
- Как я сделал станочек для намотки трансформаторов, простой и точный
- Камрад, рассмотри датагорские рекомендации
- 🌼 Полезные и проверенные железяки, можно брать
- Намоточный станок на Arduino
- Намоточный станок на Arduino версия 2.0
- ВТОРАЯ ЖИЗНЬ СТАРОГО РАДИО
- Намоточные станки, конструкции, идеи, из чего сделано.
- Намоточные станки, конструкции, идеи, из чего сделано.
Как я сделал станочек для намотки трансформаторов, простой и точный
При наличии времени и терпения это устройство вполне справлялось, один недостаток — обе руки заняты. Одной приходится крутить ручку, другой укладывать провод. И решил я этот процесс немного усовершенствовать.
В закромах копились годами всякие механизмы, электродвигатели и редукторы. Пришло время пустить их на благое дело. Решение было таким: сделать настольный намоточный станок с электроприводом, механическим счетчиком витков и ручным приводом укладчика провода.
Для корпуса был выбран листовой гетинакс толщиной 6 мм, хороший прочный материал. Выпилил две одинаковые боковые стенки, сразу разметил отверстия для валов. К основанию трансомоталки (также из гетинакса) прикрепил боковые стенки через алюминиевые уголки. Отверстия под вращающиеся валы были расширены для запресовки подшипников.

На боковой стенке, противополжной к приводу, сделано отверстие для подшипника и вертикальная прорезь сверху для удобства снятия приводного вала. С внутренней стороны сделан упор для подшипника, а с наружней стороны откидная скоба, чтобы фиксировать подшипник в его седле. Подняв скобу, можно вытащить вал вместе с левым подшипником. Правый остается в правой стенке.

Механический счетчик был извлечен из спидометра какого-то ВАЗа. Сначала привод счетчика был сделан через резиновый пасик.


Благо нашлось две одинаковых шестерни. Одну из которых установил на рабочий вал, а другую на вал привода счетчика. Теперь с количеством намотанных витков и показаниями счетчика расхождений нет.
Привод сделан из низковольтного (12В) двигателя в комплекте с понижающим редуктором. Питание двигателя от трансформатора ТН.

Для регулировки скорости намотки используется переключатель питания: 6В или 12В. Также смонтирован переключатель «намотка-нейтраль-реверс» и пружинная кнопка для подачи напряжения на привод.
Механический укладчик также прост и удобен в работе. Каретка укладчика приводится в движение вращением рукоятки вала диаметром 8 мм, сделанного из шпильки с резьбой по всей длине. Каретка движется по направляющей, взятой из струйного принтера, диаметром также 8 мм. На фото все прекрасно видно.

К диаметру провода легко приноровиться и левой рукой нужно с определенной частотой проворачивать вал укладчика, чтобы провод ложился виток к витку.
На этом простом устройстве уже намотано 3 выходных и 3 силовых трансформатора под двухтактные ламповые усилители для гитарных комбо типа Fender 5e3 на 6V6 и JCM800 на EL34. Но об этом в следующий раз.
Камрад, рассмотри датагорские рекомендации
🌼 Полезные и проверенные железяки, можно брать
Опробовано в лаборатории редакции или читателями.
Источник
Намоточный станок на Arduino
Порой в радиолюбительской практике возникает необходимость намотки большого количества витков провода для создания трансформаторов, дросселей, катушек и им подобных моточных изделий. Если речь идет о сотне витков особых проблем нет, мотается при помощи простейших механических приспособлений. Но когда нужно намотать несколько тысяч витков, да еще и виток к витку, то тут задумываешься об автоматизации этого весьма утомительного процесса.
Устройство, о котором пойдет речь, представляет из себя автоматический намоточный станок с укладчиком витков и индикацией процесса на символьном ЖК экране.
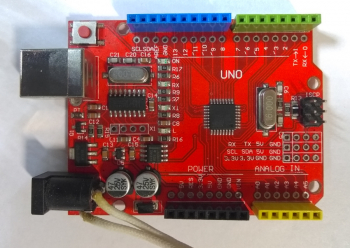
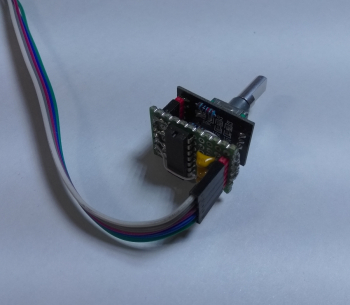
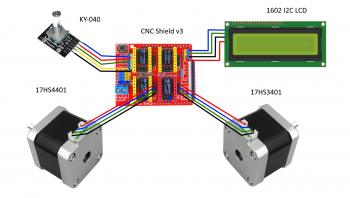
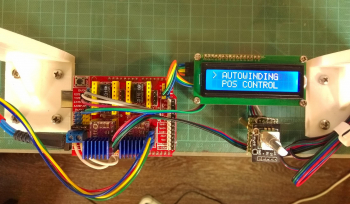
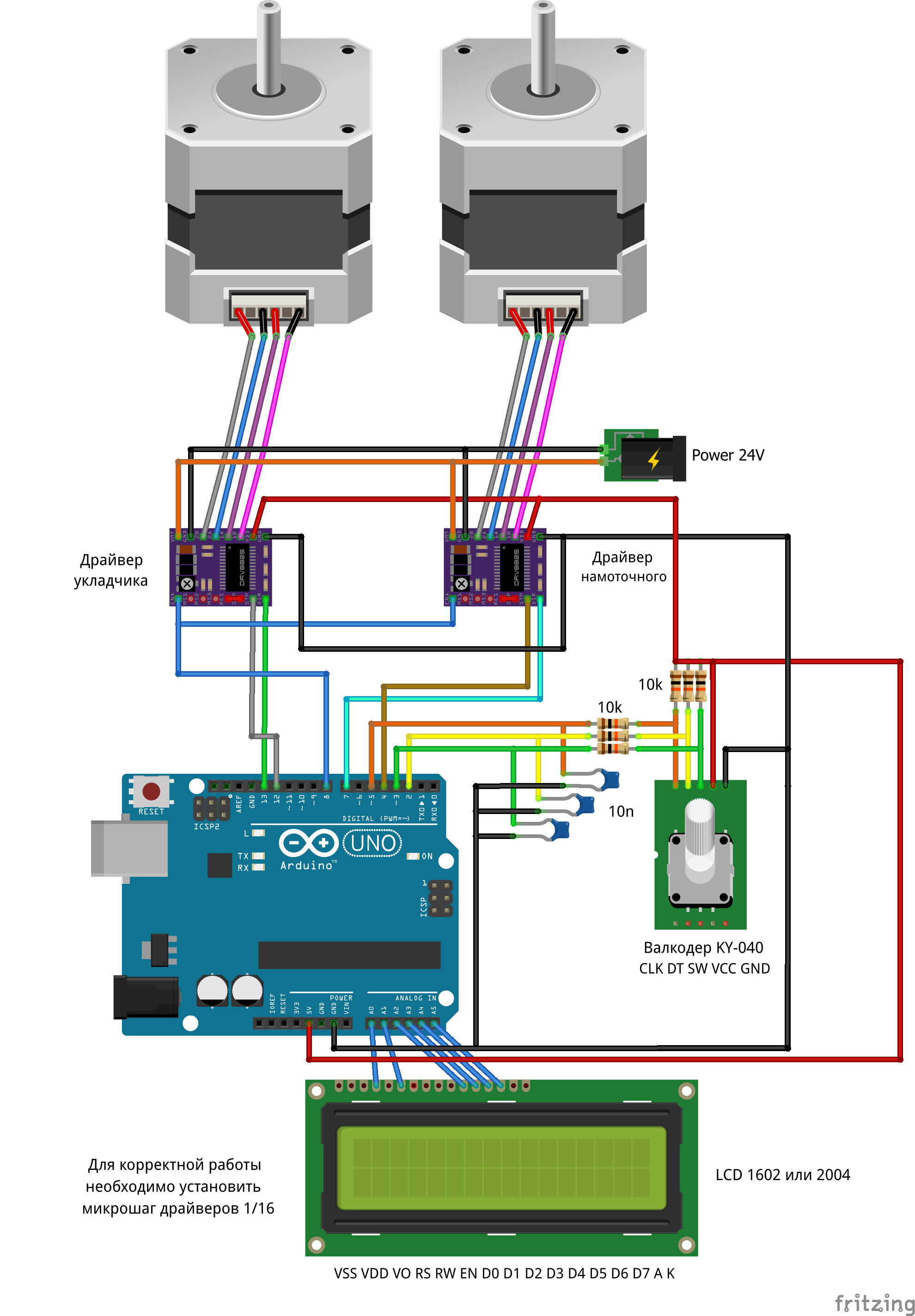
Интеллектуальным ядром устройства является знакомый многим микроконтроллер ATmega328P, расположенный на китайском варианте платы Arduino UNO. Контроллер через CNC Shield (плата расширения ЧПУ) управляет силовой частью устройства, состоящей из двух драйверов шаговых двигателей (ШД) на базе микросхемы DRV8825 и двух ШД 17HS3401 и 17HS4401 (полный оборот 200 шагов). Человеко-машинный интерфейс состоит из модуля поворотного энкодера KY-040 и символьного дисплея 16×2 с контроллером HD44780 и модулем связи по шине I2C на расширителе портов PCF8574A. Питание схема получает от импульсного БП 220AC-12DC 60W.
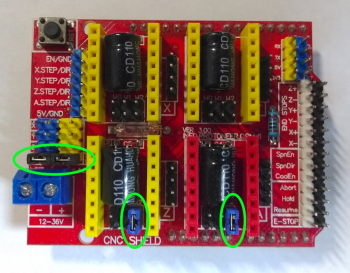
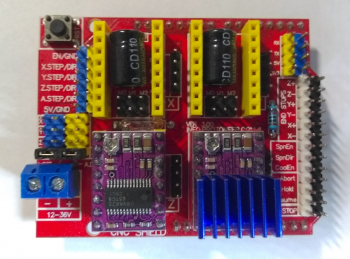
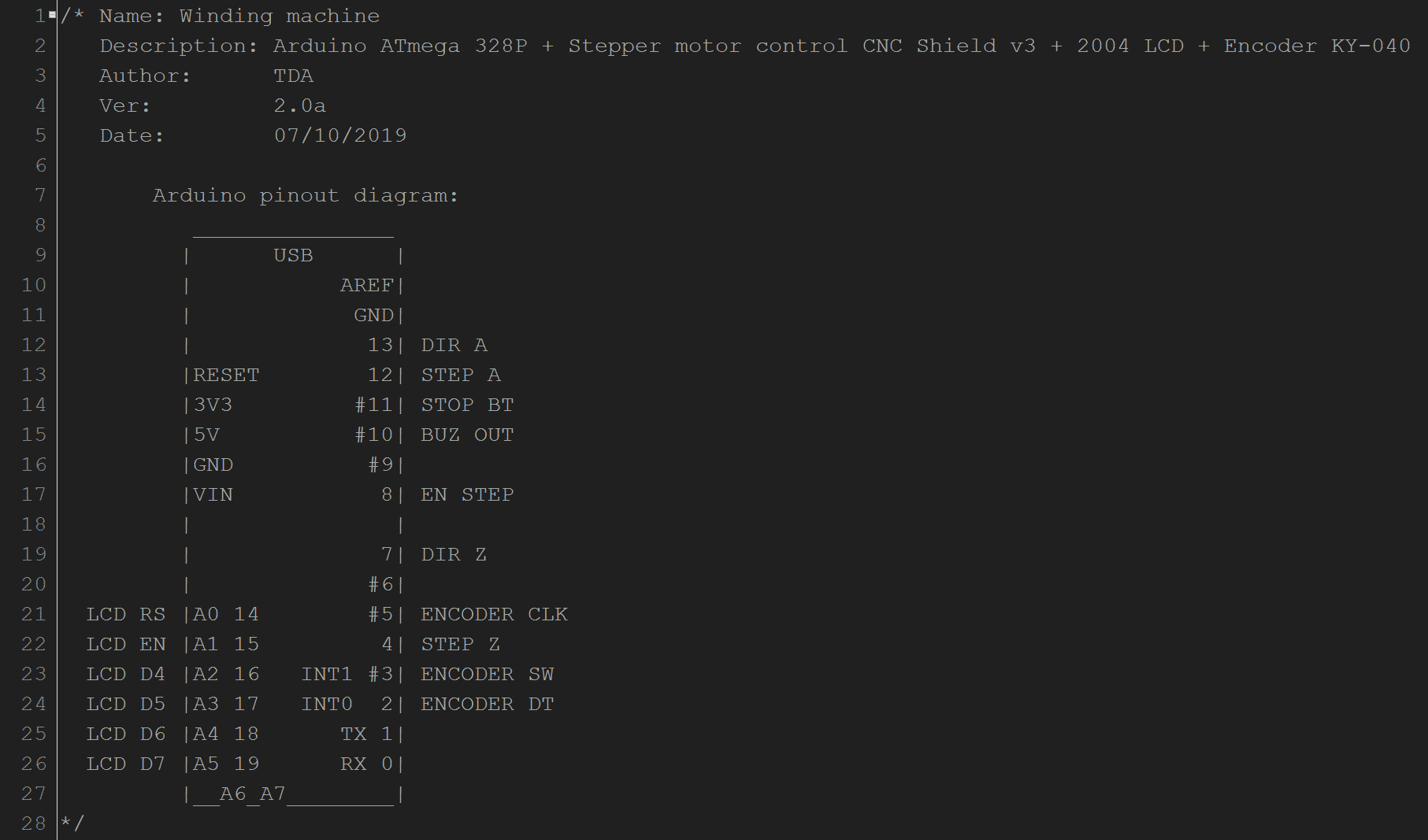
Микроконтроллер задействует драйвера «Z» и «A» при этом на CNC Shield-е для соединения драйвера «A» с пинами 12 и 13 ардуино необходимо установить перемычки D12-A.STP и D13-A.DIR. Режим работы DRV8825 выбираем с микрошагом 1/16 установив перемычки M2 на плате, это означает что на один шаг ШД (1,8°) необходимо подать 16 фронтов сигнала STP. Установку модулей DRV8825 необходимо произвести так как показано ниже.
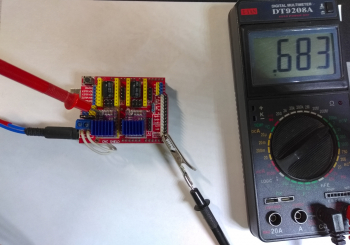
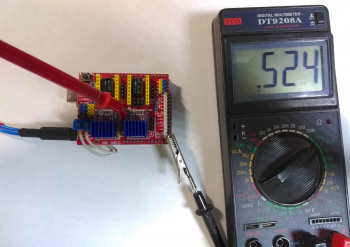
После установки драйверов ШД необходимо обязательно выставить ограничение по току. При подключенном напряжении 12В к плате CNC Shield, но без электродвигателей, необходимо вращая подстроечный резистор выставить значения ограничений. Текущее значение контролируем мультиметром и вращая отверткой подстроечник, добиваемся значений напряжения для драйвера «Z» 0,68В и 0,52В для драйвера «A». Эти значения напрямую связаны с номинальным током ШД. Для 17HS4401 In = 1,7А, а для 17HS3401 In = 1,3А. Значение напряжения в щадящем для ШД режиме вычисляем по формуле Vref = 0,8*(In / 2).
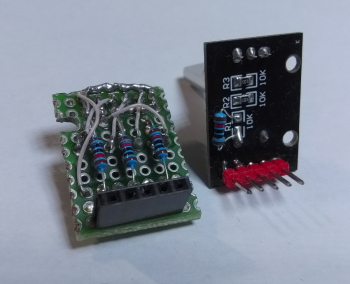
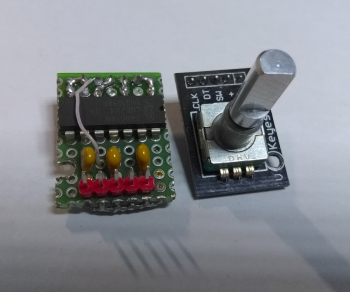
Подключение I2C 1602 LCD выполняем к соответствующим выводам SCL, SDA, 5V, GND платы расширения. На модуле энкодера допаиваем подтягивающий резистор R1 10k если его там нет. Для устранения дребезга контактов необходимо собрать схему аппаратного подавления, ее можно оформить в виде модуля, дополняющего модуль KY-040 как показано ниже. Фильтры низких частот на R4-6 и C1-3 устраняют дребезг, а триггеры Шмитта МС 74НС14N восстанавливают фронт и спад сигнала.
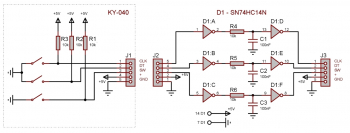
Для подключения энкодера к ардуино соединяем пины X.STEP и CLK, Y.STEP и SW, X.DIR и DT а так же GND и +5V с соответствующими выводами платы.
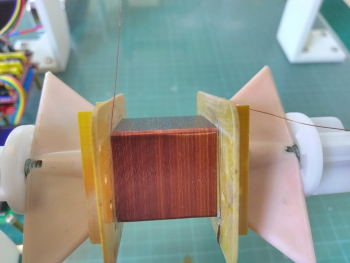
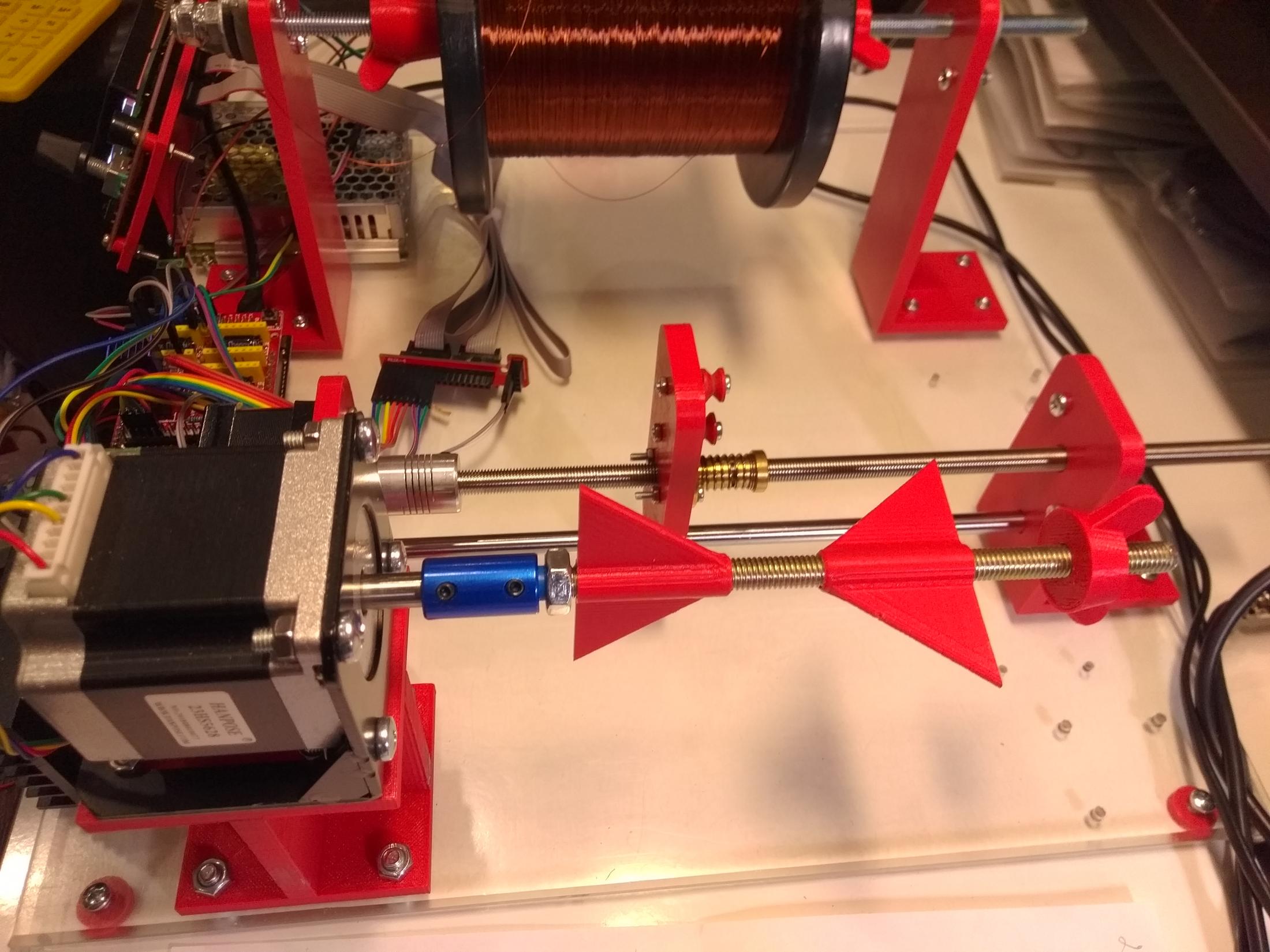
Механическая часть намоточного станка это шесть стоек прикрученных к оргстеклу. Стоики напечатаны пластиком на 3D принтере, но при наличии должной пряморукости могут быть изготовлены другими способами и из других материалов. Основной вал (шпилька М6) приводится в движение ШД 4401 и на нем располагается каркас для намотки. Далее две стоики укладчика с валом диаметром 6мм и шпилькой М4 (шаг резьбы 0,7мм) на валу ШД 3401. Вращение двигателя приводит к линейному перемещению укладчика, при этом один шаг ШД дает перемещение L = шаг резьбы / шагов на оборот = 0,7/200 = 0,0035мм. Последние две стойки держат подающую катушку. Поджатием резиновой шайбы к подшипнику обеспечивается натяжение провода при намотке.
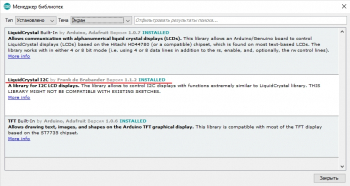
Программа для ATmega328P написана в среде разработки Arduino IDE на языке C++. Для успешной компиляции кода необходимо иметь установленную библиотеку LiquidCrystal_I2C.
Из основного меню можно попасть в подменю управления позицией шаговых двигателей POS CONTROL это необходимо для установки начальной позиции основного вала и укладчика. Подменю AUTOWINDING предназначено для ввода значений автоматической намотки. Работа с кнопкой энкодера, а также, с самим энкодером и драйверами ШД осуществляется через прерывания.
Исходный код содержит определенное количество комментариев для понимания работы, хотя понятно, что все разъяснить в комментариях невозможно и чужой код это всегда темный лес. Тем не менее, я думаю, что некоторые приемы, использованные в данной программе, пригодятся как начинающим ардуинщикам так и опытным пользователям этой платформы.

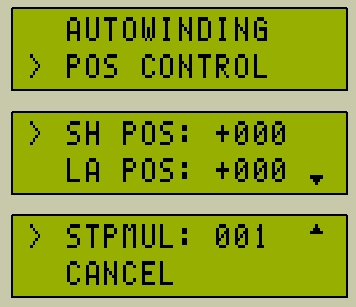
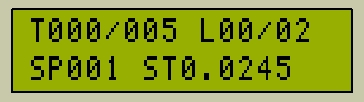
Результаты испытаний показали, что при правильном начальном позиционировании, станок обеспечивает точную автоматическую намотку слоев эмалированного провода диаметром от 0,06 до 0,5 мм. Варьируя значениями кол-ва витков (TURNS) и шага (STEP) можно добиваться режимов «виток к витку» и «равномерное заполнение окна».
На этом у меня все, прошу высказывать свое мнение в комментариях.

Источник
Намоточный станок на Arduino версия 2.0
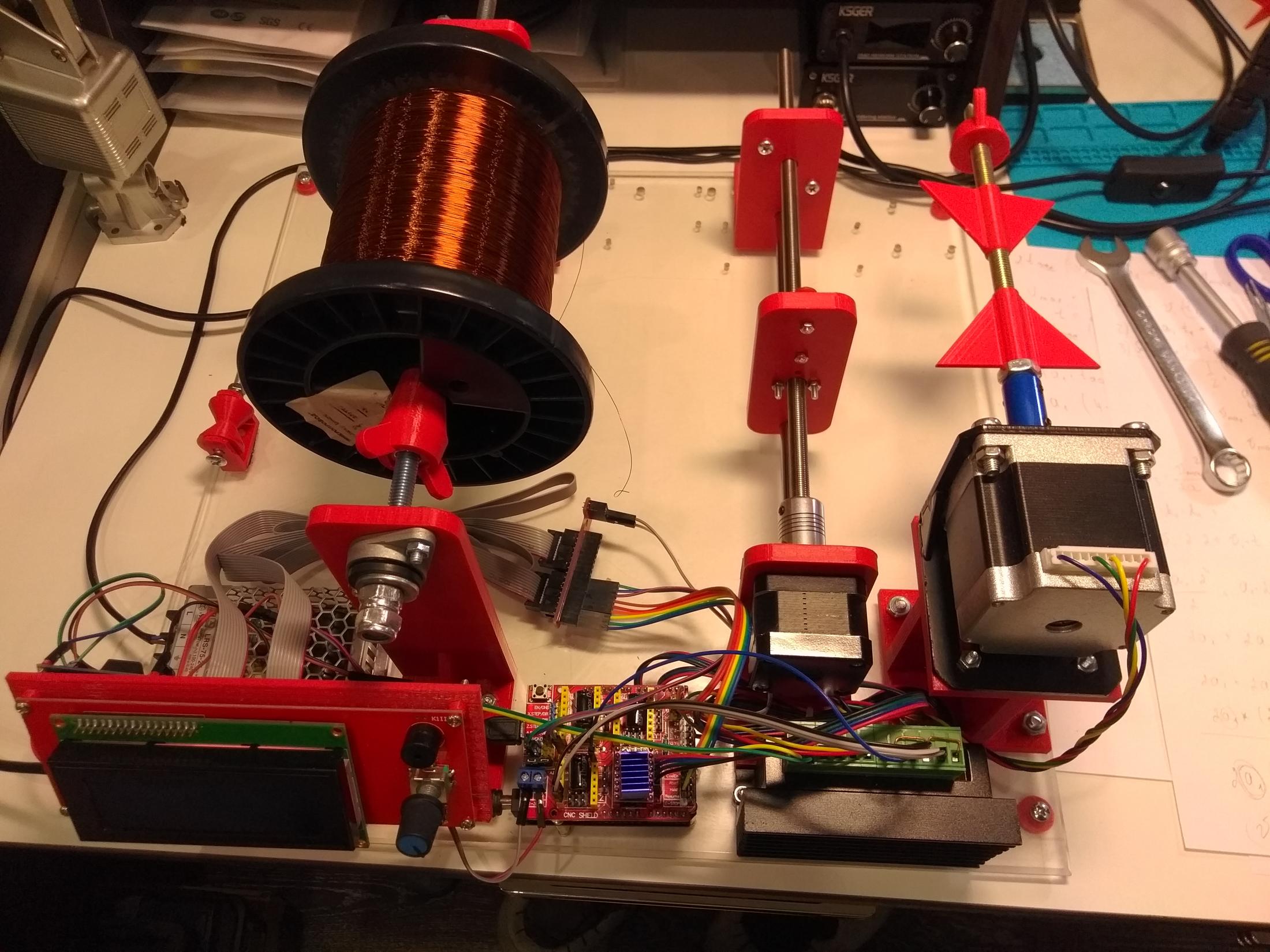
С момента публикации первой версии намоточного станка на Arduino прошло уже больше года. С тех пор я переосмыслил некоторые важные моменты по механике, электронике и программе управления, и в данной статье расскажу о реализации обновления 2.0. По базовой конструкции и электросхеме обе версии весьма схожи и, чтобы не повторяться, я буду делать отсылки к первой статье и рекомендую уважаемому читателю ознакомиться с ней перед прочтением данной.
В ходе обсуждения на форуме и работы со станком одной из главных проблем был выявлен «дерганый» режим автонамотки, когда основному двигателю приходилось останавливаться во время работы укладчика, что приводило к рывкам проволоки и расшатыванию всей конструкции. В дополнение к предыдущему отсутствовал разгон основного двигателя, что еще больше усугубляло ситуацию. Второй проблемой являлся крайне неудобный способ установки и снятия оправки, на которую производиться намотка. Для этого необходимо было разобрать всю намоточную ось, что крайне затрудняло работу.
Итак, обо всем по порядку. Программа работы обоих шаговых двигателей теперь организована в одном прерывании, что позволило «рулить» ими одновременно. При этом для лучшей плотности витков двигатель укладчика делает перемещение в конце цикла витка, что позволяет поджимать новый виток к предыдущему. Плюсом к этому, основной двигатель выходит на заданную скорость с ускорением, а если точнее, то начинает движение с некоторой скоростью Vo≈4 об/мин и разгоняется за оборот до заданной. Это уменьшает рывок проволоки в начале намотки. Параметр меню «Speed» теперь устанавливает скорость в оборотах в минуту, программный предел 300 об/мин, хотя я не тестировал при реальной намотке скорости даже близкие к предельной, т.к. для этого необходимо исключить все или почти все пластмассовые детали из механики. В меню автонамотки добавлен параметр Direction, который назначает начальное направление укладчика.
Это было трудным решением, но упразднена вторая опора под ось оправки, что позволяет теперь ставить и снимать ее гораздо удобнее. Шпильку М8 держит на оси двигателя жесткая муфта, но автор оставляет за читателем право заменить это, не вполне надежное соединение, на цанговый патрон. Так же стоит отметить, что многое зависит от жесткости опоры двигателя 23HS5628 и, весьма вероятно, что ее нужно заменить на более крепкий вариант. В файлах проекта есть два варианта 3D печати этой опоры, предлагаю самостоятельно оценить их прочностные характеристики или изготовить опору самостоятельно. Укладчик теперь — это резьбовой вал М8 с шагом 1мм, по которому ходит гайка «анти-люфт», и обычный вал ø8. Все STL модели приложены внизу статьи, диаметры отверстий даны преимущественно под рассверловку. Шаг резьбы укладчика можно изменить в коде:
В связи с применением ШД 23HS5628 питание теперь обеспечивает БП LRS-75-24 с выходным 24 Вольта, драйвер для большого двигателя теперь TB6600, а для маленького оставлен прежний DRV8825. Про установку тока на DRV8825 читай предыдущую статью. Управляющие выводы микроконтроллера для драйверов остались неизменны. Если установлен CNC Shield, то это будут ось «A» для укладчика и ось «Z» для намоточного двигателя. Подшипники KP08 заменены на KFL08, но это уже частности и оба варианта вполне работоспособны.
Еще стоит сказать о натяжителе проволоки. Отдельного конструктива под него нет, автор реализовал его парой резиновых шайб и гаек, которые поджимаются к подшипнику катушки и тем создают трение. Работоспособно, но не идеально, надеюсь с вашей помощью найду лучшее решение.
Еще немного по программе:
Протокол обмена данными LCD с последовательного I2C заменен на параллельный полубайтовый (см. схему), он быстрее и, при наличии свободных ног, я не нашел причины ужиматься. Хотя на данный момент программа использует 2 строки и 16 символов (1602 LCD), но я к своей версии уже подключил LCD 2004 в сборке с энкодером и бузером что является заделом на будущее. Вернуть к варианту 1602 I2C в текущей версии ПО все еще возможно, раскомментировав нужные строчки:
В дальнейшем я все таки перейду на 4 строки и поддержку 2 строчных дисплеев обещать не могу. Версия программы 2.0 является «альфой» и я думаю в теме для обсуждения статьи мы с вами быстро поправим баги.
Источник
ВТОРАЯ ЖИЗНЬ СТАРОГО РАДИО
Добро пожаловать на наш новый форум
Намоточные станки, конструкции, идеи, из чего сделано.
Модератор: Gnat

Намоточные станки, конструкции, идеи, из чего сделано.
Сообщение Алексей Сергеевич » Пн окт 24, 2016 12:15 pm
С вашего позволения открываю отдельную тему, чтобы не засорять нужные нам важные темы.
Чтобы было любителям где спросить и подсмотреть конструкцию моточного станочка, ручного или автоматического, будем пополнять эту тему.
Сам я мотаю в ручную обычным заводским станочком, не чего особенного.
С легким тюненгом 
Знаю что гугл нам в помощь, это сейчас каждый младенец кричит. Но мы будем своим делится, рассказывать, показывать.
Мечтаю об автоматическом, было бы прекрасно, если бы кто то о таком рассказал поподробнее.


Сообщение AND » Пн окт 24, 2016 12:48 pm
Моё усовершенствование этого станка. Установка нормального счётчика со сбросом на нуль. Плюс он служит дополнительной опорой.

Станок с автоматическим укладчиком и электроприводом.
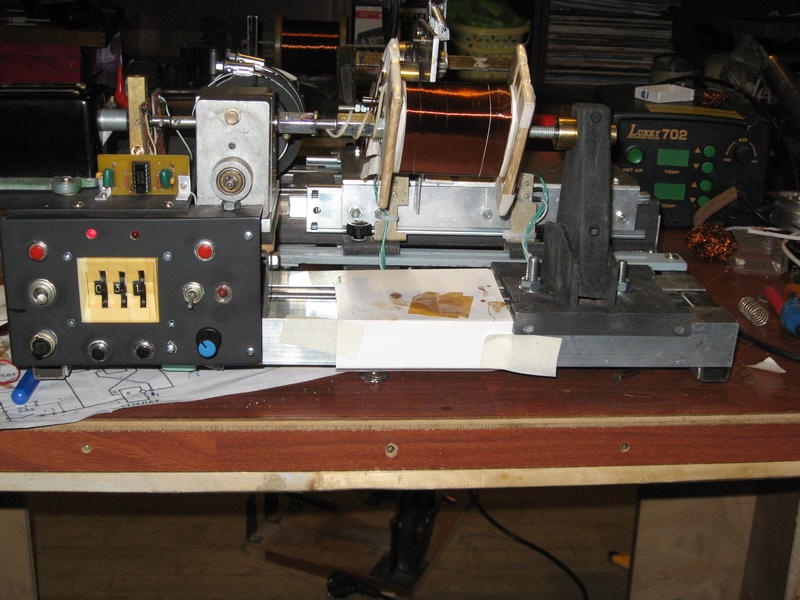
Моё ноу-хау в нём, для самодельных станков, это сменные. симметричные оси для подачи катушки. Задняя бабка, как у токарного станка сдвигается назад и ось с катушкой вынимается. Её можно повернуть, вместе с катушкой, и вставить обратно. И обмотка пойдёт в другую сторону.
Чтобы поменьше возится с настройкой натяжителя и для большей симметричности катушек. Имею 4 такие оси с креплениями, мотаю сразу на 4 катушки. Например сначала на все первичку, потом вставляю другой провод и мотаю вторику и т.д. На выходе пара выходников на ПЛ железе. 
Подпружиненный ролик служит для уменьшение рывков проволоки на углах катушки. Прижим два кусочка фанеры со скруглёнными краями, обклееные кожей. Сжимаются барашком с пружиной. Два ролика, для упрощения , изготовлены из видеоголовки и тон вала видеомагнитофона. Канавки под провод тщательно отшлифованы, чтобы не повредить лаковую изоляцию.
Источник



