороны стыков для предотвращения смещения отрезков фанеры по смоле и стеклоткани в процессе сборки. Поскольку они останутся в слоях, их вколачивают вразброс. Гвозди вбивают указанным порядком и для закрепления всех последующих слоёв. Они должны быть из достаточно мягкого металла, чтобы не повреждать режущие кромки инструмента, употребляемого для дальнейшей обработки лонжерона.
Слои фанеры обильно смачивают при помощи ролика или кисти смолой ЭД-5. Затем последовательно накладывают на фанеру полосу стеклоткани, которую разглаживают рукой и деревянной гладилкой, пока на её поверхности не покажется смола. После этого на ткань кладут слой фанеры, у которого сначала смазывают смолой ту сторону, которая ляжет на стеклоткань. Набранный таким образом лонжерон покрывают калькой, укладывают на него рейку размерами 3100x90x40 мм. Между рейкой и стапелем струбцинами, расположенными на расстоянии 250 мм друг от друга, по всей длине рейки производят обжатие набранного пакета, пока его толщина не сравняется с верхними кромками установочных пластин. Излишки смолы надо удалить до её затвердения.
Заготовка лонжерона снимается со стапеля через 2-3 суток и обрабатывается до ширины 70 мм в профильной части, 90 мм – в комлевой, а также длины между торцами – 3100 мм. Необходимое требование, которое следует соблюсти на этом этапе, – обеспечение прямолинейности поверхности лонжерона, образующей в процессе дальнейшего профилирования переднюю кромку лопасти. Поверхность, к которой будут приклеиваться нервюры и заполнитель из пенопласта, должна быть также достаточно прямолинейной. Обрабатывать её следует рубанком и обязательно с ножом из твёрдых сплавов или в крайнем случае драчёвыми напильниками. Все четыре продольные поверхности заготовки лонжерона должны быть взаимно перпендикулярными.
ПРЕДВАРИТЕЛЬНОЕ ПРОФИЛИРОВАНИЕ
Разметку заготовки лонжерона производят так. Её кладут на стапель и на концевом торце, передней и задней плоскостях наносят линии, отстоящие от поверхности стапеля на расстоянии 8 мм (
Ун мах). На концевом торце, кроме того, вычерчивают с помощью шаблона (рис. 4) полный профиль лопасти в масштабе 1:1. Особой точности при изготовлении этого вспомогательного шаблона не требуется. С наружной стороны шаблона наносят линию хорды и на ней у носка профиля и в точке на расстоянии 65 мм от него сверлят два отверстия диаметром 6 мм. Глядя сквозь отверстия, совмещают линию хорды шаблона с линией, проведённой на концевом торце лонжерона, чтобы нанести на нём линию, определяющую границу профилирования. Во избежание сдвигов шаблон крепится к торцу тонкими гвоздями, под которые в нём сверлятся произвольно расположенные по их диаметру отверстия.
Обработку лонжеронов по профилю производят простым рубанком (грубая) и плоским драчёвым напильником. В продольном направлении её контролируют линейкой. Завершив обработку, приклеивают нервюры к задней поверхности лонжерона. Точность их установки обеспечивается тем, что на них в ходе изготовления наносят линию хорды, которая совмещается с линией хорды, нанесённой на задней плоскости заготовки лонжерона, а также визуальной проверкой прямолинейности их расположения относительно вспомогательного шаблона. Его снова крепят для этой цели к концевому торцу. Нервюры располагают на расстоянии 250 мм друг от друга, причём первая выставляется в самом начале профиля лонжерона или на расстоянии 650 мм от торца комлевой его части.
СБОРКА И ОБРАБОТКА ЛОПАСТИ
После затвердения смолы между нервюрами вклеиваются пластины пенопласта, соответствующие профилю задней части лопасти, по выступающим концам нервюр делают пропилы в рейке образующей заднюю кромку. Последнюю приклеивают на
смоле к нервюрам и пластинам из пенопласта.
Далее производят черновую обработку пенопластовых пластин, кривизна которых подгоняется под кривизну нервюр, а также удаляют излишек древесины с рейки для образования задней кромки с некоторым припуском для последующей точной обработки по основному шаблону (рис. 5).
Основой шаблон изготовляется вначале с припуском, 0,2 – 0,25 мм на указанные в шаблоне величины Ув и Ун, чтобы получить профиль меньшего, чем окончательный, размера под оклейку стеклотканью.
При обработке лопасти с помощью основного шаблона за базу берётся её нижняя поверхность. С этой целью выверяется лекальной линейкой прямолинейность её образующей на расстоянии Хн= 71,8 мм, где Ун= 8,1 мм. Прямолинейность можно считать достаточной в том случае, если в середине линейки длиной в 1 м имеется зазор не более 0,2 мм.
Затем к длинным сторонам хорошо отрихтованной дюралюминиевой пластины размерами 500x226x6 мм крепятся направляющие рейки из твёрдого дерева или дюралюминия высотой 8,1 мм. Расстояние между ними для верхней половины основного шаблона должно быть равно ширине лопасти, или 180 мм. Последнюю укладывают на стапеле на 3 – 4 подкладках, толщина которых равна толщине плиты приспособления, и прижимают струбцинами. Благодаря этому от-рихтованная пластина может передвигаться между стапелем и нижней поверхностью лопасти по всей длине в прямолинейной плоскости, чем обеспечивается постоянство толщины лопасти и соответствие её поверхности заданному профилю.
Верхнюю поверхность лопасти можно считать обработанной, если верхняя половина шаблона перемещается по всей её длине без зазора по профилю и в местах соприкосновения шаблона с направляющими. Нижнюю поверхность лопасти проверяют полностью собранным шаблоном, обе половины которого жёстко соединены вместе. Верхнюю и нижнюю поверхности профилируют с помощью драчёвых напильников с грубой и средней насечкой, а впадины и неровности заделывают по шаблону шпаклёвкой из смолы ЭД-5, смешанной с древесной мукой, и снова опиливают по шаблону.
ОКЛЕЙКА ЛОПАСТИ
Следующей операцией является оклейка профильных и комлевых частей лопастей стеклотканью толщиной 0,1 мм в два слоя на смоле ЭД-5. Каждый слой представляет собой сплошную ленту стеклоткани, который накладывается своей серединой на переднюю кромку лопасти. Основное требование, которое необходимо соблюдать при этом, – излишки смолы после того, как ткань хорошо ею пропитается, должны быть тщательно выжаты с помощью деревянной гладилки в поперечном направлении от передней кромки к задней, чтобы под тканью не образовались воздушные пузыри. Ткань нигде не должна подворачиваться или морщиться во избежание ненужных утолщений.
Оклеив лопасти, их зачищают наждачной бумагой, а заднюю кромку доводят до толщины, близкой к окончательной. Проверяют также профиль носка лонжерона. Пока это делают с помощью основного шаблона с некоторыми припусками, как указывалось выше, чтобы убедиться в качественности профилирования верхней и нижней поверхностей.
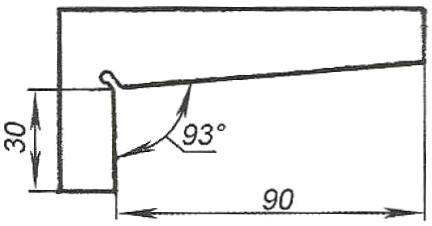
Рис. 7. Угольник-шаблон
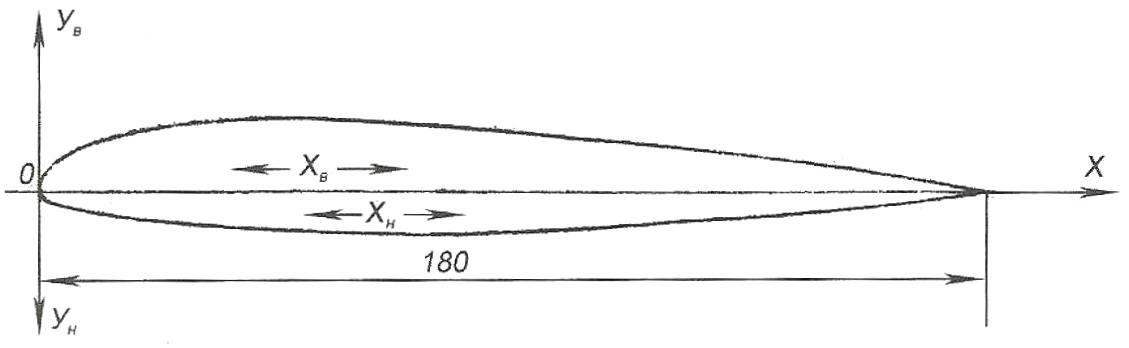

Рис. 8. Построение профиля (NACA 23012, b=180 мм, носка
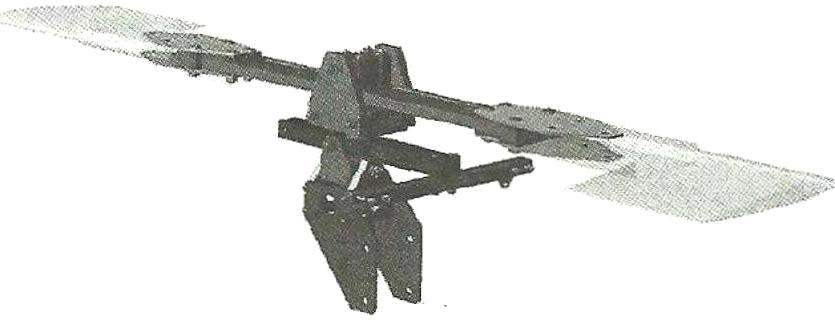
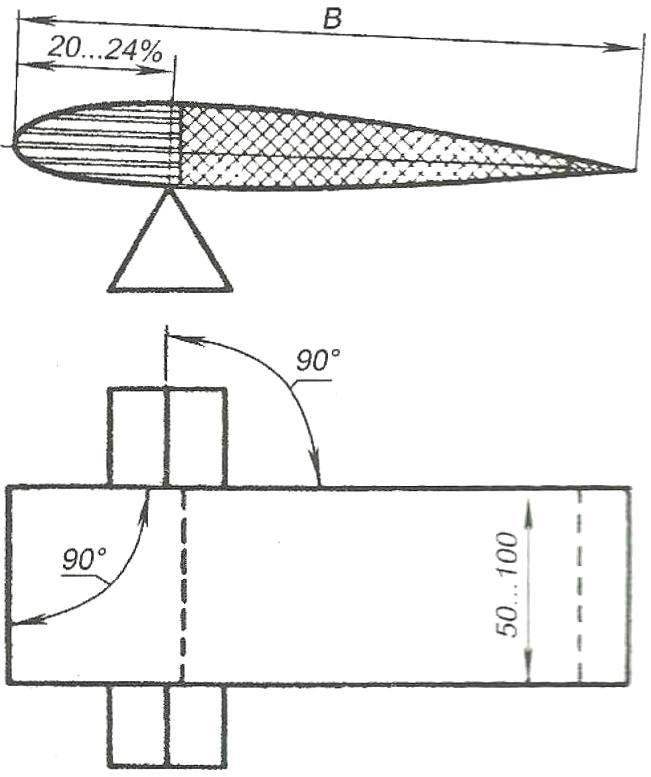
Рис. 1. Устройство для балансировки несущего винта
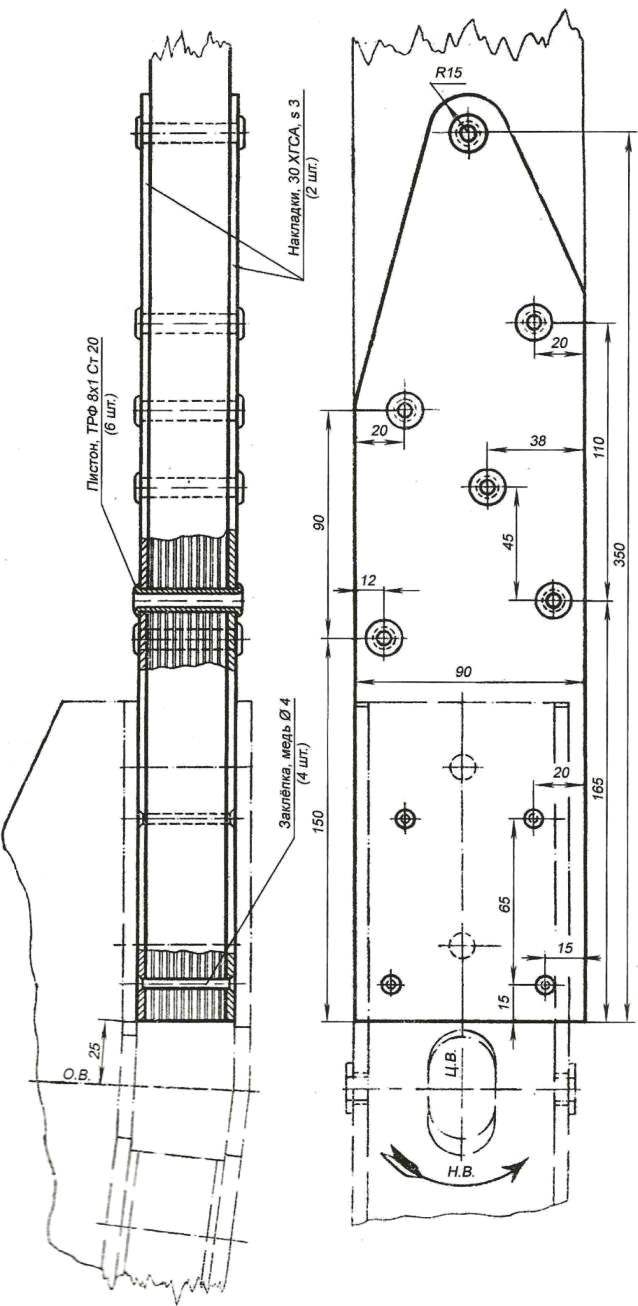
Рис. 2. Усиление несущего винта
Основной шаблон доводят до требуемого размера и с его помощью производят окончательную подгонку профиля с применением шпаклёвки, причём за основу опять берётся нижняя поверхность лопасти, для чего с помощью лекальной линейки снова проверяется прямолинейность её образующей на расстоянии Хн= 71,8 мм от носка. Убедившись в её прямолинейности, лопасть кладут на стапель нижней поверхностью вниз на подкладках высотой 42 мм (эта величина представляет собой округлённую разницу между высотой нижней половины шаблона и Ун= 8,1 мм). Одна из подкладок ложится под комлевую часть лопасти, которая в этом месте прижимается к стапелю струбциной, остальные вдоль лопасти на произвольных расстояниях друг от друга. После этого верхняя поверхность лопасти промывается ацетоном или растворителем и покрывается по всей длине тонким слоем шпаклёвки из смолы ЭД-5 и зубного порошка такой густоты, чтобы она легко распределялась на поверхности и не стекала по кривизне профиля (консистенция густой сметаны). Прочно скреплённый основной шаблон медленно и равномерно продвигается вдоль лопасти фаской вперёд по движению так, чтобы его кромка всё время опиралась на горизонтальную поверхность стапеля. Снимая излишнюю шпаклёвку на выпуклых местах профиля и оставляя нужное её количество во впадинах, шаблон обеспечивает таким образом доводку профиля. Если окажется, что впадины в некоторых местах не заполнились, то эта операция повторяется после нанесения на них более толстого слоя шпаклёвки. Излишняя шпаклёвка должна периодически удаляться, когда она начинает свисать с передней и задней кромок лопасти.
При выполнении этой операции важно перемещать шаблон без перекосов и перпендикулярно к продольной оси лопасти, двигая его безостановочно, чтобы избежать неровностей поверхности лопасти. Дав шпаклёвке достигнуть полной твёрдости и сгладив её слегка наждачной бумагой, операцию окончательной шпаклёвки повторяют на нижней поверхности, пользуясь подкладками высотой 37 мм.
ОТДЕЛКА ЛОПАСТЕЙ
Сделав лопасти, их обрабатывают наждачной бумагой средней зернистости, обращая особое внимание на формирование носка профиля, промывают ацетоном или растворителем и покрывают грунтом № 138, кроме места крепления триммера (рис. 6). Затем все неровности заделывают нитрошпаклёвкой, следя, чтобы на профилированных поверхностях не образовалось излишних утолщений.
Окончательные отделочные работы, состоящие в осторожном снятии водоупорной наждачной бумагой разной зернистости излишков шпаклёвки, проводят, сообразуясь с продвижением сомкнутого шаблона вдоль поверхностей лопасти без излишней качки и зазоров (не более 0,1 мм).
После оклейки лопастей стеклотканью толщиной 0,1 мм и до их покрытия грунтом на комлевую часть лопастей сверху и снизу на смоле ЭД-5 приклеивают пластины из дуба или ясеня размерами 400x90x6 мм, которые состругиваются так, чтобы лопасти приобрели установочный угол, заключённый между хордой и горизонтальной плоскостью и равный 3°. Его проверяют с помощью несложного шаблона (рис. 7) относительно передней поверхности комля, а также контролируя параллельность образующихся при этом поверхностей снизу и сверху комля.
На этом заканчивается формирование комля лопасти, и он обклеивается стеклотканью 0.3 мм на смоле ЭД-5 для придания лопасти герметичности. Готовая лопасть, кроме комля, окрашивается нитроэмалью и полируется.
Советы относительно определения фактического положения центра тяжести лопастей, их балансировки и сопряжения со втулкой читайте в следующих номерах журнала.
СБОРКА И РЕГУЛИРОВКА
В предыдущем номере журнала был подробно описан технологический процесс изготовления лопастей несущего винта автожира.
Следующим этапом является балансировка лопастей по хорде, сборка и балансировка несущего винта по радиусу лопастей. От точности установки последних зависит плавность работы несущего винта, в противном случае будут возникать повышенные нежелательные вибрации. Поэтому к сборке надо отнестись очень серьёзно – не спешить, не начинать работу, пока не будет подобран весь необходимый инструмент, приспособления и не подготовлено рабочее место. При балансировке и сборке надо постоянно контролировать свои действия – лучше семь раз отмерить, чем один раз упасть хотя бы с малой высоты.
Процесс балансировки лопастей по хорде в данном случае сводится к определению положения центра тяжести элемента лопасти.

Основная цель, вызывающая необходимость балансировки лопасти по хорде, – уменьшить тенденцию к возникновению колебаний флаттерного типа. Хотя у описываемой машины возникновение этих колебаний маловероятно, однако помнить о них нужно, и при регулировке следует приложить все усилия для того, чтобы ЦТ лопасти находился в пределах 20 – 24% хорды от носика профиля. Профиль лопасти NACA-23012 имеет очень малое перемещение центра давления (ЦД – точка приложения всех аэродинамических сил, действующих на лопасть в полёте), который находится в тех же пределах, что и ЦТ. Это позволяет совместить линии ЦТ и ЦД, что практически означает отсутствие пары сил, вызывающих закручивание лопасти несущего винта.
Предлагаемая конструкция лопасти обеспечивает требуемое положение ЦТ и ЦД при условии изготовления их строго по чертежу. Но даже при самом тщательном подборе материалов, соблюдении технологии весовое несоответствие может возникнуть, в связи с чем и выполняются балансировочные работы.
Определить (с некоторыми допустимыми погрешностями) положение ЦТ изготовленной лопасти можно, выполнив лопасти с припуском на концах 50- 100 мм. После окончательной опиловки припуск отрезается, на лопасть ставится законцовка, а отрезанный элемент подвергается балансировке.
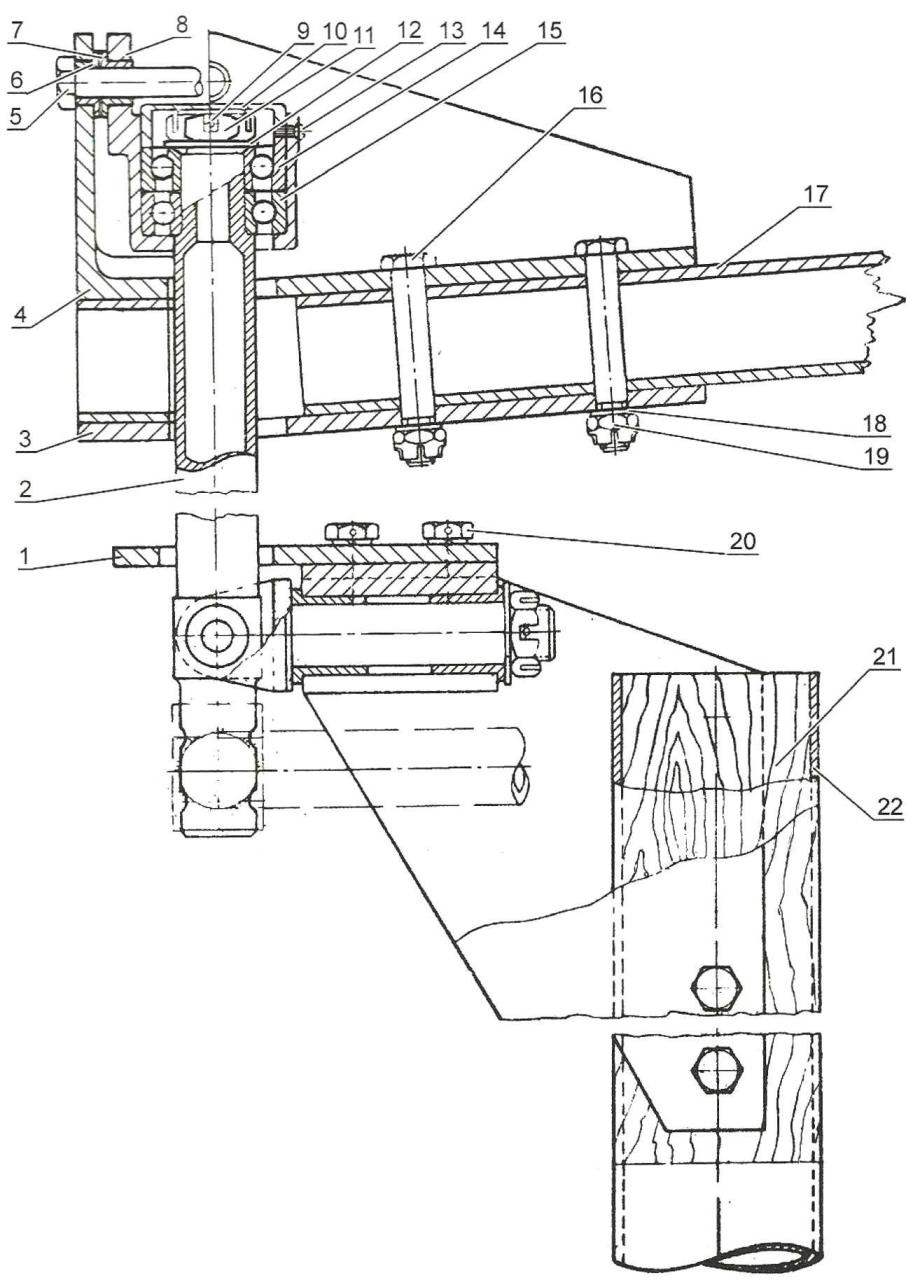
Рис. 3. Сборочный чертёж втулки несущего винта:
1 – ограничитель углов (Д16Т); 2 – ось несущего винта (30ХГСА); 3 – нижняя пластина втулки (Д16Т, s6); 4 – ферма втулки (Д16Т); 5 – ось главного шарнира (30ХГСА); 6 – втулка (бронза оловянистая); 7 – шайба Ø20 – 10, 5 – 0,2 (сталь 45); 8 – корпус подшипников (Д16Т); 9 – отверстие под шплинт; 10 – крышка корпуса подшипн. (Д16Т); 11 – корончатая гайка М18; 12 – шайба Ø26 – 18, 5 – 2 (сталь 20); 13 — винт крепления крышки М4; 14 – радиально-упорный подшипник; 15 – радиально-сферический подшипник № 61204; 16 – болт крепления лопасти (30ХГСА); 17 – накладка лопасти (s3, 30ХГСА); 18 – шайба Ø14 – 10 – 1,5 (сталь 20); 19 – самоконтрящаяся гайка М10; 20 – винт М8; 21 – буж (Ø61, L = 200, Д16Т); 22 – пилон (труба Ø65×2, L=1375, липа)
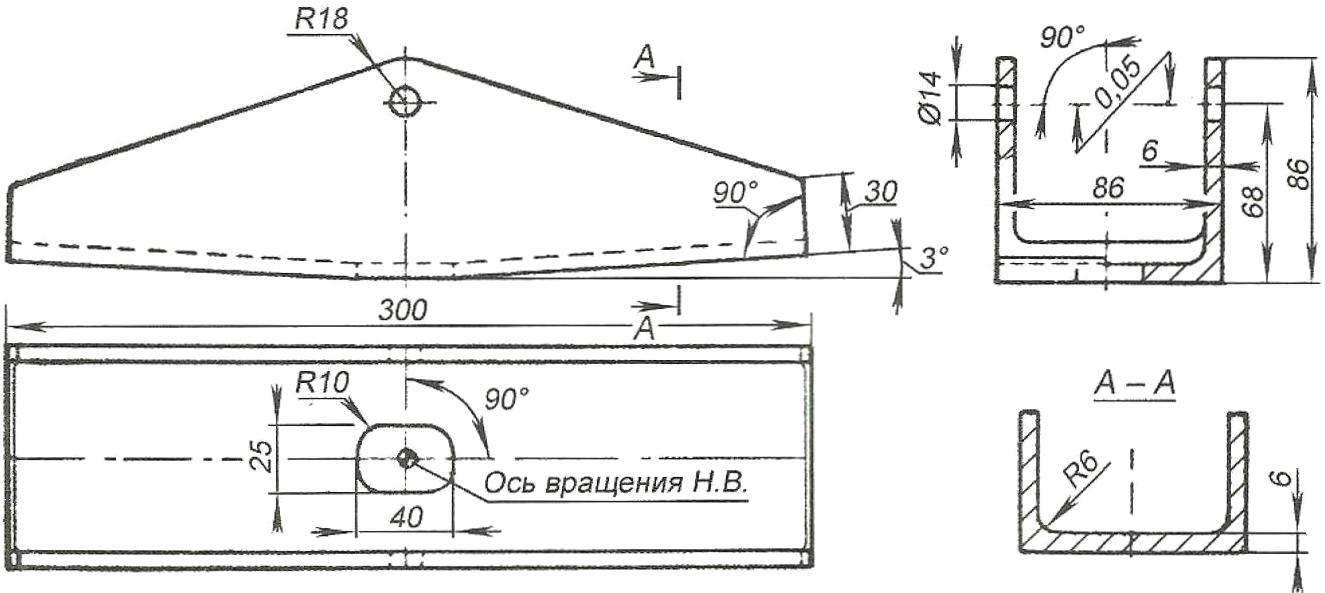
Рис. 4. Ферма втулки
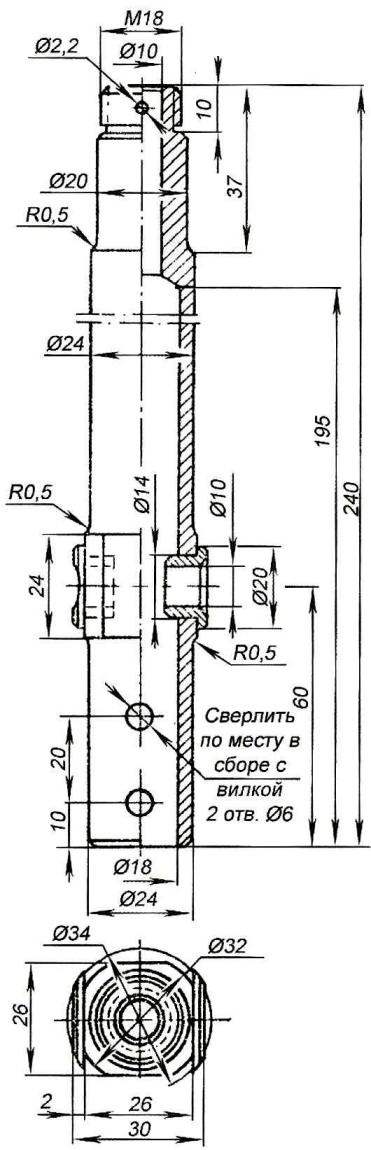
Рис. 5. Ось несущего винта (сталь 30ХГСА)
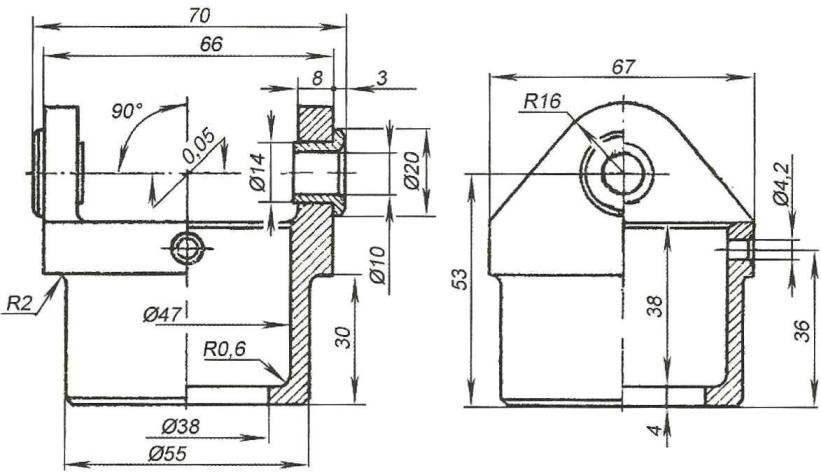
Рис. 6. Корпус подшипников (ДТ6Т)
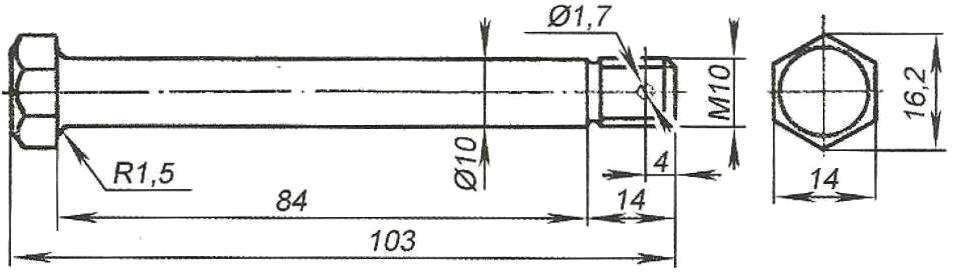
Рис. 7. Болт (сталь 30ХГСА)
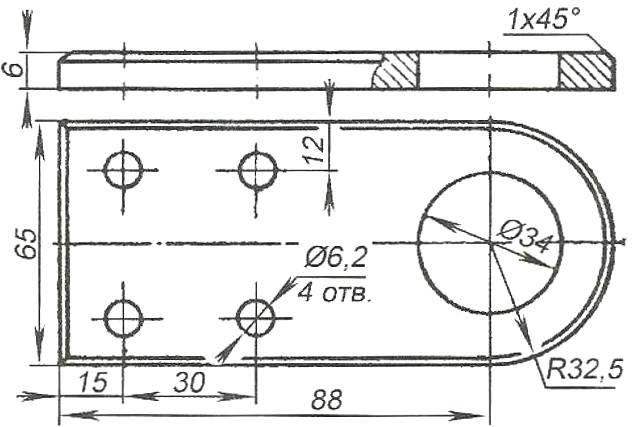
Рис. 8. Ограничитель углов отклонения несущего винта (Д16Т)
На трёхгранную, горизонтально расположенную призму своей нижней поверхностью кладут элемент лопасти (рис. 1). Его плоскость сечения по хорде должна быть строго перпендикулярна ребру призмы. Передвижением элемента лопасти вдоль хорды добиваются его равновесия и замеряют расстояние на носке профиля до ребра призмы. Это расстояние должно составлять 20 – 24% от длины хорды. Если ЦТ выйдет за этот максимальный предел, на носик профиля в концевой части лопасти надо будет навесить противофлаттерный груз такого веса, чтобы ЦТ сместился вперёд на необходимую величину.
Комель лопасти усилен накладками, которые представляют собой стальные пластины толщиной 3 мм (рис. 2). Они крепятся к комлю лопасти пистонами диаметром 8 мм и заклёпками впотай на каком-либо клее: БФ-2, ПУ-2, ЭД-5 или ЭД-6. Перед установкой накладок комель лопасти зачищается грубой наждачной бумагой, а сама накладка обрабатывается пескоструйным аппаратом. Склеиваемые поверхности деталей, то есть комель лопасти, накладки, отверстия под пистоны и сами пистоны, обезжиривают и тщательно смазывают клеем. Затем расклёпывают пистоны и ставят заклёпки (по 4 штуки на каждую накладку). После этой операции лопасти готовы к разметке для установки их на втулку.
Несущий винт автожира (рис. 3) состоит из двух лопастей, втулки, оси винта с подшипниками качения, корпуса подшипников горизонтального шарнира и ограничителя углов отклонения оси несущего винта.
Втулка состоит из двух деталей: П-образной фермы и нижней пластины (рис. 4). Ферму желательно делать из поковки. При изготовлении её из проката надо обратить особое внимание на то, чтобы направление проката было обязательно параллельно продольной оси фермы. Такое же направпение проката должно быть и на нижней пластинке, которая делается из листа дюралюминия марки Д16Т толщиной 6 мм.
Обработка фермы ведётся по операции в следующем порядке: сначала фрезеруют заготовку, оставляя припуск по 1,5 мм на сторону, затем ферму подвергают термической обработке (закалке и старению), после чего производится окончательная фрезеровка согласно чертежу (см. рис. 4). Потом шабером и наждачной бумагой на ферме выводятся все поперечные риски и наносится продольный штрих.
Ось (рис. 5) крепится на пилоне на двух взаимно перпендикулярных осях, которые позволяют ей отклоняться от вертикали на заданные углы.
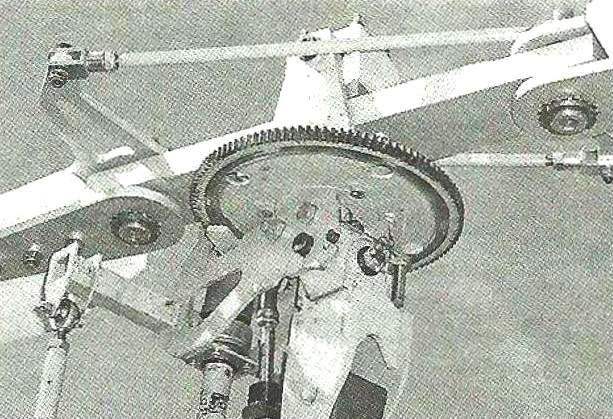
Втулка несущего винта

На верхнюю часть оси насажены два подшипника качения: нижний -радиальный № 61204, верхний -радиально-упорный № 36204. Подшипники заключены в корпус (рис. 6), который своим нижним внутренним бортиком воспринимает в полёте всю нагрузку от веса автожира. При изготовлении корпуса надо обратить особое внимание на обработку сопряжения бортика с цилиндрической частью. Подрезы и риски в месте сопряжения недопустимы. В верхней части корпус подшипников имеет два ушка, в которые запрессованы бронзовые втулки. Отверстия во втулках обрабатываются развёртками после их запрессовки. Ось втулок должна проходить через ось вращения корпуса строго перпендикулярно ей. Сквозь отверстия в ушках корпуса подшипников и втулки, которые запрессованы в щёки фермы, проходит болт (рис. 7), являющийся горизонтальным шарниром несущего винта автожира, относительно оси которого лопасти совершают маховые движения.
Угол отклонения оси и соответственно изменение положения плоскости вращения диска ограничиваются пластиной, закреплённой на пилоне (рис. 8). Эта пластина не позволяет отклоняться несущему винту сверх допустимых углов, обеспечивающих управляемость автожиром по тангажу и крену.
Источник



