
- Накатка спиц своими руками
- Как сделать простое приспособление для накатки
- Основные этапы работ
- ДОМОСТРОЙСантехника и строительство
- Особенности процесса накатывания
- Накатка двухроликовыми станками
- Характеристики роликовых сегментов
- Накатка державками и цилиндрическими головками
- Накатка плашками
- Ручная накатка резьбы
- Технология накатки «на проход»
- Заключение
- Материалы и способы изготовления спиц
- Конструкция спицы, резьба, размеры и длина
- Ниппель – гайка крепления спицы к ободу
- Спицевой набор и типы спицовки велосипедных колес
Накатка спиц своими руками

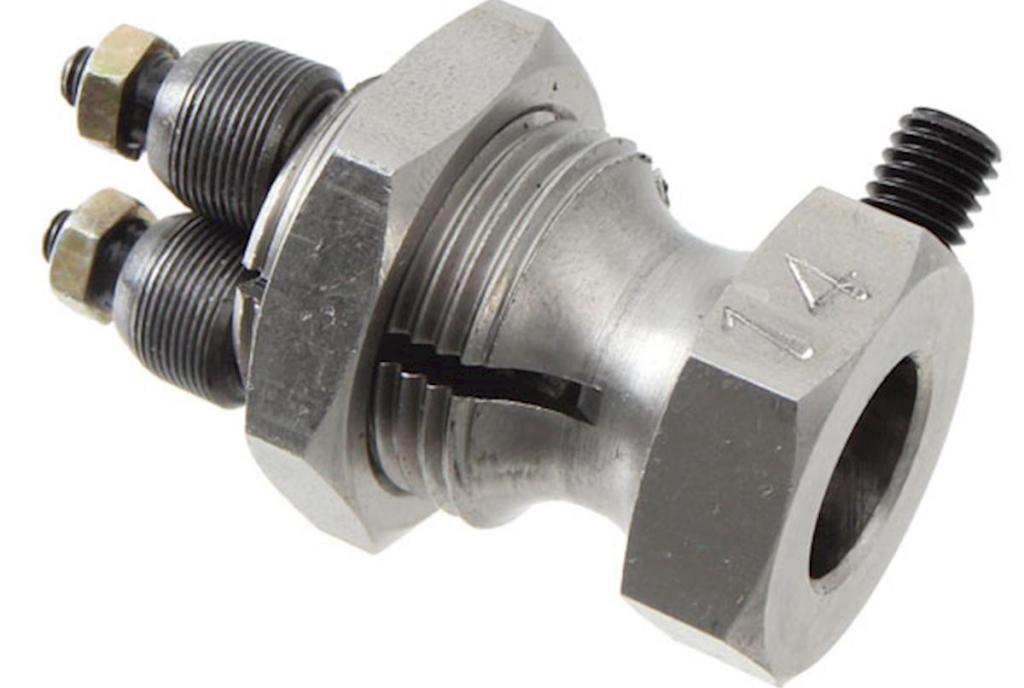
Общепринято, что кастомизация отечественного оппозита немыслима без установки широкого, желательно спицованого, заднего колеса. Методика изготовления последнего общеизвестна: обод от 401-го Москвича с удаленной серединой, отверстиями и потаями под спицы, стандартный тормозной барабан или самодельная ступица под дисковые тормоза и, конечно, набор самодельных спиц. Спицы, как правило, используются «родные», укороченные до необходимой длинны. Укорачивание производится просто: штатная резьба прогоняется плашкой дальше по стержню спицы, затем лишнее отрезается (как правило, вместе с участком штатной резьбы). Поскольку штатная резьба делается методом накатки, а не нарезки (если это не самодельные днепровские спицы из гвоздей), стержень спицы имеет диаметр, недостаточный для ее качественного удлинения с помощью плашки. Нипель на такой «укороченной» спице держаться не будет. Неоднократно мне приходилось видеть такие спицы (причем на довольно аккуратных мотоциклах), намертво прихваченные к нипелям электросваркой – признак полного отчаяния кастомайзера. Следовательно, укорачивать спицы следует с другого конца, сохраняя заводскую резьбу. Эта работа достаточно трудоемка и требует, кроме ножовки и «болгарки», специальной оправки (см. чертеж, фото 1.), а также наличия поблизости газосварочного аппарата. Указанная оправка изготавливается на фрезерном станке и, желательно, закаливается, хотя практика показывает, что даже сырая оправка выдерживает изготовление одного комплекта спиц. Перед началом работы следует, с помощью расчетов или опытным путем, вычислить длину заготовки с учетом припуска на изгиб и формирование шляпки.
Далее по порядку:
1. Отрезаем от исходной спицы «лишнее» (Фото 2-а.)
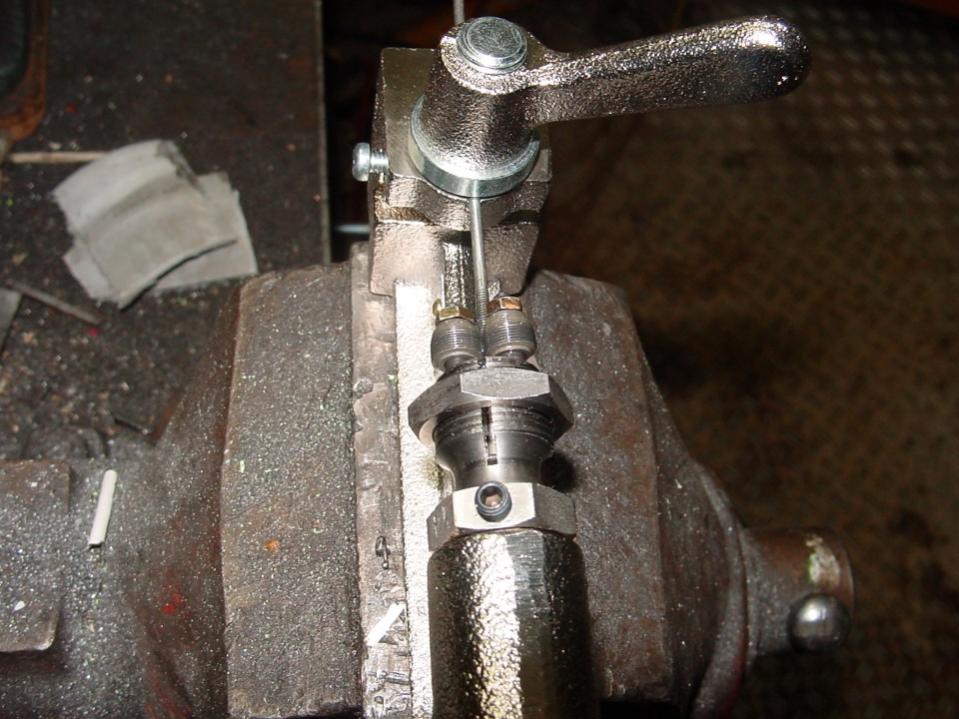
2. Нагреваем конец спицы и гнем его в оправке. (Фото 2-б, 3, 4.)
3. Зажимаем изогнутый конец спицы в оправке, греем выступающий кончик пламенем газосварки докрасна и расклепываем его в гнезде. (Фото 5.) Надо признать, что эта операция требует определенной сноровки, поэтому процент брака поначалу велик.
4. Вынимаем полученную спицу из оправки и обрабатываем ее на точильном камне, надфилем, либо наждачной бумагой. Теперь можно наносить гальваническое покрытие. (Фото 2-в.)
Изготовленные подобным способом спицы, если и уступают по надежности заводским, то не намного. Их можно периодически подтягивать без боязни сорвать остатки резьбы.
В заключение можно привести еще один способ укорачивания стандартных спиц, недостойный, на мой взгляд, истинного гаражного кастомайзера, не ищущего легких путей. Можно, вооружась картой города или района, обойти два-три десятка предприятий, занимающихся металлообработкой. Есть определенная вероятность, что у какого-то из токарей найдется специальная прокаточная плашка под резьбу необходимого размера. Тогда, за сумму, экв. 0,2 доллара за спицу, вам удлинят штатную резьбу, насколько необходимо, после чего останется только укоротить спицы по месту.
Источник
Как сделать простое приспособление для накатки

В данном обзоре автор поделится с нами идеей, как своими руками сделать простое приспособление для накатки.
Для изготовления самоделки потребуются: ролики для накатки (их можно купить на Алиэкспресс), профильная труба 20х20 мм, профтруба 25х25 мм, лист металла толщиной 6 мм, резьбовая шпилька М16, а также метизы.
Первым делом из листа металла вырезаем заготовку размером 150*11о мм. Потом разрезаем ее пополам при помощи болгарки.
Рекомендуем также прочитать статью-обзор: как в условиях домашней мастерской изготовить шпиндельную шлифовальную насадку на шуруповерт.
В одной пластине сверлим два отверстия и устанавливаем ролики для накатки. Во второй пластине сверлим отверстие для установки подшипника. Установить его надо таким образом, чтобы он выступал примерно на 3-4 мм.

Основные этапы работ
На следующем этапе от профильной трубы 20х20 мм надо будет отрезать две одинаковых заготовки длиной по 120 мм. Из профиля 25х25 мм вырезаем две заготовки длиной по 80 мм.
Дополнительно необходимо отрезать от профильной трубы 25х25 мм две заготовки длиной по 30 мм.

На отрезки профиля 20х20 мм, которые выступают в роли направляющих, надеваем куски профтрубы 25х25 мм длиной 30 мм и привариваем. К ним надо приварить одну из пластин (с роликами).
Вторую площадку с подшипником мастер приваривает к отрезкам профиля 25х25 мм длиной 80 мм. В отличие от первой, эта площадка будет подвижной.

К обеим площадкам привариваем гайки, в которые потом будет вставляться резьбовая шпилька М16.

После этого останется только установить ручку и приваривать по бокам два крепления (для фиксации к столу) из отрезков уголка 25*25 мм. Зачищаем сварные швы, и самоделка готова.
Подробно о том, как сделать простое приспособление для накатки, можно посмотреть на видео ниже. Данный обзор создан на основе видеоролика с YouTube канала «Самоделкин Иван».
Источник
ДОМОСТРОЙСантехника и строительство
- Четверг, 12 декабря 2019 1:08
- Автор: Sereg985
- Прокоментировать
- Рубрика: Строительство
- Ссылка на пост
- https://firmmy.ru/
Хотя развитие современных технологии в машиностроении сделало возможным замену множества металлических деталей более практичными твердотельными пластиками и композитами, потребность в стальных элементах по-прежнему сохраняется. Остаются актуальными и технологии обработки металлов, но и в этой сфере появляются новые методы и средства. Так, накатка резьбы, заменившая традиционную резку, позволила оптимизировать производственный процесс изготовления деталей и повысить качество винтового соединения в принципе.
Особенности процесса накатывания

Технология относится к разновидностям поперечной накатки, но в данном случае упор делается на использование роликов применительно к цилиндрическим заготовкам. Метод также ориентируется на принципы выдавливания винтового профиля, что позволяет мягче формировать резьбу, придерживаясь технического задания до мельчайших размерных показателей. К особенностям же процесса накатки резьбы можно отнести следующее:
- Отсутствие разрушения внутренней структуры металлической заготовки. Это относится также к коррозийностойким, жаропрочным и специальным видам сталей. Именно мягкое деформационное воздействие исключает нежелательные процессы избыточного давления на металл.
- Происходит упрочнение наружных слоев заготовки, а также увеличивается нагрузочная способность элемента.
К этим преимуществам стоит добавить и характеристики самого винтового профиля. Вследствие скольжения накатки рельефная поверхность обретает оптимальные показатели твердости и шероховатости с микроструктурой, благоприятной для контакта с текстурой прилегающих поверхностей.
Накатка двухроликовыми станками

В реализации данного способа применяются резьбонакатные станки-полуавтоматы, позволяющие выполнять с высокой точностью метрические, трапецеидальные и другие винтовые профили. Также выполняются сложные рифления на ходовых деталях и мелкомодульных косозубых колесах. Сам процесс формирования резьбы производится путем обкатывания профиля, который наносится предварительно. Это своего рода накатка насечек на резьбе, образующаяся за счет принудительного вращения роликов. В процессе движения станок выполняет и радиальное перемещение функциональных элементов с помощью приложения усилия от гидравлического привода. В свою очередь, цилиндрическая заготовка находится между роликами на опорной части или в патроне захватывающего устройства. Она вращается под влиянием силы трения, которая формируется при контакте роликов с поверхностью детали и нарастает по мере внедрения деформирующего профиля.
Характеристики роликовых сегментов
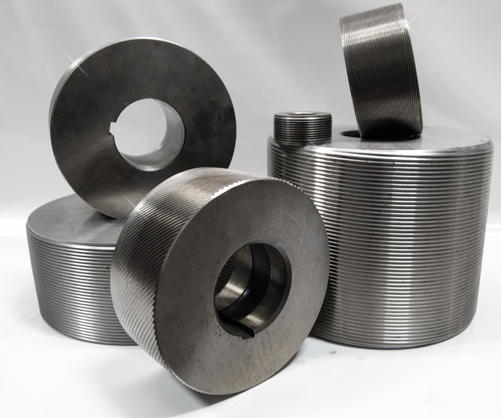
Сами ролики для накатывания являются лишь составной частью универсальной машины, однако по принципу своего действия могут выступать и самостоятельными резчиками. В любом случае важно учитывать два основных параметра при выборе данного сегмента – предел прочности и диаметр профиля. Что касается прочностных показателей, то накатка резьбы роликами способна выдерживать до 1400 МПа, поддерживая точность до 0,1 мм. Недостатком же этого способа как раз является ограничение по толщине цилиндра. Например, диапазон по диаметрам обрабатываемых деталей стандартного формата варьируется от 1,5 до 15 мм в среднем. Шаг резьбы при этом будет составлять до 2 мм, а длина – порядка 80 мм. В то же время технология получается довольно затратной с учетом сложности изготовления роликов и автоматов, обслуживающих рабочую инфраструктуру.
Накатка державками и цилиндрическими головками
Данная оснастка применяется в составе с цилиндрическим неприводным инструментом. В качестве эксплуатирующего оборудования могут задействоваться универсальные металлорежущие агрегаты. Например, в качестве станка для накатки резьбы с державками и цилиндрическими головками вполне могут использоваться токарные, токарно-револьверные и шпиндельные автоматы. Главной технологической особенностью применения самой оснастки можно назвать завершенность и высокую точность процесса. Те же головки обеспечивают окончательную обработку с поддержкой высоких требований относительно параметров биения, соосности и стабильности резьбы. То есть после применения данной операции в специальной доработке уже нет потребности. Но вместе с преимуществами применения державок и головок для накатки есть и недостатки, к которым относят низкую производительность, что исключает возможность применения метода в крупносерийном формате изготовления.
Накатка плашками
Данная технология, напротив, успешно применяется на метизных производствах при серийном выпуске крепежных изделий с обычной точностью. Применение плоских плашек отличается высокой производительностью, при этом требуя подключения простого по своему устройству оборудования. Это обеспечивает и надежность рабочего процесса, и универсальность при изготовлении разных по типоразмеру деталей. Например, диапазон диаметров под накатку резьбы в данном случае будет составлять 1,7-33 мм. Максимум по длине резьбы составит 100 мм, а шаговый отступ находится в рамках 0,3-3 мм. Из негативных сторон применения плашек можно назвать низкие показатели твердости деталей, поскольку оснастка работает только с материалами, предел прочности которых не превышает 900 МПа. С другой стороны, плашки специальных модификаций дают возможность выполнения накатки на самонарезающихся шурупах и винтах за один резьбовой проход.
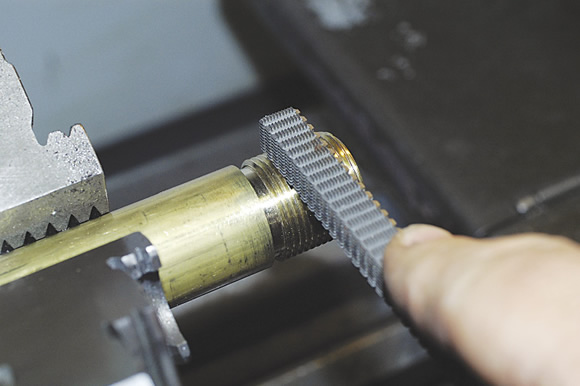
Ручная накатка резьбы
Механизированные станки на электроприводе не всегда дают ожидаемо точный результат. Они хорошо себя проявляют в поточной обработке и при выполнении сложных задач, связанных с деформацией твердотельного металла. Но, к примеру, накатку на спицах лучше выполнять на ручном станке без привода. Ручного усилия будет достаточно для выдавливания небольших витков на цилиндрической поверхности металла, причем с поддержанием высокой точности. В работе используются компактные станки, устройство которых формируется двумя частями – станиной и рабочей оснасткой с тремя роликами. Процесс накатки резьбы на спицах выполняется через рукоятку, связанную с головкой через вал. Спица интегрируется в цанговый механизм с регулируемым гнездом. При этом важно заранее предусмотреть крайние значения по диаметру заготовки. В среднем для таких станков подходят цилиндрические детали толщиной 1,5-3 мм.
Технология накатки «на проход»
Специальная методика для формирования длинной резьбы более 250 мм. Особенностями данного способа можно назвать осевую подачу заготовки, а также образование угла подъема у роликов по линии винта относительно контура накатки. Если говорить о применяемых станках, то оптимальным будет агрегат с наклонным шпинделем, конструкция которого позволит применять роликовые сегменты с кольцевой нарезкой. Винтовая конфигурация тоже будет разнообразной – возможны левые и правые, одно- и многозаходные профили со строгой выдержкой определенного шага. Максимальный диаметр накатки резьбы этого типа достигает 200 мм при шаге в 16 мм. На практике таким способом часто выполняют резьбовые шпильки с трапецеидальным или метрическим профилем. Для достижения высокой скорости обработки станки обеспечиваются особой трансмиссией, выносные подшипники которой смазываются встроенным механизмом принудительно. Это позволяет достигать частоты вращения порядка 600 об./мин.
Заключение

Технология накатки дает немало преимуществ изготовителю, что выражается в эксплуатационных качествах самой детали и оптимизации рабочего процесса. Но, выбирая этот метод формирования винтовых профилей, следует учитывать и его слабые стороны. Главным недостатком накатки резьбы является быстрый износ обрабатывающей оснастки. У разного инструмента могут стираться профильные витки, происходит износ торцовых фасок и выкрашивание рабочей области. Устранить или минимизировать подобные эффекты позволяет регулярное техобслуживание приспособлений, выражаемое в своевременной правке, заточке и обработке защитной химией по металлу.
Спицы – это важная деталь велосипеда, которая позволяет соединить втулку колеса с ободом и при этом отцентрировать её. Кроме этого, спицы выполняют амортизационные функции благодаря своей упругости и работе не только на сжатие, но растяжение. Несмотря на существование литых дисковых колес для велосипеда, велосипедные колеса со спицами все же предпочтительнее именно благодаря свойству амортизации. Литые велосипедные диски так же значительно тяжелее, чем колеса со спицами. В данной статье мы рассмотрим — из чего изготавливают спицы, какая бывает резьба, длина и размеры. Так же разберем, какие бывают конструктивные особенности у различных спиц.
Материалы и способы изготовления спиц
Самым популярным материалом для производства спиц является сталь. Лучшими спицами считаются из высоколегированной стали. Более дешевыми и соответственно менее надежными считаются спицы из хромированной и оцинкованной стали. На профессиональных велосипедах спицы могут быть из алюминия или титана. Эти материалы позволяют уменьшать общий вес велосипеда. Но стоит иметь ввиду, что титановые спицы могут устанавливаться только с бронзовыми ниппелями, что сводит на нет все экономию веса.
По способу изготовления спицы делятся на катаные , тянутые и кованные . Катаные спицы самые простые в производстве и имеют постоянный диаметр по всей длине. Тянутые спицы имеют переменный диаметр. Чаще всего тянутые спицы имеют меньший диаметр в центре и больший по краям. Так как основная нагрузка на спицу действует в местах креплений, то пониженный диаметр в центре спицы не влияет на её надежность, но зато позволят снизить общий вес. Кроме того тянутые спицы более упругие, что улучшает амортизационные свойства.
Кроме всех перечисленных спиц бывают еще и аэродинамические с эллиптической и лезвиеобразной центральной частью. Такие спицы обладают более высокими техническими характеристиками, чем все остальные.
 Типы спиц
Типы спиц
Конструкция спицы, резьба, размеры и длина
Конструкция спицы очень проста и представляет собой длинный стержень. С одного конца стержень загнут и расклепан, а на другом конце стержень имеет резьбу. Тот конец, что расклепан обычно крепится в специальные отверстия (фланцы) втулки, а тот, что с резьбой крепиться к ободу при помощи специальных ниппелей. Подробнее о существующих способах крепления спиц к втулкам Вы сможете узнать из нашей статьи о передних втулках велосипеда.
Резьба на спице бывает двух типов – нарезанная и накатанная . Спицы с накатанной резьбой значительно крепче, так как место соединения спицы и обода наиболее уязвимо. Но такие спицы и дороже потому, что накатать резьбу более трудоемко, чем нарезать. На более дешевые велосипеды и велосипеды не подвергающиеся большим нагрузкам устанавливают спицы с нарезанной резьбой. Диаметр спицы в том месте, где резьба накатана немного больше диаметра всей спицы.
По размерам спицы отличаются диаметром и длиной . Оба параметра подбираются индивидуально под конкретное колесо. Чаще всего применяются спицы диаметром от 1.6 до 2.3 мм. А длина спицы зависит от диаметра всего колеса.
Ниппель – гайка крепления спицы к ободу
Ниппеля предназначены для крепления спицы к ободу велосипеда и представляют собой грибовидные гайки с прорезями под отвертку и грани под спицевой ключ. Для производства ниппелей используют сталь, бронзу и алюминий. Самыми дешевыми и наиболее популярными являются стальные ниппеля . Бронзовые применяются совместно с титановыми спицами, а алюминиевые предназначены для снижения веса велосипеда. Единственный недостаток алюминиевых ниппелей это невозможность использования их в алюминиевых пистонах пистонированных ободьев. Алюминиевые детали могут вступить в химическую реакцию и произойдет их сварка.
 Ниппель — гайка крепления спицы к ободу
Ниппель — гайка крепления спицы к ободу
Спицевой набор и типы спицовки велосипедных колес
Спицевание колеса велосипеда отличается направлением спиц относительно радиуса колеса. Угол между спицей и радиусом может достигать до 90 градусов. Чем больше угол, тем больше крестов образуется в спицах. Кроме того, чем больше угол, тем меньше действие силы на спицу. Чем меньше угол, тем короче спица, а соответственно и легче. Так же спицы расположенные без угла имеют наибольшую поперечную жесткость.
Количество спиц в колесе велосипеда зависит от предназначения велобайка. На горных и дорожных велосипедах обычно 32 или 36 спиц. На шоссейные скоростные велосипеды устанавливают 32, 28 или 24 спицы. Максимальное количество спиц 40 и даже 48 делают на тандемах.
 Типы спицовки колеса велосипеда
Типы спицовки колеса велосипеда
Суть в том что я обрезал родные спицы под длину нужных мне, и нарезал резьбу М5 (которая и нужна!). Но проблема в том что на родных спицах резьба катаная, а у меня получается нарезная! При резании резьбы лерка то с одной стороны точит хорошую резьбу, а с другой гавно, то вообще гавно и т.д. Народ дайте совет как вы с етим боролись.
новые спицы делаются
joghn , ниппеля берут от Ижа, резьба режется 4,5.
AntonFR , и резьбу 4.5 надо будет нарезать новой леркой так?
AntonFR , надо чуток обточить спицу в районе нарезания резьбы (на болгарке или напильничком, лучче на токарном станке). спица диаметром 5 мм. плашка на 4,5 не налезет. если налезет, замаешься резать.
А кто делал спицы из электродов по нержавейки 5мм.
Где их брать то.
Они вообще существуют в природе?
существуют. проще отрезать шляпку от спицы и расклепать новую.
Ром-Ромыч , тело спицы как раз диаметром 4,5, резьба под ижаковский нипель прекрасно режется. Вот только проблема найти лерку на 4,5, редкие они заразы.
Troll , у вас проблема лерку найти, а у меня я думаю будет проблема найти ижаковские нипели нежели лерку.
joghn , у вас проще наверно найти колесо от джапа и его адаптировать для урала.
joghn , По поводу спиц их нерж электродов. обратиться за советом тебе нужно к «SuperMic»
http://oppozit.ru/modules.php?name=Your_Account&op=userinfo&username=Sup.
Он себе, по-моему, как раз из них делал.
Troll , да у нас от джапа колёс на порядок больше чем от русмото! Но всё равно самый недорогой и оптимальный вариант для нашего края купить запаску от японской тачки(докатка,желток и т.д.) и из етого диска сначало обод сваять, а потом уже париться на счёт спицевания.
я вот тут тоже заморачиваюсь с этим вопросом.
на мой взгляд из электродов делать спицы это самоубийство тк сталь которая там используется мало углеродистая кажись сталь 3 но точно немогу сказать.(полистайте книжку по металоведенью)
а вот насчет переклипать спицы это думаю самый оптимальный вариант.
режим нах заклепку укарачиваем как надо клепаем потом греем и гнем.
только после того как мы его расколили метал отпускаеться и по том придеться их заколить.
Я на днях попробую и отпишусь что у меня получилось.
Конечно можно сделать из электродов LB-52(Японские) цифры это запас прочности на квадратный милиметр.
Есть LB-65 но таких найти невозможно тк они используются только на дальнем севере при прокладке газопровода. Есть еще жосткие электроды GARANT которые используеются в заполнении шва. Это немецкие электроды.
На крайняк есть УОНИ 13/55
а остальное все дерьмо мягко говоря.
нужно мерять и отпиливать шляпки резьбы трогать нельзя, шляпки клепать в нагретом состоянии, при помощи такого устройства как раньше делали заклепки
А загнуть прямые-короткие ураловские спицы можно? Не сломаются? 🙂 Просто делал ступицу на Днепровские спицы, а они чуток длиннее получились, а вот если короткие ураловские загнуть, то как раз получается.
О, Боливар, хочешь сказать, что можешь без проблем накатать резьбу на ураловскую спицу?
Источник



