
- Делаем паяльник для труб ПВХ своими руками
- Общая информация
- Особенности
- Сборка паяльника
- Вместо заключения
- Как сваривать пластиковые трубы аппаратом для сварки в домашних условиях
- Какие трубы можно сваривать
- Необходимые оборудование и инструменты
- Инструкция: как сварить пластиковые трубы
- Подготовка труб под сварку
- Настройка сварочного аппарата
- Нагрев деталей
- Соединение деталей
- Зачистка
- Распространенные ошибки при сварке пластиковых труб
Делаем паяльник для труб ПВХ своими руками
Трубы из искусственных полимеров, таких как ПВХ, стали чрезвычайно популярны за счет своей невысокой цены и простоты монтажа. По этой причине они со временем стали вытеснять классические трубы из металла, это особенно заметно при проектировании или ремонте водопроводных систем в квартирах и домах. Старые ржавые трубы просто заменяют на новые пластиковые, и делают это за пару часов.

Но заслуга быстрого монтажа таких труб заключается не в мастерстве сварщика. Ведь для сварки ПВХ труб применяется специальный паяльник. Паяльник для труб ПВХ можно приобрести в магазине, при этом бывают достаточно бюджетные модели, которые не бьют по карману. Но что, если вы не готовы приобретать новый аппарат и хотите сэкономить, или просто любите изготавливать электроприборы своими руками? В таком случае вы можете сделать паяльник сами, а как это сделать мы подробно расскажем в этой статье.
Общая информация
Аппарат для сварки ПВХ изделий (или труб из любых других искусственных полимеров) — электрический прибор, работающий от стандартной сети в 220В, предназначенный для пайки труб различного диаметра.
Прежде чем мы приступим к сборке этого прибора неплохо было бы узнать, из чего он состоит. Ключевые элементы любого паяльника для труб — это корпус с удобной ручкой, терморегулятор, за счет которого устанавливается необходимая температура нагрева тэна, непосредственно сам тэн, спрятанный в металлический кожух, который нагревается.

Дополнительно в комплекте могут поставляться насадки для пайки труб разного диаметра. Теме насадок мы посвятили отдельный материал, прочтите его, чтобы быть в курсе всех особенностей. Здесь скажем одно: предпочтительнее использовать насадки с тефлоновым покрытием. Так они гарантировано не будут прилипать к трубам во время нагрева.
Наверняка вы могли слышать, что такие паяльники часто называют «утюгами». И это не спроста. Дело в том, что тэн действительно визуально очень похож на подошву утюга и их принцип работы имеет много общего. И в утюге, и в паяльнике поверхность равномерно нагревается, только в случае с паяльником тепло от тэна передается на насадки, к ним затем прижимают трубу, чтобы расплавить ее край.
При этом температура нагрева устанавливается с помощью терморегулятора, установленного в корпус паяльника. Регулировка температуры крайне важна, ведь если она будет слишком высокой труба просто расплавится в насадке, а если слишком низкой, то банально не сможет равномерно прогреться. А значит, соединение получится некачественным и быстро даст течь, если мы говорим о монтаже системы водоснабжения, например.
Особенности
К сожалению, бюджетные паяльники не всегда оснащены терморегуляторами, и это большой минус. Ведь новичкам сложно определить, когда температура недостаточна или избыточна. К тому же, не все домашние мастера будут использовать купленный паяльник часто. А тратить пару тысяч рублей на прибор, который будет годами пылиться полке — не самое рациональное решение.
Также есть еще один недостаток у бюджетных паяльников — их неудовлетворительное качество изготовления и порой некачественный готовый шов. Так зачем приобретать некачественную вещь, чтобы затем использовать ее пару раз и забросить в дальний угол? Лучше изготовить паяльник своими руками из подручных средств и пары резисторов.
Конечно, самодельный прибор не будет таким же качественным, как паяльник за 200 долларов, но он точно поможет вам выполнить однократный мелкий ремонт. К тому же, вы сами будете знать, из чего он изготовлен, и сможете выбрать материалы покачественнее. Вместо дешевого пластика (который можно встретить во всех китайских паяльниках) возьмете алюминий. Тогда ваш прибор будет на голову выше бюджетных покупных паяльников. Достаточно применить минимальные знания электротехники.
Сборка паяльника
Приступим к сборке. Для сварки полипропиленовых труб нам понадобится старый утюг. Нам нужно снять с него «подошву», она будет выступать в роли тэна. На фото она изображена под цифрой 1. Просверливаем в тэне отверстие и с помощью болтов крепим нагревательные элементы с двух сторон. Далее нужно изготовить терморегулятор (цифра 3 на фото) и упаковать его в теплоизоляционный кожух, он указан цифрой 2.
Чтобы собрать терморегулятор воспользуйтесь схемой ниже. Для R1 вам понадобится переменный резистор 500 кОм, для R2 — резистор 4,7кОм0,5, для R3 — можно взять резистор 1 мОм, 0,25 w. Для VS1 отлично подойдут динисторы типа DB-3, для VS2 возьмите симисторы ТС 25-4. Для T3H подойдет электронагреватель мощность 1000В. А для C1 рекомендуем брать конденсатор 0,1 мкф, 400 v. В качестве лампочки-индикатора возьмите неоновую лампу типа HL 1.

Подготовьте алюминиевый корпус. В нашем случае размер 13х6х9 сантиметров. Поместите в него терморегулятор на плате, плата должна быть изготовлена из фольгированного текстолита. Снаружи алюминиевого корпуса выведите регулятор управления температурой. Желательно, чтобы он был с делениями. Дополнительно можете снабдить прибор лампочкой, для удобной индикации. Она будет сигнализировать, что прибор включен и нагревается.
Все это закрепите на пластине из текстолита (цифра 4). Затем присоедините к тэну и установите на алюминиевую подставку (цифра 5). Обязательно разместите фторопластовый изолятор между пластиной и кожухом (цифра 6 на фото).
Вставьте выступающую часть пластины из текстолита в паз (его местоположение указано цифрой 8 на фото). Ее в любое время можно вынуть, для более удобного хранения. Также можно соорудить ручку из дерева и прикрепить ее к пластине. Все! Утюг для ПВХ труб готов.
Таким приспособлением можно пользоваться так же, как и паяльником заводского производства. Мы с помощью такого прибора спаяли трубы диаметром 20 миллиметров, нагревали их всего 3-5 секунд. Тэн выделяет столько тепла, что его достаточно для быстрой и вполне качественной пайки.
Вместо заключения
Таким незамысловатым методом можно изготовить достаточно эффективный сварочный аппарат для ПВХ изделий. Кроме того, такой паяльник подходит и для пайки других типов изделий из искусственных полимеров, например, пластика или полипропилена. В принципе, вы можете докупить в магазине комплект насадок и использовать их в паре с таким самодельным паяльником. Тогда он станет по-настоящему функциональным прибором, способным паять трубы различного диаметра.
А вы когда-нибудь применяли в своей практике паяльники для труб? Приходилось ли вам изготавливать их самостоятельно? Если да, то расскажите об этом в комментариях в нашей статье. Ваш опыт будет полезен для многих новичков. Желаем удачи в работе!
Источник
Как сваривать пластиковые трубы аппаратом для сварки в домашних условиях
В квартирах многоэтажек застройки прошлого века, при строительстве частных домов для замены или монтажа системы водоснабжения, водоотведения, отопления используют пропиленовые трубы и комплектующие элементы. Соединения делают резьбовые и сварные. При сварке пластиковых труб используют нагревательный инструмент, освоить его несложно. Монтировать водопроводные системы из полимеров можно самостоятельно, зная азы технологии.
Какие трубы можно сваривать
Трубы выпускают из различного пластика: ПВХ, полиэтилена, пропилена. Металлопластиковые трубы дополнительно армируют алюминием, их монтируют резьбовыми соединениями. Пластиковые трубопроводы диаметром от 20 до 40мм сваривают враструб бытовым оборудованием, работающим от сети 220 вольт. Для сварки ПХВ труб большого диаметра чаще используют профессиональные цилиндрические паяльники.
При самостоятельном выборе комплектующих для трубопровода ориентируются на маркировку «PN». Для теплосистем, трубопроводов горячего водоснабжения выбирают пластиковый прокат с маркировкой:
- PN20, они эксплуатируются при температуре от +80 до +95˚С;
- PN25, допускается температура теплоносителя свыше +95˚С.
Для ХВС выбирают трубы и соединительные элементы с маркировкой PN10 (рабочая температура не выше +40˚С) и PN16 (допустимый нагрев до +60˚С).
Необходимые оборудование и инструменты
Для сварки пластиковых труб удобно использовать мечевидные паяльники со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую платформу, называемую утюгом, в ней есть отверстия для крепления нагревающих насадок.
У сварочного аппарата для сварки пластиковых труб обязательно есть температурный регулятор, световой индикатор нагрева. Кроме оборудования для сварки нужны инструменты для раскроя заготовок и снятия фольгирующего слоя. Режут пластиковый прокат любым удобным способом:
- труборезом, похожим на кусачки;
- ножницами по металлу;
- ножовкой с узким полотном.
Для зачистки срезов, удаления наплывов применяют напильники с мелкой нарезкой или наждачную бумагу. Для раскроя элементов трубопровода перед сваркой нужно подготовить линейку, угольник, фломастер или маркер.
Инструкция: как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.

Нагрев деталей
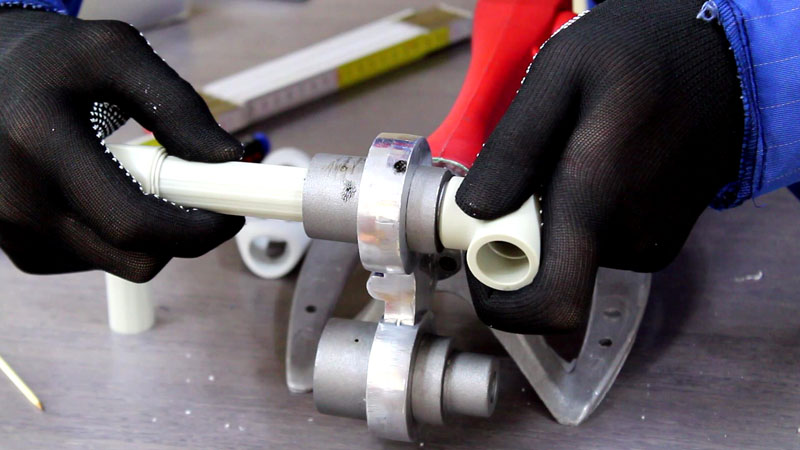
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.

Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре. Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе.
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Сваривать пропилен в домашних условиях несложно. Инструмент сдают в аренду, освоить его легко. Важно придерживаться режима сварки. Предварительно удостовериться, что температура нагрева, время выдержки подобрано правильно. Некачественный шов срезают, варят стык снова. При соблюдении технологии трубопровод прослужит долго.
Источник



