
Намоточный станок на Arduino версия 2.0
С момента публикации первой версии намоточного станка на Arduino прошло уже больше года. С тех пор я переосмыслил некоторые важные моменты по механике, электронике и программе управления, и в данной статье расскажу о реализации обновления 2.0. По базовой конструкции и электросхеме обе версии весьма схожи и, чтобы не повторяться, я буду делать отсылки к первой статье и рекомендую уважаемому читателю ознакомиться с ней перед прочтением данной.
В ходе обсуждения на форуме и работы со станком одной из главных проблем был выявлен «дерганый» режим автонамотки, когда основному двигателю приходилось останавливаться во время работы укладчика, что приводило к рывкам проволоки и расшатыванию всей конструкции. В дополнение к предыдущему отсутствовал разгон основного двигателя, что еще больше усугубляло ситуацию. Второй проблемой являлся крайне неудобный способ установки и снятия оправки, на которую производиться намотка. Для этого необходимо было разобрать всю намоточную ось, что крайне затрудняло работу.
Итак, обо всем по порядку. Программа работы обоих шаговых двигателей теперь организована в одном прерывании, что позволило «рулить» ими одновременно. При этом для лучшей плотности витков двигатель укладчика делает перемещение в конце цикла витка, что позволяет поджимать новый виток к предыдущему. Плюсом к этому, основной двигатель выходит на заданную скорость с ускорением, а если точнее, то начинает движение с некоторой скоростью Vo≈4 об/мин и разгоняется за оборот до заданной. Это уменьшает рывок проволоки в начале намотки. Параметр меню «Speed» теперь устанавливает скорость в оборотах в минуту, программный предел 300 об/мин, хотя я не тестировал при реальной намотке скорости даже близкие к предельной, т.к. для этого необходимо исключить все или почти все пластмассовые детали из механики. В меню автонамотки добавлен параметр Direction, который назначает начальное направление укладчика.
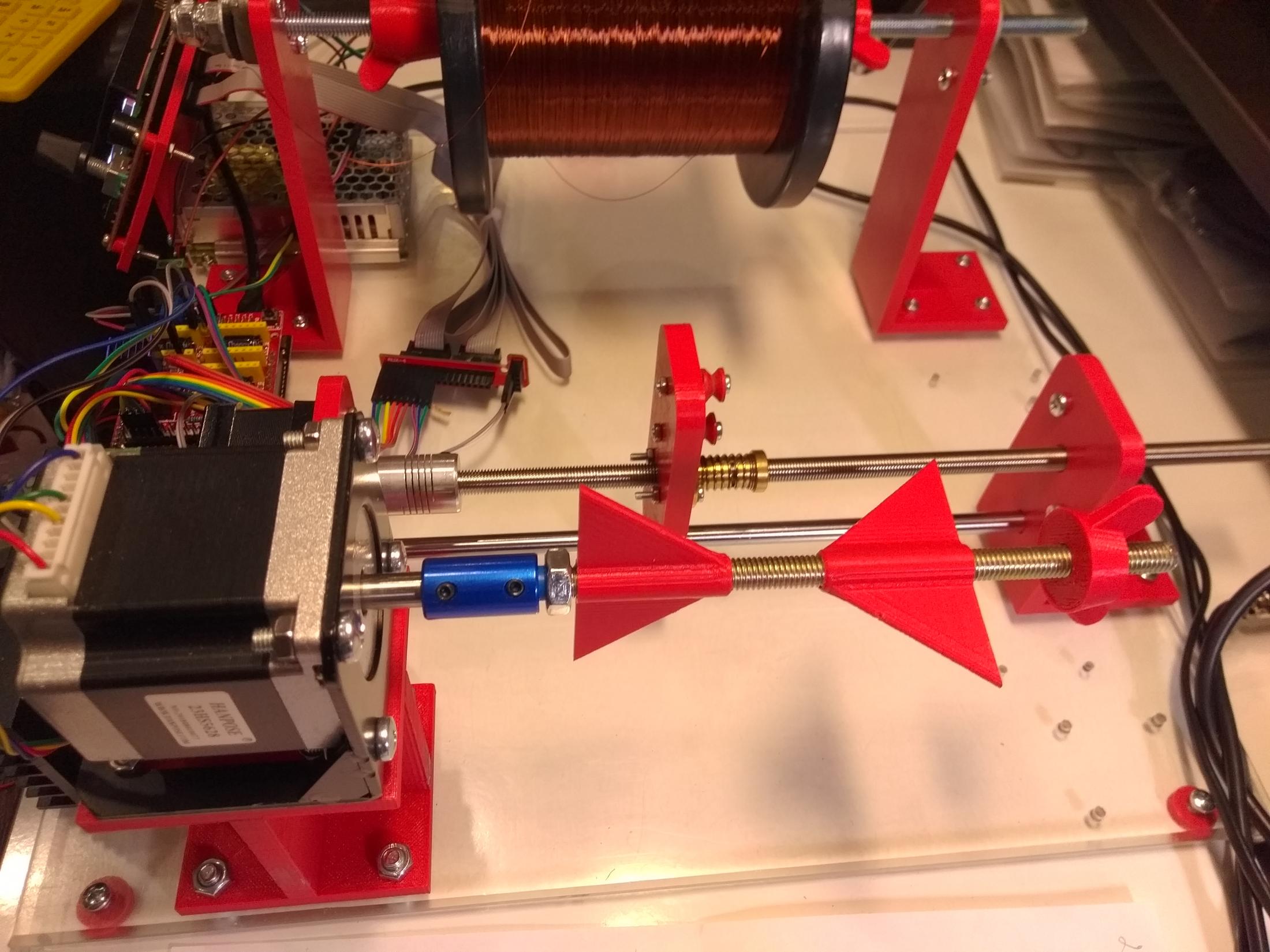
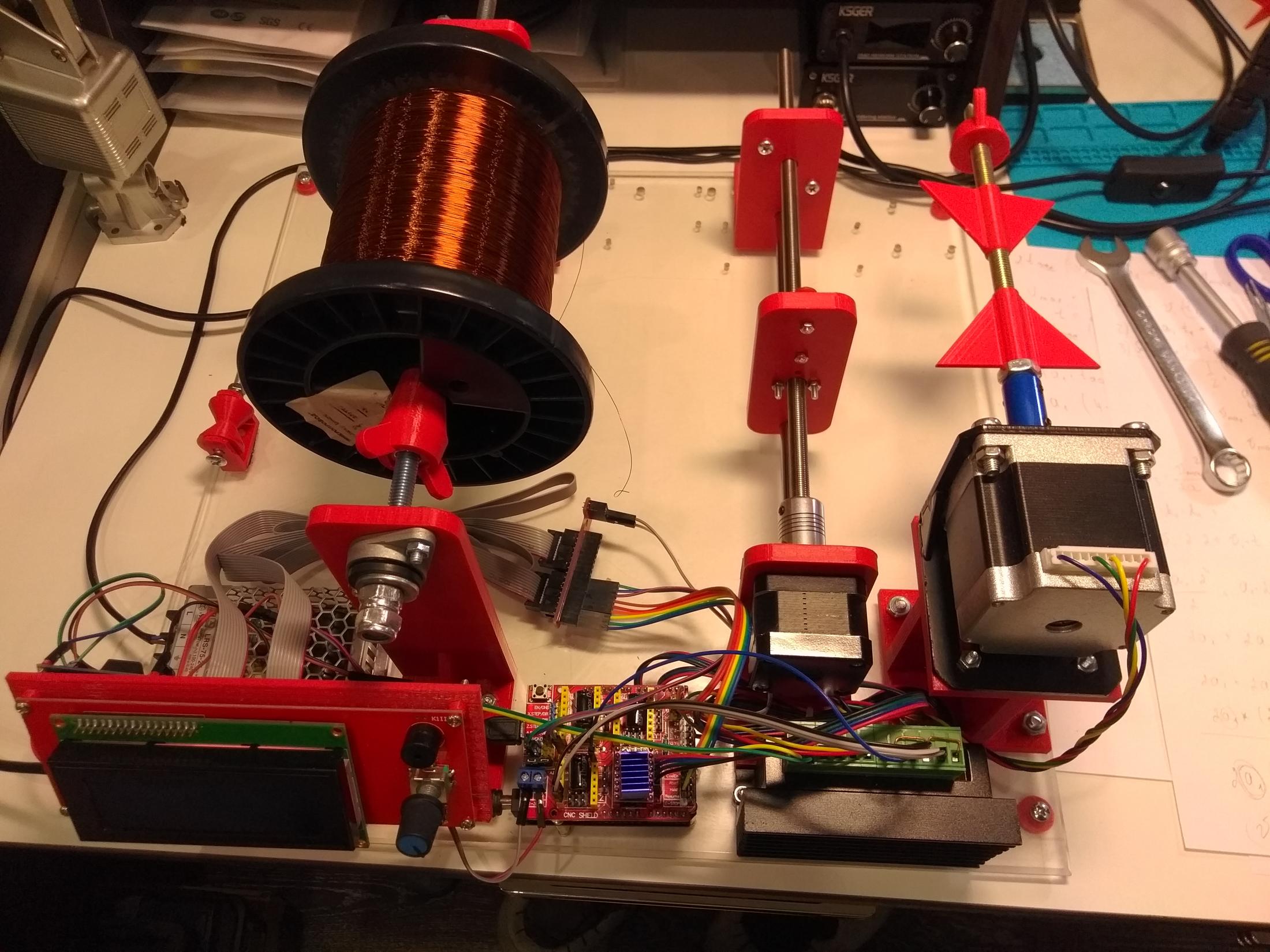
Это было трудным решением, но упразднена вторая опора под ось оправки, что позволяет теперь ставить и снимать ее гораздо удобнее. Шпильку М8 держит на оси двигателя жесткая муфта, но автор оставляет за читателем право заменить это, не вполне надежное соединение, на цанговый патрон. Так же стоит отметить, что многое зависит от жесткости опоры двигателя 23HS5628 и, весьма вероятно, что ее нужно заменить на более крепкий вариант. В файлах проекта есть два варианта 3D печати этой опоры, предлагаю самостоятельно оценить их прочностные характеристики или изготовить опору самостоятельно. Укладчик теперь — это резьбовой вал М8 с шагом 1мм, по которому ходит гайка «анти-люфт», и обычный вал ø8. Все STL модели приложены внизу статьи, диаметры отверстий даны преимущественно под рассверловку. Шаг резьбы укладчика можно изменить в коде:
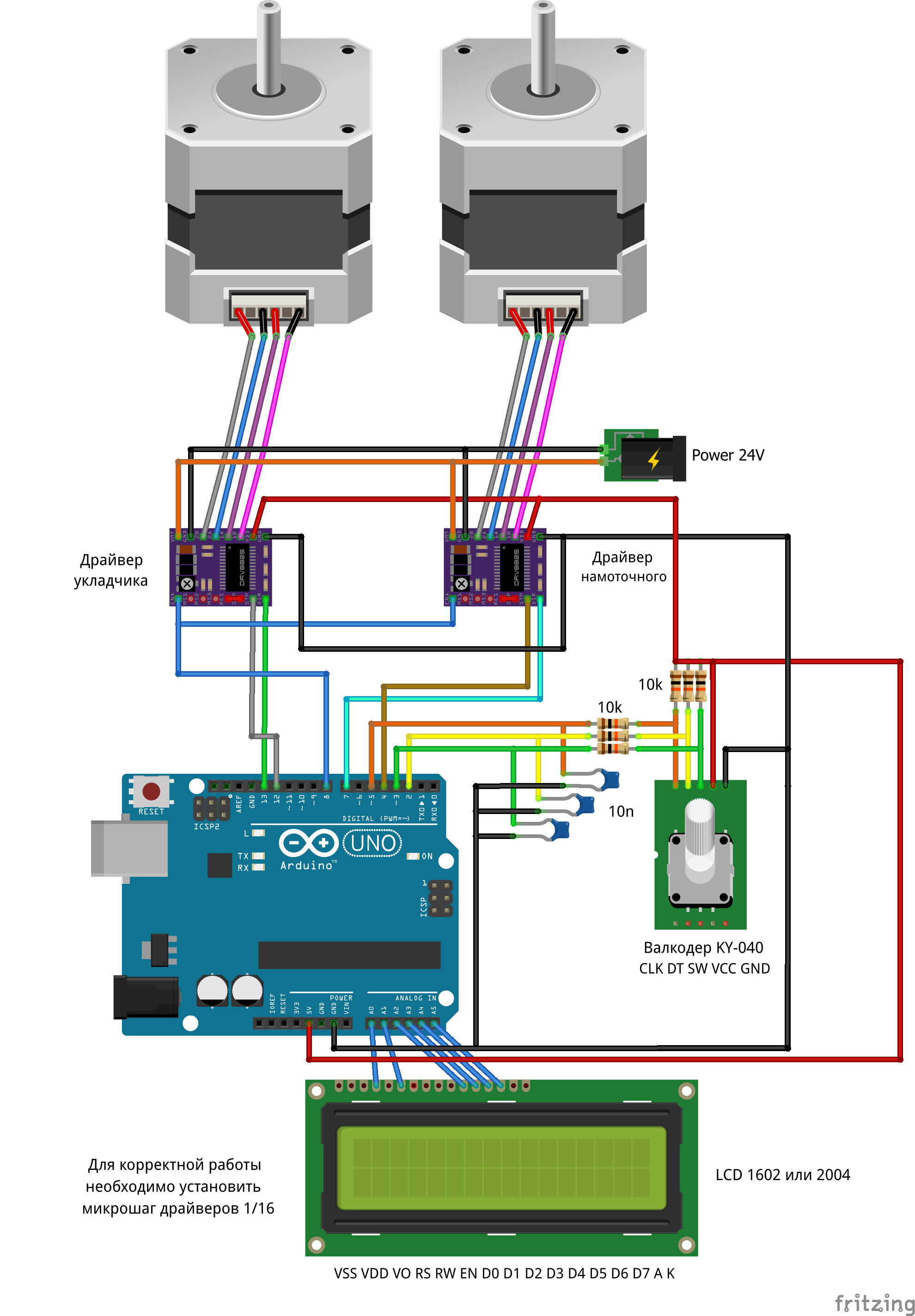
В связи с применением ШД 23HS5628 питание теперь обеспечивает БП LRS-75-24 с выходным 24 Вольта, драйвер для большого двигателя теперь TB6600, а для маленького оставлен прежний DRV8825. Про установку тока на DRV8825 читай предыдущую статью. Управляющие выводы микроконтроллера для драйверов остались неизменны. Если установлен CNC Shield, то это будут ось «A» для укладчика и ось «Z» для намоточного двигателя. Подшипники KP08 заменены на KFL08, но это уже частности и оба варианта вполне работоспособны.
Еще стоит сказать о натяжителе проволоки. Отдельного конструктива под него нет, автор реализовал его парой резиновых шайб и гаек, которые поджимаются к подшипнику катушки и тем создают трение. Работоспособно, но не идеально, надеюсь с вашей помощью найду лучшее решение.
Еще немного по программе:
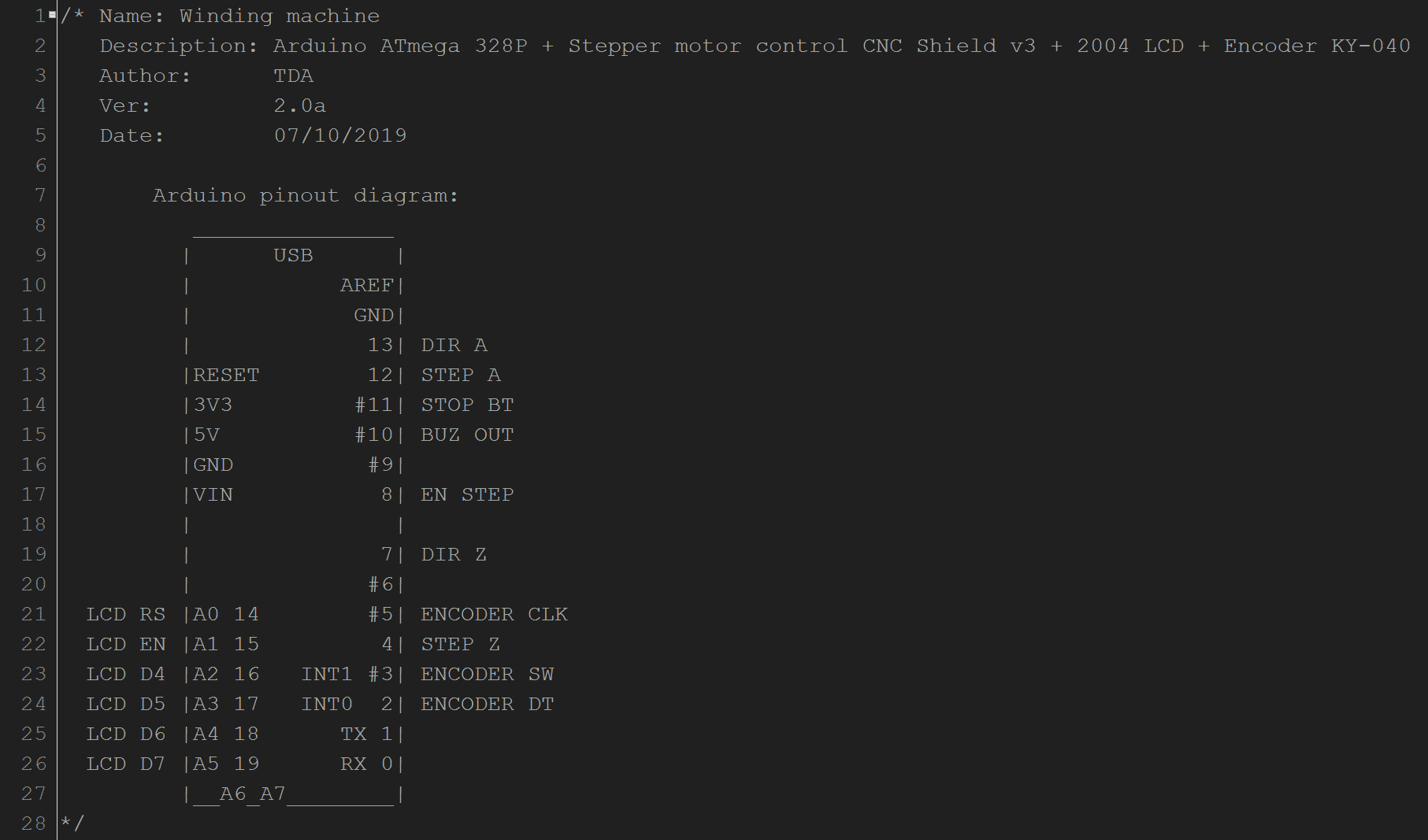
Протокол обмена данными LCD с последовательного I2C заменен на параллельный полубайтовый (см. схему), он быстрее и, при наличии свободных ног, я не нашел причины ужиматься. Хотя на данный момент программа использует 2 строки и 16 символов (1602 LCD), но я к своей версии уже подключил LCD 2004 в сборке с энкодером и бузером что является заделом на будущее. Вернуть к варианту 1602 I2C в текущей версии ПО все еще возможно, раскомментировав нужные строчки:
В дальнейшем я все таки перейду на 4 строки и поддержку 2 строчных дисплеев обещать не могу. Версия программы 2.0 является «альфой» и я думаю в теме для обсуждения статьи мы с вами быстро поправим баги.
Источник
Еще раз о перемотке пластика
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
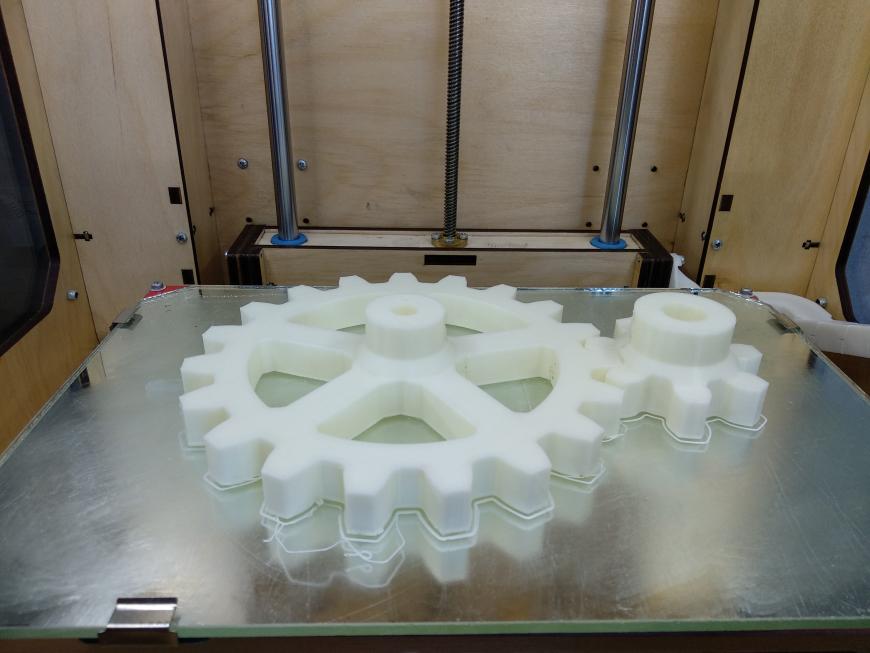
 В ожидании посылки от gReg’а решил воспользоваться разработкой уважаемого Mr. Magomedov «Самодельный станок для намотки пластика» Также в обсуждении заинтересовало предложение сделать переход под шуруповерт. Заодно решил пока не печатать шестерни (при необходимости сделать это позже, а пока сберечь пластик).
В ожидании посылки от gReg’а решил воспользоваться разработкой уважаемого Mr. Magomedov «Самодельный станок для намотки пластика» Также в обсуждении заинтересовало предложение сделать переход под шуруповерт. Заодно решил пока не печатать шестерни (при необходимости сделать это позже, а пока сберечь пластик).
В ожидании посылки от gReg’а решил воспользоваться разработкой уважаемого Mr. Magomedov «Самодельный станок для намотки пластика» Также в обсуждении заинтересовало предложение сделать переход под шуруповерт. Заодно решил пока не печатать шестерни (при необходимости сделать это позже, а пока сберечь пластик).
Напечатав два комплекта зажимов под катушки, обратил внимание на то, что имеющаяся свободная катушка из-под пластика от НИТ на них не зажимается — слишком узкая. Тогда сообразил, что Руслан ориентировался, видимо, на катушки как_от_FDplast (более широкие), и я решил предусмотреть пружины, которые позволят использовать различные катушки. А для использования узких катушек один из комплектов зажимов сделал поуже, отпилив по
1 см от каждой детали — неэстетично, конечно, но зато «дешево, надежно и практично» (С) «Бриллиантовая рука»:
 Встал вопрос изготовления пружин. Прикинул, что при выбранном расстоянии между стенками станка в 15..16см длина пружины в рабочем состоянии должна меняться от 3 до 6 см, в свободном не менее 9. Тащиться за проволокой в гараж не хотелось, поэтому решил попробовать напечатать. До этого печатью пружин не занимался и даже не интересовался. После беглого пятнадцатиминутного просмотра интернета на тему моделей пружин решил спроектировать несколько своих моделек:
Встал вопрос изготовления пружин. Прикинул, что при выбранном расстоянии между стенками станка в 15..16см длина пружины в рабочем состоянии должна меняться от 3 до 6 см, в свободном не менее 9. Тащиться за проволокой в гараж не хотелось, поэтому решил попробовать напечатать. До этого печатью пружин не занимался и даже не интересовался. После беглого пятнадцатиминутного просмотра интернета на тему моделей пружин решил спроектировать несколько своих моделек:
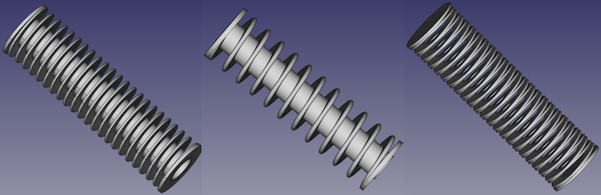
Поэкспериментировал, наступил на ряд грабель, сделал для себя некоторые выводы. из которых основные:
- делать из PLA лучше, чем из SBS (на упругих/мягких материалах упругость пружин никакая)
- отношение длины свободной и сжатой пружины определяется отношением шага к толщине витка, при толстых витках потребуется большой шаг — при этом уменьшится площадь перекрытия соседних слоев, пружины будут ломаться — поэтому есть смысл делать витки не круглого или квадратного сечения, а прямоугольного (увеличивать упругость за счет увеличения ширины при не слишком большой толщине и не слишком большом шаге)
- толщину слоя при печати выбирать минимальную: это увеличит площадь перекрытия соседних слоев
- не нужно пытаться использовать печатные пружины на растяжение — только на сжатие!
- если делать пружины из нескольких, в том числе пересекающихся, спиралей — отношение длины свободной/сжатой почти кратно уменьшается
- внутри пружины обязательно проектировать поддерживающую структуру в виде цилиндра
- и все равно даже на сравнительно малых скоростях (20мм/с) на высоте порядка 8 см может оторвать — требуются сверхмалые скорости
- намотать из стали было бы быстрее, чем осваивать с нуля технологию печати пружин 😉
- даже не вполне удачных результатов экспериментов мне хватит для сборки станка:

Следующим шагом собрал «мебель», т.е. детали из ДСП, затем напечатал детали, предназначенные для закрепления осей приемной катушки и шкива (а в исходном варианте еще и ручки с большой шестерней).
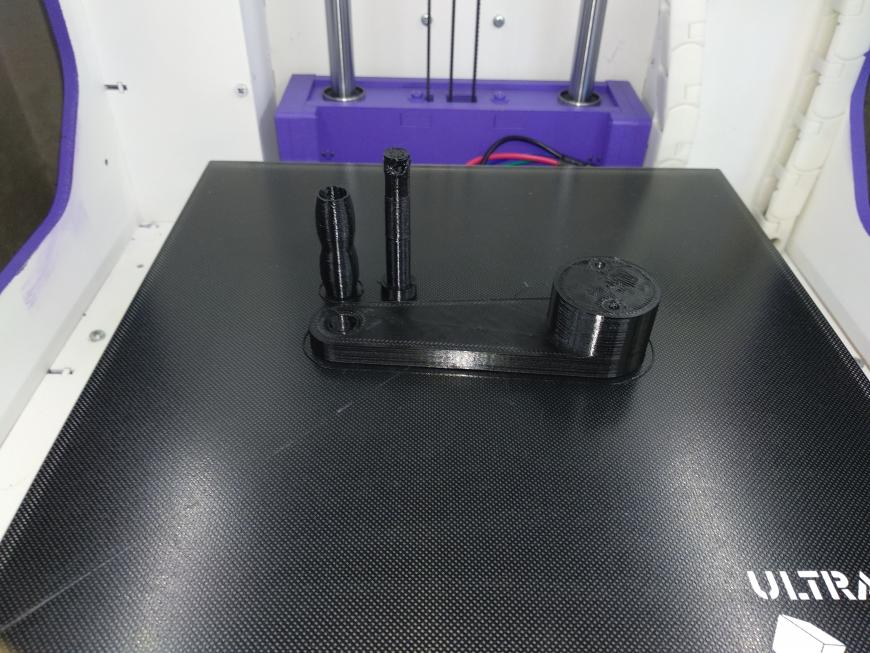
Нашел трубки диаметром 16 мм для осей катушек, а вот трубки диаметром 10 мм для шкива не нашел — взял гвоздь 200 мм (диаметром 6 мм), отпилил острие и головку, нарезал с двух сторон резьбу М6 длиной по полтора сантиметра.
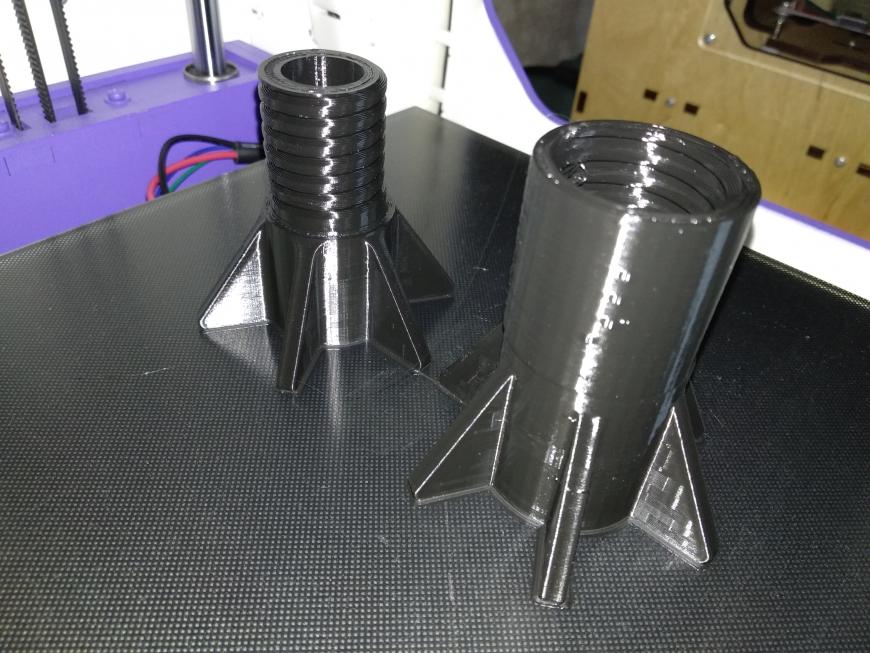
Сделал модель шкива под диаметр внутреннего отверстия 6 мм и увеличенным углублением под филамент: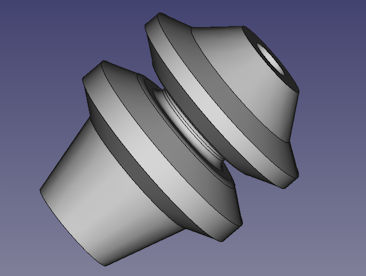 и модель перехода на шуруповерт:
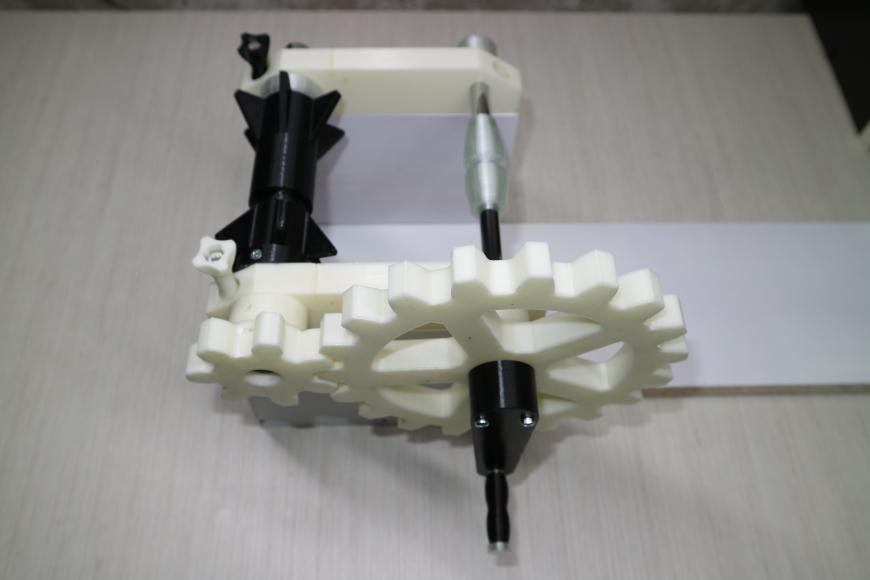
и модель перехода на шуруповерт: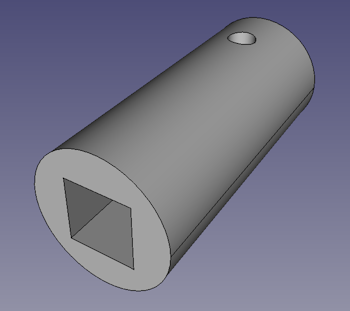 Напечатал эти детали, а также втулку, передающую вращение на держатель приемной катушки, собрал ось приемной катушки:
Напечатал эти детали, а также втулку, передающую вращение на держатель приемной катушки, собрал ось приемной катушки: Установив на станок ось с единственной свободной катушкой из под пластика от НИТ, понял, что ось шкива нужно отодвигать 8-(
Установив на станок ось с единственной свободной катушкой из под пластика от НИТ, понял, что ось шкива нужно отодвигать 8-(
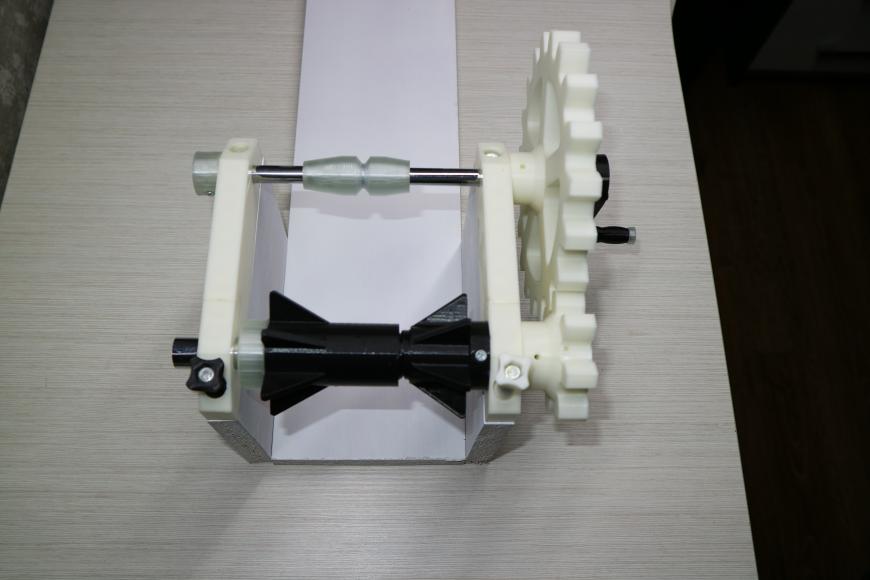
Дилемму «переконструировать модель и перепечатать держатели осей или сколхозить» решил в пользу колхоза: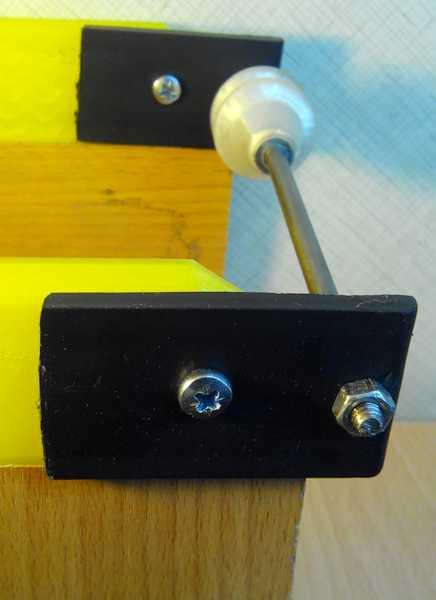 В качестве катушки для закрепления бухты gReg’а выбрал их же модель — другие или требуют много пластика, или выглядят совсем уж хлипкими. Напечатал:
В качестве катушки для закрепления бухты gReg’а выбрал их же модель — другие или требуют много пластика, или выглядят совсем уж хлипкими. Напечатал: Наконец прибыл пластик! Закрепив бухту в катушку и попытавшись установить на место, обнаружил свой очередной косяк: не заметил вовремя, что катушка от gReg имеет размах по диаметру не 20 см, как я ожидал, а на сантиметр-полтора больше. А потому при перемотке первой бухты специально обученной помощнице пришлось руками удерживать ось подающей катушки на стойках выше штатного места:
Наконец прибыл пластик! Закрепив бухту в катушку и попытавшись установить на место, обнаружил свой очередной косяк: не заметил вовремя, что катушка от gReg имеет размах по диаметру не 20 см, как я ожидал, а на сантиметр-полтора больше. А потому при перемотке первой бухты специально обученной помощнице пришлось руками удерживать ось подающей катушки на стойках выше штатного места: После перемотки размер подающей катушки был приведен к расчетному:
После перемотки размер подающей катушки был приведен к расчетному: (отверстия под конец филамента позже восстановлены на новых местах)
(отверстия под конец филамента позже восстановлены на новых местах)
Вторая бухта села на катушку хуже: с боков остались зазоры, куда при перемотке время от времени соскальзывали витки филамента, что сильно замедляло работу. Надо было подложить обод из гофрированного картона!
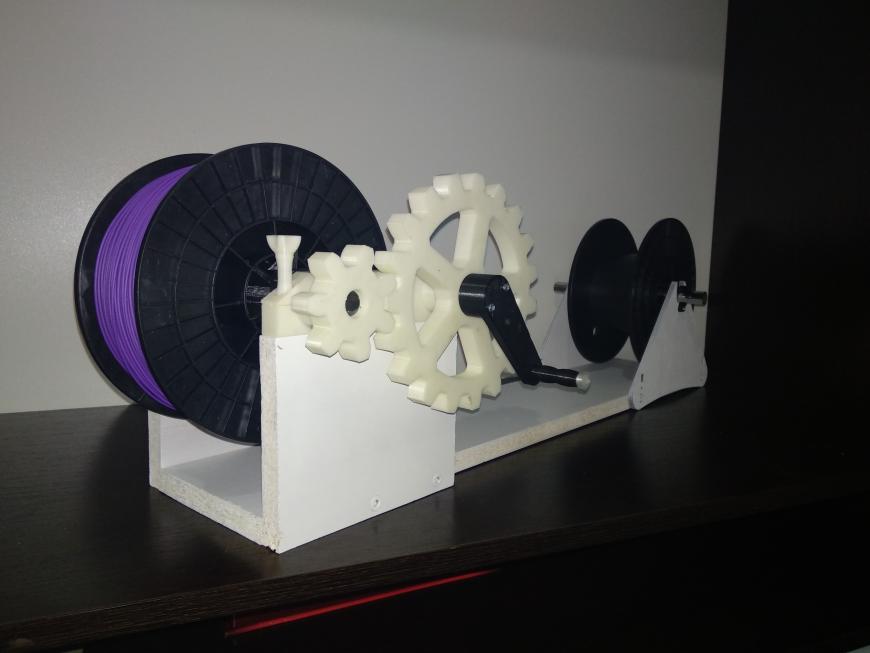
Наконец, поскольку была лишь одна свободная катушка, а получил четыре бухты — недостающие катушки вырезал из гофрированного картона и склеил термоклеем. Если точнее, то нарезал на 4, а склеил пока только две: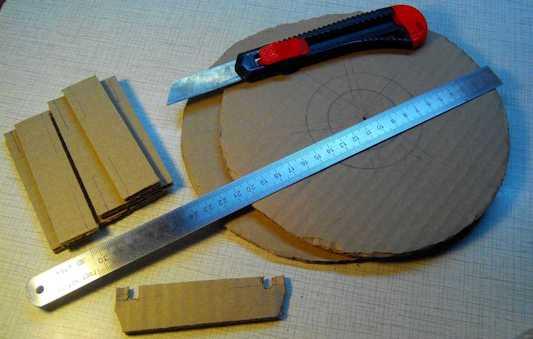

 Результатом перемотки на катушку из гофры остался доволен:
Результатом перемотки на катушку из гофры остался доволен:

Выводы и рекомендации тем, кто решится повторить конструкцию:
- для фиксации мотков филамента желательно использовать разъемную катушку с регулируемой шириной или подкладывать круги из эластичного/упругого материала
- если не использовать шуруповер, то придется изготовить ручку или изначально предложенную автором шестеренчатую передачу, но в этом случае обратить внимание на расстояние между осями катушки и ручки — тут еще широкий простор для творчества
- если нет опыта печати пружин и желания такой опыт нарабатывать — пружины проше найти или изготовить стальные.
Использованные модели лежат по ссылке в моделях
Еще раз спасибо Роману и всем удачной печати!
Источник
Самодельный станок для намотки пластика
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Здравствуйте уважаемые друзья!
Думаю каждый из нас сталкивался с такой проблемой как перехлест пластика в катушке, когда не успел схватить конец прутка пластика, либо ‘недобросовестно’ произведена намотка филамента, хотя может не каждый, но уверен многие встречались с этой проблемой.
И поэтому, сегодня я бы хотел рассказать, как я решил эту проблему. Итак, речь пойдет о самодельном станке по намотке пластика на катушку.

Нам приходится снимать катушку, разматывать ее, и снова наматывать, и это в лучшем случае.
А что делать если Вы приобрели к примеру моток пластика длиной 400 метров?
Думаю здесь без посторонней помощи ну никак не справится, да и наматывать сотни метров пластика вручную как-то не очень.
В моем случае, когда я последний раз приобрел такой моток филамента без катушки, я поступил следующим образом, разрезал пустую катушку пополам, напечатал из пластика вставку, надел моток, и соединил две части катушки вместе.


Однако же, данный вариант мне не очень понравился, пластик свободно крутился на катушке, нет, в ходе печати это не создавало проблем абсолютно никаких, просто мне не понравилась свобода действий пластика 🙂 .
И тут меня осенило, а почему бы самому не сделать станок, с помощью которого можно будет намотать пластик на пустую катушку, или же перемотать пластик с одной катушки на другую, в случае перехлеста, или же разделить пластик одного цвета, имеющийся только на одной катушке, на две катушки, чтобы печатать одновременно на двух принтерах.
Короче, я понял, что данный станок мне необходим 🙂
Ну и как все обычные люди настоящего времени, я рушил ‘погуглить’. однако же такого станка я не нашел, или умение поиска в сети интернет у меня ниже среднего, но это не суть).
Я решил изобрести станок сам, хотя это громко сказано . что там изобретать, ведь сам принцип действия такого станка уже давно известен — два вала, на которых находятся катушки, и шестерни, с помощью которых приводится в действие данный механизм.
Главными критериями создания моего станка должны быть простота в исполнении и доступность материалов сборки!
С учетом этих критериев, решил сделать из того что находилось под рукой. Основание я решил сделать из ДСП (древесно-стружечной плиты’ толщиной 16 мм, а валы из металлических хромированных трубок диаметром 16 и 10 мм, такие трубки продаются в любом мебельном магазине. И то и то у меня имелось дома.

Размеры 680х130 мм и 160х130 мм.

Длина труб 200 мм.
Далее потратив несколько часов в Солиде, получились вот такие детали, которые незамедлительно были распечатаны на 3D принтерах ZAV-MAX-PRO и ZAV-L:





После сборки и первом запуске, механизм на удивление работал отлично.
Я даже не сомневаюсь, что многие будут сейчас кричать и кидаться камнями, называя сие ‘что за колхоз?!’ на что я заранее отвечу: ‘Да может и колхоз, но колхоз рабочий!’
К примеру около 400 метров пластика я намотал на катушку в течение 5 минут.
Также хочу дополнить, что данный проект не окончательный, это всего лишь первая экспериментальная модель, в будущем я планирую поместить в центре натяжитель и укладчик прутка, чтобы пруток ложился слой к слою, а пока роль укладчика и натяжителя выполняет свободная рука.
Кстати файлы для печати я выложил в свободный доступ на сайт thingiverse.com.
Вот ссылка: https://www.thingiverse.com/thing:2883014
Если Вы дочитали статью до конца, хочу выразить свои благодарность и признание, и мне будет очень приятно, если хоть кому то будет полезен мой труд.
Всем удачи и пока!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Источник



